Fabrikasi Busbar: Teknik untuk Perakitan yang Efisien
Bagaimana Anda mengubah tembaga dan aluminium mentah menjadi komponen penting untuk sistem kelistrikan? Artikel ini membahas proses rumit di balik fabrikasi busbar, merinci teknik dan alat yang diperlukan untuk perakitan yang efisien. Anda akan belajar tentang metode yang tepat untuk memotong, menekuk, dan menyambungkan busbar, memastikan keamanan dan keandalan dalam aplikasi tegangan tinggi dan rendah. Jelajahi pedoman penting dan praktik terbaik untuk meningkatkan pemahaman dan implementasi fabrikasi busbar Anda.
Dokumen ini menetapkan metode dan persyaratan untuk fabrikasi dan perakitan busbar.
Dokumen ini berlaku untuk fabrikasi dan perakitan busbar untuk switchgear tegangan tinggi dan rendah, gardu induk prefabrikasi tegangan tinggi/rendah, kotak distribusi, dan peralatan lengkap lainnya.
2. Standar yang Dirujuk
GB / T 17467-1998 Gardu Induk Pracetak Tegangan Tinggi / Rendah
GB/T 11022-1999 Persyaratan Teknis Umum untuk Switchgear Tegangan Tinggi dan Peralatan Kontrol
GB 7251.1 ~ 4 Peralatan Switchgear dan Kontrol Lengkap Tegangan Rendah
GBJ149-90 Teknik Instalasi Listrik
Spesifikasi untuk Konstruksi dan Penerimaan Perangkat Busbar
Busbar Tembaga" Asosiasi Tembaga Internasional (Tiongkok)
Asosiasi Industri Tenaga Listrik Kompilasi Peraturan Kelistrikan di Wilayah Beijing
GB 5585.1-2005 Busbar untuk Keperluan Listrik Bagian 1: Ketentuan Umum
GB 5585.2-2005 Busbar untuk Keperluan Listrik Bagian 2: Busbar Tembaga
GB2681-81 Warna kabel di Perangkat Lengkap Listrik
3. Bahan
Busbar tembaga (persegi panjang, berbentuk I, berbentuk D, berbentuk T ganda, berbentuk T tiga, dll.), busbar aluminium, isolator, tabung yang dapat menyusut panas, baut galvanis, mur, ring pipih, mesin cuci pegas(kuning, hijau, merah), (L1, L2, L3) dan berbagai label fase.
4. Peralatan dan Perlengkapan
Mesin pelurus busbar, mesin pemotong busbar, mesin pembengkok busbar, mesin pemoles, mesin pelubang, mesin bor vertikal, tungku listrik, panci timah, gergaji tangan, kikir, obeng, palu tangan, palu kayu, meteran, aturan baja, persegi, jarum pencatat, roda sikat kawat, gunting, pistol semprot, kunci inggris, kunci pas, kunci torsi, dll.
5. Prinsip-prinsip Fabrikasi Busbar
5.1 Spesifikasi busbar dipilih sesuai dengan persyaratan teknis cetak biru.
Skema perutean busbar umumnya ditentukan oleh perakit, tetapi harus mempertimbangkan posisi pemasangan komponen dan kondisi pemasangan yang sebenarnya.
Dengan alasan memenuhi persyaratan teknis yang relevan, ini harus mematuhi prinsip-prinsip tata letak yang wajar, penghematan bahan, kerapian, dan estetika.
Instalasi harus aman, andal, dan mudah dirawat serta dibongkar pasang. Pengkabelan produk kontrak yang sama harus seseragam mungkin.
5.2 Dokumen ini mensyaratkan bahwa sirkuit primer umumnya menggunakan batang tembaga. Dalam kasus khusus, dengan persetujuan kepala departemen teknis atau kepala teknisi, kabel berinsulasi juga dapat digunakan. Untuk arus kontinu di atas 100A, batang tembaga harus digunakan.
