Pengelasan Gesekan: Prinsip, Klasifikasi, Proses, Faktor yang Mempengaruhi
Bayangkan pengelasan tanpa api, percikan api, atau bahkan logam yang meleleh. Pengelasan gesekan menawarkan hal tersebut, menggunakan panas yang dihasilkan oleh gesekan untuk menyatukan material dengan mulus. Metode ini, yang dikenal dengan efisiensi dan kekuatannya, merevolusi cara industri dalam menyatukan logam. Dalam artikel ini, temukan cara kerja pengelasan gesekan, berbagai jenisnya, dan faktor-faktor yang memengaruhi keberhasilannya. Bersiaplah untuk menjelajahi proses yang dapat mengubah masa depan manufaktur.
Pengelasan Gesekan: Ini adalah metode pengelasan bertekanan yang menggunakan panas yang dihasilkan oleh gesekan timbal balik dalam gerakan relatif permukaan kontak bagian pengelasan untuk mencapai sambungan material yang andal.
Proses pengelasan terjadi di bawah tekanan, di mana bahan yang akan dilas menghasilkan gesekan akibat gerakan relatif, menyebabkan antarmuka dan suhu di dekatnya meningkat dan mencapai kondisi termoplastik.
Saat gaya yang mengganggu mulai bekerja, film oksida antarmuka hancur, material mengalami deformasi dan aliran plastis, dan sambungan terbentuk melalui difusi elemen antarmuka dan reaksi metalurgi rekristalisasi.
The proses pengelasan tidak menambahkan logam pengisi, tidak memerlukan fluks, dan tidak menggunakan gas pelindung. Seluruh proses pengelasan hanya membutuhkan waktu beberapa detik.
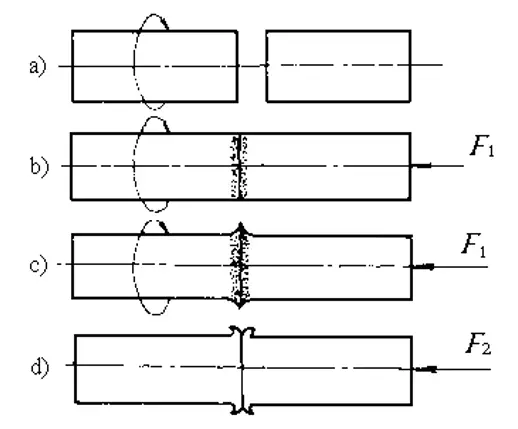
Gambar 7-16 Diagram Skematik Proses Pengelasan Gesekan
Gesekan relatif berkecepatan tinggi di bawah tekanan antara permukaan sambungan dari dua lasan menghasilkan dua efek:
1) Menghancurkan lapisan oksida atau lapisan kontaminasi lainnya pada permukaan sambungan, sehingga memperlihatkan logam yang bersih;
2) Menghasilkan panas, dengan cepat membentuk lapisan termoplastik pada permukaan sambungan. Di bawah torsi gesekan dan tekanan aksial berikutnya, oksida yang hancur dan bagian dari lapisan plastik ini diekstrusi keluar dari permukaan sambungan untuk membentuk flash, dan logam yang berubah bentuk plastik yang tersisa merupakan logam las. Gangguan terakhir membuat logam las mengalami penempaan lebih lanjut, membentuk logam las yang berkualitas baik. sambungan las.
Dari proses pengelasan, dapat dilihat bahwa sambungan las gesek terbentuk di bawah titik leleh logam yang dilas, sehingga pengelasan gesek termasuk dalam metode pengelasan solid-state.
