Pemecahan Masalah Mesin Pemotong Laser: 100+ Masalah & Solusi
Pemotongan laser merevolusi manufaktur, tetapi bahkan mesin yang paling canggih pun mengalami masalah. Dalam artikel blog ini, kami membahas masalah umum yang dihadapi oleh mesin pemotongan pelat laser dan memberikan solusi pemecahan masalah langkah demi langkah. Teknisi mekanik ahli kami menguraikan setiap masalah, mulai dari ketidakakuratan pemotongan hingga suara yang tidak normal, menawarkan penjelasan yang jelas dan perbaikan praktis. Baik Anda seorang operator atau profesional pemeliharaan, panduan ini akan membantu Anda dengan cepat mendiagnosis dan menyelesaikan masalah mesin pemotongan laser, memastikan kinerja yang optimal dan meminimalkan waktu henti.
Mesin pengukiran dan pemotongan laser telah menjadi alat yang sangat diperlukan di berbagai industri, menawarkan presisi, kecepatan, dan keserbagunaan yang tak tertandingi dalam pemrosesan material. Namun demikian, mesin yang canggih ini dapat mengalami berbagai masalah yang dapat mengganggu kinerjanya. Panduan ini memberikan metode pemecahan masalah yang komprehensif untuk membantu pengguna mengatasi masalah umum yang dihadapi dengan mesin pengukiran dan pemotongan laser. Dengan mengidentifikasi dan menyelesaikan masalah ini secara sistematis, pengguna dapat memastikan kinerja mesin yang optimal dan tahan lama.
Pentingnya Pemecahan Masalah yang Tepat untuk Mesin Pengukiran dan Pemotongan Laser
Pemecahan masalah yang tepat sangat penting untuk menjaga efisiensi dan efektivitas mesin pengukiran dan pemotongan laser. Mengidentifikasi dan mengatasi masalah dengan segera dapat mencegah masalah kecil meningkat menjadi masalah besar, sehingga mengurangi waktu henti dan biaya perbaikan. Pemecahan masalah dan pemeliharaan rutin juga meningkatkan kualitas ukiran dan pemotongan, memastikan hasil yang konsisten dan berkualitas tinggi.
Mesin pengukiran dan pemotongan laser adalah sistem kompleks yang mengandalkan penyelarasan yang tepat, kalibrasi, dan komponen yang bersih agar berfungsi dengan benar. Misalnya, ketidaksejajaran atau kontaminasi dapat menyebabkan masalah seperti ukiran yang tidak sejajar, gambar yang tidak jelas, dan panas berlebih. Dengan mengikuti langkah-langkah pemecahan masalah yang diuraikan dalam panduan ini, pengguna dapat mengatasi masalah ini secara sistematis, memastikan mesin mereka beroperasi dengan lancar dan efisien.
Konsep Utama dan Dampaknya
Penyelarasan Laser: Penyelarasan laser yang tepat sangat penting untuk ukiran dan pemotongan yang akurat. Laser yang tidak sejajar dapat menghasilkan ukiran yang tidak rata atau tidak tepat, yang dapat mengganggu kualitas produk akhir. Memeriksa dan menyesuaikan penyelarasan laser secara teratur memastikan presisi dan konsistensi.
Debu dan Kontaminasi: Debu dan kotoran dapat menumpuk pada komponen mesin, sehingga memengaruhi kinerjanya. Sebagai contoh, debu pada lensa laser dapat menyebarkan sinar laser, sehingga menyebabkan ukiran yang tidak jelas. Pembersihan komponen mesin secara teratur, terutama lensa dan cermin, diperlukan untuk mempertahankan kinerja yang optimal.
Terlalu panas: Panas yang berlebihan dapat merusak mesin pengukiran dan pemotongan laser secara parah, yang menyebabkan perbaikan yang mahal dan waktu henti yang lama. Memastikan sistem ventilasi dan pendinginan yang tepat tersedia sangat penting untuk mencegah panas berlebih. Memantau suhu mesin dan mengatasi tanda-tanda panas berlebih dengan segera dapat mengurangi potensi bahaya.
Skenario Pemecahan Masalah Praktis
Pertimbangkan skenario di mana ukiran laser tampak tidak sejajar. Masalah ini bisa disebabkan oleh ketidaksejajaran laser itu sendiri. Untuk mengatasinya, pengguna harus memeriksa penyelarasan laser menggunakan alat penyelarasan bawaan mesin atau perangkat penyelarasan laser. Penyesuaian harus dilakukan hingga sinar laser sejajar dengan jalur yang diinginkan.
Skenario umum lainnya yaitu, ukiran yang tidak jelas atau samar-samar, yang bisa diakibatkan oleh lensa laser yang kotor. Dalam kasus ini, pengguna harus membersihkan lensa secara hati-hati dengan larutan pembersih lensa yang sesuai dan kain bebas serabut, memastikan tidak ada residu yang tertinggal.
Manfaat Pemecahan Masalah dan Pemeliharaan Rutin
Pemecahan masalah yang tepat berkontribusi pada keselamatan operator dan umur alat berat yang panjang. Mengidentifikasi masalah seperti panas berlebih atau lensa yang rusak dengan segera dapat mencegah potensi bahaya dan memperpanjang masa pakai alat berat. Memahami masalah umum dan solusinya memberdayakan pengguna untuk melakukan perawatan rutin dan membuat keputusan yang tepat tentang kapan harus mencari perbaikan profesional.
Singkatnya, panduan ini memberikan teknik pemecahan masalah yang penting untuk membantu pengguna memelihara mesin pengukiran dan pemotongan laser mereka, memastikan mesin tersebut memberikan hasil berkualitas tinggi secara konsisten. Dengan mengatasi masalah umum secara sistematis, pengguna dapat memaksimalkan kinerja dan masa pakai peralatan mereka, yang pada akhirnya meningkatkan produktivitas dan efisiensi mereka.
Pemecahan Masalah Mesin Pemotong Plat Laser
1.1. Pemotongan memiliki sudut yang tajam Langkah-langkah solusi
Langkah-langkah solusi (jika langkah sebelumnya tidak efektif, lanjutkan ke langkah berikutnya):
Mengimbangi serangan balik (perubahan konfigurasi platform);
Periksa pengikatan roda gigi dan rak;
Periksa pemasangan motor, pastikan pemasangan spacer sudah benar dan kopling dikencangkan dengan aman;
Periksa apakah sekrup slider sudah dikencangkan dengan kuat.
