Pembengkokan Lembaran Logam: 5 Poin Penting yang Perlu Anda Ketahui
Apa yang memastikan pembengkokan yang sempurna pada lembaran logam? Artikel ini mengupas lima faktor penting yang dapat membuat atau menghancurkan proyek penekukan lembaran logam Anda, yang mencakup aspek-aspek penting seperti radius penekukan minimum, tinggi penekukan, margin lubang, posisi garis penekukan, dan pentingnya memposisikan lubang. Pembaca akan mendapatkan pemahaman yang lebih dalam tentang prinsip-prinsip dasar ini, memastikan presisi dan kualitas dalam tugas pengerjaan logam mereka.
Radius tekukan minimum mengacu pada radius sudut tekukan bagian dalam, asalkan serat luar lembaran tidak putus selama proses penekukan.
Anda hanya perlu menentukan radius tekukan minimum berdasarkan permintaan khusus, dan radius ini harus ditingkatkan sebanyak mungkin dalam kondisi normal.
Tabel 1 mencantumkan jari-jari tekukan minimum untuk berbagai seri ketebalan bahan lembaran logam yang umum digunakan.
2.1 Untuk memastikan kualitas benda kerja yang ditekuk, tepi lurus bagian yang ditekuk tidak boleh kurang dari ketinggian tekukan minimum.
Ketika menekuk untuk membentuk sudut siku-siku, seperti yang ditunjukkan pada Gambar 1, tinggi tekukan minimum ditentukan dengan rumus (1).
hmin= r+2t---------------------(1)
Gbr. 1
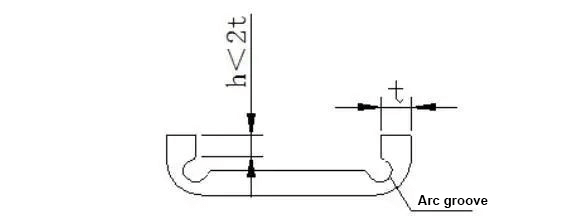
2.2 Persyaratan khusus dari ketinggian tekukan:
Jika desain perlu menekuk tinggi tekukan h ≤ r + 2t, hal pertama yang perlu dilakukan adalah meningkatkan tinggi tekukan, kemudian menekuk dan memprosesnya ke ukuran yang diperlukan.
Setelah memproses alur busur dangkal di zona deformasi tekukan, tekuk lagi, seperti yang ditunjukkan pada Gambar 2.
Gbr. 2
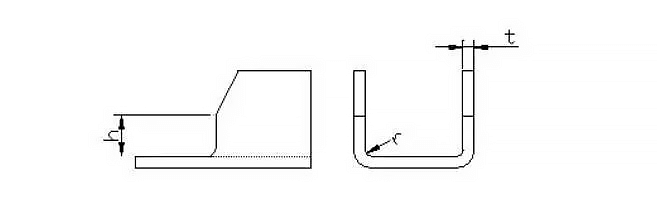
2.3 Ketinggian tepi lurus dari sisi yang ditekuk dengan sudut miring.
Apabila membengkokkan bagian yang bengkok dengan tepi samping yang miring, seperti ditunjukkan pada Gambar 3.
Ketinggian minimum sisi samping seperti pada persamaan (2).
hmin = (2 ~ 4) t > 3mm---------------(2)
Gbr. 3
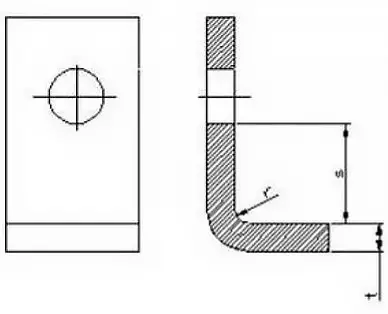
3. Margin lubang minimum
Jika diperlukan pembengkokan setelah pelubangan, lubang harus diposisikan di luar area deformasi pembengkokan untuk mencegahnya berubah bentuk selama proses pembengkokan.
Jarak tepi lubang dari permukaan bagian dalam tepi bengkok ditunjukkan pada Tabel 2.
Tabel 2: Margin lubang minimum
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t + 2
≤2
s≥t+ r
>25-50
s≥2.5t + 2
>2
s≥1.5t+ r
>50
s≥3t+ r
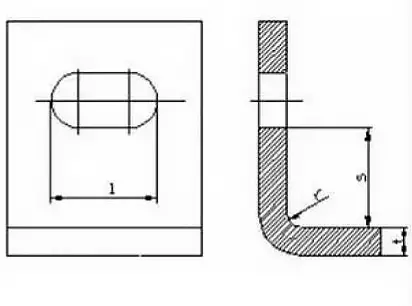
4. Posisi garis tekukan
4.1 Saat menekuk sebagian bagian, bagian garis tikungan tidak boleh berada di lokasi perubahan dimensi yang mendadak untuk menghindari retakan lentur yang disebabkan oleh konsentrasi tegangan pada sudut tajam perubahan dimensi.