5.3 Spesifikasi saluran primer ditentukan sesuai dengan persyaratan cetak biru pengguna, tetapi tidak boleh lebih rendah dari peraturan ini. Jika cetak biru tidak menentukan spesifikasi, spesifikasi yang sesuai harus ditemukan sesuai dengan kapasitas kabel. Lihat "Tabel Kapasitas Hantaran Arus Kawat" dalam pedoman proses ini.
a) Untuk pemilihan daya dukung arus busbar tembaga TMY, lihat Lampiran A.
b) Untuk daya hantar arus BVR, kawat berinsulasi PVC BV, lihat Lampiran B.
5.4 Dengan alasan untuk memenuhi persyaratan di atas, jumlah tikungan busbar harus diminimalkan untuk menghindari persilangan busbar.
6. Teknologi Pemrosesan Busbar
6.1 Pemrosesan busbar umumnya mencakup proses teknologi berikut:
a) Pilih spesifikasi busbar sesuai dengan persyaratan teknis cetak biru, tentukan skema pengkabelan, dan ukur dimensi pembuatan busbar;
b) Luruskan busbar tembaga dengan mesin pelurus busbar;
c) Potong menurut dimensi yang dilipat, penampang melintang harus rata tanpa gerinda;
d) Bor atau buat lubang, deburr lubang yang sudah ditandai;
e) Tekuk tikungan datar, vertikal, dan tikungan puntir sesuai dengan rencana; (Permukaan busbar harus bersih dan rata, tanpa retakan, kerutan, kotoran, dan deformasi serta puntiran).
f) Lakukan perawatan anti-oksidasi pada permukaan tumpang tindih busbar (pelapisan timah atau perak).
6.2 Setelah busbar dipotong, busbar harus diluruskan, dan permukaan yang dipotong harus dihaluskan dengan kikir.
6.3 Gerinda setelah mengebor atau meninju busbar harus dikerjakan dengan mesin rata, dan permukaan busbar tidak boleh memiliki bekas palu yang jelas, goresan, lubang, pengelupasan, dan cacat lainnya.
6.4 Di antara busbar ganda atau beberapa busbar persegi panjang, celah yang tidak kurang dari ketebalan busbar harus dipertahankan; jarak antara tepi spacer yang berdekatan harus lebih dari 5mm.
6.5 Tata letak yang sama dari busbar utama, busbar cabang, jalur jatuhkan, dan jalur sambungan peralatan harus simetris, horizontal dan vertikal, rapi dan indah.
6.6 Pengaturan urutan fase busbar, jika desain tidak menentukan, harus mematuhi peraturan berikut:
a) Untuk busbar AC yang disusun ke atas dan ke bawah, susunan dari atas ke bawah adalah fase A, B, C, N, kutub positif busbar DC ke atas, kutub negatif ke bawah.
b) Untuk busbar AC yang disusun secara horizontal, susunan dari bagian belakang pan ke permukaan pan adalah fase A, B, C, N, kutub positif busbar DC di belakang, kutub negatif di depan.
c) Untuk busbar AC dari kabel drop dari kiri ke kanan, susunannya adalah fase A, B, C, N, kutub positif busbar DC di sebelah kiri, kutub negatif di sebelah kanan.
Catatan: Pengaturan urutan fase didasarkan pada arah tampak depan setiap ruangan gardu induk. Dalam kasus khusus, ketika mengatur dalam urutan fase ini pasti akan menyebabkan kesulitan dalam penentuan posisi busbar, tidak perlu mengikuti peraturan ini, tetapi setiap fase harus memiliki indikasi yang jelas.
