Menganalisis Kegagalan Sistem Hidraulik Geser Guillotine
Apa yang menyebabkan sistem hidraulik pada geser guillotine gagal? Artikel ini membahas masalah umum seperti kehilangan tekanan, kerusakan katup, dan jatuhnya kaki penekan secara otomatis. Dengan memahami masalah-masalah ini, Anda dapat mendiagnosis dan memperbaiki kegagalan sistem hidraulik, memastikan pengoperasian gunting guillotine Anda yang lancar dan efisien. Baca terus untuk menemukan solusi praktis untuk menjaga peralatan Anda berjalan dengan lancar.
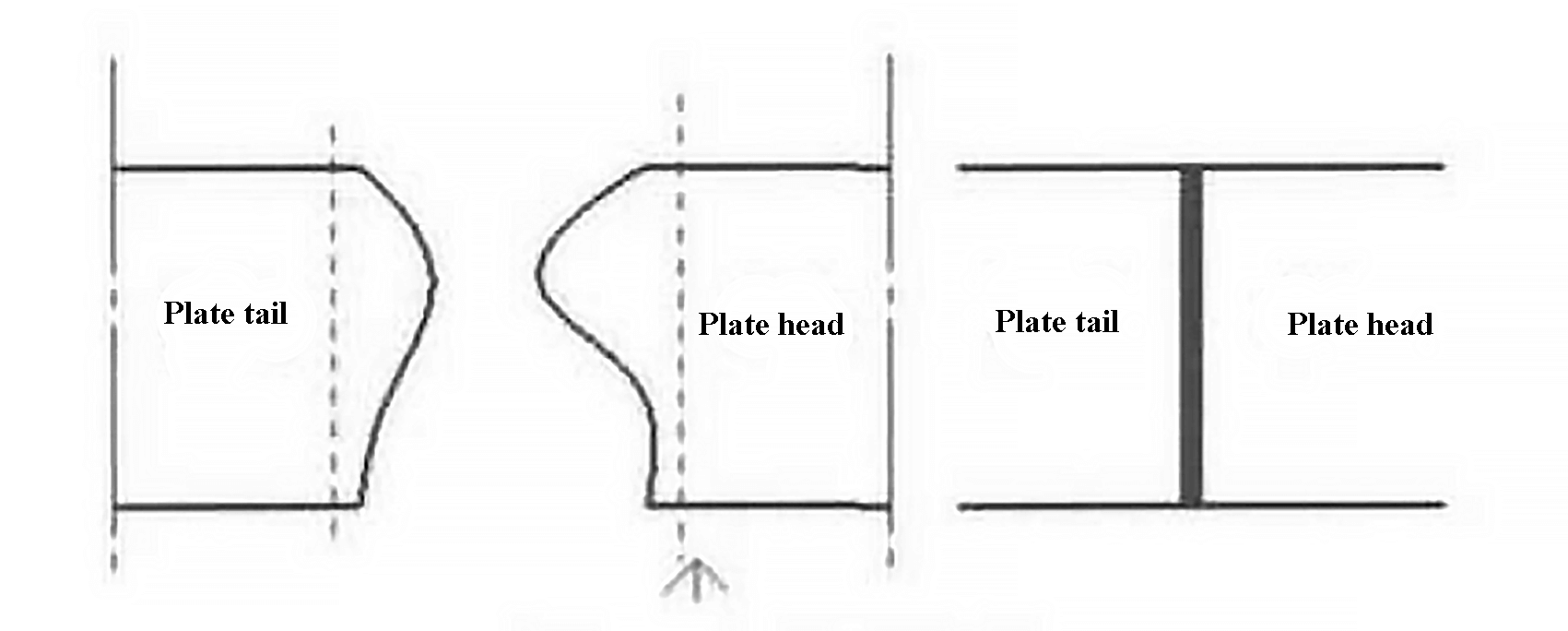
Dalam proses produksi pipa las spiral, langkah selanjutnya adalah memotong ujung kumparan canai panas setelah melalui uncoiler dan pelurus. Kepala dan ekor pelat baja sering kali bentuknya tidak beraturan setelah pengerolan panas, seperti yang ditunjukkan pada Gambar 1. Kepala dan ekor pelat harus disejajarkan dan dilas setelah dipotong.
Saat ini, metode pemotongan utama yang digunakan adalah pemotongan pelat dan pemotongan plasma. Meskipun pemotongan plasma memiliki kecepatan potong yang lebih lambat dibandingkan dengan pemotongan pelat dengan lebar pelat yang sama, sebagian besar unit pipa yang dilas masih lebih suka menggunakan pemotongan pelat.