Jarak S dari mutasi harus lebih besar dari radius tekukan r, lihat Gambar 4a.
Atau proses pelubangan lubang atau alur untuk memisahkan zona deformasi dari non-deformasi, lihat Gambar 4b, 4c.
Perhatikan persyaratan ukuran gambar: S ≥ R; lebar slot k ≥ t; kedalaman slot L ≥ t + R + k / 2.
Gambar 4
4.2 Ketika lubang terletak di zona deformasi pembengkokan, langkah-langkah proses yang harus diambil sebelum pembengkokan ditunjukkan pada Gambar 5.
Gbr. 5
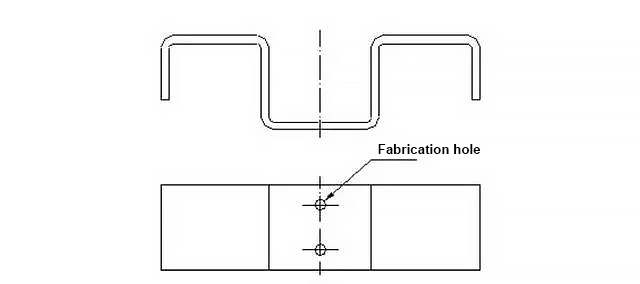
5. Bagian yang bengkok harus dirancang untuk mengatur lubang pemosisian proses
Untuk memastikan posisi lembaran yang tepat dalam die dan mencegah gerakan selama pembengkokan yang menyebabkan produk terbuang, bagian yang dibengkokkan harus dirancang dengan lubang pemosisian proses, seperti yang diilustrasikan pada Gambar 6.
Khususnya untuk komponen yang dibentuk melalui beberapa tikungan, lubang proses harus digunakan sebagai titik referensi untuk pemosisian guna mengurangi kesalahan kumulatif dan menjamin kualitas produk.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana komponen lembaran logam dirancang dan diproduksi dengan presisi? Dalam artikel blog ini, kita akan menyelami dunia bend allowance yang memukau - sebuah hal yang sangat penting...
Pernahkah Anda bertanya-tanya bagaimana material yang berbeda memengaruhi pembengkokan lembaran logam? Dalam artikel yang penuh wawasan ini, seorang insinyur mekanik berpengalaman berbagi keahlian mereka tentang dampak jenis material, ketebalan, dan...
Perhatian semua perakit dan perancang lembaran logam! Apakah Anda kesulitan menentukan radius tekukan yang optimal untuk proyek Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan membahas tentang...
Pernahkah Anda bertanya-tanya tentang seni dan ilmu pengetahuan di balik pembentukan lembaran logam menjadi bentuk yang rumit? Dalam artikel blog yang memikat ini, kami menyelami dunia lembaran logam yang memukau...
Pernahkah Anda bertanya-tanya mengapa proyek lembaran logam Anda terkadang membengkok dengan canggung atau retak? Artikel ini mengungkap peran penting lubang fabrikasi dalam pembengkokan lembaran logam. Anda akan mempelajari bagaimana lubang-lubang ini...
Bayangkan membengkokkan lembaran logam tanpa meninggalkan bekas atau goresan. Dalam artikel ini, kami mengeksplorasi teknik inovatif untuk pembengkokan lembaran logam tanpa bekas, mengatasi tantangan seperti gesekan, kekerasan material, dan...
Pernahkah Anda berpikir bahwa membengkokkan lembaran logam bisa begitu rumit? Pembengkokan tertutup, teknik penting dalam pemrosesan lembaran logam, menggunakan metode khusus untuk menghasilkan lengkungan yang presisi dan tahan lama tanpa memerlukan...
Bayangkan mencapai tekukan lembaran logam yang sempurna tanpa bekas atau cacat. Artikel ini membahas teknik-teknik canggih yang memastikan kualitas permukaan yang murni dalam proses pembengkokan logam. Anda akan belajar tentang inovasi...
Pernahkah Anda bertanya-tanya, bagaimana struktur baja masif pada lokomotif mencapai lekukan yang presisi? Dalam artikel ini, kami mengungkap rahasia di balik pembuatan radius tikungan yang besar pada bagian lembaran logam ....