1.2. Memotong masalah kerutan
Langkah-langkah solusi (jika langkah sebelumnya tidak efektif, lanjutkan ke langkah berikutnya):
Tekan bahan dengan tangan sewaktu memotong dan amati efek pemotongannya;
Periksa apakah ada ketidakstabilan atau goyangan pada bantalan penyamarataan mesin dan kerangka meja; jangan gunakan profil yang tidak stabil atau tidak dapat diandalkan di bawah bantalan;
Menyesuaikan parameter pemotongan; a. Turunkan sensitivitas berikut ini dalam pengaturan perangkat lunak; b. Meningkatkan peredaman getaran dalam pengaturan perangkat lunak; c. Menyesuaikan parameter servo;
Mengimbangi serangan balik (perubahan konfigurasi platform);
Pastikan kepala laser dan komponen terkait terpasang dengan kuat;
Periksa pemasangan motor, pastikan pemasangan spacer sudah benar, dan kopling dikencangkan dengan aman;
Periksa apakah sekrup slider sudah dikencangkan dengan kuat;
Periksa pengikatan sumbu X dan Y, yang membutuhkan 0,06-0,08mm;
Ganti roda gigi dan motor reduksi X dan Y.
1.3 Akurasi pemotongan yang buruk
Langkah-langkah solusi (jika langkah sebelumnya tidak efektif, lanjutkan ke langkah berikutnya):
Pastikan kepala laser dan komponen terkait terpasang dengan kuat;
Menyesuaikan parameter proses dan parameter servo;
Mengimbangi serangan balik (perubahan konfigurasi platform);
Periksa pengikatan sumbu X dan Y, yang membutuhkan 0,06-0,08mm;
Periksa vertikalitas sumbu X dan Y, 0,03mm;
Periksa pemasangan motor, pastikan pemasangan spacer sudah benar, dan kopling dikencangkan dengan aman;
Periksa apakah sekrup slider sudah dikencangkan dengan kuat;
Gunakan interferometer laser.
1.4 Masalah kebisingan yang tidak normal
Langkah-langkah solusi (jika langkah sebelumnya tidak efektif, lanjutkan ke langkah berikutnya):
Periksa lokasi kebisingan yang tidak normal, dan jika disebabkan oleh lembaran logam bagian atau kain debu, rapikan bagian lembaran logam dan kain debu;
Kebisingan sumbu Z: a. Periksa kerataan pelat pemasangan kepala laser, ganti jika perlu; b. Periksa ketinggian tengah kedua ujung sekrup dan koaksialitas dudukan mur, sesuaikan dengan shim tembaga jika diperlukan; c. Periksa kopling dan pastikan sudah kencang; d. Periksa motor, sesuaikan parameter, periksa sirkuit rem hingga mengganti motor dan servo.
Kebisingan sumbu X: a. Periksa celah pengikatan rak gigi: 0,06-0,08 mm; b. Gunakan pengukur rak untuk memeriksa kesejajaran antara rak dan rel pemandu pada sisi yang sama, ≤ 0,03 mm/1000 mm; c. Periksa kerataan pemasangan kepala mesin dengan penggeser, yang membutuhkan kesalahan 0,03 mm; ganti kepala mesin jika kesalahan melebihi 0,2 mm; d. Periksa paralelisme rel pemandu, kelurusan rel pemandu harus ≤0.02mm / 1000mm, setelah pemasangan pastikan rel pemandu bersentuhan dekat dengan permukaan bantalan, gunakan pengukur pengukur 0.02mm untuk mendeteksi, dan pengukur pengukur tidak boleh masuk; e. Periksa motor, sesuaikan parameter hingga mengganti motor dan servo; f. Pasang kembali penggeser.
Kebisingan sumbu Y: a. Periksa celah pengikatan rak gigi: 0,06-0,08 mm; b. Gunakan pengukur rak untuk memeriksa kesejajaran antara rak dan rel pemandu pada sisi yang sama, ≤ 0,03 mm/1000 mm; c. Periksa kerataan pemasangan balok dengan penggeser, yang membutuhkan kesalahan 0,03 mm; ganti balok jika kesalahan melebihi 0,2 mm; d. Periksa kesejajaran rel pemandu, kelurusan rel pemandu harus ≤0.02mm / 1000mm, setelah pemasangan pastikan rel pemandu bersentuhan dekat dengan permukaan bantalan, gunakan pengukur pengukur 0.02mm untuk mendeteksi, dan pengukur pengukur tidak boleh masuk; e. Periksa motor, sesuaikan parameter hingga mengganti motor dan servo; f. Pasang kembali penggeser.
Untuk suara yang tidak normal dari aksesori periferal, seperti kipas pendingin air, ganti secara langsung.
1.5 Perbedaan diagonal
Langkah-langkah solusi (jika langkah sebelumnya tidak efektif, lanjutkan ke langkah berikutnya):
Periksa arah mana yang memiliki masalah pada dimensi sumbu X dan Y; kesalahan untuk panjang sisi 500mm dan diagonal tidak boleh melebihi 0,1mm;
Mengimbangi serangan balik (perubahan konfigurasi platform);
Sesuaikan parameter kompensasi diagonal;
Periksa pengikatan sumbu X dan Y, yang membutuhkan 0,06-0,08mm;
Periksa vertikalitas sumbu X dan Y, 0,03mm; jika akurasinya memuaskan, sesuaikan vertikalitas menurut deviasi diagonal yang sesungguhnya.
1.6 Sumbu X, sumbu Y, dan sumbu Z terhenti
Langkah-langkah solusi (jika langkah sebelumnya tidak efektif, lanjutkan ke langkah berikutnya):
Menyesuaikan parameter penggerak motor;
Periksa pemasangan motor, pastikan pemasangan spacer sudah benar, dan kopling dikencangkan dengan aman;
Ganti motor jika ada masalah dengan motor itu sendiri;
Periksa motor, sesuaikan parameter, periksa sirkuit rem hingga mengganti motor dan servo.