Ada dua jenis geser pelat: geser balok ayun dan geser guillotine. Geser guillotine memiliki beberapa keunggulan, termasuk presisi pemotongan yang tinggi, gaya potong yang tinggi, dan kecepatan potong yang tinggi, yang membuatnya banyak digunakan dalam produksi pipa las spiral untuk pipa berdiameter besar dengan dinding yang tebal.
Gbr. 1 Diagram skematik kepala
1. Diagram skematik dari tipe pengeremanpiring sistem geser
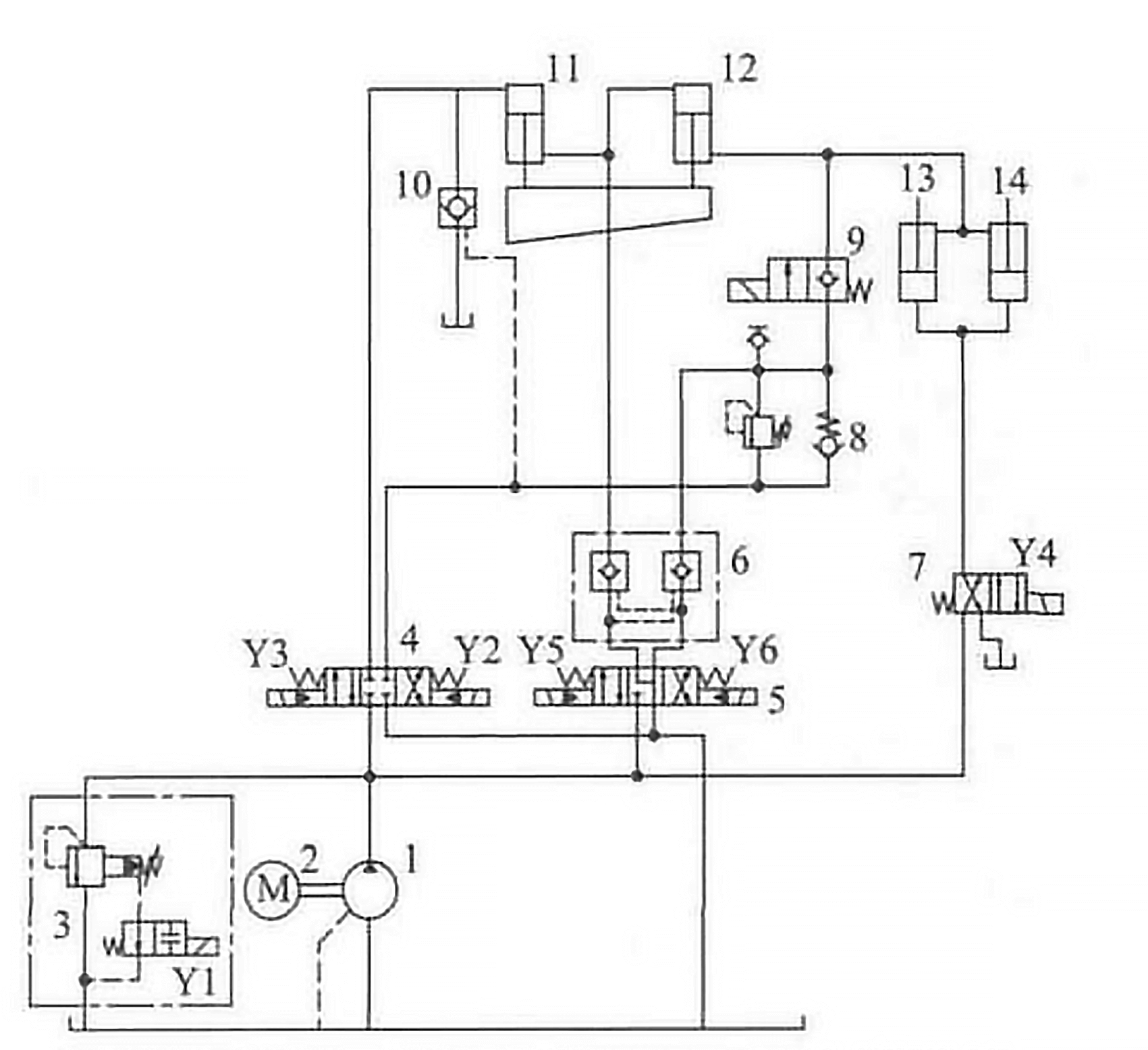
Gambar 3 menunjukkan diagram skematik hidraulik dari geser guillotine. Ketika geser tidak digunakan, pompa tidak aktif dan elektromagnet tidak diberi energi. Untuk mengatur sudut geser, dikontrol oleh katup pembalik 5. Gambar 2 mengilustrasikan proses geser.