6.7 Pembengkokan Busbar
6.7.1 Busbar persegi panjang harus ditekuk dengan dingin, pembengkokan panas tidak diperbolehkan.
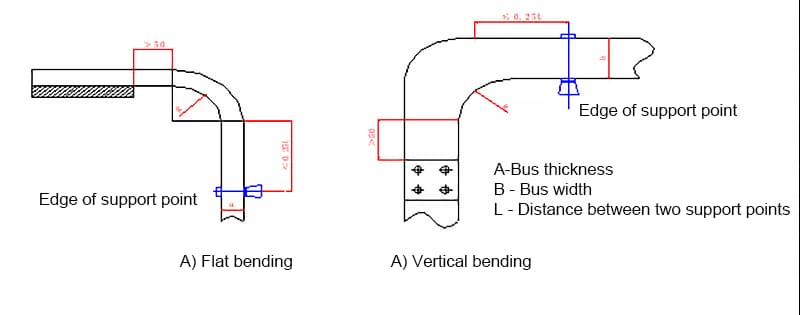
6.7.2 Pembengkokan busbar harus sesuai dengan peraturan berikut (Gambar di bawah):
a) Busbar persegi panjang harus meminimalkan tikungan sudut kanan, dan sudut lentur tidak boleh kurang dari 90 derajat. Tidak boleh ada retakan atau kerutan yang signifikan pada tikungan, dan minimum radius lentur busbar harus sesuai dengan peraturan, lihat gambar di bawah ini.
b) Jarak dari titik di mana busbar mulai menekuk ke tepi penjepit penyangga busbar dari isolator terdekat tidak boleh melebihi 0,25L, tetapi tidak boleh kurang dari 50mm.
c) Jarak dari titik di mana busbar mulai menekuk ke lokasi sambungan busbar tidak boleh kurang dari 50mm.
Tabel 6.7.2: Nilai Radius Tekuk Minimum (r) untuk Busbar
Jenis Busbar
Jenis-jenis Tikungan
Ukuran Penampang Busur (mm)
Radius Pembengkokan Minimum (mm)
Tembaga
Aluminium
Baja
Busbar Persegi Panjang
Tikungan Datar
50×5 dan di bawahnya
2a
2a
2a
125×10 dan di bawahnya
2a
2.5a
2a
Tikungan Vertikal
50×5 dan di bawahnya
1b
1.5b
0.5b
125×10 dan di bawahnya
1.5b
2b
1b
Busbar berbentuk batang
Φ16 dan di bawahnya
50mm
70mm
50mm
Φ30 dan di bawahnya
100mm
150mm
150mm
Catatan: 'a' adalah ketebalan busbar dan 'b' adalah lebar busbar.
d) Ketika busbar diputar 90 °, panjang bagian yang diputar harus 2,5 hingga 5 kali lebar busbar (Gambar 6.7.2.2).
e) Pembengkokan beberapa busbar harus konsisten.
6.8 Sambungan untuk busbar persegi panjang harus dibuat menggunakan pengelasan, baut, atau klem. Busbar silinder harus disambungkan menggunakan pengelasan atau klem kawat. Sambungan busbar harus memenuhi persyaratan berikut:
6.8.1 Jika busbar persegi panjang tumpang tindih dengan pemasangan baut, jarak dari sambungan ke tepi pelat penyangga isolator tidak boleh kurang dari 50mm. Jarak dari ujung busbar atas ke tempat di mana busbar bawah mulai menekuk tidak boleh kurang dari 50mm (Gambar 6.8.1). (Catatan: Jika kondisinya memungkinkan, kedua busbar dapat langsung tumpang tindih tanpa ditekuk, tetapi harus dipastikan bahwa busbar tidak mengalami tekanan eksternal).
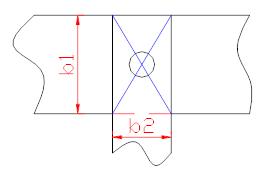
6.8.2 Metode tumpang tindih untuk busbar persegi panjang: Saat busbar dihubungkan ke terminal peralatan, busbar harus memenuhi persyaratan standar nasional "Terminal koneksi untuk transformator, peralatan tegangan tinggi, dan bushing". Jika perlu, koneksi transisi busbar ganda atau ganda harus digunakan. Jika tidak ada persyaratan khusus, mereka harus mematuhi peraturan dalam tabel berikut:
Tumpang Tindih Vertikal
Nomor Seri
Dimensi Sambungan (mm)
Diameter Lubang Φ
Spesifikasi Baut
b2
b1
a
1
15
<2 b2
7
M6
2
20
11
M10
3
25
11
M10
4
30
13
M12
5
15
≥2b2 dan ≤3b2
7
M6
6
20
11
M10
7
25
11
M10
8
30
13
M16
9
15
≥3b2
40
7
M6
10
20
40
11
M10
11
25
50
11
M10
12
30
60
13
M16
13
40
≥40
11
M10
14
50
≥50
13
M12
15
60
≥60
11
M10
16
80
≥80
17
M16
17
100
≥100
17
M16
18
120
≥120
17
M16
1
15
15
30
7
M6
2
20
20
40
11
M10
3
25
25
50
11
M10
4
30
30
60
13
M12
5
40
40
80
11
M10
6
50
50
80
13
M12
7
60
60
60
11
M10
8
80
80
80
17
M16
9
100
100
100
17
M16
10
120
120
120
17
M16
6.8.3 Diameter lubang sekrup sambungan busbar harus lebih besar dari diameter baut sebesar 1mm; pengeboran harus vertikal, tidak miring, dan kesalahan dalam jarak tengah antara lubang sekrup harus ± 0,5 mm.
