Panduan Instalasi Busbar Pakar: Sederhanakan Proyek Anda
Pernahkah Anda bertanya-tanya apa yang diperlukan untuk memastikan pemasangan busbar yang sempurna? Panduan komprehensif ini akan memandu Anda melalui setiap langkah, mulai dari persiapan teknis hingga penyesuaian akhir, memastikan proyek Anda memenuhi semua standar kualitas dan keselamatan. Pelajari cara menyiapkan sumber daya, melaksanakan langkah-langkah konstruksi, dan menerapkan kontrol kualitas yang efektif. Pada akhir artikel ini, Anda akan dibekali dengan pengetahuan untuk menyederhanakan proses pemasangan busbar Anda, memastikan efisiensi dan keandalan. Selami untuk menguasai hal-hal penting dalam pengaturan busbar dan tingkatkan kesuksesan proyek Anda.
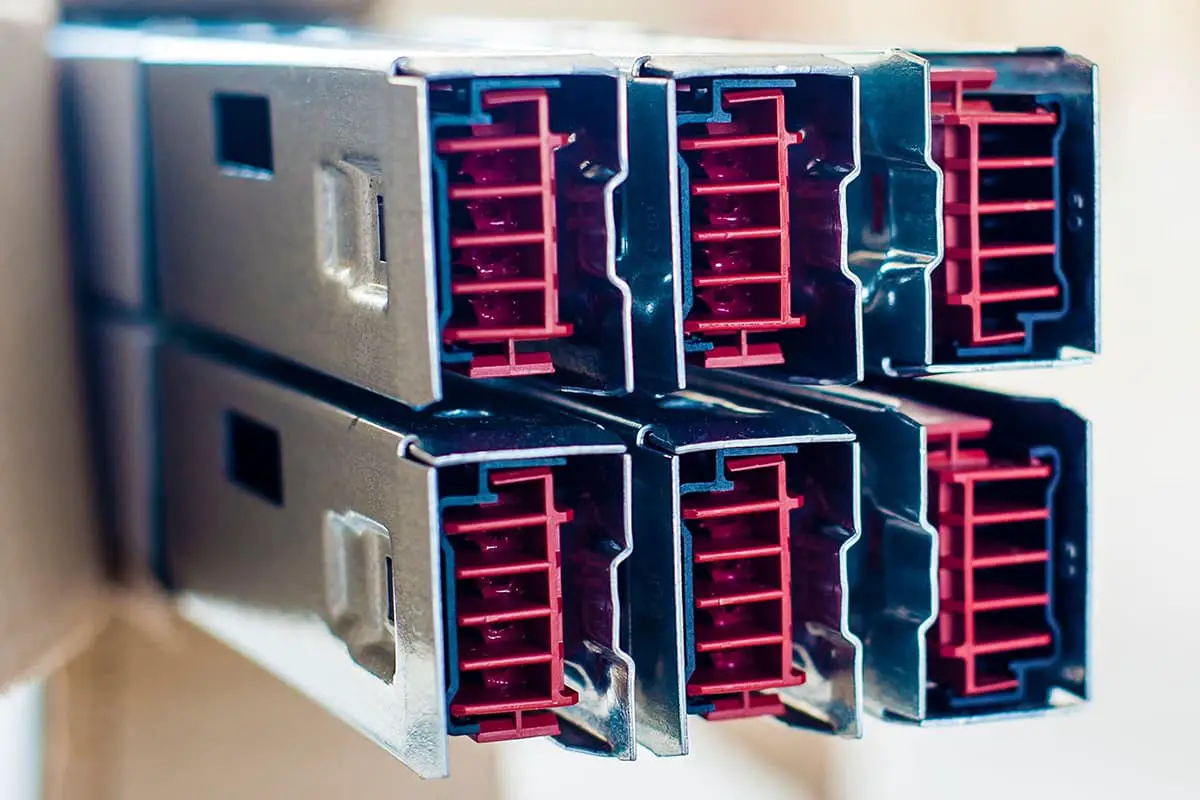
Pemasangan busbar 220kV, menggunakan koneksi satu bagian busbar ganda, dengan busbar pipa suspensi eksternal HGIS dalam pengaturan baris ganda.
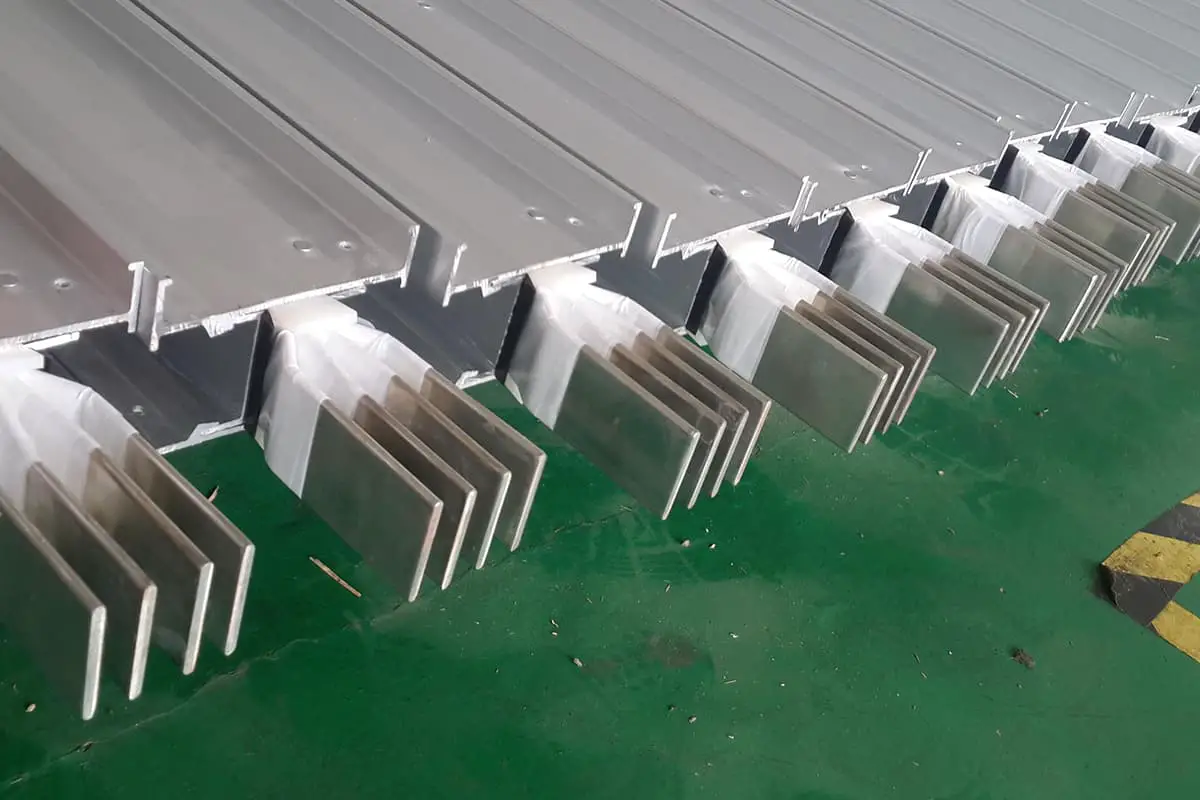
Pemasangan busbar 110kV, memanfaatkan koneksi busbar ganda, dengan busbar pipa suspensi eksternal HGIS dalam tata letak baris ganda.