1.7 Masalah efek pemotongan
Langkah-langkah solusi:
Baja struktural: Pemotongan dengan O2
Cacat
Kemungkinan Penyebab
Solusi
Tidak ada gerinda, garis masuk yang konsisten
Daya yang sesuai Kecepatan potong yang sesuai
Offset garis lead-in bawah yang signifikan, kerf bawah yang lebih lebar
Kecepatan potong terlalu tinggi Daya potong terlalu rendah Tekanan gas terlalu rendah Fokus terlalu tinggi
Mengurangi kecepatan pemotonganMeningkatkan daya pemotonganMeningkatkan tekanan gasMenurunkan fokus
Gerinda bawah mirip dengan terak, membentuk bentuk tetesan dan mudah dihilangkan
Kecepatan potong terlalu tinggi Tekanan gas terlalu rendah Fokus terlalu tinggi
Kurangi kecepatan potongTingkatkan tekanan gasTurunkan fokus
Terhubung gerinda logam dapat dilepas secara keseluruhan
Fokus terlalu tinggi
Turunkan fokus
Gerinda logam pada permukaan bawah sulit dihilangkan
Kecepatan potong terlalu tinggi Tekanan gas terlalu rendah Gas tidak murni Fokus terlalu tinggi
Kurangi kecepatan pemotonganTingkatkan tekanan gasGunakan gas yang lebih murniRendahkan fokus
Gerinda pada satu sisi saja
Penyelarasan koaksial laser yang salah Cacat lubang nosel
Sesuaikan penyelarasan koaksial laserGanti nosel
Bahan yang dikeluarkan dari atas
Daya terlalu rendahKecepatan pemotongan terlalu tinggi
Meningkatkan daya Mengurangi kecepatan potong
Permukaan pemotongan tidak presisi
Tekanan gas terlalu tinggi Nosel rusak Diameter nosel terlalu besar Kualitas bahan yang buruk
Kurangi tekanan gas Ganti nosel Pasang nosel yang sesuai Gunakan bahan dengan permukaan yang halus dan rata
Baja tahan karat: Memotong dengan tekanan tinggi N2
Cacat
Kemungkinan Penyebab
Solusi
Menghasilkan gerinda kecil dan teratur berbentuk tetesan
Fokus terlalu rendahKecepatan pemotongan terlalu tinggi
Menaikkan fokusMenurunkan kecepatan pemotongan
Gerinda yang panjang, tidak beraturan, seperti filamen di kedua sisi, dan perubahan warna permukaan pelat yang besar
Kecepatan potong terlalu rendah Fokus terlalu tinggi Tekanan gas terlalu rendah Bahan terlalu panas
Meningkatkan kecepatan potong Menurunkan fokus Meningkatkan tekanan gas Mendinginkan material
Gerinda yang panjang dan tidak beraturan hanya pada satu sisi mata potong
Penyelarasan koaksial laser yang salahFokus terlalu tinggiTekanan gas terlalu rendahKecepatan terlalu rendah
Menyesuaikan penyelarasan koaksial laserMenurunkan fokusMeningkatkan tekanan gasMeningkatkan kecepatan
Ujung tombak berubah menjadi kuning
Kotoran oksigen dalam gas nitrogen
Gunakan gas nitrogen berkualitas tinggi
Balok yang menyimpang pada titik awal
Akselerasi terlalu tinggi Fokus terlalu rendah Material yang meleleh tidak dikeluarkan dengan benar
Daya terlalu rendah Kecepatan potong terlalu tinggi Tekanan gas terlalu tinggi
Meningkatkan daya Mengurangi kecepatan potong Mengurangi tekanan gas
1.8 Masalah gangguan komponen
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Pertama, buat penilaian, konsultasikan dengan inspektur kontrol kualitas, tinjau gambar, jika komponen tidak sesuai dengan gambar, kembalikan ke gudang dan ganti dengan komponen yang memenuhi syarat. Jika sesuai dengan gambar, konsultasikan dengan personel dukungan teknis untuk memverifikasi gambar dan memberikan solusi spesifik. Daftar solusi potensial:
Jika ada gangguan pada gearbox di platform pertukaran seri-E, potong bagian yang mengganggu jika tidak memengaruhi penampilan.
Jika ada gangguan antara gearbox seri-E dan kain debu, pasang spacer pada lubang pemasangan bawah untuk memindahkan gearbox ke luar.
Jika dudukan rantai tarik sumbu Y seri-PT merupakan versi lama, bor ulang lubang pemasangannya.
Jika kotak dudukan rantai seret pada dudukan rantai seret sumbu Y seri-PT mengganggu ranjang saat bergerak, ubah arah lubang pemasangan pada palang untuk memiringkan rantai seret.
Jika pintu geser enklosur besar PT beroperasi secara tidak normal dan tidak rata dengan panel lain, pasang spacer. .......
1.9 Masalah pemasangan
Langkah-langkah solusi:
Tinjau ulang gambar perakitan atau sub-perakitan 3D dengan cermat.
Tinjau proses perakitan.
Jika tidak ada dokumen teknis, hubungi petugas dukungan teknis.
1.10 Masalah gangguan
Langkah-langkah solusi:
Layar hitam pada layar: Pertama, periksa apakah kabel arde sudah tersambung dengan benar, jika menggunakan kabel berpelindung, uji dengan manik-manik ferit yang ditambahkan, dan coba ganti komputer industri.
Tampilan terdistorsi dengan kepingan salju pada layar: Masalah ini lebih sering terjadi pada mesin seri-I. Periksa apakah manik-manik ferit dipasang pada kabel VGA, pisahkan sirkuit utama driver servo dan kabel VGA, dan hindari menjalankannya dalam baki kabel yang sama.
Hasil kalibrasi yang buruk untuk mesin tabung: Harus ada pelat penghubung antara alas tabung dan alas pelat, dan peralatan harus diardekan dengan benar.
1.11 Alarm pendingin
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Periksa layar tampilan chiller untuk informasi alarm: Alarm yang umum meliputi alarm level cairan rendah, aliran, dan suhu. Untuk level cairan rendah, tambahkan air; untuk alarm aliran, periksa penyumbatan atau kebocoran pada pipa, dan periksa frekuensi chiller; untuk alarm suhu, periksa suhu sekitar, penyumbatan filter, dan potensi kerusakan pada sensor suhu.
Tentukan apakah ini masalah kabel atau masalah pengaturan perangkat lunak berdasarkan status titik input pada papan adaptor.