6.8.4 Permukaan kontak busbar harus rata dan bebas dari lapisan oksida (dipoles dengan roda sikat kawat). Setelah diproses, pengurangan penampang melintangnya: busbar tembaga tidak boleh melebihi 3% dari penampang asli busbar aluminium tidak boleh melebihi 5% dari penampang asli.
6.8.5 Untuk permukaan tumpang tindih busbar dengan lapisan pelapis perak, pengarsipan sembarangan tidak diperbolehkan. Untuk permukaan kontak berlapis perak tanpa menghitam, cukup seka dengan alkohol anhidrat atau aseton atau bensin sampai bersih. Jika lapisan perak menjadi hitam, Anda dapat memolesnya secara ringan dengan amplas metalografi, lalu menyekanya dengan alkohol anhidrat.
6.8.6 Pemasangan busbar dan busbar atau busbar dan permukaan tumpang tindih baut terminal listrik harus memenuhi persyaratan berikut:
a) Permukaan kontak busbar harus dijaga tetap bersih setelah diproses.
b) Ketika busbar ditempatkan rata, baut tembus harus diulir dari bawah ke atas, dalam kasus lain, mur harus berada di sisi perawatan, dan panjang baut harus menonjol dari mur dengan 2 hingga 5 ulir.
c) Harus ada ring pipih di kedua bagian luar busbar yang dihubungkan dengan baut tembus, harus ada jarak bersih lebih dari 3mm antara ring baut yang berdekatan, dan harus ada mesin cuci pegas atau mur pengunci pada sisi mur.
d) Baut harus diberi tekanan secara merata dan tidak boleh menyebabkan terminal listrik mengalami tekanan ekstra.
e) Permukaan kontak busbar harus terhubung dengan erat, baut penghubung harus dikencangkan dengan kunci momen, dan nilai torsi pengencangan harus sesuai dengan ketentuan Tabel 6.8.6:
Tabel 6.8.6 Nilai Torsi Pengencangan Baut Baja
Spesifikasi Baut (mm)
Nilai Torsi (N-m)
M8
8.8~10.8
M10
17.7~22.6
M12
31.4~39.2
M14
51.0~60.8
M16
78.5~98.1
M18
98.0~127.4
M20
156.9~196.2
M24
274.6~343.2
f) Ketika busbar disambungkan ke terminal berbentuk sekrup, bukaan busbar tidak boleh melebihi diameter terminal berbentuk sekrup sebesar 1mm. Lapisan oksida pada ulir harus disikat hingga bersih. Permukaan kontak mur harus rata. Mesin cuci pipih berlapis timah tembaga harus ditambahkan di antara mur dan busbar, dan mur pengunci harus disediakan, tetapi tidak ada mesin cuci pegas yang harus ditambahkan.
g) Setelah busbar dipasang, seharusnya tidak ada stres internaldan tidak boleh ada penurunan yang signifikan. Penyimpangan dalam dua titik penyangga tidak boleh melebihi 4mm. Semua bagian kontak dari sambungan busbar harus dipadukan dengan erat. Setelah baut dikencangkan, pengukur pengukur 0,05 mm harus digunakan untuk pemeriksaan. Kedalaman pengukur pengukur tidak boleh melebihi 6mm untuk busbar dengan lebar lebih dari 60mm, dan tidak boleh melebihi 4mm untuk busbar dengan lebar kurang dari 60mm.
