1. Karakteristik lapping
Lapping memiliki karakteristik sebagai berikut:
(1) Benda kerja kekasaran permukaan dapat mencapai Ra = 0,006 hingga 0,1 μm, dan pemotongan mikro dengan Ra = 0,1 μm dapat dicapai.
(2) Dapat menghasilkan kecocokan yang sangat tepat di antara permukaan perkawinan.
(3) Lapping dilakukan pada kecepatan rendah dan tekanan rendah, sehingga menghasilkan panas yang minimal.
Permukaan benda kerja tidak memiliki lapisan metamorf, sehingga menghasilkan kualitas yang lebih baik.
(4) Perangkat dan mesin gerinda memiliki struktur yang relatif sederhana, sehingga cocok untuk produksi satu bagian secara manual dan produksi batch mekanis.
Keakuratan penggerindaan manual bergantung pada keakuratan alat pemukul dan keterampilan pengoperasian pekerja, sedangkan keakuratan penggerindaan mekanis juga bergantung pada ketepatan alat pemukul, lintasan yang benar, dan metode pengoperasian yang tepat.
(5) Selama proses penggerindaan, partikel abrasif yang keras dapat dengan mudah masuk ke dalam permukaan benda kerja yang lunak, sehingga memengaruhi masa pakai dan sifat optiknya.
(6) Efisiensi lapping rendah.
Bahan alat pemukul biasanya lembut dan mudah aus, sehingga harus dirawat secara teratur untuk memastikan keakuratannya.
2. Bahan dan permukaan yang dapat dikerjakan dengan mesin dari menjilati
Penggilingan dapat memproses berbagai macam bahan logamtermasuk baja (termasuk baja yang dipadamkan), besi tuang, tembaga, dan karbida yang disemen, serta bahan non-logam seperti keramik, permata, semikonduktor, kaca, dan plastik.
Bentuk permukaan benda kerja meliputi permukaan silinder dalam dan luar, permukaan kerucut, bidang, permukaan cembung dan cekung, permukaan bola dalam dan luar, ulir sekrup, roda gigi, dan lainnya.
3. Lprinsip aplikasi
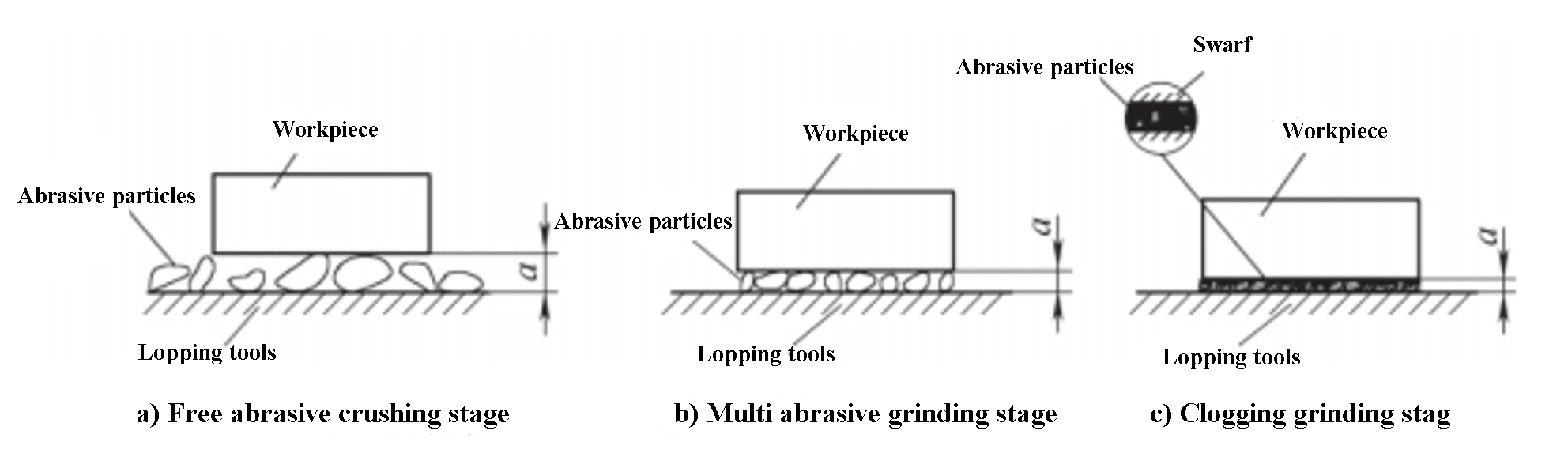
Dalam pemolesan, jumlah abrasif yang sesuai ditempatkan di antara alat pemolesan dan permukaan benda kerja.