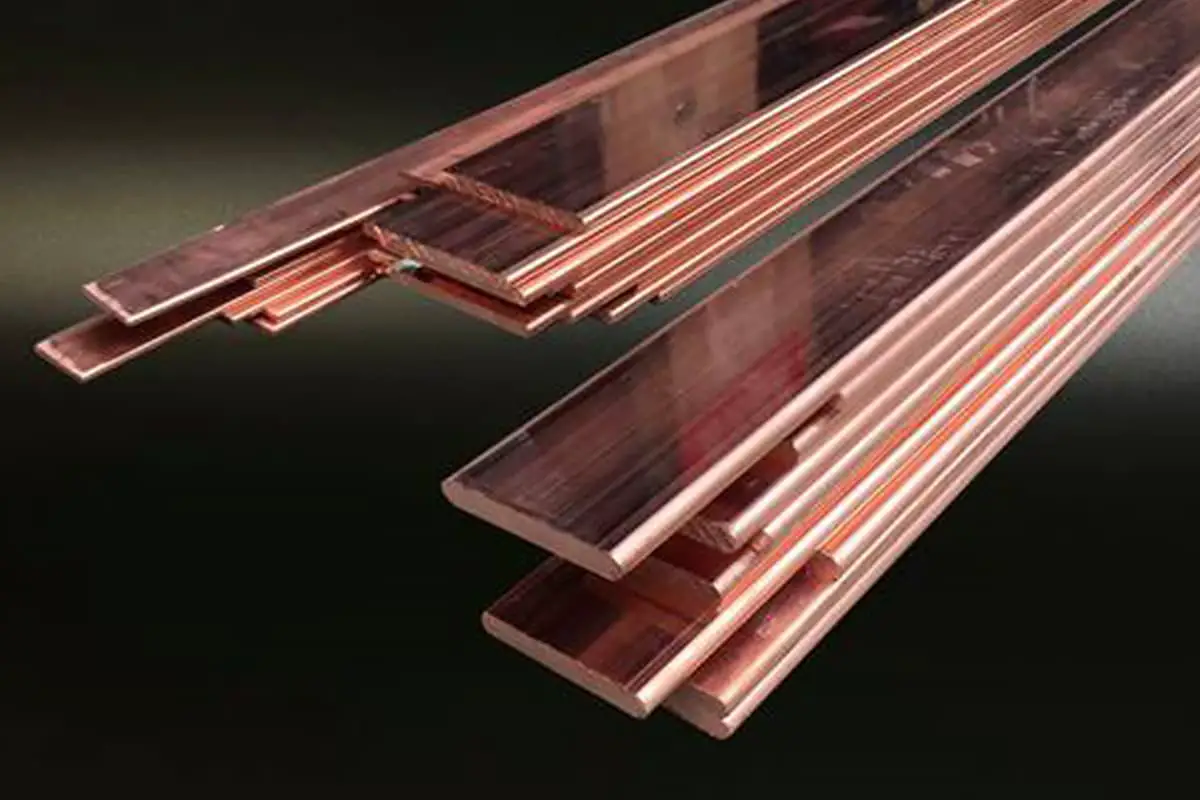
Pemasangan trafo utama dan busbar keras jembatan busbar 10kV. Pemasangan sambungan peralatan dan kabel utama.
II. Persiapan Konstruksi
(1) Persiapan Teknis
Tim proyek diatur untuk mempelajari gambar dengan cermat dan melakukan inspeksi mandiri serta meninjau pekerjaan untuk memastikan konstruksi yang akurat dan bebas dari kesalahan. Melalui pembelajaran, membiasakan diri dengan isi gambar, memahami standar teknis yang ingin dicapai oleh persyaratan desain, dan memperjelas alur proses.
Inspeksi diri dilakukan, mengorganisir personel manajemen konstruksi dari setiap perdagangan untuk meninjau gambar yang relevan dari perdagangan mereka sendiri, membiasakan diri dan menguasai detail dalam gambar. Semua tim konstruksi profesional diorganisir untuk mempelajari gambar konstruksi bersama-sama.
Rapat tinjauan gambar diselenggarakan, dengan pihak desain melakukan pengarahan, memahami maksud desain dan standar kualitas konstruksi, dan secara akurat memahami detail dalam gambar desain. Memastikan pengarahan teknis yang baik untuk konstruksi, memastikan bahwa setiap proses diatur sesuai dengan spesifikasi dan langkah-langkah teknis.