(2) Klasifikasi Pengelasan Gesekan:
Pengelasan gesekan dapat diklasifikasikan menjadi tiga jenis: rotasi benda kerja, benda kerja diam, dan gerakan lainnya. Ketiganya dapat dibagi lebih lanjut sebagai berikut:
1. Rotasi benda kerja:
Pengelasan gesekan terus menerus
Pengelasan gesekan inersia
2. Benda kerja yang tidak bergerak:
Pengelasan gesekan radial
Pengelasan gesekan aduk
3. Gerakan lainnya:
Permukaan gesekan
Pengelasan gesekan linier
Pengelasan gesekan orbit
2. Klasifikasi Pengelasan Gesekan
(1) Pengelasan Gesekan Kontinu
Ini adalah jenis pengelasan gesekan yang umum. Selama proses pengelasan, benda kerja terus digerakkan oleh motor spindel untuk berputar dengan kecepatan konstan hingga mencapai waktu gesekan yang ditentukan atau jumlah deformasi gesekan. Benda kerja kemudian segera berhenti berputar dan memulai pengelasan tempa.
1. Rotasi
2. Pengereman
3a. Perlengkapan Berputar
3b. Perlengkapan yang Tidak Berputar
4a. Benda Kerja yang Berputar
4b. Benda Kerja yang Tidak Berputar
5. Silinder Benda Kerja
(2) Pengelasan Gesekan Inersia
Ujung benda kerja yang berputar dijepit di roda gila. Pada awal proses pengelasan, roda gila dan ujung benda kerja yang berputar dipercepat ke kecepatan tertentu, kemudian roda gila dilepaskan dari motor utama.
Pada saat yang sama, ujung benda kerja yang dapat digerakkan bergerak maju. Setelah benda kerja bersentuhan, benda kerja mulai mengalami gesekan panas. Selama proses pemanasan pengelasan gesekan, roda gila direm oleh torsi gesekan, dan kecepatannya berangsur-angsur berkurang. Ketika kecepatan mencapai nol, proses pengelasan berakhir.
1- Rotasi
2- Tubuh inersia yang dapat disesuaikan
3a- Penjepit berputar
3b- Penjepit yang tidak berputar
4a- Benda kerja yang berputar
4b- Benda kerja yang tidak berputar
5- Silinder benda kerja
(3) Pengelasan Gesekan Radial
Cincin annular dengan permukaan miring dipasang pada permukaan ujung pipa dengan bukaan terbelah. Selama pengelasan gesekan, cincin diputar dan gaya gesekan radial diterapkan pada kedua ujung pipa. Ketika gesekan selesai, rotasi cincin berhenti, dan tekanan yang mengganggu diterapkan.
Gambar 6: Diagram Skematik Pengelasan Gesekan Radial
1 - Cincin Berputar
2 - Tabung yang akan Dilas
n - Kecepatan Cincin
Po - Tekanan Tempa Aksial
P - Tekanan Radial
(4) Pengelasan Aduk Gesekan
Prinsip kerja pengelasan gesekan aduk adalah sebagai berikut: Jarum pengaduk dengan bentuk tertentu yang terbuat dari bahan keras tahan suhu tinggi diputar dan dimasukkan ke dalam tepi dua bahan yang akan dilas.
Kepala pengaduk menyesuaikan rotasi, menghasilkan panas gesekan dalam jumlah besar di tepi kedua lasan, sehingga membentuk zona pelunakan plastik logam pada sambungan.
Zona pelunakan plastik ini diaduk dan diperas di bawah aksi kepala pengaduk, dan mengalir mundur di sepanjang jahitan las dengan rotasi kepala pengaduk, membentuk aliran logam plastik. Dalam proses pendinginan setelah kepala pengaduk pergi, itu diperas untuk membentuk sambungan las fase padat.
Batang logam permukaan berputar dengan kecepatan tinggi dan memberikan tekanan gesekan ke logam induk. Karena volume material induk yang besar, konduksi panas yang baik, dan kecepatan pendinginan yang cepat, permukaan gesekan bergerak dari antarmuka antara logam permukaan dan material induk ke sisi logam permukaan.
Pada saat yang sama, logam permukaan membeku dan berpindah ke logam induk untuk membentuk las permukaan. Ketika material induk berputar atau bergerak relatif terhadap batang logam permukaan, lapisan las permukaan terbentuk pada material induk.