Periksa kabel yang salah (biasanya terbuka atau biasanya tertutup).
Tinjau pengaturan alarm chiller dalam konfigurasi platform.
1.12 Alarm batas sumbu Z
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Tentukan apakah ini masalah kabel atau masalah pengaturan perangkat lunak berdasarkan status titik input pada papan adaptor.
Periksa kabel yang salah.
Tinjau pengaturan batas dalam konfigurasi platform.
Pasang kembali sakelar batas.
1.13 Alarm pengemudi
Langkah-langkah solusi:
A.710, A.910, dan A.720 kelebihan beban: Periksa apakah urutan tiga fase sudah benar, apakah pengaturan parameter sudah benar, apakah ada kabel yang terputus, dan apakah transmisi mekanis berfungsi dengan baik.
Kehilangan fase saluran daya A.F10: Periksa apakah parameter Pn00B diatur ke fase tunggal atau tiga fase dan apakah ada saluran catu daya yang terputus ke motor.
A.900 penyimpangan posisi yang berlebihan: Matikan dan nyalakan ulang, inisialisasi driver dan setel ulang parameter, lalu periksa apakah transmisi mekanis macet atau jika reaksi terlalu besar.
Alarm data enkoder A.840: Kerusakan enkoder, nyalakan kembali catu daya, periksa apakah kabel enkoder baik, dan apakah kabel berpelindung diardekan dengan benar.
Kegagalan kualitas driver, ganti driver.
1.14 Masalah tersandung
Langkah-langkah solusi:
Periksa korsleting atau kabel yang diarde di sirkuit utama.
Periksa korsleting atau arde pada kabel daya driver.
1.15 Kesalahan perangkat lunak pemotongan
Copot pemasangan dan pasang kembali perangkat lunak pemotongan.
Beralih ke versi perangkat lunak yang lebih rendah atau lebih tinggi.
1.16 Kesalahan pengkabelan
Periksa rangkaian sesuai dengan diagram skematik kelistrikan.
Gunakan multimeter untuk menguji kontinuitas kabel dan terapkan metode eliminasi untuk menemukan sumber gangguan.
Pemecahan Masalah Mesin Pemotong Tabung Laser
2.1 Akurasi pemotongan yang buruk dengan pencekam manual
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Periksa vertikalitas lubang sekrup penyetelan pada rahang chuck depan; ganti komponen jika vertikalitasnya tidak memuaskan.
Periksa apakah koaksialitas pencekam depan dan belakang ≤0,15.
Pastikan komponen telah tersambung dengan benar sesuai dengan petunjuk pengencangan baut persyaratan torsi. Metode: Pasang indikator dial ke chuck belakang sementara chuck depan tetap diam dan putar chuck belakang. Periksa koaksialitasnya. Jika koaksialitasnya tidak memuaskan, setel chuck depan ke atas, bawah, kiri, atau kanan sampai koaksialitasnya memenuhi standar.
2.2 Akurasi pemotongan yang buruk dengan chuck listrik
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Periksa apakah pipa presisi yang dipotong adalah standar, dengan akurasi pipa berdasarkan kelas GB-17395-1988-E3 dan kelas tekukan panjang total 0,1%. Ganti pipa jika tidak sesuai standar.
Periksa apakah menjepit dari bahan pipa sudah benar.
Periksa gerakan aksial pada sekrup chuck depan. Jika ada gerakan aksial, hilangkan dengan menambahkan shim pada bantalan penyangga sekrup.
Periksa gerakan pada rahang pencekam depan di sepanjang sumbu Y alat mesin. Jika ada gerakan, ganti selongsong pengunci.
Periksa paralelisme dan vertikalitas rahang pencekam depan. Metode: Gunakan tabung persegi panjang aluminium, jepit chuck belakang, dan sisakan celah di antara rahang chuck depan dan tabung persegi panjang. Celah di keempat arah harus seragam pada ≤±0,05. Gunakan tabung persegi panjang untuk menilai kesejajaran dan vertikalitas rahang dengan mengamati celah di antara keduanya. Jika rahang tidak paralel dan vertikal, sesuaikan rahang pencekam depan.
Periksa apakah rahang pencekam belakang sudah terpasang dengan aman. Jika ada yang kendor, kencangkan sekrup yang longgar.
Periksa bagian kebulatan dan akurasi pemosisian pengulangan rahang pencekam depan dan belakang, dengan ≤0,15. Jika kebulatan dan akurasi pemosisian pengulangan berada di luar toleransi, setel rahang pencekam depan dan belakang. Saat memeriksa dengan indikator dial, catat posisi maksimum runout dan setel rahang ke dalam pada posisi maksimum. Saat menyetel rahang, cobalah untuk menyetel hanya satu sisi.
Jika semua faktor di atas telah diperiksa dan tidak ada masalah, periksa koaksialitas pencekam depan dan belakang. Koaksialitas chuck depan dan belakang harus ≤0,08. Metode: Pasang indikator dial ke chuck belakang dan ukur lingkaran dalam dan permukaan ujung chuck depan. Amati nilai runout pada indikator dial untuk menentukan koaksialitas dan runout permukaan akhir dari chuck depan dan belakang. Jika nilai koaksialitas dan end face runout berada di luar toleransi, setel chuck depan ke kiri, kanan, atas, atau bawah sampai koaksialitas dan end face runout memenuhi standar.
Pasang kembali pencekam.
2.3 Titik awal pemotongan tidak bersamaan
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Periksa apakah nilai saat ini dari chuck depan terlalu tinggi.
Periksa koaksialitas chuck depan dan belakang jika berada pada sumbu yang berbeda; harus ≤0,15.
Periksa nilai runout permukaan ujung chuck depan dengan ≤0,1. Metode: Pasang indikator dial ke chuck belakang dan ukur lingkaran dalam dan permukaan ujung chuck depan. Amati nilai runout pada indikator dial untuk menentukan koaksialitas dan runout permukaan ujung chuck depan dan belakang. Jika nilai koaksialitas dan end face runout berada di luar toleransi, setel chuck depan ke kiri, kanan, atas, atau bawah sampai koaksialitas dan end face runout memenuhi standar.
Periksa apakah spindel chuck belakang memiliki gerakan aksial.