Menerapkan sistem pemeriksaan kualitas secara ketat, melakukan pemeriksaan kualitas dan keselamatan, dan menghilangkan potensi bahaya kualitas dan keselamatan.
(2) Rencana Persiapan Sumber Daya
1. Persiapan Persalinan
Tidak.
Jenis Pekerjaan
Jumlah Personil
1
Personil Manajemen
2
2
Tukang listrik
2
3
Tukang las
2
4
Pekerja di Ketinggian Tinggi
4
5
Pekerja Umum
10
Total
20
Personel di atas dapat menyesuaikan diri sesuai dengan kondisi aktual di lapangan.
Mesin dan peralatan di atas disesuaikan dengan kondisi aktual di lokasi.
III. Ukuran Konstruksi Busbar dan Persyaratan Teknis
(1) Busbar lunak dan penjepit kawat peralatannya, pemeriksaan barang masuk perangkat keras
1. Periksa papan nama busbar, sertifikat kesesuaian, spesifikasi, model sesuai dengan tabel peralatan busbar, serta papan nama, sertifikat kesesuaian, spesifikasi, model penjepit kawat peralatan dan perangkat keras.
2. Tampilan busbar harus mulus, tanpa deformasi, puntiran, untaian longgar, atau tanda-tanda korosi yang jelas.
3. Tampilan penjepit kawat peralatan dan perangkat keras harus mulus, tanpa gerinda, perubahan bentuk, ketidakrataan, lubang pasir, gesper geser berkarat, dan cacat lainnya.
4. Pemotongan slot busbar tertutup yang dipasok sepenuhnya dan slot busbar plug-in harus ditandai dengan jelas, dengan aksesori lengkap, tidak ada deformasi pada cangkang, dan tidak ada kerusakan internal. Permukaan tumpang tindih busbar yang dipasang dengan baut harus rata, dan lapisan galvanisnya tidak boleh diadu, dikupas, atau dibuka.
5. Lubang pemasangan berbagai komponen logam tidak boleh dipotong atau diledakkan dengan pengelasan gas atau pengelasan listrik.
(2) Pengukuran pitch busbar
1. 1. Kesalahan panjang palang tidak boleh lebih besar dari 10-15mm, dan kesalahan jarak antara papan gantung dan batang berbentuk A pada rangka tidak boleh lebih besar dari +30mm atau kurang dari -30mm.
2. Kesalahan fase-ke-fase dari papan gantung balok silang bingkai tidak boleh melebihi 10-15mm, dan jarak tiga fase harus konsisten.
3. Jarak lubang baut pada papan gantung balok silang rangka tidak boleh melebihi 3-5mm, dan arah serta ukuran lubang harus konsisten.
4. Pengukuran pitch harus dilakukan dalam kondisi tanpa angin atau kurang dari angin level 3, dengan menggunakan meteran baja (lebih besar dari 50m) dengan kekuatan dan fleksibilitas yang baik. Kesalahan pengukuran tidak boleh melebihi 5mm.
(3) Pemotongan dan Pengkerutan Busbar
1. Selama proses pelepasan busbar, kabel tidak boleh bergesekan dengan tanah atau terpuntir. Dongkrak harus digunakan untuk menopang poros kawat. Jika kabel terpuntir, patah, atau terlihat longgar, atau jika area yang rusak pada penampang yang sama melebihi 5% pada bagian konduktif, maka harus diganti dan tidak digunakan.
2. Alat khusus harus digunakan untuk memotong kawat, dan ujung yang dipotong harus dibundel dengan erat. Kawat tidak boleh kusut, rusak, atau memiliki inti baja yang rusak.
3. Pengkerutan kawat harus menggunakan sambungan hidraulik atau baut, dan pengkerutan bahan peledak tidak boleh digunakan.
4. Spesifikasi dan celah busbar lunak dan bagian logam harus sesuai, dan harus sesuai dengan standar nasional saat ini.
5. Tidak boleh ada sambungan penghubung di dalam pitch busbar lunak dan kabel gabungan, dan penjepit kabel khusus harus digunakan untuk sambungan pada jumper.
6. Ketika busbar lunak diarahkan ke peralatan dengan penjepit tegangan baut, busbar tersebut tidak boleh dipotong dan harus menjadi satu kesatuan.
7. Sebelum mengeriting kawat, film oksida pada permukaan kontak kawat dan penjepit kawat harus dibersihkan terlebih dahulu, dan panjang pembersihan harus 1,2 kali lipat dari bagian yang dikeriting. Panjang crimping dari penjepit tegangan atau penjepit kawat peralatan harus mencapai panjang yang ditentukan.
8. Cetakan baja yang digunakan untuk tekanan hidrolik harus sesuai dengan bagian yang ditekan. Selama melakukan crimping, posisi dan arah kabel serta penjepit kabel harus benar dan tidak boleh ditekan dengan bengkok. Setiap cetakan crimping harus tumpang tindih 5-10mm, dan gerinda harus dihilangkan setelah crimping.
9. Ukuran heksagonal di seluruh sudut setelah crimping harus memenuhi 0,866 kali diameter luar pipa. Jika melebihi 0,866 + 0,2 mm, cetakan baja harus segera diganti.
(4) Pemasangan Soft Busbar
1. Kelonggaran tiga fase dari busbar dalam nada yang sama harus konsisten selama produksi. Jalur cabang atau konduktor terpisah yang disusun serupa juga harus memiliki kelengkungan dan kelonggaran yang sama.
2. Kelonggaran busbar harus sesuai dengan gambar desain, dan kisaran kesalahannya antara +5% hingga -2,5%.
3. Saat memasang busbar kombinasi, penjepit kawat tetap, berbagai alat kelengkapan, dan batang pengatur jarak harus lengkap, dan kesalahan jarak pada konduktor tidak boleh lebih besar dari +3% hingga -3%. Pemasangannya harus kokoh.