Gambar 7: Diagram Skematik Permukaan Gesekan
1- Batang Logam Permukaan
2- Bagian Permukaan
3- Jahitan Las Permukaan
(6) Pengelasan Gesekan Linier
Salah satu dari dua benda kerja yang akan dilas dipasang, dan yang lainnya bergerak maju mundur dengan kecepatan tertentu, atau kedua benda kerja bergerak relatif satu sama lain. Di bawah aksi tekanan, antarmuka kedua benda kerja menghasilkan panas akibat gesekan, sehingga mencapai pengelasan.
Gambar 8: Diagram Skematik Pengelasan Gesekan Linier
(7) Pengelasan Gesekan Orbital
Pengelasan gesekan orbital adalah metode pengelasan yang baru dikembangkan, terutama digunakan untuk mengelas benda kerja berpenampang melingkar.
Untuk pengelasan gesekan orbital garis lurus, benda kerja bergerak di sepanjang lintasan garis lurus, dengan amplitudo dan frekuensi tertentu yang memastikan bahwa kecepatan getaran mencapai nilai yang diperlukan, membuat permukaan pengelasan melakukan gesekan getaran yang relatif berulang.
Untuk pengelasan gesekan orbital melingkar, setiap titik massa benda kerja bergerak dengan radius dan kecepatan yang sama, bergerak di sepanjang orbit melingkar untuk membuat permukaan pengelasan melakukan gesekan gerakan relatif. Setelah sambungan dipanaskan hingga suhu pengelasangerakan gesekan benda kerja dihentikan, dan gangguan dilakukan.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Bagaimana pengelasan baja karbon dapat menjadi praktik yang umum sekaligus tantangan yang kompleks? Panduan ini mengeksplorasi dunia pengelasan baja karbon yang rumit, meliputi jenis-jenis baja karbon,...
Pernahkah Anda bertanya-tanya bagaimana mesin yang kompleks tetap terhubung dengan mulus? Artikel ini membahas tentang dunia pengelasan butt welding yang menarik-metode efisiensi tinggi yang digunakan untuk menyambung logam. Anda akan belajar tentang...
Pengelasan paduan aluminium menghadirkan tantangan yang unik karena titik lelehnya yang rendah dan konduktivitas termalnya yang tinggi. Artikel ini membahas berbagai metode pengelasan, seperti TIG, MIG, dan busur plasma...
Bayangkan sebuah dunia di mana logam menyatu dengan mulus hanya dengan percikan api. Inilah esensi dari pengelasan titik, teknik yang mengikat bagian logam dengan presisi dan kekuatan. Dalam hal ini...
Teknologi pengelasan adalah proses penyambungan logam atau bahan termoplastik lainnya dengan menggunakan metode tradisional seperti pengelasan fusi, pengelasan tekanan, dan mematri. Dengan perkembangan teknologi yang berkelanjutan, teknologi pengelasan modern...
Bagaimana cara Anda menggabungkan dua logam menjadi satu bentuk yang utuh? Jawabannya terletak pada dunia pengelasan yang memukau, di mana panas, tekanan, atau keduanya menciptakan ikatan yang tidak dapat dipecahkan. Panduan ini...
Bayangkan mengubah aluminium ringan menjadi struktur yang kuat dan serbaguna menggunakan pengelasan Metal Inert Gas (MIG). Teknik ini tidak hanya memastikan pengelasan berkualitas tinggi dan konsisten, tetapi juga mengatasi masalah umum seperti ketidaksejajaran dan...
Artikel ini mengeksplorasi dunia pengelasan yang menarik, dari pengelasan busur manual hingga teknik canggih berpelindung gas. Anda akan menemukan metode, manfaat, dan aplikasi berbagai proses pengelasan. Bersiaplah untuk...
Bayangkan sebuah dunia tanpa pengelasan. Dari gedung pencakar langit yang menjulang tinggi hingga mesin yang rumit, tatanan masyarakat modern kita akan terurai. Dalam artikel ini, kami menjelajahi dunia pengelasan yang menarik...