Kombinasi gerakan bolak-balik dan rotasi atau rotasi dan gerakan planet kemudian dilakukan di bawah tekanan tertentu.
Partikel abrasif dalam bahan abrasif dibuat untuk meluncur atau menggelinding di antara alat pemukul dan permukaan benda kerja, sehingga menghasilkan pemotongan mikro.
Karena sifat partikel abrasif yang halus, hanya lapisan material yang sangat tipis yang dapat dipotong.
Hal ini menghasilkan jalur gerakan bersih yang sangat kecil pada permukaan benda kerja, sehingga menghasilkan kualitas permukaan dan akurasi pemesinan yang luar biasa.
Abrasif dapat dibagi menjadi pengamplasan basah (pengamplasan basah), pengamplasan kering (pengamplasan kering), dan pengamplasan semi-kering (pengamplasan tempel) berdasarkan kondisi penggunaannya.
Gbr. 1 Proses pemolesan basah
4. Akurasi pemesinan yang lapping dapat mencapai
Lapping dibangun di atas pra-pemrosesan yang baik dengan melakukan pemotongan mikro dengan kekasaran permukaan Ra = 0,01 hingga 0,1 μm dan pengumpanan mikro.
Tingkat presisi dan kualitas permukaan ini sulit dicapai melalui metode pemesinan lain dan bisa beberapa kali lebih tinggi daripada hasil dari metode alternatif.
Presisi bisa mencapai 0,025 μm dan kekasaran permukaan bisa mencapai Ra = 0,006 μm.
Sementara metode pemesinan lainnya mungkin mengikuti pendekatan "pemrosesan salinan", lapping adalah "pemrosesan kreasi" secara keseluruhan.
Selama proses ini, presisi alat lapping dan benda kerja ditingkatkan, melampaui presisi asli alat lapping.
5. Abrasif
Bahan abrasif terdiri atas partikel abrasif, cairan penggerindaan, dan pengisi tambahan.
Berdasarkan metode penggerindaan dan bahan benda kerja, abrasif cair, pasta gerinda, dan abrasif padat dapat disiapkan.
Partikel abrasif merupakan komponen penting dari bahan abrasif, dan kinerja serta pemilihannya yang tepat sangat memengaruhi efisiensi dan kualitas penggerindaan.
1) Bahan abrasif
Bahan abrasif yang umum digunakan adalah korundum, silikon karbida, boron karbida, berlian, dan boron nitrida kubik.
Bahan abrasif lunak, seperti oksida besi, oksida kromium, dan oksida serium, juga dapat digunakan untuk mengurangi kekasaran permukaan benda kerja.
Bahan abrasif korundum digunakan untuk menggerinda komponen baja secara umum, sedangkan bahan abrasif silikon karbida atau boron karbida digunakan untuk menggerinda material yang keras dan rapuh seperti besi tuang, paduan keras, permata, dan keramik.
Bahan abrasif diamond cocok untuk menggerinda semen karbida, keramik, batu permata, dan kaca optik, dan bahan abrasif boron nitrida kubik harus digunakan untuk menggerinda baja berkecepatan tinggi dan baja mati.
Pemilihan ukuran abrasif dan efisiensi penggerindaan secara langsung terkait dengan kekasaran permukaan benda kerja.
Ukuran partikel yang kasar menghasilkan efisiensi yang tinggi tetapi nilai kekasaran permukaan (Ra) yang tinggi, sedangkan ukuran partikel yang lebih kecil menghasilkan efisiensi yang lebih rendah tetapi nilai kekasaran permukaan yang lebih rendah.
Ukuran butiran berkisar dari W0,5 hingga W40, dan kekasaran permukaan dapat berkisar dari 0,006 hingga 0,4 μm.
2) Menjilati cairan
Cairan lapping berfungsi untuk mendinginkan dan melumasi selama proses berlangsung dan membantu mendistribusikan partikel abrasif secara merata pada permukaan alat lapping.
Untuk penggerindaan kasar, digunakan oli sistem full-loss N15, sedangkan untuk penggerindaan akhir, digunakan campuran satu bagian oli sistem full-loss N15, tiga bagian minyak tanah, sedikit oli turbin atau oli spindel, dan oli mineral ringan atau oli trafo.
Minyak tanah digunakan untuk menggerinda besi tuang, sedangkan minyak hewani dan sedikit minyak spindel atau minyak nabati digunakan untuk menggerinda tembaga. Minyak nabati, minyak turbin, atau emulsi digunakan untuk menggerinda baja yang telah dipadamkan dan baja tahan karat.