2.4 Memotong masalah kerutan
Lihat Bab 1 Mesin Pemotong Tabung Masalah 1.2.
2.5 Kesalahan pencarian tepi yang besar
Langkah-langkah solusi (lanjutkan ke langkah berikutnya jika langkah sebelumnya tidak efektif):
Periksa apakah kepala laser sudah vertikal; ganti pelat sambungan kepala laser jika tidak vertikal.
Hilangkan gangguan yang disebabkan oleh arus di chuck depan dan belakang dengan menghubungkannya ke alas mesin dengan kabel tembaga.
Dengan evolusi industri laser dan perubahan permintaan industri hilir, peralatan pemotongan laser berdaya tinggi secara bertahap menjadi titik fokus minat pasar.
Dengan keunggulan yang tak tertandingi dalam hal kecepatan dan ketebalan, pemotongan laser berdaya tinggi kini telah mendapatkan pengakuan pasar yang luas.
Namun demikian, karena teknologi pemotongan laser berdaya tinggi masih dalam tahap awal adopsi secara luas, sebagian operator belum sepenuhnya mahir dalam mengelola proses pemotongan ini, dan sering kali merasa kebingungan ketika menghadapi masalah selama debugging produksi.
Untuk mengatasi masalah-masalah ini dalam pemotongan daya tinggi, teknisi proses pemotongan menawarkan beberapa kiat pemecahan masalah untuk membantu Anda menyesuaikan diri dengan benar pemotongan laser parameter proses (Gambar 1).
Hal ini tidak hanya akan mengurangi kerugian yang disebabkan oleh benda kerja yang cacat, tetapi juga meningkatkan efektivitas biaya Anda dari perspektif lain.
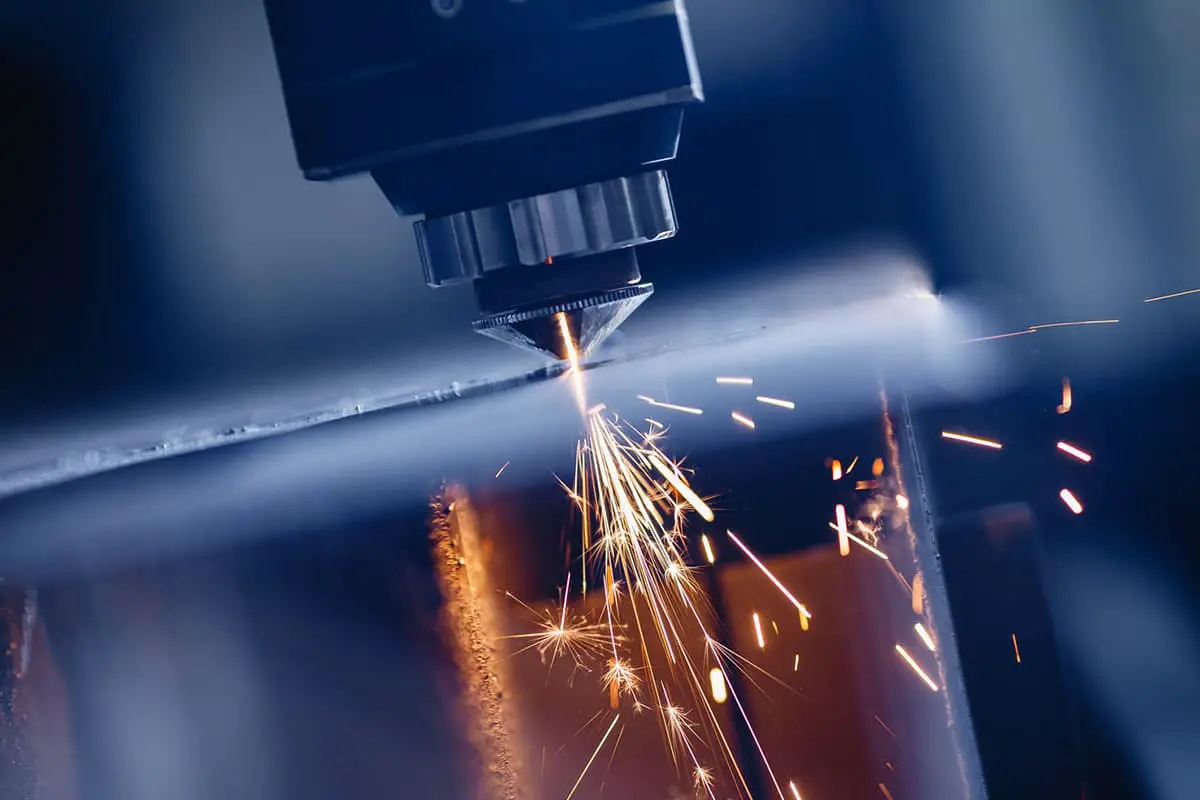
Gambar 1: Pemotongan Baja Karbon dengan Laser 30kW
2. Penghapusan Cacat
Ada banyak alasan mengapa laser berdaya tinggi dapat menghasilkan benda kerja yang cacat selama proses pemotongan. Masalah utama dapat didiagnosis dari empat aspek berikut ini.
(1) Pemecahan Masalah Dasar
Jika terdeteksi hasil pemotongan yang buruk, periksa terlebih dulu masalah berikut ini:
1. Apakah lensa terkontaminasi?
2. Apakah nosel rusak?
3. Apakah cahaya berada di tengah-tengah nozzle?
4. Apakah ada kebocoran atau kerusakan pada bodi keramik?
(2) Metode untuk Menghilangkan Garis-garis Penampang
1. Kemungkinan alasan:
Pemilihan nosel yang salah-nosel yang terlalu besar; pengaturan tekanan udara yang salah-pembakaran berlebih dengan garis-garis akibat tekanan yang terlalu tinggi; kecepatan pemotongan yang salah-pembakaran berlebih yang disebabkan oleh kecepatan yang terlalu lambat atau terlalu cepat.
2. Solusi:
Ganti nosel, pilih nosel berdiameter lebih kecil, misalnya nosel D1.4 berkecepatan tinggi untuk pemotongan cerah baja karbon 16mm, dan nosel D1.6 berkecepatan tinggi untuk pemotongan cerah baja karbon 20mm; kurangi memotong udara tekanan untuk meningkatkan kualitas bagian yang dipotong; sesuaikan kecepatan potong, sehingga daya sesuai dengan kecepatan potong untuk mencapai efek yang ditunjukkan pada Gambar 2.