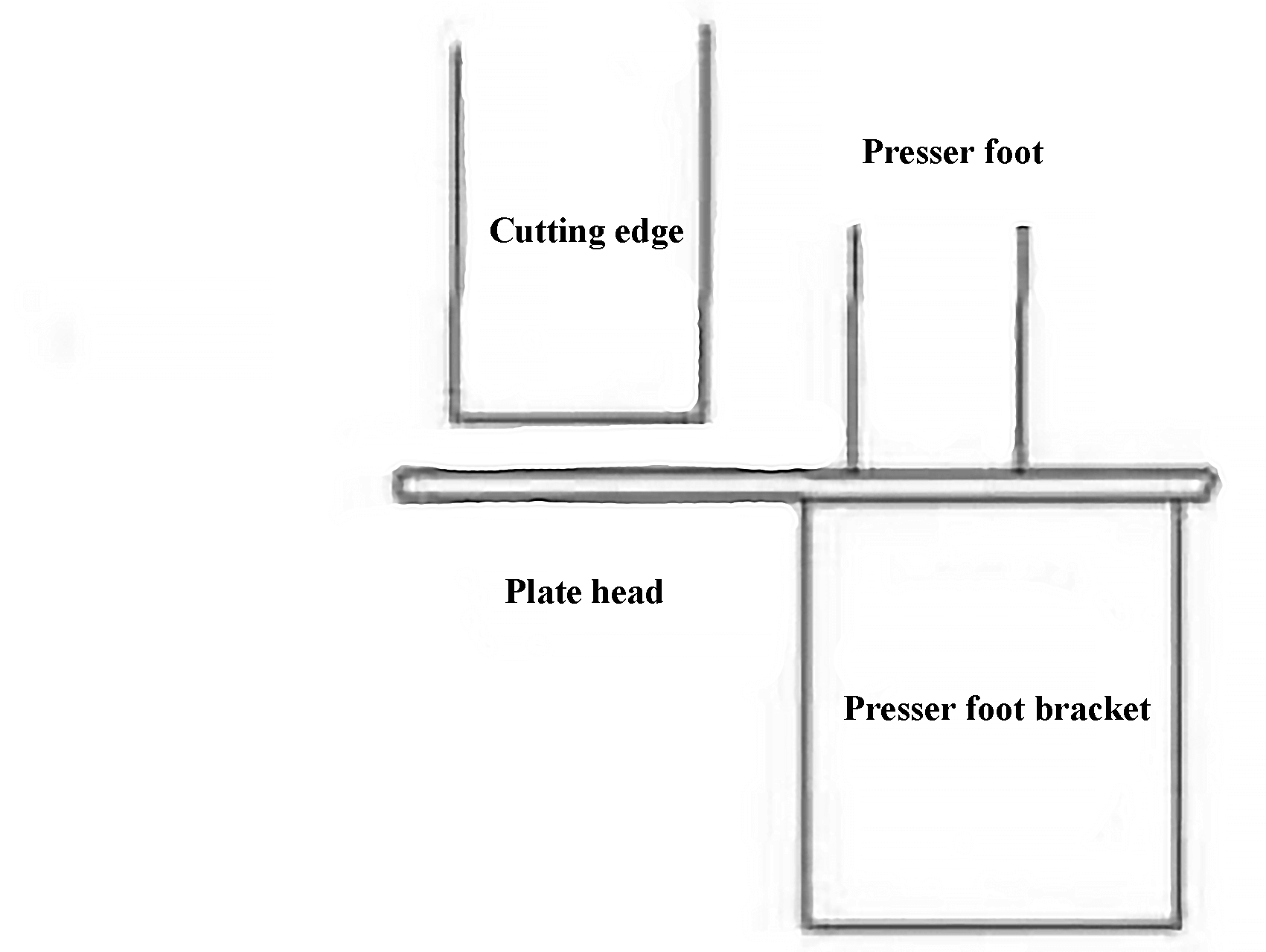
Gbr. 2 Diagram skematik pemotongan kaki presser
Katup pengarah 7 dinyalakan untuk mengaktifkan elektromagnet Y4, yang mengontrol kaki penekan silinder hidrolik 13 dan 14 untuk menjepit kepala atau ekor pelat. Katup pengarah 4 mengontrol silinder hidraulik 11 dan 12 secara seri untuk melakukan aksi geser, dan katup pengarah 9 terbuka untuk pengembalian oli. Katup pembalik 4 juga dapat mengontrol pengangkatan ujung tombak secara bersamaan. Urutan spesifik aktivasi elektromagnet ditunjukkan pada Tabel 1.
y - nilai relatif dari jarak bebas lateral tepi depan;
x - koefisien pengaruh pers.
