Cegah 6 Cacat Pengecoran yang Umum Terjadi dengan Tips Ini
Pernahkah Anda bertanya-tanya, mengapa lubang dan retakan kecil muncul pada coran logam? Artikel ini membahas cacat pengecoran yang umum terjadi seperti stomata, penyusutan, dan lubang terak, serta mengungkap penyebab dan metode pencegahannya. Anda akan mendapatkan wawasan yang berharga untuk menciptakan coran yang sempurna dan meningkatkan proses manufaktur Anda.
Stomata adalah lubang yang ada di permukaan atau di dalamnya dan berbentuk bulat, lonjong, atau tidak beraturan.
Kadang-kadang beberapa pori-pori membentuk kantong udara, yang umumnya berbentuk buah pir dan terletak di bawah permukaan.
Countersink memiliki bentuk yang tidak beraturan dan permukaan yang kasar.
Kantong udara menjorok ke dalam permukaan casting, dan permukaannya relatif halus.
Munculnya lubang terbuka dapat dengan mudah diamati, sedangkan lubang udara subkutan hanya dapat dideteksi setelah pemesinan.
Alasan Pembentukan:
Cetakan suhu pemanasan awal terlalu rendah, menyebabkan logam cair menjadi dingin dengan cepat saat melewati sistem penuangan.
Desain knalpot cetakan yang buruk, mencegah keluarnya gas dengan lancar.
Pelapisan yang tidak memadai, gas buang yang buruk, atau bahkan penguapan atau penguraian gas.
Lubang dan lubang pada permukaan rongga cetakan dapat menyebabkan gas di area ini mengembang dengan cepat dan memampatkan logam cair, sehingga membentuk countersink.
Karat permukaan pada rongga cetakan dan kegagalan untuk membersihkannya.
Penyimpanan dan pemanasan awal bahan baku (inti pasir) yang tidak tepat.
Penggunaan deoxidizer yang tidak mencukupi atau tidak tepat.
Metode Pencegahan:
Cetakan harus dipanaskan secara menyeluruh, dan ukuran partikel lapisan (grafit) harus sesuai dan memiliki permeabilitas udara yang baik.
Gunakan penuangan miring.
Bahan baku harus disimpan di tempat yang berventilasi baik dan kering serta dipanaskan terlebih dahulu sebelum digunakan.
Suhu penuangan tidak boleh terlalu tinggi.
Penyusutan
Ffitur-fiturnyas:
Rongga penyusutan adalah jenis lubang permukaan kasar yang dapat ditemukan di permukaan atau di dalam casting.
Penyusutan ringan mengacu pada banyak penyusutan kecil yang tersebar, juga dikenal sebagai porositas penyusutan.
Butiran di sekitar porositas penyusutan atau penyusutan tampak kasar.
Ini sering muncul di dekat runner dalam pengecoran, dasar riser, area yang tebal, ketebalan dinding, dan ketebalan bidang yang besar.
Alasan untuk Finformasi:
Kontrol suhu kerja cetakan tidak memenuhi persyaratan pemadatan terarah.
Pemilihan lapisan yang tidak tepat, kontrol yang buruk terhadap ketebalan lapisan di bagian yang berbeda.
Posisi pengecoran dalam cetakan tidak didesain dengan benar.
Desain penambah tuang gagal mencapai efek suplementasi penuh.
Suhu penuangan terlalu rendah atau terlalu tinggi.
Sesuaikan ketebalan lapisan pelapis, semprotkan pelapis secara merata, ketika cat terkelupas dan diaplikasikan kembali, akumulasi cat lokal tidak dapat terbentuk.
Panaskan moldor secara lokal menggunakan insulasi lokal untuk insulasi termal.
Blok tembaga bertatahkan pada bagian yang panas untuk mendinginkan bagian tersebut.
Rancang sirip pendingin pada cetakan, atau percepat laju pendinginan di area lokal melalui air, dll., atau semprotkan air di luar cetakan.
Gunakan chillingblock yang dapat dilepas, yang ditempatkan di rongga secara bergantian, untuk menghindari pendinginan yang tidak mencukupi pada chillingblock itu sendiri selama produksi berkelanjutan.
Perangkat tekanan didesain pada peninggi cetakan.
Desain sistem penuangan harus akurat, dan suhu penuangan yang sesuai harus dipilih.