Gambar 2: Diagram Optimasi Komparatif Garis-garis Penampang Melintang
(3) Metode untuk Menghilangkan Terak Bawah
1. Kemungkinan Penyebab:
Nosel yang digunakan mungkin terlalu kecil, fokus pemotongan tidak sesuai; tekanan udara terlalu rendah atau terlalu tinggi, kecepatan potong terlalu cepat; kualitas bahan pelat yang buruk, kualitas pelat yang buruk, nosel kecil mengalami kesulitan untuk menghilangkan terak.
2. Solusi:
Ganti dengan nozzle berdiameter lebih besar, sesuaikan fokus ke posisi yang sesuai; tambah atau kurangi tekanan udara sampai aliran udara sesuai; pilih bahan pelat yang berkualitas baik. Hal ini dapat menghasilkan efek yang ditunjukkan dalam Gambar 3.
Gambar 3: Grafik Perbandingan Pengoptimalan Terak Bawah
(4) Metode untuk Menghilangkan Gerinda Bawah
1. Kemungkinan Penyebab:
Diameter nosel terlalu kecil untuk memenuhi persyaratan pemesinan; negatif defocus tidak sesuai dan harus ditingkatkan dan disesuaikan ke posisi yang sesuai; tekanan udara terlalu rendah, sehingga menghasilkan gerinda bawah dan pemotongan yang tidak memadai.
2. Solusi:
Gunakan nosel berdiameter lebih besar untuk meningkatkan aliran udara; tingkatkan defokus negatif untuk memungkinkan bagian pemotongan mencapai posisi bawah; tingkatkan tekanan udara untuk mengurangi gerinda bagian bawah. Hal ini dapat menghasilkan efek yang ditunjukkan dalam Gambar 4.
Gambar 4: Grafik Perbandingan Pengoptimalan Duri Bawah
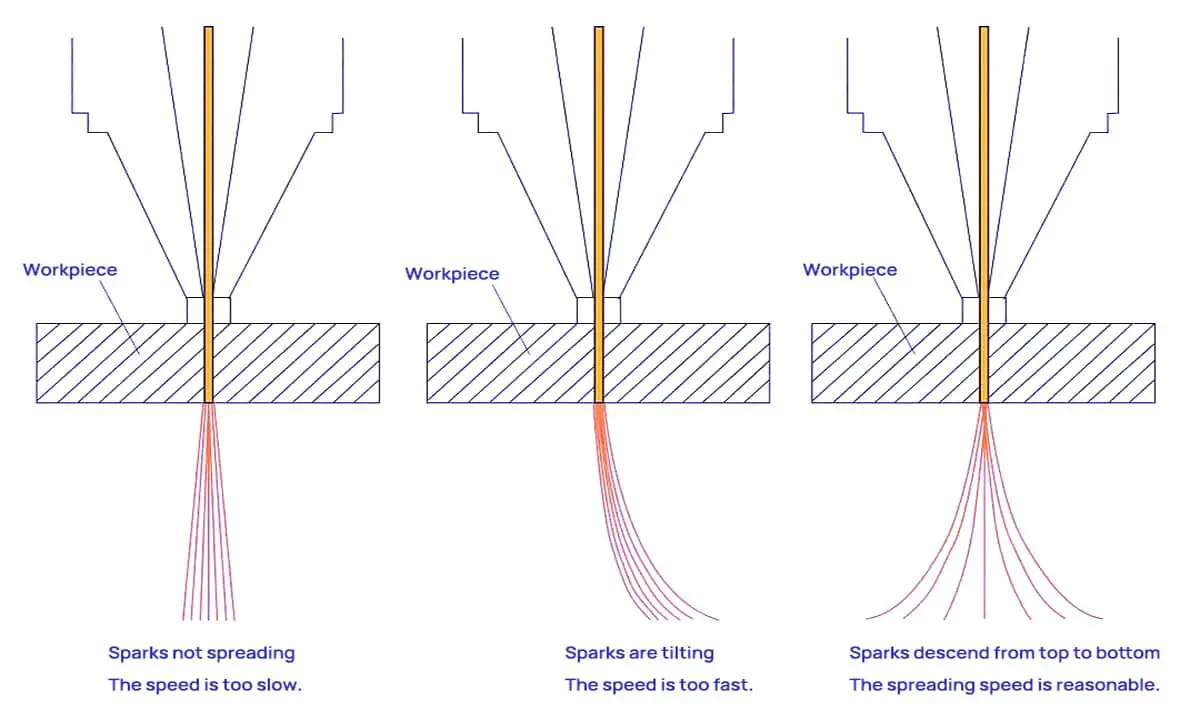
3. Cara Menentukan Apakah Kecepatan Pemotongan Sesuai Menurut Percikan Api
Gambar 5: Diagram Difusi Percikan dalam Pemotongan Laser
(1) Kecepatan Pemotongan yang Sesuai: Percikan api pemotongan menyebar ke bawah, menghasilkan permukaan pemotongan yang mulus tanpa residu di bagian bawah.
(2) Kecepatan Pemotongan yang Berlebihan: Percikan api pemotongan miring.
(3) Kecepatan Pemotongan Tidak Memadai: Percikan api pemotongan tidak menyebar dan jumlahnya sedikit, mengelompok bersama.
Menanggapi masalah ini, daya mesin pemotongan laser (lihat Gambar 6) kompatibel dengan 20.000 hingga 30.000 watt yang paling banyak digunakan di pasar pemrosesan lembaran logam saat ini. Dengan motor servo bilateral, mesin ini menawarkan kecepatan yang cepat, pemosisian yang tepat, dan pengoperasian yang mulus.
Kecepatan potong yang tinggi merupakan hal yang signifikan keuntungan dari laser pemotongan dan alasan utama banyak pengguna pemrosesan lembaran logam memilih pemotong laser. Namun, lebih cepat tidak selalu lebih baik. Hanya dengan mengontrol kecepatan potong yang sesuai, permukaan potongan yang halus dan bebas terak serta benda kerja berkualitas tinggi dapat dicapai.
