Perbandingan Efisiensi Pemotongan Laser: Udara vs Oksigen vs Nitrogen
Bagaimana gas yang berbeda dapat memengaruhi efisiensi pemotongan laser? Artikel ini mengeksplorasi performa udara, oksigen, dan nitrogen sebagai gas pemotongan, membandingkan efeknya pada berbagai logam. Anda akan menemukan gas mana yang menawarkan kecepatan, kualitas, dan efektivitas biaya terbaik untuk aplikasi tertentu. Dengan memahami perbedaan-perbedaan ini, Anda dapat mengoptimalkan proses pemotongan laser untuk meningkatkan hasil produksi dan mengurangi biaya.
Udara, "gas kehidupan" yang penting yang kita hirup setiap hari, terdiri dari sekitar 78% nitrogen, 21% oksigen, 0.93% argon, 0.04% karbon dioksida, dan sejumlah kecil gas lainnya termasuk neon, helium, metana, dan hidrogen. Uap air, meskipun bervariasi, dapat membentuk hingga 4% atmosfer dalam kondisi lembab.
Sekarang, mari kita pelajari manfaat pemotongan udara dalam proses pemotongan laser.
Prinsip Pemotongan Udara
Prinsip pemotongan udara sangat mirip dengan prinsip pemotongan nitrogen dalam proses pemotongan laser. Proses ini memanfaatkan energi laser untuk melelehkan logam sekaligus memanfaatkan gas bertekanan tinggi untuk mengeluarkan bahan cair dari garitan. Selama proses ini, beberapa zat logam dapat mengalami oksidasi atau pembakaran, menghasilkan pembentukan oksida logam pada permukaan yang dipotong. Oksida yang umum termasuk alumina padat berwarna abu-abu (Al2O3), magnetit padat hitam (Fe3O4), dan tembaga (II) oksida (CuO).
Udara, yang ada di mana-mana di atmosfer, dapat dimanfaatkan untuk aplikasi pemotongan melalui serangkaian langkah persiapan. Udara awalnya dikompresi ke dalam tangki penyimpanan udara, kemudian menjalani proses penyaringan, pendinginan, dan pengeringan untuk menghilangkan kontaminan seperti kelembapan dan minyak. Perlakuan ini membuat udara sesuai untuk operasi pemotongan. Komposisi alami udara, yang mengandung sekitar 21% oksigen, mengkompensasi sebagian ketiadaan oksigen atau nitrogen murni dalam proses pemotongan.
Secara teoretis, pemotongan udara bisa diterapkan pada bahan logam apa pun yang bisa dilelehkan oleh energi laser. Namun demikian, efektivitas dan kualitas pemotongan dapat bervariasi, tergantung pada berbagai faktor, seperti ketebalan bahan, konduktivitas termal, dan parameter laser spesifik yang digunakan. Keberadaan oksigen di udara dapat menyebabkan reaksi eksotermik dengan logam tertentu, yang berpotensi meningkatkan kecepatan pemotongan tetapi juga memengaruhi kualitas ujung potong dan oksidasi permukaan.
Metode pemotongan udara menawarkan alternatif yang hemat biaya daripada menggunakan gas murni, sehingga sangat cocok untuk aplikasi yang tidak kritis atau bahan yang tidak terlalu rentan terhadap oksidasi. Namun, untuk pemotongan presisi atau ketika bekerja dengan logam yang sangat reaktif, gas bantu lain seperti nitrogen atau argon mungkin lebih disukai untuk meminimalkan oksidasi dan mencapai kualitas tepi yang unggul.