Menurut data, nilai ξx, z, y, dan x berturut-turut adalah 0.25, 0.95, 0.083, dan 7.7. Gbr. 4 menunjukkan analisis kuantitatif σb, h, dan α, yang menunjukkan bahwa batas kekuatan dan ketebalan pelat berbanding lurus dengan gaya geser F, sedangkan sudut kemiringan bilah berbanding terbalik dengan gaya geser.
Berdasarkan kesimpulan ini, kesalahan umum pada sistem hidraulik utama dari jenis geser pelat guillotine ini telah dianalisis dan dirangkum.
2. Analisis masalah
2.1 No tekanan dalam sistem
Untuk mengatasi masalah ini, pertama-tama penting untuk menentukan apakah motor berputar balik dan memeriksa kerusakan pada konektor antara motor dan pompa. Jika masih tidak ada tekanan setelah kedua hal ini dikesampingkan, maka dapat dicurigai adanya kerusakan pada katup pelepas 3. Penyebab masalahnya bisa jadi karena lubang redaman yang tersumbat pada katup pelepas, atau katup pengarah yang macet atau kebocoran parah pada katup pelepas.
2.2 STekanan darah tidak naik
Sebagian besar kesalahan terkait dengan katup. Kebocoran internal dan inti katup yang macet dapat mencegah tekanan sistem naik, dan masalah ini dapat diatasi dengan mengontrol katup solenoid yang sesuai satu per satu.
Namun, sebelum mengatasi masalah katup, penting untuk memeriksa tangki sistem terlebih dahulu. Jika terdapat banyak gelembung di dalam tangki oli, hal ini mengindikasikan bahwa pompa tidak berfungsi dengan baik. Dalam hal ini, periksa level oli di dalam tangki terlebih dahulu. Jika ketinggian oli hidraulik mencukupi, periksa bantalan bunga plum atau pin nilon pada kopling apakah ada kerusakan. Jika masalah ini dikesampingkan, maka dapat disimpulkan bahwa pompa telah rusak. Jika terdapat serpihan besi dan tembaga di dalam oli, hal ini mengindikasikan bahwa pompa dan katup sudah sangat aus dan menyebabkan tekanan yang tidak memadai.
Geser jenis ini tidak memiliki sistem pendingin. Jika operator gagal mematikan elektromagnet Y1 dan Y3 setelah pekerjaan selesai, dan jika motor tidak dimatikan, sejumlah besar panas akan dihasilkan dalam waktu singkat, menyebabkan suhu oli naik dan menurun.
Setelah mengatasi masalah pompa dan katup, masalah penyegelan dalam silinder hidraulik dapat langsung diidentifikasi, yang menyebabkan kegagalan tekanan sistem.
Gbr. 4 Hubungan antara parameter dan F
2.3 AJatuhnya kaki penekan dan gunting secara otomatis
Gambar 5 menggambarkan struktur kaki penekan pada pelat geser. Karena beratnya, silinder hidraulik kaki penekan memiliki kecenderungan untuk jatuh. Diagram skematik membantu mengidentifikasi alasan jatuhnya silinder hidraulik kaki penekan.
Seperti yang ditunjukkan pada diagram, rongga batang silinder hidrolik 13 dan 14 terhubung ke rongga batang silinder hidrolik 12 dan katup solenoid 9. Jika silinder hidrolik 12 berfungsi dengan baik, katup solenoid 9 harus menjadi titik pertimbangan pertama. Jika katup solenoid 9 dilepas, oli di rongga batang silinder hidrolik 13 dan 14 akan terhubung ke port B dari katup pengarah solenoid 4 dan port oli kontrol dari katup periksa kontrol hidrolik 10, yang akan mengakibatkan kebocoran seiring waktu.
Untuk mencegah kebocoran, katup pembalik 9 menggunakan struktur katup dudukan. Jika elektromagnet Y7 diaktifkan dengan tidak benar atau permukaan penyegelan katup dudukan kehilangan efek penyegelan, kaki penekan akan jatuh lagi.