4. Saat memasang busbar kombinasi, botol porselen gantung, cincin-U, gantungan yang menghubungkan jangkar baja pelat penghubung, dan alat kelengkapan tetap harus berkoordinasi secara konsisten, dan pin yang dapat diandalkan harus lengkap.
5. Titik suspensi yang tepat harus dipilih saat mengangkat konduktor ke palang. Pasang konektor busbar di tanah dan angkat ke posisinya yang diikatkan ke tali kawat baja.
(5) Pemeriksaan Busur Pipa dan Peralatan Klem dan Perlengkapan Kawat
1. Verifikasi papan nama dan sertifikat busbar pipa masuk, spesifikasi, model, klem kawat peralatan, papan nama, sertifikat, spesifikasi, dan model fitting.
2. Tampilan busbar pipa harus mulus, bebas dari deformasi, dan bebas dari kerusakan atau korosi.
3. Tampilan penjepit kawat peralatan dan alat kelengkapannya harus mulus, bebas dari gerinda, perubahan bentuk, ketidakrataan, lubang pasir, gesper geser berkarat, dan cacat lainnya.
(6) Pemrosesan Busbar Tubular
1. Sebelum memotong tabung, hitung panjang pengelasan setiap tabung aluminium berdasarkan tampilan penampang seluruh busbar dan panjang tabung yang dikirim. Pastikan lokasi pengelasan pantat busbar tidak kurang dari 50mm dari perlengkapan pemasangan isolator pilar dan harus menghindari lokasi pemasangan perlengkapan jumper di antara setiap celah. Permukaan potongan tabung harus rata dan tegak lurus terhadap sumbu. Tabung pelapis harus dipotong sesuai dengan gambar desain.
2. Gunakan mesin beveling untuk memproses terlebih dahulu kemiringan setiap sambungan tabung. Kemiringannya harus halus, seragam, dan bebas duri. Misalnya, jika ketebalan busbar 7mm, produk yang diproses harus memenuhi standar berikut: ketebalan tepi tumpul 1,5mm, sudut kemiringan 60-70°. Jika ketebalan busbar 5mm, produk yang diproses harus memenuhi standar berikut: ketebalan tepi tumpul 1mm, sudut kemiringan 60-65°.
3. Gunakan bor bangku untuk memproses lubang tulangan pada sambungan busbar tubular sesuai dengan gambar. Terakhir, sejajarkan setiap tabung pada platform koreksi hingga memenuhi persyaratan spesifikasi.
(7) Pengelasan Busbar Tabung
1. Karena panjangnya busbar tabung, jalur pengelasan harus dipasang di lokasi pengelasan sehingga tabung dapat dengan bebas berputar dan bergerak ke samping, memfasilitasi perakitan mesin operasi pengelasan. Rel pemandu pengelasan langsung dilas dengan lima baja slot 6m [14], dan rol dipasang di sisi atas slot baja slot (satu pasang setiap 1m). Selama pemrosesan, perlu dipastikan bahwa offset tekukan baja slot dan garis tengah rol adalah ≦0,2%, offset garis tengah adalah ≦0,5mm, dan kesalahan horizontal ≦3mm. Setelah rel pemandu diproses, rel tersebut harus ditempatkan sesuai dengan situasi aktual di lokasi, memastikan koordinasi yang baik dengan peralatan mesin utama.
2. Sebelum pengelasan, permukaan kedua sisi alur busbar dalam jarak 50mm harus disikat hingga bersih. Kontaminasi minyak dalam jarak 50mm dari alur dan sisi alur dapat dibersihkan dengan kain putih yang dibasahi aseton. Setelah kering, bersihkan dengan sikat kawat baja tahan karat yang bersih hingga kilau logamnya terlihat, dan segera las untuk menghindari oksidasi lagi.
3. Angkat tabung aluminium ke rel pemandu pengelasan, sesuaikan tabung aluminium untuk membuat sambungan pantatnya lurus, offset lentur adalah ≦ 0,2%, offset garis tengah ≦ 0,5 mm, dan jarak antara pipa pantat adalah 1 mm.
4. Pengelasan busbar tabung mengadopsi argon pengelasan busur. Untuk mencegah kekuatan busbar tabung menurun setelah pengelasan, langkah-langkah untuk mengkompensasi titik leleh tabung liner diadopsi. Sumbu longitudinal dari lapisan penguat harus berada di tengah jahitan lasdan jarak antara liner dan busbar tabung harus kurang dari 0,5 mm.
5. Tidak ada persyaratan khusus untuk busbar tabung proses pengelasan. Tindakan tahan angin harus dilakukan selama proses pengelasan.
6. Selama pengelasan, pertama-tama cari lubang penguat untuk pengelasan, kemudian las busbar dan tabung liner dengan kuat pada alur. Selama proses pengelasan, pistol las harus selalu menjaga pengelasan datardan personel lain harus memutar tabung aluminium secara perlahan di kedua ujungnya untuk memastikan ketebalan lapisan pengelasan yang seragam. Bagian atas las sambungan pantat busbar harus memiliki tinggi tulangan 2-4mm, las harus berbentuk busur, semua sambungan las dan titik las harus rata dan halus, dan tidak boleh ada gerinda, ketidakrataan, dan retakan yang terlihat, cekungan, daging yang hilang, pengelasan yang tidak sempurna, pori-pori, terak, dll.
7. Setiap pengelasan harus diselesaikan dalam sekali jalan, dan pengelasan tidak boleh dihentikan kecuali jika terjadi gangguan busur sesaat. Busbar tabung tidak boleh dipindahkan atau dipaksa sebelum pengelasan didinginkan. Jika busbar perlu dibalik, gaya harus diterapkan pada kedua ujung dan tengah pada saat yang sama untuk menghindari gaya yang berlebihan pada pengelasan.