Minyak zaitun, kebulatan minyak, atau air suling digunakan untuk menggiling berlian, bensin untuk menggiling semen karbida, alkohol untuk menggiling emas, perak, dan platinum, dan air untuk menggiling kaca dan kristal.
3) Pengisi tambahan
Dalam proses lapping, pengisi tambahan berfungsi untuk adsorpsi dan meningkatkan efisiensi pemrosesan.
Bahan pengisi tambahan yang umum digunakan terdiri dari asam stearat atau asam oleat, asam lemak, dan gliserin industri sebagai komponen utama dalam proporsi yang bervariasi.
4) Persiapan abrasif
Pada wet lapping, abrasive cair terdiri dari minyak tanah, gemuk campuran, dan bubuk abrasif dengan konsentrasi (fraksi massa) sekitar 30% hingga 40%. Konsentrasi berkurang jika serbuknya halus dan disuplai secara otomatis oleh mesin.
Pada pemolesan kering, campuran 15g bubuk abrasif, 8g lemak campuran, 200ml bensin penerbangan, dan 35g minyak tanah digunakan setelah direndam selama satu minggu. Pasta gerinda mengandung bubuk abrasif 20% hingga 50%, asam oleat 25% hingga 30%, lemak campuran 18% hingga 30%, dan dalam beberapa kasus, sekitar 15% Vaseline ditambahkan untuk bubuk yang sangat halus.
Sabun abrasif padat, atau sabun abrasif, digunakan untuk meningkatkan kilau permukaan benda kerja. Komposisinya meliputi 57% kromium oksida, 21.5% parafin, 21.5% lilin lebah, 11% minyak campuran asam stearat, dan 7% minyak tanah.
6. Fungsi dan bahan dari menjilati alat
1) Fungsi alat pemukul
Alat pemukul berfungsi sebagai cetakan untuk pemukulan, memberikan akurasi geometrisnya sendiri pada benda kerja sampai tingkat tertentu. Alat ini bertanggung jawab untuk membawa bahan abrasif untuk pelapisan dan penyematan. Selama gerakan relatifnya dengan benda kerja, benda kerja diproses untuk mencapai akurasi pemesinan dan kualitas permukaan yang diinginkan.
Alat pemukul harus memiliki alur untuk menahan abrasif dan mencegah penumpukan abrasif yang berlebihan. Alat ini juga harus memiliki akurasi geometris yang tepat, kekakuan yang memadai, material yang kompak dan bebas dari kotoran, serta kekerasan yang seragam.
2) Bahan alat pemukul