Penyebab umum lain dari kaki presser yang jatuh adalah kerusakan pada seal di silinder hidrolik 11 dan 12.
Gbr. 5 Mekanisme kaki penekan mesin geser
Mengenai jatuhnya mata potong secara otomatis, seperti ditunjukkan pada Gambar 3, gunting dikendalikan oleh dua silinder hidraulik yang dihubungkan secara seri. Katup arah elektromagnetik 4 dan 5 mengontrol tindakan gunting yang berbeda-beda. Diameter batang, diameter silinder, dan langkah silinder hidrolik 11 masing-masing adalah 212 mm, 320 mm, dan 185 mm. Diameter batang, diameter silinder, dan langkah silinder hidrolik 12 masing-masing adalah 212 mm, 240 mm, dan 185 mm. Jika segel dan sambungan kedua silinder hidrolik bocor, mata pisau pemotong akan jatuh secara otomatis. Sama seperti kaki penekan, katup bola elektromagnetik 9 juga akan jatuh secara otomatis.
Kemungkinan penyebab lain dari jatuhnya otomatis adalah katup solenoid 5 dan kunci hidrolik 6. Jika cincin-O pada kunci hidraulik 6 tidak dipasang dengan benar atau suhu oli menjadi terlalu tinggi, cincin-O dapat tersangkut di kunci hidraulik dan memblokir sirkuit oli, sehingga kunci hidraulik tidak dapat menutup dengan benar. Hal ini akan menyebabkan oli dalam dua silinder hidraulik kembali ke tangki oli melalui katup pengarah elektromagnetik 5 ("fungsi tipe-J"), yang mengakibatkan jatuhnya pemotong. Masalah ini dapat diatasi dengan mengganti cincin "O".
2.4 Ujung tombak tidak dapat menggerakkan pelat
Telah ditentukan bahwa batas kekuatan dari pelat bajaketebalan pelat baja, dan sudut geser, semuanya berperan dalam proses geser. Sebagai contoh, pelat baja X70 setebal 15,9 mm membutuhkan tekanan sekitar 12,5 MPa. Namun, dalam praktiknya, biasanya pelat baja gagal dipotong meskipun tekanannya disesuaikan hingga 15 MPa atau 20 MPa dan tidak ada kesalahan kebocoran oli pada peralatan. Dalam kasus ini, perlu untuk mengidentifikasi masalah dengan memeriksa struktur peralatan.
Gambar 4 menunjukkan bahwa perbedaan gaya geser antara sudut blade 2,5° dan 10° hampir 5 kali lipat, sehingga kegagalan proses geser terutama disebabkan oleh sudut blade. Selama pengoperasian peralatan, pengaturan batas yang salah untuk silinder hidrolik geser dapat mengakibatkan kegagalan mencapai sudut yang diperlukan untuk proses geser, yang dapat diatasi dengan menyesuaikan batas silinder hidrolik geser.
Seperti yang ditunjukkan pada Gambar 6, saat memotong, mata potong sering kali memotong lebih dulu, tetapi silinder kaki penekan tidak menekan ke bawah, menyebabkan pelat baja melengkung dan gagal memotong. Elektromagnet Y2, yang mengontrol geseran, dan elektromagnet Y4, yang mengontrol kaki penekan, dinyalakan pada waktu yang sama, jadi masalahnya tidak terkait dengan urutan penyalaan.
Kecepatan silinder hidrolik geser 11 adalah v1= q / s11dan kecepatan silinder hidrolik kaki penekan adalah v2= q / 2 / s13.
Di antara mereka, S11 adalah area piston silinder hidrolik 11, dengan 0,08 m2.
S13 adalah area piston silinder hidrolik 13, dengan 0,0095 m2, jadi v2 ≈ 4v1.
Oleh karena itu, dalam sistem ini, sinkronisasi geser dan kaki penekan dapat disesuaikan dengan menyesuaikan katup pelepas kerja langsung 8.
Gbr. 6 Diagram skematik kegagalan geser
Katup pelepas 8 memiliki dua tujuan utama dalam sistem. Pertama, meningkatkan tekanan balik oli untuk mencegah silinder geser merayap. Kedua, dapat digunakan untuk menyesuaikan kecepatan kaki geser dan penekan.
Persamaan karakteristik aliran dikenal sebagai:
Dapat ditentukan bahwa aliran g yang melalui katup pelepas 8 sebanding dengan perbedaan tekanan △p antara P dan T.