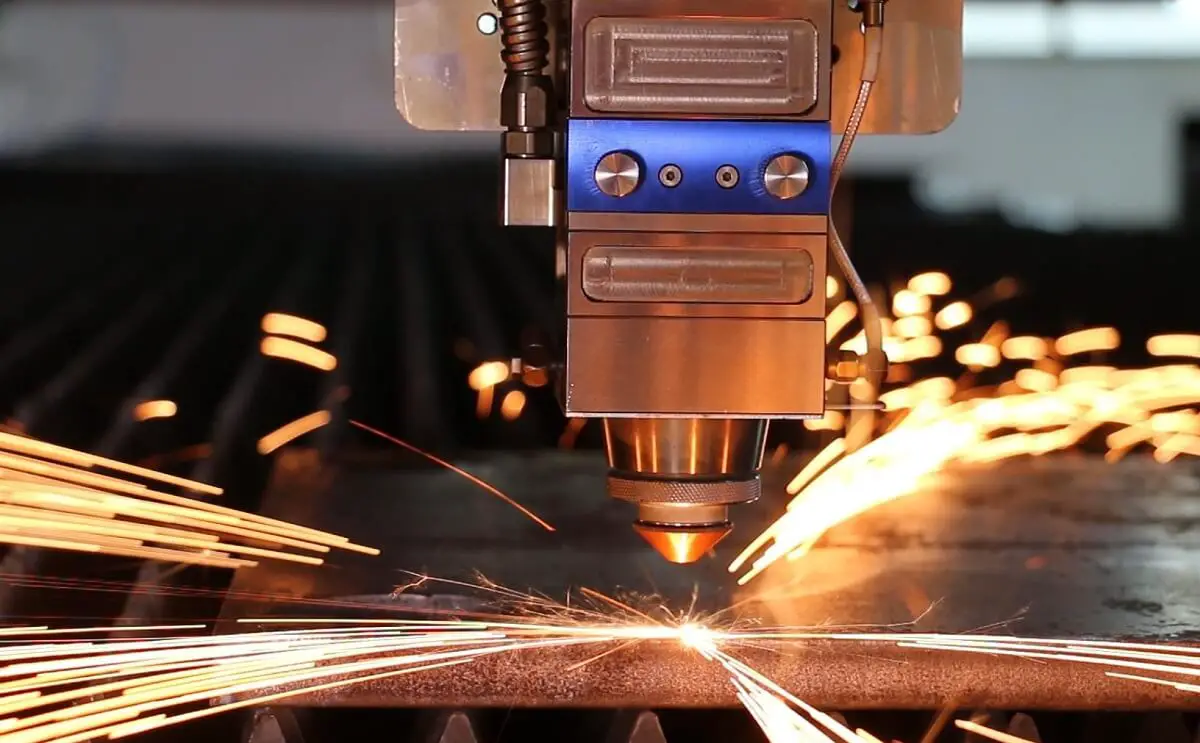
Evaluasi kinerja pemotongan pada pelat baja tahan karat, baja karbon, dan paduan aluminium menggunakan 6kW pemotongan laser mesin dengan udara dan nitrogen/oksigen sebagai gas pemotong.
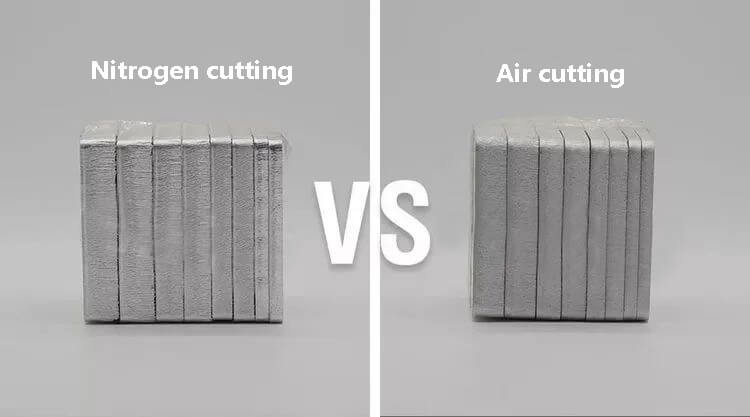
⊙ Perbandingan efek bagian pemotongan nitrogen dan udara
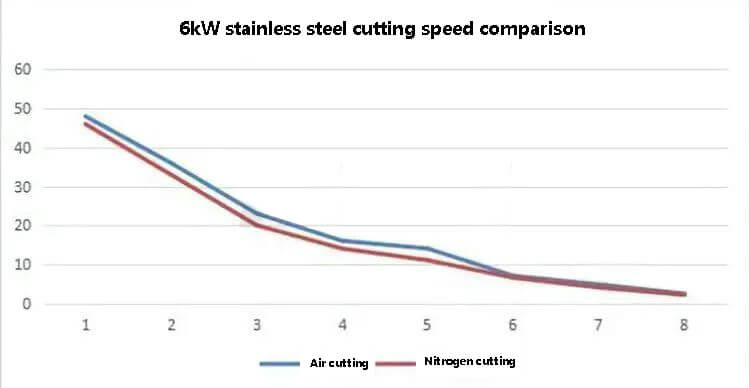
⊙ Perbandingan kecepatan pemotongan nitrogen dan udara
Analisis efek:
Gambar di atas menampilkan hasil pemotongan baja tahan karat 10mm hingga 4mm, dalam urutan tersebut.