(8) Pemasangan Busbar
1. Sebelum memasang busbar, sesuai dengan nomor segmen busbar, tentukan segmen busbar mana yang sesuai dengan panjangnya, dan fase mana yang harus dipasang untuk menghindari pemasangan pada posisi yang salah.
2. Masukkan kabel redaman ke setiap busbar sesuai persyaratan desain. Pasang tutup ujung atau bola ujung, cat dengan warna fase, dan pastikan lubang tetesan air pada bola ujung menghadap ke bawah. Sebelum memasang busbar, perangkat keras pada busbar juga harus dipasang sebelumnya untuk pemasangan satu kali.
3. Karena rentang busbar relatif besar, untuk mencegah busbar menekuk dan berubah bentuk selama pemasangan, beberapa titik harus digunakan untuk pemasangan untuk meningkatkan presisi. Faktor keamanan kekuatan gendongan harus tidak kurang dari 5, sudut tali pengikat tidak boleh melebihi 90 °, dan titik pengikatan pada busbar harus mempertimbangkan anti selip dan mudah dilepaskan.
4. Ketika busbar 100mm dari tanah, hentikan pengangkatan, bersihkan busbar lagi, dan bor lubang tetesan air Φ6mm di dekat titik terendah setiap segmen busbar (hindari bagian pengelasan). Periksa situasi kekuatan sling dan busbar. Lanjutkan pengangkatan hanya setelah memastikan bahwa tidak ada kondisi yang akan mempengaruhi proses pengangkatan.
5. Selama proses pengangkatan, selalu perhatikan ketinggian busbar. Kedua derek harus berada di bawah komando terpadu dan pengangkatan yang relatif seimbang (pastikan perbedaan ketinggian busbar ≤500mm), sehingga setiap titik pengangkatan pada dasarnya diberi tekanan secara merata. Jika ada ketidakseimbangan, sesuaikan sebelum melanjutkan pemasangan. Terakhir, angkat dengan mulus ke posisi pemasangan yang sebenarnya dan pasang busbar dengan perangkat keras pada isolator pendukung.
(9) Penyesuaian Busbar
1. Setelah busbar dipasang, periksa dan sesuaikan level tiga fase dan kesalahan pada jarak yang sama. Anda dapat menambah atau mengurangi shim di bagian bawah isolator pendukung untuk memastikan level horizontal dan longitudinal busbar, dan menjaga ketinggian busbar sesuai dengan persyaratan desain. Sumbu segmen fase yang sama berada pada bidang vertikal, dan sumbu segmen busbar tiga fase sejajar satu sama lain.
2. Sesuaikan klem busbar yang tetap dan dapat digerakkan sesuai dengan persyaratan gambar. Perhatikan bahwa harus ada jarak 1-2mm antara dudukan sumbu tipe bergerak dan busbar. Jarak antara sambungan ekspansi dan penjepit harus memenuhi persyaratan desain untuk mencegah busbar macet karena ekspansi dan kontraksi termal.
(10) Pemasangan Jalur Penarikan Peralatan
1. 1. Crimping pada jalur penarikan peralatan harus memenuhi persyaratan Pasal 3.3;
2. Ketika klip saluran penarikan peralatan dihubungkan ke papan terminal peralatan, lapisan oksida permukaan harus dihilangkan, dan gemuk komposit konduktif harus dioleskan. Baut harus dikencangkan, dengan memperlihatkan 2-3 ulir.
IV. Langkah-langkah Pengendalian Kualitas untuk Konstruksi
1. Lakukan konstruksi secara ketat sesuai dengan gambar, spesifikasi konstruksi busbar perangkat listrik, dan buku petunjuk pekerjaan.
2. Pemeriksa kualitas harus berpartisipasi dan melakukan inspeksi acak selama pemrosesan, crimping, dan pemasangan busbar fleksibel dan busbar tubular. Untuk proyek tertentu, personel supervisi harus melakukan inspeksi acak.
3. Mengontrol secara ketat kesalahan konstruksi, memeriksa kualitas prosedur secara tepat waktu, dan memperbaiki prosedur yang bermasalah agar tidak masuk ke dalam prosedur berikutnya.
4. Kontrol kualitas crimping dan pengelasan busbar secara ketat.
5. Catatlah proses konstruksi tepat waktu dan segera isi catatan pemasangan.
V. Langkah-langkah Kesehatan, Keselamatan, dan Pengelolaan Lingkungan Hidup
(1) Tindakan Keselamatan
1. Menerapkan dengan tegas kebijakan konstruksi "mengutamakan keselamatan, berorientasi pada pencegahan, dan manajemen yang komprehensif".
2. Personel konstruksi yang memasuki lokasi harus benar-benar mematuhi pengawasan inspektur keselamatan dan manajer konstruksi. Patuhi dengan ketat peraturan dan regulasi manajemen keselamatan dan prosedur keselamatan konstruksi, dan penuhi dengan sungguh-sungguh tugas keselamatan personel konstruksi di semua tingkatan.
3. Sebelum konstruksi, periksa keamanan dan keandalan alat konstruksi. Personel konstruksi harus mengenakan peralatan pelindung konstruksi yang memenuhi syarat keselamatan.
4. Melaksanakan pekerjaan pengungkapan teknis dan penerbitan tiket perintah kerja keselamatan.
5. Mesin konstruksi harus dipandu oleh personel teknis di lokasi untuk menghindari operasi yang tidak jelas dan ilegal.
6. Pekerja hidrolik dan pekerja las busur argon harus memiliki sertifikasi untuk bekerja, untuk mencegah operasi ilegal.
7. Tindakan khusus harus dilakukan untuk melindungi peralatan saat busbar diangkat pada tempatnya.
8. Dilarang keras menjatuhkan benda dari tempat tinggi dan melempar barang. Tali kecil harus digunakan untuk mengangkat.
9. Pekerja di ketinggian harus mengenakan sabuk pengaman, berpakaian dengan nyaman, mengenakan sepatu bersol lembut, dan memperhatikan kondisi pekerjaan di lapangan. Lewati barang menggunakan tas alat untuk mencegah benda-benda yang terlempar dan jatuh dari tempat yang tinggi.