Lubang Terak (Terak Fluks atau Terak Oksida Logam)
Fitur:
Lubang terak adalah lubang yang terlihat atau lubang gelap pada coran. Lubang-lubang tersebut sebagian atau seluruhnya terisi terak dan memiliki bentuk yang tidak beraturan. Mungkin sulit untuk menemukan inklusi terak dalam fluks berbentuk bintik-bintik kecil.
Setelah terak dibuang, lubang-lubang halus akan terlihat. Ini biasanya ditemukan di bagian bawah posisi penuangan, dekat runner bagian dalam, atau di sudut-sudut pengecoran yang mati.
Terak oksida terutama terletak di dekat runner bagian dalam pada permukaan pengecoran dalam pola seperti jaringan. Kadang-kadang dapat tampak bersisik, berkerut, atau dalam bentuk awan yang tidak beraturan atau lapisan bersisik. Mungkin juga terdapat di dalam casting dalam bentuk flok.
Apabila patah, interlayer sering kali menjadi titik patahan, dan oksida merupakan sumber retakan pada pengecoran.
Alasan Pembentukan:
Lubang terak terutama disebabkan oleh proses peleburan paduan dan proses penuangan, termasuk desain sistem penuangan yang salah. Cetakan itu sendiri tidak menyebabkan lubang terak, dan menggunakan cetakan logam adalah salah satu metode yang efektif untuk menghindari lubang terak.
Pencegahan Mmetodes:
Sistem penuangan diatur dengan benar atau menggunakan filter serat cor.
Munculnya retakan bisa berupa garis lurus atau tidak beraturan.
Permukaan retakan panas memiliki oksidasi kuat yang menghasilkan warna abu-abu gelap atau hitam tanpa kilau logam.
Permukaan retakan dingin memiliki kilau logam yang bersih.
Retakan eksternal pada coran biasanya terlihat, sedangkan retakan internal mungkin memerlukan metode lain untuk mendeteksinya.
Retak sering kali dikaitkan dengan cacat seperti penyusutan dan inklusi terak.
Biasanya terjadi pada sudut-sudut tajam pengecoran, di mana bagian yang tebal dan tipis bertemu, dan di area persimpangan panas di mana penambah penuangan terhubung ke pengecoran.
Alasan Pembentukan:
Keretakan biasa terjadi pada pengecoran cetakan logam karena cetakan logam tidak memiliki kelonggaran dan memiliki laju pendinginan yang cepat, yang meningkatkan stres internal dari pengecoran.
Faktor-faktor seperti membuka cetakan terlalu dini atau terlambat, memiliki sudut pengecoran yang kecil atau besar, memiliki lapisan pelapis yang tipis, dan bahkan rongga cetakan itu sendiri dapat menyebabkan keretakan pada pengecoran.
Metode Pencegahan:
Perhatian harus dicurahkan pada pengerjaan struktur pengecoran, sehingga ketebalan pengecoran yang tidak rata memiliki transisi yang seragam, dan ukuran fillet yang sesuai digunakan.
Sesuaikan ketebalan lapisan untuk membuat setiap bagian pengecoran mencapai laju pendinginan yang diperlukan sejauh mungkin untuk menghindari pembentukan terlalu banyak stres internal.
Perhatikan suhu kerja cetakan logam, sesuaikan kemiringan cetakan, dan tarik inti secara tepat waktu untuk retak, keluarkan pengecoran dan dinginkan secara perlahan.
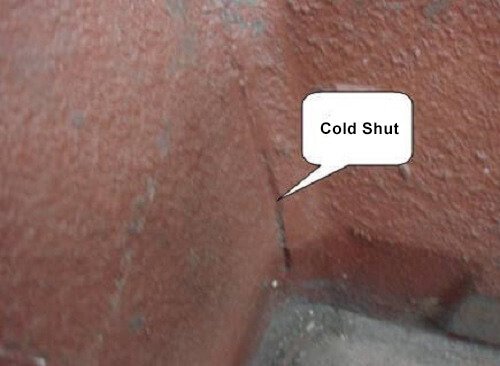
Penutupan Dingin (Fusi Buruk)
Ffitur-fiturnyas:
Cold shut adalah jenis jahitan atau permukaan terbuka dengan ujung yang membulat.
Bagian tengahnya terbagi oleh kerak oksida dan tidak sepenuhnya menyatu.
Apabila penutupan dingin sangat parah, ini bisa berkembang menjadi "mendung."
Penutup dingin sering ditemukan pada dinding atas coran, pada bidang horizontal atau vertikal yang tipis, di persimpangan dinding tebal dan tipis, atau pada pelat bantu yang tipis.