6.8.7 Busbar harus memenuhi persyaratan berikut saat dipasang pada isolator pilar:
6.8.7.1 Pemasangan fitting busbar dan isolator pilar harus rata dan kokoh, dan tidak boleh menyebabkan busbar yang didukung mengalami tekanan ekstra. Jika panjang busbar melebihi ketentuan Tabel 6.8.7.1, penyangga tetap harus ditambahkan di tengah.
Tabel 6.8.7.1 Interval untuk menambahkan penyangga tetap pada busbar (mm).
Lebar Busbar
Jarak
Lebar Busbar
Jarak
Lebar Busbar
Jarak
≤30
300
≤50
600
≥60
900
6.8.7.2 Alat kelengkapan pemasangan atau alat kelengkapan pendukung lainnya dari busbar AC tidak boleh membentuk sirkuit magnetik tertutup.
6.8.7.3 Saat busbar diletakkan rata, pelat tekanan atas penjepit penyangga busbar harus menjaga jarak 1mm ~ 1,5mm dengan busbar. Saat busbar dipasang, pelat tekanan atas harus menjaga jarak 1,5 mm ~ 2 mm dengan busbar.
6.8.7.4 Untuk setiap bagian busbar yang dipasang pada isolator pilar, titik mati harus ditetapkan, sebaiknya pada titik tengah panjang penuh atau di antara dua sambungan ekspansi busbar.
6.8.7.5 Setiap bagian perangkat pengencang busbar yang memiliki tepi dan sudut harus tumpul untuk mencegah keluarnya ujung.
6.9 Pemilihan penampang garis netral N
6.9.1 Dalam sistem catu daya tiga fase empat kabel, penampang garis netral N harus sama dengan penampang garis fase.
6.9.2 Luas penampang penghantar PEN harus ditentukan dengan cara yang sama seperti penghantar netral N. Namun, luas penampang minimum tidak boleh kurang dari 10 mm2. Penampang melintang penghantar proteksi dipilih menurut Tabel 6.9.2.
Tabel 6.9.2 Tabel referensi untuk pemilihan luas penampang konduktor pelindung (mm)2).
Luas penampang S dari konduktor fase perangkat.
Luas Penampang Minimum Konduktor Pelindung Sp
S≤16
S
16<S≤35
16
35<S≤400
S / 2
400<S≤800
200
S>800
S/4
6.10 Setelah busbar dibuat, busbar harus diisolasi dan dilindungi oleh tabung penyusutan panas. Persyaratan spesifiknya adalah sebagai berikut:
6.10.1 Pemotongan: Pilih tabung penyusut panas yang sesuai dengan penampang busbar. Potong tabung sehingga panjangnya sesuai dengan panjang busbar, dan tidak boleh ada mulut yang miring. Tidak boleh ada sambungan di tengahnya. (Panjang tabung menyusut sekitar 3% hingga 5%)
6.10.2 Penyisipan: Masukkan busbar. Jika pemasangan sulit dilakukan, Anda dapat menyemprotkan pelumas seperti minyak silikon pada busbar untuk mencegah kusut dan memudahkan pemasangan.
6.10.3 Mulai Menyusut: Gunakan panas sedang untuk menyusut. Untuk busbar berbentuk Z, mulailah menyusut dari bagian tengah busbar. Pada saat yang sama, jaga agar nyala api tetap bergerak untuk mencegah tabung hangus.
6.10.4 Penyusutan Bagian Sudut Kanan: Ketika bagian sudut kanan menyusut, kencangkan tabung untuk mencegah lipatan yang disebabkan oleh api kecil.
6.10.5 Penyusutan Bagian Sudut Kanan Kedua: Dengan cara yang sama, kencangkan tabung dan jaga agar nyala api tetap bergerak.
6.10.6 Penyusutan Bagian Lurus: Jaga agar api tetap bergerak dan gunakan api sedang untuk pemanasan yang merata.
6.10.7 Masalah Gelembung: Jika muncul gelembung pada tabung, panaskan secara menyeluruh dengan api sedang sampai gelembung menghilang.