10. Lakukan konstruksi yang beradab, dan pastikan "semua bahan habis digunakan setelah bekerja, dan lokasi bersih".
(2) Sumber Bahaya dan Pengendalian Awal Sumber Bahaya
1. Bahaya utama selama konstruksi adalah: pekerjaan di ketinggian dan konstruksi mekanis.
2. Langkah-langkah untuk mengendalikan sumber bahaya:
2.1 Seorang penjaga khusus harus disiapkan di lokasi kerja.
2.2 Personel pemanjat harus mengenakan peralatan pelindung yang memenuhi syarat keselamatan, seperti sabuk pengaman dan gesper kaki. Personel pendakian harus membawa tali nilon untuk mengoper alat dan mencegah benda jatuh dari tempat tinggi. Sebelum konstruksi, periksa dengan cermat kinerja mekanis mesin (gerinda manual), periksa apakah tali kawat baja memiliki untaian yang putus, dan apakah katrol dan gesper memenuhi persyaratan tegangan kabel yang akan diangkat.
2.3 Sebelum konstruksi, periksa dengan cermat kondisi mesin. Mesin yang bermasalah tidak diperbolehkan memasuki lokasi untuk konstruksi.
2.4 Tanggung jawab keselamatan jelas, dan pengarahan keselamatan sebelum bekerja sudah tersedia, sehingga setiap personel konstruksi dapat benar-benar memahami tindakan pencegahan keselamatan yang harus dilakukan untuk setiap proses, memastikan fungsi perlindungan keselamatan di garis depan konstruksi.
(3) Tindakan Kesehatan Lingkungan dan Pekerjaan
1. Membangun sistem tanggung jawab perlindungan lingkungan, memperkuat publisitas dan pekerjaan pendidikan, dan mendorong pekerja untuk secara sadar menerapkan langkah-langkah perlindungan lingkungan. Selama proses konstruksi, mencegah dan meminimalkan dampak pada lokasi konstruksi dan lingkungan sekitar.
2. Limbah konstruksi harus dikelola secara terpusat (disimpan dan diolah), dan tidak boleh dibuang sembarangan, sehingga menyebabkan pencemaran lingkungan.
3. Selama dan setelah proses konstruksi proyek, lingkungan ekologis yang rusak selama proses konstruksi harus diperbaiki dan dipulihkan secara tepat waktu, dan langkah-langkah penghijauan harus diadopsi sebanyak mungkin.
4. Air konstruksi dan air rumah tangga dari proyek konstruksi harus diatur dan diperlakukan secara rasional sesuai dengan pemisahan air bersih dan air yang tercemar.
VI. Persyaratan Proses Standar
Daftar Aplikasi Proses Standar
Nomor Seri
Nomor Proses
Nama Proses
Bagian Aplikasi
Standar Proses
Peralatan Distribusi Luar Ruangan 220kV Peralatan Distribusi Luar Ruangan 110kV
1
010*******
Perakitan String Isolator
Perakitan String Isolator
(1) Penampilan isolator dan kualitas keramik utuh, tanpa kerusakan. Bagian-bagian baja tuang dalam kondisi baik, tanpa karat. (2) Perangkat keras sambungan sesuai dengan konduktor busbar yang digunakan. Perangkat keras dan pengencang mulus, tanpa retakan, gerinda, atau ketidakrataan. (3) Pin pegas harus memiliki elastisitas yang memadai. Bukaan pin tidak boleh kurang dari 60°, dan tidak boleh ada yang patah atau retak. Dilarang keras menggunakan kawat sebagai pengganti. (4) Mur penyetelan perangkat keras yang dapat disesuaikan terkunci rapat.
2
010*******
Pemasangan Insulator Pilar
Pemasangan Isolator Pos
(1) Deviasi dalam elevasi braket harus ≤5mm, deviasi vertikalitas harus ≤5mm, dan deviasi level permukaan atas harus ≤2mm/m. (2) Bagian luar pilar isolator harus bersih, tanpa retakan, alasnya harus dipasang dengan kuat, dan gaya harus didistribusikan secara merata. (3) Kesalahan vertikal harus ≤1.5mm/m, kesalahan levelness dasar harus ≤2mm, dan kesalahan di garis tengah setiap kolom isolator dalam bagian lurus busbar harus ≤5mm. (4) Basis harus tersambung dengan kuat ke jaringan arde, dengan konduktivitas yang baik.
3
010*******
Pemasangan Sakelar Pengardean Busbar
Pemasangan Sakelar Pengardean Busbar
(1) Deviasi elevasi braket harus ≤5mm, deviasi vertikalitas ≤5mm, dan deviasi kerataan permukaan atas ≤2mm/m. (2) Kolom isolator harus tegak lurus (kesalahan ≤1,5 mm/m) ke bidang dasar dan terhubung dengan kuat. (3) baut koneksi antara kolom isolator dan poros operasi bidang dasar harus dikencangkan. (4) Sambungan lunak bagian konduktif harus dapat diandalkan dan bebas dari kerusakan. (5) Terminal harus bersih dan rata serta dilapisi dengan gemuk kompon daya. (6) Mekanisme operasi harus dipasang dengan kuat, braket pemasangan harus menyenangkan secara estetika, dan poros mekanisme harus sesuai dengan poros dasar, dengan deviasi ≤1mm. (7) Susunan kabel harus rapi dan menyenangkan secara estetika, dan tindakan pemasangan serta perlindungan harus dapat diandalkan. (8) Pengardean dasar peralatan dan kotak mekanisme harus kokoh dan memiliki konduktivitas yang baik. (9) Pengoperasiannya harus fleksibel dan kontak kontaktor harus dapat diandalkan. (10) Pengardean harus kokoh dan dapat diandalkan. (11) Pemasangan cincin penyeimbang tidak boleh ada goresan atau gerinda dan harus dipasang dengan kuat, rata, dan bebas dari perubahan bentuk. Cincin penyeimbang harus memiliki lubang drainase pada titik terendah. (12) Batang penghubung vertikal harus diarde dengan kabel tembaga lunak (disediakan oleh produsen) dan harus ditandai dengan warna hitam.