Alasan untuk FInformasis:
Desain knalpot cetakan logam tidak masuk akal.
Suhu kerja terlalu rendah.
Kualitas cat yang buruk (buatan, material).
Posisi pelari yang tidak tepat.
5. Kecepatan penuangan terlalu lambat.
Pencegahan Mmetodes:
Rancanglah sistem pelari dan sistem pembuangan dengan benar.
Untuk pengecoran berdinding tipis area luas, lapisan tidak boleh terlalu tipis. Penebalan lapisan pelapis yang tepat kondusif untuk pencetakan.
Trachoma adalah jenis lubang tidak beraturan yang terbentuk di permukaan atau di dalam pengecoran, dan bentuknya sesuai dengan bentuk butiran pasir. Ketika cetakan dilepas, butiran pasir yang telah tertanam di permukaan pengecoran akan terlihat, dan dapat ditarik keluar. Jika terdapat beberapa trachoma pada saat yang bersamaan, permukaan pengecoran akan terlihat seperti kulit jeruk.
Alasan untuk Finformasi:
Lubang terbentuk karena partikel pasir yang jatuh di permukaan inti pasir dikelilingi oleh cairan tembaga dan permukaan pengecoran.
Kekuatan permukaan inti pasir tidak baik, dan terbakar atau tidak sepenuhnya sembuh.
Ukuran inti pasir tidak sesuai dengan cetakan luar. Inti pasir hancur ketika cetakan ditutup.
Cetakan dicelupkan ke dalam air grafit yang terkontaminasi pasir.
Pasir yang digosok oleh sendok dan inti pasir pada runner dicuci ke dalam rongga dengan air tembaga.
Pencegahan Mmetodes:
Inti pasir diproduksi secara ketat sesuai dengan prosesnya dan jangan lupa untuk memeriksa kualitasnya.
Ukuran inti pasir sesuai dengan ukuran cetakan luar.
Bersihkan tinta tepat waktu.
Hindari gesekan antara sendok dan inti pasir.
Tiuplah pasir di dalam rongga cetakan saat menurunkan inti pasir.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda mempertimbangkan berapa banyak biaya yang ditimbulkan oleh karat terhadap perekonomian kita setiap tahunnya? Artikel ini mengeksplorasi dampak mengejutkan dari korosi logam dan memperkenalkan berbagai jenis minyak antikarat yang melindungi...
Pernahkah Anda mempertanyakan, apakah mesin cuci pegas sederhana bisa benar-benar mencegah baut kendor? Artikel ini mengeksplorasi mekanisme dan efektivitas mesin cuci pegas, mengungkapkan keterbatasan dan kepraktisannya...
Pernahkah Anda bertanya-tanya apa yang membuat silinder hidraulik berfungsi dengan lancar tanpa kebocoran? Rahasianya terletak pada jenis segel yang digunakan di dalamnya. Artikel ini membahas enam jenis yang penting...
Pernahkah Anda bertanya-tanya mengapa sekrup bola, yang sangat penting dalam peralatan mesin, sering mengalami kegagalan? Artikel ini membahas tentang pentingnya perawatan yang tepat untuk mencegah kegagalan tersebut. Artikel ini menjelaskan bagaimana keausan...
Keretakan selama penggerindaan roda gigi dapat menjadi masalah yang mahal, tetapi dengan memahami penyebab dan solusinya dapat menghemat waktu dan uang. Artikel ini membahas mengapa keretakan ini terjadi, seperti...
Mengapa beberapa roda gigi gagal meskipun sudah dibuat dengan presisi? Artikel ini membahas tentang cacat umum pada karburasi roda gigi, mengeksplorasi masalah seperti karburisasi berlebih, pengerasan dangkal, dan pengerasan casing yang tidak merata. Anda akan belajar...
Bagaimana Anda bisa mencegah cetakan Anda retak selama perlakuan panas? Artikel ini mengupas proses perlakuan panas cetakan yang rumit, menguraikan cacat umum seperti retakan akibat pendinginan dan ketidakcukupan...
Pernahkah Anda kesulitan menavigasi SolidWorks secara efisien? Artikel ini menyingkap tips dan trik penting untuk merampingkan alur kerja dan meningkatkan proses desain Anda. Mulai dari menguasai pintasan keyboard hingga mengoptimalkan...
Mengapa baut bisa kendur, dan bagaimana preload dapat mencegahnya? Dari pengencangan yang tidak memadai dan getaran hingga pergeseran paking dan ekspansi termal, alasannya beragam namun sangat penting. Artikel ini membahas...