Dibandingkan dengan pemotongan nitrogen, bagian yang dipotong dengan menggunakan udara tampak lebih gelap, tetapi tidak ada terak. Setelah dipoles, bagian yang dipotong juga dapat menghasilkan penampilan yang lebih cerah.
Dari segi kecepatan, pemotongan baja tahan karat dengan udara sedikit lebih cepat daripada nitrogen, tetapi perbedaannya tidak signifikan.
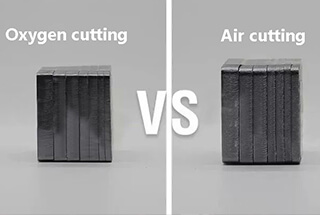
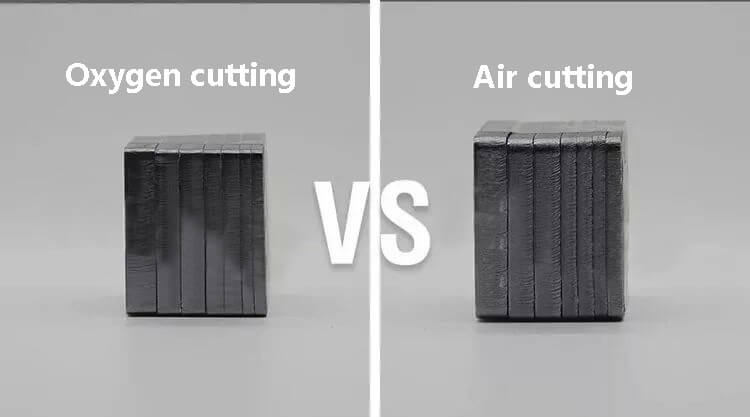
Eksperimen 2: perbandingan baja karbon pemotongan oksigen dan udara
⊙ Perbandingan efek bagian pemotongan oksigen dan udara
⊙ Perbandingan kecepatan pemotongan udara dan oksigen
Analisis efek:
Gambar di atas menampilkan hasil pemotongan baja karbon 10mm hingga 3mm, dalam urutan tersebut.
Dibandingkan dengan pemotongan oksigen, baja karbon 8mm memiliki sedikit residu terak, dan baja karbon 10mm memiliki residu terak yang lebih parah.
Oleh karena itu, pemotongan udara tidak disarankan untuk memotong pelat baja karbon yang lebih tebal dari 10mm.
⊙ Perbandingan efek bagian pemotongan nitrogen dan udara
⊙ Perbandingan kecepatan pemotongan nitrogen dan udara
Analisis efek:
Gambar di atas menampilkan hasil pemotongan dari 10mm ke 3mm pelat aluminiumdalam urutan tersebut.
Dibandingkan dengan pemotongan nitrogen, pemotongan udara menghasilkan bagian yang lebih halus dan lebih sedikit residu terak.
Dari segi kecepatan, pemotongan pelat aluminium dengan udara sedikit lebih cepat daripada nitrogen, tetapi perbedaannya tidak signifikan.
Ringkasan
Eksperimen dilakukan untuk mengevaluasi kinerja dan efisiensi pemotongan udara versus nitrogen/oksigen pada berbagai bahan dan ketebalan pelat.
Penilaian komprehensif mengungkapkan bahwa pemotongan dengan udara merupakan opsi yang hemat biaya untuk aplikasi dengan persyaratan yang tidak terlalu ketat. Memanfaatkan udara sebagai gas bantuan pemotongan dapat secara signifikan mengurangi biaya produksi dibandingkan dengan nitrogen atau oksigen.