4
010*******
Pemasangan Kabel Downlead dan Jumper
Pengaturan Penampang Melintang untuk Setiap Ruang dan Penampang Datar Busur Utama
(1) Pemosisian penjepit garis bentang tinggi (berbentuk T) wajar, dengan garis bawah dan garis lompatan yang tampak alami dan secara estetika menyenangkan, dan busurnya sesuai. (2) Arah penjepit garis peralatan (sudut) rasional. (3) Saat memasang penjepit kawat konduktor lunak dengan mulut menghadap ke atas, lubang drainase dengan diameter tidak lebih besar dari 8mm harus dilubangi di bagian bawah penjepit. (4) Tingkat pembengkokan pipa aluminium kurang dari 2%. (5) Saat mengeriting, posisi penjepit kawat yang benar harus dipertahankan, tidak boleh miring, tumpang tindih antara dua cetakan yang berdekatan tidak boleh kurang dari 5mm, dan ukuran sisi berlawanan heksagonal setelah mengeriting tidak boleh lebih besar dari 0,866D + 0,2 mm (D adalah diameter luar pipa penghubung).
5
010*******
Pemasangan Busbar Tubular yang Ditangguhkan
Tata Letak Penampang Datar Busbar Utama
(1) Busbar harus lurus, dengan ujung yang rapi, dan defleksi kurang dari D/2 (D mengacu pada diameter busbar tubular). (2) Ketiga fase harus sejajar dan berjarak sama. (3) Kabel jumper harus berorientasi secara alami, dan konsisten di ketiga fase. (4) Spesifikasi perangkat keras harus sesuai dengan busbar tubular. (5) Pemasangan cincin penyeimbang tekanan tidak boleh ada goresan atau gerinda, dan harus dipasang dengan kuat, rata, tanpa perubahan bentuk. Cincin penyeimbang tekanan harus memiliki lubang drainase pada titik terendah.
Pemasangan Trafo Utama dan Jembatan Busbar 10kV
6
010*******
Pemasangan Kabel Utama Pentanahan Trafo Utama
Pemasangan Kabel Pentanahan untuk Trafo Utama
(1) Jika baja pipih digunakan untuk kabel arde, maka harus digalvanis untuk perlindungan korosi. (2) Kabel arde dan bodi peralatan dibaut dengan tumpang tindih yang rapat. (3) Sambungan bodi arde dapat diandalkan dan secara estetika menyenangkan. (4) Bodi dan titik netral keduanya memerlukan dua titik arde, masing-masing terhubung ke jalur utama yang berbeda dari jaringan arde. Busbar netral harus ditandai dengan warna biru muda. (5) Bagian kabel arde di atas tanah harus ditandai dengan simbol arde berwarna kuning dan hijau, dengan interval dan urutan yang konsisten, dengan bagian atas berwarna kuning. Lebar simbol pengardean harus 15 ~ 100mm. (6) Titik netral trafo 110kV ke atas, kabel pentanahan penjepit, dan bodi terisolasi dengan baik. (7) Jumper yang andal harus dibuat di antara flensa atas dan bawah cangkang bodi berbentuk lonceng. (8) Terminal pentanahan uji harus diatur sesuai dengan persyaratan operasional.
7
010*******
Perakitan String Isolator
Pemasangan Trafo Utama Perakitan Rangkaian Isolator
(1) Penampilan isolator dan kualitas porselen dalam kondisi sempurna, bagian baja tuang utuh, tanpa karat. (2) Perangkat keras penghubung cocok dengan konduktor busbar yang digunakan, dan perangkat keras serta pengencang halus, tanpa retakan, gerinda, atau ketidakrataan. (3) Pin pegas harus memiliki elastisitas yang cukup, bukaan pin tidak boleh kurang dari 60°, dan tidak boleh ada kerusakan atau retakan. Dilarang keras menggunakan pengganti kawat. (4) Mur penyetel perangkat keras yang dapat disesuaikan terkunci rapat.
8
010*******
Pemasangan Busbar Fleksibel
Pemasangan Trafo Utama Pemasangan Kabel Utama Trafo Utama
(1) Kabel tidak boleh ada untaian yang putus, kendur atau rusak, dan kabel yang diperluas tidak boleh ada cekungan atau perubahan bentuk. (2) Tampilan isolator dan kualitas porselennya harus utuh, tanpa kerusakan, dan bagian baja tuang harus dalam kondisi baik tanpa karat. (3) Perangkat keras penghubung harus sesuai dengan kabel, dan perangkat keras serta pengencang harus bersih tanpa ada retakan, gerinda, atau ketidakrataan. (4) Pelat drainase tidak boleh berubah bentuk atau rusak. (5) Mur penyetelan perangkat keras yang dapat disetel pada tali isolator harus terkunci rapat. (6) Peluruhan busbar harus memenuhi persyaratan desain, dengan kesalahan yang diijinkan dari -2,5% hingga 5%, dan peluruhan busbar tiga fase dalam rentang yang sama harus konsisten. (7) Spesifikasi dan dimensi penjepit saluran harus sesuai dengan spesifikasi dan model kabel. (8) Selama crimping, posisi penjepit garis yang benar harus dipertahankan, tidak boleh miring, tumpang tindih antara dua cetakan yang berdekatan tidak boleh kurang dari 5mm, dan ukuran sisi berlawanan heksagonal setelah crimping tidak boleh lebih besar dari 0,866D + 0,2 mm (D adalah diameter luar tabung penghubung). (9) Tingkat pembengkokan kawat yang diperluas tidak boleh kurang dari 30 kali diameter luar kawat. (10) Tingkat pembengkokan tabung aluminium harus kurang dari 2%. (11) Pemasangan cincin penyeimbang tidak boleh ada goresan atau gerinda, harus dipasang dengan kokoh, rata, dan tidak berubah bentuk: cincin penyeimbang harus memiliki lubang drainase di titik terendah.