Saat menggeser, tekanan p12 pada sambungan rongga batang silinder hidrolik 12 lebih besar dari jumlah tekanan p1314 rongga batang dari dua silinder hidrolik kaki penekan 13 dan 14.
Oleh karena itu, ketika aliran oli balik g tidak boleh lebih besar dari atau sama dengan p12 + p1314, p12 akan mengerahkan gaya reaksi pada silinder hidrolik 13 dan 14 untuk memperlambat kecepatan pengepresan silinder hidrolik 13 dan 14, yang mengakibatkan kegagalan yang ditunjukkan pada Gambar 6.
Saat ini, tekanan katup pelepas 8 dapat disesuaikan untuk mengubah aliran oli balik (qT), sehingga menghasilkan efek kaki penekan yang digambarkan pada Gambar 2.
Seperti yang digambarkan pada Gambar 7, silinder hidrolik geser diamankan ke rak melalui anak tangga pada silinder.
Gbr. 7 Diagram skematik silinder hidraulik geser
Ketika pijakan di titik A menjadi aus, mirip dengan titik B, pelat baja memberikan gaya ke atas pada ujung tombak, menyebabkan silinder hidraulik bergerak ke atas karena reaksi gaya.
Seketika, sudut kemiringan blade meningkat dan gaya geser berkurang, yang merupakan penyebab signifikan dari kegagalan geser pelat baja.
3. Kesimpulan
Artikel ini membahas sebagian kelemahan dalam sistem hidrolik geser guillotine.
Berdasarkan pengalaman operasional selama beberapa tahun terakhir, kesalahan peralatan sering kali bersifat kompleks.
Gangguan mekanis sering kali terjadi bersamaan dengan gangguan hidraulik, dan gangguan hidraulik bersamaan dengan gangguan listrik.
Namun, dengan memanfaatkan gambar referensi, melakukan analisis di tempat, dan membuat basis data kegagalan peralatan, maka dapat dengan cepat menentukan sumber kegagalan peralatan dan memastikan pengoperasian yang normal.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana pelat baja yang sangat besar itu dipotong dengan presisi seperti itu? Masuki dunia mesin geser hidrolik - pahlawan tanpa tanda jasa dalam industri fabrikasi logam....
Bagaimana Anda dapat memastikan gunting guillotine Anda beroperasi dengan aman dan bertahan lebih lama? Artikel ini membahas praktik perawatan yang penting untuk gunting guillotine, mulai dari pemeriksaan harian hingga perbaikan tahunan. Anda akan mempelajari hal-hal penting...
Seberapa sering Anda harus melumasi guillotine shear Anda untuk memastikan kinerjanya yang optimal? Dalam artikel ini, kami mempelajari praktik pelumasan penting yang menjaga peralatan vital ini tetap berjalan dengan lancar....
Pernahkah Anda bertanya-tanya perusahaan mana yang memimpin industri mesin geser hidrolik? Artikel ini membahas 26 produsen teratas di seluruh dunia, merinci sejarah, spesialisasi, dan jangkauan global mereka. Dari perusahaan yang sudah lama berdiri...
Gunting lembaran logam, sesuai dengan namanya, adalah mesin yang digunakan untuk memotong lembaran logam. Pemilihan material didasarkan pada pelat Q235 secara umum. Jika memotong pelat Q345, maka...
Pernahkah Anda bertanya-tanya bagaimana cara memaksimalkan efisiensi dan keamanan mesin gunting Anda? Panduan ini mengupas berbagai tips penting untuk mengoperasikan dan memelihara alat yang canggih ini. Mulai dari memilih yang tepat...
Apakah mesin geser mekanis Anda tidak berfungsi sebagaimana mestinya? Dalam panduan ini, Anda akan menemukan langkah-langkah pemecahan masalah yang terperinci untuk masalah umum seperti lebar geser yang tidak konsisten, masalah kelurusan permukaan,...
Pernahkah Anda bertanya-tanya, bagaimana lembaran logam yang sangat besar dapat dipotong secara tepat dengan upaya minimal? Dalam artikel ini, kita akan menjelajahi dunia gunting guillotine hidrolik yang memukau. Anda akan belajar tentang...
Pernahkah Anda bertanya-tanya, bagaimana pabrik menghasilkan potongan logam yang presisi dengan upaya yang minimal? Masukkan mesin bentukan, alat serbaguna yang digunakan untuk memotong pelat logam pada berbagai sudut. Artikel ini...