Besi tuang cocok untuk menggerinda berbagai macam material; baja ringan cocok untuk menggerinda benang berdiameter kecil dan lubang kecil; kuningan dan tembaga merah cocok untuk menggerinda kasar dan menggerinda permata; kayu keras cocok untuk menggerinda tembaga dan logam lunak; timah dan timbal cocok untuk meningkatkan kualitas permukaan benda kerja karena terlalu lunak untuk mengubah bentuk benda kerja.
7. Lapplintasan dan parameter
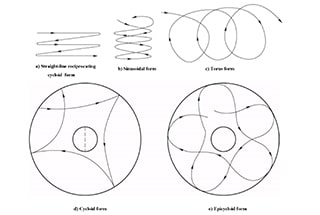
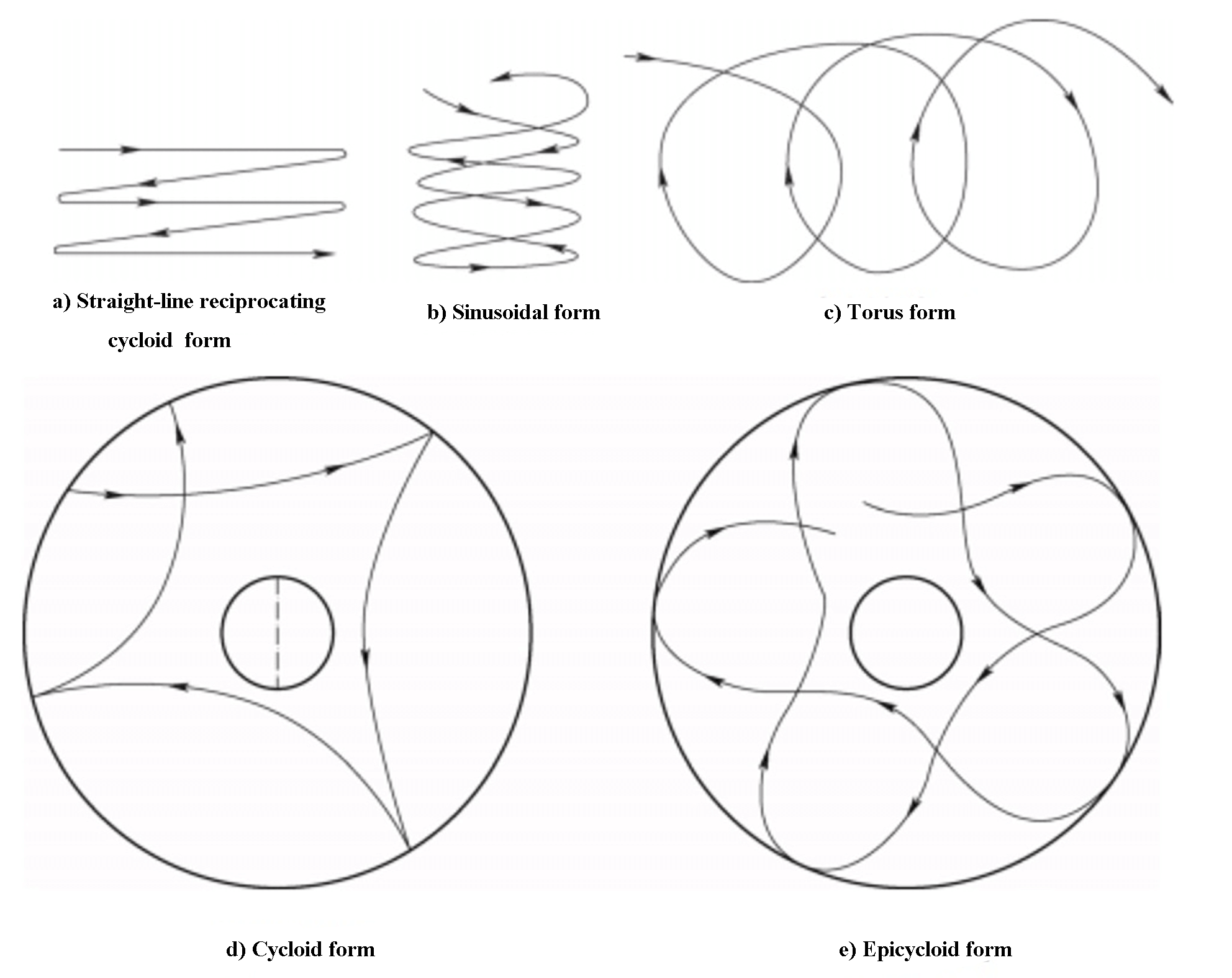
1) Lintasan lapping ditunjukkan pada Gbr. 2, dan memiliki bentuk yang berbeda seperti sikloid bolak-balik garis lurus.
Gbr. 2 Lintasan lapping
2) Tekanan lapping
Pada pemukulan basah, tekanan berkisar antara 10 hingga 25 MPa, sedangkan pada pemukulan kering, tekanan berkisar antara 1 hingga 15 MPa. Untuk pemukulan halus, nilai tekanannya lebih rendah.
3) Kecepatan menjilat
Efisiensi pemutaran berbanding lurus dengan kecepatan pemutaran. Kecepatan lapping untuk lapping basah adalah 20 hingga 100 m/menit, dan kecepatan lapping kering adalah 10 hingga 20 m/menit. Jika akurasi benda kerja tinggi dan bahan benda kerja lunak, nilai yang lebih kecil harus diambil.
4) Tunjangan lapping
Lubang bagian dalam adalah 0,01-0,03 mm (kelonggaran diameter), lingkaran luar 0,005-0,01 mm, dan bidang 0,005-0,01 mm.
5) Masalah yang perlu diperhatikan
Bahan abrasif harus disimpan dengan benar untuk mencegah kontaminasi dari debu; ketika beralih ke bahan abrasif dengan ukuran partikel yang berbeda, bahan abrasif yang ada pada benda kerja dan alat pemukul harus dibersihkan dengan minyak tanah untuk mencegah goresan pada permukaan benda kerja; lingkungan pemukul harus bebas dari debu.
8. Kesimpulan
Lapping adalah teknologi pemrosesan presisi dan ultra-presisi yang menghasilkan nilai kekasaran permukaan yang sangat rendah. Dengan kemajuan teknologi, tuntutan akan kualitas produk semakin meningkat. Dalam finishing lokal, lapping memiliki keunggulan yang tak tertandingi dibandingkan metode pemotongan lainnya, sehingga membuatnya signifikan dalam memproses benda kerja dengan presisi dan kualitas permukaan yang tinggi.