6.10.8 Koreksi: Jika terdapat kerutan atau peregangan berlebih pada permukaan tabung, perbaiki sebelum mendinginkan agar sesuai dengan busbar.
6.10.9 Pendinginan: Dinginkan busbar untuk menyelesaikan proses penyusutan.
6.10.10 Setelah penyusutan panas, busbar harus diperiksa apakah ada kerataan, hangus, pecah, dan goresan, serta harus diberi kode dengan rapi.
6.11 Permukaan tumpang tindih busbar dan posisi penyusutan panas dari tabung penyusutan panas ditunjukkan pada gambar:
6.12 Busbar persegi panjang harus menghindari area busur. Ketika sirkuit AC utama melewati bingkai logam yang membentuk sirkuit magnetik tertutup, busbar tiga fase harus melewati lubang bingkai yang sama. Saat menyambungkan saluran sekunder pada busbar primer, perlu mengebor lubang secara terpisah pada busbar dan mengencangkannya dengan baut.
6.13 Kabel isolasi pada perangkat umumnya berwarna hitam kecuali jika pengguna memiliki persyaratan khusus. Kabel arde berwarna kuning dan hijau. Ujung kabel dibedakan berdasarkan warna ujung berinsulasi yang berbeda atau selongsong plastik berwarna berbeda. Tembaga dan aluminium busbar diberi label dengan label warna untuk identifikasi urutan fase.
a. Sirkuit AC: Fase A - Kuning, Fase B - Hijau, Fase C - Merah, Netral - Biru Muda, Ground - Kuning dan Hijau.
b. Sirkuit DC: Positif - Coklat, Negatif - Biru.
6.14 Tumpang tindih busbar tidak boleh dicat dengan cat semprot; label warna berperekat dapat digunakan pada posisi yang mencolok pada permukaan pengamatan busbar.
6.15 Warna dan urutan fase busbar ditunjukkan pada Lampiran C.
6.16 Persyaratan untuk jarak bebas insulasi busbar harus memenuhi persyaratan berikut:
6.16.1 Celah listrik pada sisi tegangan rendah tidak boleh kurang dari 20mm.
6.16.2 Jarak antara benda beraliran listrik dari fase berbeda pada sisi tegangan tinggi dan antara bagian beraliran listrik dan kerangka yang diarde tidak boleh kurang dari 125 mm; jarak antara bagian beraliran listrik dan pelat penutup logam depan, pintu logam, atau batang transmisi tidak boleh kurang dari 155 mm; jarak antara bagian beraliran listrik dan pelat penutup jaring depan atau pintu jaring tidak boleh kurang dari 225 mm.
6.16.3 Setelah busbar dipasang, busbar harus sesuai dengan peraturan desain, sambungan harus benar, baut harus dikencangkan, kontak harus dapat diandalkan, penandaan warna fase harus mencolok, tidak mudah rontok, dan ujungnya harus rapi dan menarik.
Catatan: Dimensi di atas tidak dapat digunakan sebagai dasar untuk kekuatan isolasi listrik. Celah listrik komponen listrik itu sendiri tidak tunduk pada batasan ukuran di atas.
7. Tindakan pencegahan
7.1 Perhatikan keselamatan pribadi selama produksi busbar untuk mencegah benturan, goresan, dan luka bakar;
7.2 Busbar yang diproduksi tidak boleh dinaiki, diinjak, atau ditarik;
7.3 Bahan busbar yang digunakan harus ditumpuk dengan rapi untuk mencegah kotor dan perubahan bentuk;
7.4 Perhatikan kebersihan tempat kerja.
8. Dokumen terkait untuk referensi
2904-1 Aturan teknis umum untuk sirkuit tambahan kabel
2905-1 Aturan teknis untuk pemrosesan dan pemasangan pelat penandaan dan simbol.