Kekuatan laser memengaruhi kecepatan peralatan laser dalam memotong lembaran logam, dan kecepatan pemotongan ini, pada gilirannya, memengaruhi kualitas pemotongan lembaran logam. Di bawah tetap kekuatan lasertersedia kisaran kecepatan potong yang optimal. Kecepatan yang terlalu cepat atau terlalu lambat dapat berdampak buruk pada kehalusan penampang potongan.
Panduan Pemecahan Masalah Mesin Pemotong Laser 63 Lainnya
Pemotongan laser mesin sering mengalami kerusakan saat digunakan. Tanpa panduan dari seorang profesional, akan sulit bagi kita untuk secara akurat menentukan sumber masalah pada peralatan pemotongan laser. Kita hanya bisa mengandalkan pengalaman kita sendiri untuk mengetahuinya.
Namun demikian, apabila sebagian masalah muncul untuk pertama kali, kita mungkin merasa bingung, dan bahkan kesulitan untuk menjelaskan masalahnya secara jelas ketika berkonsultasi dengan dukungan purna jual produsen.
Untuk membantu Anda, saya sudah secara cermat memilih beberapa masalah mesin pemotongan laser yang umum terjadi dan sumber atau solusinya.
1. Kualitas pemotongan yang buruk atau ketidakmampuan untuk memotong?
Penyebab potensial termasuk pengaturan daya rendah, penyesuaian potensiometer yang kecil, optik yang tidak sejajar, lensa yang kotor, lensa fokus yang tidak dipasang dengan benar, masalah panjang fokus, kekuatan laser masalah suplai, pelemahan daya tabung laser, suhu air yang tinggi, dan tegangan yang tidak stabil. Atasi masalah ini selangkah demi selangkah berdasarkan situasi aktual.
2. Tidak dapat terhubung ke perangkat?
Periksa apakah driver board sudah diinstal, apakah kabel USB atau Ethernet sudah tersambung dengan benar, apakah kabel rusak, apakah board adaptor rusak, dan masalah lain yang terkait dengan board.
3. Mesin kembali ke asal yang salah saat dihidupkan?
Sakelar asal mungkin rusak.
4. Deformasi bentuk pemotongan dan pemotongan yang tumpang-tindih?
Kemungkinan penyebabnya antara lain sekrup roda sinkron yang longgar, kabel motor yang putus, motor yang rusak, masalah driver, dan masalah voltase.
5. Perangkat tidak mau hidup, dan pemutus sirkuit dalam ruangan trip saat dinyalakan?
Periksa apakah tombol berhenti darurat dilepaskan, apakah sirkuit eksternal tersambung, apakah pemutus sirkuit internal perangkat tertutup, dan apakah Anda mendengar bunyi "pop" saat menyalakan. Jika ya, periksa kontaktor utama dan trafo kontrol.
Selain itu, periksa kebocoran air dalam sistem proteksi air yang menyebabkan korsleting pada catu daya laser (misalnya, proteksi air JGHY12570 yang dipasang di sisi dengan catu daya laser tepat di bawahnya), korsleting pada pompa air 107, atau penggunaan pemutus arus dalam ruangan yang terlalu kecil.
6. Lengkung kawat tegangan tinggi?
Masalah ini bisa sangat merepotkan. Dianjurkan untuk menambahkan selongsong isolasi tegangan tinggi pada kabel tegangan tinggi.
7. Memotong ukuran grafik terlalu besar atau terlalu kecil?
Periksa apakah ukuran grafik output konsisten, apakah ada perubahan pada posisi ketinggian sumbu Z, dan apakah file kalibrasi perlu disesuaikan.
8. Warna yang berbeda di bagian tengah dan sekeliling gambar yang dipotong?
Sesuaikan koefisien pemfokusan dan titik fokus sumbu W.
9. Tanda yang rusak atau bintik-bintik kasar selama penandaan?
Periksa papan dinamika dan DA.
10. Menandai offset posisi grafis?
Periksa pergeseran sumbu X atau Y pada cermin pemindaian, temukan titik tengahnya, dan sesuaikan posisi sumbu XY menurut arah offset aktual.
11. Sumbu XY cermin pemindaian berayun secara acak saat dihidupkan, dan motor dinamis mengeluarkan suara yang tidak normal?
Ganti catu daya sakelar ±12 ± 15V; ganti catu daya sakelar ±12 ± 28V.
12. Tidak ada keluaran laser?
Periksa apakah aliran air balik chiller normal, apakah ada perubahan pada posisi sumbu W, apakah catu daya laser DC48V32A berfungsi dengan baik, dan masalah lain yang terkait dengan tabung laser.
13. Tidak ada tampilan pada panel kontrol saat dihidupkan?
Periksa apakah catu daya sakelar 5V12V24V berfungsi dengan baik dan periksa panel layar.
14. Panel kontrol tidak berfungsi dan mesin tidak kembali ke posisi semula saat dihidupkan?
Ganti kartu kontrol offline.
15. Sumbu Z tidak mengumpankan material atau bergerak lemah?
Penyebab potensial termasuk masalah dengan motor pengumpan sumbu Z, masalah driver, bantalan, atau benda asing yang menyebabkan halangan.
16. Tabung kaca tidak memancarkan cahaya?
Kontrol output tabung kaca terutama mencakup tabung laser, catu daya laser, sistem sirkulasi air, dan sinyal output. Sinyal output terdiri dari sinyal output PWM dari kartu kontrol, sinyal proteksi air, dan sinyal sakelar pintu.
Jika tabung laser tidak memancarkan cahaya, fokuskan pada tabung laser, catu daya laser, sistem sirkulasi air, dan sinyal output.
Pertama, periksa apakah catu daya laser berfungsi normal, apakah ada kelainan pada tabung bagian dalam dan luar tabung laser, dan apakah sistem sirkulasi air normal.
Jika tidak, ganti atau sesuaikan. Jika semuanya normal, pertimbangkan sinyal output.
Pertama, uji tabung laser dan catu daya laser dengan menggunakan metode sinyal hubung singkat. Jika ini berhasil, tidak ada masalah dengan tabung laser atau catu daya laser, dan masalahnya terletak pada sakelar proteksi air, relai, sakelar pintu, atau sinyal PWM kartu kontrol.
Jika cara ini gagal, masalahnya ada pada tabung laser atau catu daya laser, dan Anda bisa menggunakan metode penggantian untuk mengatasi masalahnya.