Namun demikian, sangat penting untuk mencatat pertimbangan berikut ini apabila memilih pemotongan udara:
1. Kualitas Udara: Udara terkompresi harus diperlakukan dengan cermat untuk memastikan kinerja pemotongan yang optimal. Perlakuan ini harus mencakup:
Pengeringan dingin untuk mencapai titik embun bertekanan antara 3-8°C
Proses degreasing multi-tahap
Filtrasi untuk mencapai kandungan minyak cair ≤0,003 ppm dan kandungan minyak uap ≤0,003 ppm
Penerapan filter khusus yang dirancang untuk menghilangkan kontaminan minyak berbentuk gas
2. Pemeliharaan: Pemeliharaan sistem pengolahan udara secara teratur dan menyeluruh sangat penting, termasuk:
Servis kompresor udara
Inspeksi dan pemeliharaan pengering dingin
Penggantian filter tepat waktu
Mengabaikan prosedur perawatan ini dapat menyebabkan:
Potensi kerusakan pada kelompok cermin internal karena suhu tinggi yang disebabkan oleh interaksi sinar berdaya tinggi
3. Optimalisasi Proses: Untuk menentukan solusi pemotongan yang paling hemat biaya yang selaras dengan persyaratan produksi tertentu, produsen harus mempertimbangkan:
Efisiensi pemotongan (misalnya, kecepatan potong, waktu penyayatan)
Biaya operasional (termasuk konsumsi gas dan pemeliharaan)
Kualitas potongan (seperti kekasaran tepi, pembentukan sampah, dan zona yang terpengaruh panas)
Pertimbangan khusus material (misalnya, sensitivitas oksidasi, rentang ketebalan)
Dengan mengevaluasi faktor-faktor ini secara cermat dan menyeimbangkannya dengan kebutuhan produksi, produsen dapat mencapai hasil yang lebih berkualitas sekaligus mengoptimalkan biaya. Pendekatan ini memastikan bahwa metode pemotongan yang dipilih tidak hanya memenuhi spesifikasi teknis, tetapi juga selaras dengan efisiensi produksi secara keseluruhan dan pertimbangan ekonomi.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda kesulitan memilih nosel pemotongan laser yang tepat untuk proyek Anda? Memilih nosel yang optimal sangat penting untuk mencapai pemotongan yang bersih dan presisi serta memaksimalkan efisiensi. Dalam hal ini...
Pernahkah Anda bertanya-tanya apa yang membuat mesin pemotongan laser bekerja? Dalam artikel blog ini, kita akan menyelami cara kerja mesin presisi tinggi yang telah merevolusi cara kerja...
Pernahkah Anda bertanya-tanya bagaimana laser dapat memotong logam seperti pisau panas memotong mentega? Dalam artikel yang menarik ini, kita akan menjelajahi ilmu pengetahuan di balik teknologi pemotongan laser serat ....
Apakah Anda penasaran dengan teknologi mutakhir yang merevolusi dunia manufaktur? Dalam artikel blog ini, kita akan menyelami dunia mesin pemotongan laser, menjelajahi keunggulannya dan produsen teratas yang mendominasi...
Bayangkan konsekuensi bencana jika Anda mengabaikan perawatan mesin pemotongan laser. Jangan biarkan bisnis Anda menjadi korban waktu henti dan perbaikan yang mahal! Dalam artikel blog ini, kita akan membahas hal-hal penting...
Pemotongan laser merevolusi manufaktur, tetapi bahkan mesin yang paling canggih pun mengalami masalah. Dalam artikel blog ini, kami membahas masalah umum yang dihadapi oleh mesin pemotongan pelat laser dan memberikan langkah demi langkah...
Penasaran dengan seni pemotongan laser? Artikel blog ini mengupas lebih dalam tentang parameter penting yang menentukan kualitas dan efisiensi pemotongan. Temukan kiat-kiat orang dalam dari para ahli mesin yang berpengalaman...
Penasaran tentang kemampuan pemotongan laser? Dalam panduan komprehensif ini, kita akan menyelami dunia kecepatan dan ketebalan pemotongan laser untuk berbagai jenis logam. Insinyur mekanik ahli kami akan...
Mengapa kualitas pemotongan laser bervariasi dengan peralatan dan parameter yang sama? Artikel ini membahas tentang bagaimana komposisi pelat baja karbon memengaruhi hasil pemotongannya. Dengan menjelajahi...