Lampiran A
(Lampiran Saran)
Tabel Daya Dukung Arus Busbar TMY
Nilai Arus (A)
Spesifikasi Busbar Tembaga (Satu Bagian dalam mm)
Di bawah 185
16×1.6、15×3、10×4
242
20×3
300
25×3、16×5
355
30×3、20×4
420
30×4、20×6
550
40×4、30×5、20×10
615
50×3、40×5、30×6、25×8
755
60×3、50×5、40×6、30×10
840
60×4、50×6、40×8、25×16
900
80×3、60×5
990
60×6、50×8、40×10、30×16
1160
80×4、60×8、50×10、40×16
1300
100×4、80×6、60×10、50×12
1490
100×5、80×8、60×12、50×16
1590
100×6
1670
80×10、60×16
1830
120×6、100×8、80×12
2030
100×10
2110
120×8、100×12、80×16
2330
160×6、120×10、100×16
Nilai Arus (A)
Spesifikasi Busbar Tembaga (Potongan Ganda dalam mm)
1530
60×6
2300
80×8
2730
80×10
2690
100×8
3180
100×10
3610
120×10
Catatan: Suhu sekitar adalah 35°C, dan suhu kerja maksimum adalah 70°C.
Lampiran B
(Lampiran Informatif)
Kapasitas Daya Angkut Saat Ini dari Kabel Inti Tembaga Berinsulasi BVR, BV PVC
Penampang Melintang Kawat (mm)2)
Pemasangan Kawat (A)
1
6
1.5
8
2.5
12
4
16
4
25
6
32
10
40
10
63
16
80
25
100
35
125
50
160
70
200
95
250
120
300
150
315
185
400
Catatan: Daya dukung arus adalah nilai arus empiris ketika suhu sekitar 35℃ dan kabel terbuka. Pilih menurut persyaratan teknis dalam kasus khusus.
Lampiran C
(Lampiran Saran)
Warna Busbar dan Urutan Fase (Lokasi pemasangan sesuai dengan tampilan depan layar/kabinet)
Kelompok
Posisi Pemasangan Busbar Relatif Terhadap Satu Sama Lain
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Bayangkan membuka kunci presisi peralatan mesin dengan permukaan kaca yang sederhana. Timbangan kisi-kisi linier melakukan hal tersebut, mengubah garis-garis halus menjadi pengukuran yang sangat akurat. Artikel ini membahas bagaimana timbangan ini...
Pernahkah Anda bertanya-tanya, bagaimana cara merapikan bagian logam yang tajam? Proses ini, yang dikenal sebagai chamfering, mengubah sudut bergerigi yang berbahaya menjadi permukaan bersudut yang lebih aman. Dalam artikel ini, Anda akan...
Pernahkah Anda bertanya-tanya merek bearing mana yang terbaik di dunia? Dalam artikel blog ini, kita akan menjelajahi produsen bearing terbaik yang dikenal karena kualitas, inovasi, dan...
Pernahkah Anda bertanya-tanya siapa yang menggerakkan dunia di balik layar? Dalam artikel blog ini, kami akan membahas lebih dalam tentang produsen generator terbaik yang menjaga lampu tetap menyala...
Apakah Anda seorang calon insinyur mesin yang ingin unggul di bidang Anda? Dalam artikel blog ini, kami akan membahas 10 perangkat lunak desain teknik mesin yang wajib diketahui yang dapat meningkatkan kemampuan Anda...
Pernahkah Anda bertanya-tanya bagaimana integritas mur dan sekrup yang dilas di mobil Anda dipastikan? Artikel ini mengungkapkan proses pemeriksaan dan inspeksi kualitas yang cermat yang menjaga kendaraan Anda...
Pernahkah Anda bertanya-tanya apa yang membuat motor listrik tetap berjalan dengan lancar tanpa mengalami panas berlebih? Memahami suhu pengoperasian yang aman untuk motor sangat penting untuk umur panjang dan kinerjanya. Dalam artikel ini,...
Pernahkah Anda bertanya-tanya tentang dunia pengecoran yang menarik? Proses manufaktur yang kuno namun terus berkembang ini membentuk kehidupan kita sehari-hari dengan berbagai cara. Dalam artikel blog ini, kita akan menjelajahi...
Pernahkah Anda bertanya-tanya bagaimana roda gigi di mobil atau pesawat terbang Anda bekerja dengan sangat mulus? Artikel ini mengungkap produsen roda gigi terbaik yang membentuk masa depan teknik mesin. Anda akan belajar...