9
010*******
Pemasangan Garis Jatuh dan Jumper
Pemasangan Trafo Utama Pemasangan Kabel Utama Trafo Utama
(1) Penempatan klem pada garis silang tinggi (berbentuk T) adalah wajar, dan arah garis jatuh serta lompatan adalah alami dan secara estetika menyenangkan dengan radius yang sesuai. (2) Arah penjepitan peralatan (sudut) wajar. (3) Saat memasang penjepit kompresi kawat timah lunak dengan bukaan menghadap ke atas, lubang drainase dengan diameter tidak melebihi 8mm harus dibuat di bagian bawah penjepit. (4) Tingkat pembengkokan tabung aluminium kurang dari 2%. (5) Selama crimping, posisi penjepit yang benar harus dipertahankan, dan tidak boleh miring. Tumpang tindih antara dua cetakan yang berdekatan tidak boleh kurang dari 5mm, dan dimensi sisi berlawanan heksagonal setelah crimping tidak boleh lebih besar dari 0,866D + 0,2 mm (D adalah diameter luar tabung penghubung).
10
010*******
Pemasangan Busbar Persegi Panjang
Pemasangan Jembatan Busbar Trafo Utama Pemasangan Busbar Persegi Panjang
(1) Deviasi ketinggian braket isolator pilar harus ≤5mm, deviasi vertikalitas harus ≤5mm, dan deviasi ketinggian permukaan atas harus ≤2mm/m. (2) Langkah-langkah perluasan harus dilakukan di antara terminal bushing transformator utama. (3) Konduktor dan isolator harus diatur dengan rapi dengan jarak fase-ke-fase yang konsisten. Penyimpangan levelness harus ≤5mm/m, dan perbedaan ketinggian permukaan atas harus ≤5mm. (4) Isolator pilar harus dipasang dengan kuat, dan kekencangan pemasangan konduktor harus sesuai. Kecuali untuk ujung yang dipasang dengan ketat, yang lainnya harus dipasang secara longgar untuk memungkinkan pemuaian dan kontraksi konduktor secara alami. (5) Fabrikasi busbar yang kaku harus rata dan vertikal. Pembengkokan sambungan busbar harus memenuhi persyaratan spesifikasi, dan jumlah sambungan harus diminimalkan. (6) Isolator penyangga tidak boleh dipasang pada tikungan. Jarak dari tepi penjepit titik pemasangan ke tikungan tidak boleh melebihi 0,25L.
Rencana konstruksi ini merupakan dokumen kerja yang digunakan bersama dengan peraturan konstruksi, standar, dan manual instruksi operasi selama konstruksi. Selama konstruksi, rencana ini harus diacu. Jika terjadi keadaan khusus, penyesuaian dapat dilakukan sebagaimana mestinya.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana busbar, pahlawan tanpa tanda jasa dalam distribusi listrik, diproses dan dipasang? Artikel ini membahas langkah-langkah rumit pemilihan, persiapan, dan pemasangan busbar, untuk memastikan efisiensi dan...
Tahukah Anda bahwa pemasangan busbar yang tidak tepat dapat menyebabkan kegagalan listrik yang mahal dan berbahaya? Artikel ini merinci standar komprehensif untuk memasang dan memeriksa busbar, termasuk braket penyangga,...
Bagaimana Anda mengubah tembaga dan aluminium mentah menjadi komponen penting untuk sistem kelistrikan? Artikel ini membahas proses rumit di balik fabrikasi busbar, merinci teknik dan alat yang diperlukan...
Bagaimana Anda dapat memastikan pemasangan saluran bus yang aman dan efisien di fasilitas Anda? Panduan ini mencakup semuanya, mulai dari menyiapkan bahan dan peralatan hingga langkah-langkah terperinci untuk memasang saluran tertutup...
Apa yang membuat busbar sangat penting dalam sistem kelistrikan? Busbar, komponen utama dalam gardu induk dan sistem distribusi, mentransmisikan energi listrik secara efisien. Artikel ini membahas fungsinya, berbagai jenis seperti persegi panjang dan tubular,...
Pernahkah Anda bertanya-tanya bagaimana cara memilih busbar tembaga yang tepat untuk sistem kelistrikan Anda? Artikel ini menguraikan hal-hal penting dalam pemilihan dan fabrikasi busbar tembaga, memastikan pengaturan kelistrikan Anda...
Pernahkah Anda bertanya-tanya apakah bus bar aluminium dapat menyamai kinerja tembaga dengan harga yang lebih murah? Artikel ini membahas perbedaan utama antara bus bar aluminium dan tembaga, membandingkan konduktivitasnya,...
Pernahkah Anda bertanya-tanya, kabel mana yang lebih baik: tembaga atau aluminium? Artikel ini membahas perbandingan terperinci mengenai kabel tembaga dan aluminium, menyoroti kelebihan dan kekurangannya. Dari resistivitas...
Mengapa perdebatan antara paduan aluminium dan konduktor tembaga begitu penting dalam industri listrik? Sebagai bahan konduktor, keduanya memiliki manfaat dan kekurangan yang unik. Artikel ini mengeksplorasi...