17. Tabung laser RF tidak memancarkan cahaya?
Pastikan sirkulasi air jernih dan catu daya laser menyala secara normal.
Pertama, uji apakah tegangan DC 48V dari catu daya laser normal. Periksa konduktivitas pin 4 dan 13 pada konektor 25-pin tabung laser; konduktivitas mengindikasikan bahwa sinyal proteksi air normal. Jika tidak, periksa perlindungan air.
Uji tegangan antara pin 7 dan 20; tegangan DC 4-5V saat tidak menekan preset atau start dan 1-3V saat menekan preset atau start mengindikasikan sinyal normal (konduksi tingkat rendah).
Jika air, catu daya, dan kedua sinyal ini normal, umumnya ini adalah masalah tabung laser. Jika sinyalnya tidak normal, ini mengindikasikan masalah kartu kontrol atau masalah sirkuit.
18. Penggantian tabung laser RF menunjukkan "kesalahan sambungan tabung laser"?
Jika konektor (kabel internal tidak disolder atau korsleting), kabel catu daya (positif kiri, negatif kanan, dan arde terhubung ke terminal negatif), dan sambungan air normal, dan perangkat masih tidak dapat terhubung dengan benar setelah menyalakan ulang chiller dan peralatan, biasanya ada masalah pada papan sirkuit koneksi konektor 25-pin atau ketidakcocokan, seperti tabung yang dienkripsi dan tidak dienkripsi yang tidak kompatibel dengan papan sirkuit.
19. Pemotongan mesin pemotong tidak sejajar?
(Pemotongan grafis overcut atau colinear dengan jarak yang jauh)
1.) Memberi makan potongan yang tidak sejajar:
a) Periksa langkah sumbu umpan; langkah = panjang terukur * langkah asli / panjang aktual (panjang umpan yang ditetapkan).
b) Periksa apakah sumbu umpan sabuk sinkron roda pengencang dan roda pengencang sabuk sinkron motor kendor.
c) Periksa apakah roller mesh longgar dan apakah ada pergeseran relatif antara roller mesh dan sumbu pengumpanan atau apakah ada fenomena kemacetan.
2.) Pemotongan yang tidak sejajar tanpa makan:
a) Periksa apakah motor troli besar atau roda sinkron sumbu optik longgar.
b) Periksa fenomena langkah yang hilang, yang dapat disebabkan oleh kecepatan pemrosesan yang terlalu tinggi, kecepatan diam, atau akselerasi, kontak kabel motor yang buruk, arus driver yang terlalu rendah, atau driver atau motor yang rusak. Kegagalan motor yang menyebabkan kehilangan langkah relatif jarang terjadi.
20. Umpan panjang pada mesin pengumpanan?
Jika mesin pengumpanan memberi makan terlalu lama, biasanya disebabkan oleh sakelar fotolistrik yang tidak berfungsi atau sensitivitas cahaya sakelar fotolistrik yang salah. Sensitivitas cahaya sakelar fotolistrik dapat disesuaikan.
Ketika sakelar atas dan bawah menyala secara bersamaan saat mesin pengumpan bekerja, mesin pengumpan akan menyala.
Jika sensitivitas cahaya terlalu tinggi, mesin akan merasakan cahaya bahkan ketika material pemotongan menghalanginya, sehingga menyebabkan pemakanan yang berlebihan. Dalam hal ini, sesuaikan kenop sensitivitas pada kabel sakelar fotolistrik sampai lampu indikator menyala ketika material menghalangi.
21. Bintik cahaya kasar pada mesin galvanometer?
Jika intensitas cahaya tidak mencukupi dan jalur optik dasar serta jalur optik beam expander sudah disesuaikan dengan baik, dan panjang fokus dinamis sudah disesuaikan dengan baik, tetapi titik cahayanya masih kasar, Anda perlu menyesuaikan jarak antara kedua lensa beam expander.
Untuk 3x beam expander yang biasa kami gunakan, menyesuaikan diameter titik berkas output ke 13-14 mm, umumnya memberikan hasil yang bagus. Anda juga dapat menyesuaikannya menurut persyaratan pemrosesan pelanggan.
22. Mesin galvanometer dengan eksitasi diri yang dinamis?
Untuk Shanghai Dynamics, sesuaikan R103 dan R28 untuk mengatur eksitasi dan lolongan. Jika penyetelan tidak efektif, ukur apakah poros motor mengalami korsleting dengan casing mesin. Selama pengukuran, lepaskan kabel catu daya motor; jika tidak, kabel akan terus menerus menghantar.
Jika masih ada arus setelah melepaskan kabel catu daya motor, gunakan film isolasi untuk mengisolasi motor dan casing mesin, lalu sesuaikan kembali R103 dan R28. Jika masih tidak efektif setelah mengatasi masalah ini, ganti komponen.
23. Penandaan yang salah atau ukuran pemotongan pada mesin penandaan dan pemotongan?
Untuk dinamis menandai mesinukuran yang salah tanpa menggerakkan lensa galvanometer ke atas dan ke bawah umumnya disebabkan oleh data parameter kalibrasi yang berubah atau salah. Mengkalibrasi ulang parameter galvanometer dapat mengatasi masalah ini.
Untuk mesin potong, ukuran pemotongan yang tidak tepat biasanya disebabkan oleh kesalahan dalam jarak langkah dan jumlah pulsa driver. Pada umumnya, menentukan jumlah denyut nadi dan menghitung jarak langkah dapat menyelesaikan masalah ini.
24. Mesin pemotong membalikkan arah posisi awal saat dihidupkan?
Jenis kerusakan ini biasanya disebabkan oleh sakelar posisi awal yang rusak. Ada dua jenis sakelar posisi home: sakelar kedekatan dan sakelar buluh (sakelar kontrol magnetik). Arah terbalik dari posisi home pada umumnya disebabkan oleh korsleting pada koil sakelar. Dengan mengganti sakelar, masalah ini bisa teratasi.
25. Motor mesin pemotongdriver motor, kabel motor, dan kesalahan sakelar catu daya DC driver?
Manifestasi spesifik dari kesalahan tersebut pada peralatan pada umumnya:
(1) Kepala laser tidak bergerak
(2) Gerakan kepala laser tidak normal, dengan jeda atau jeda selama pengoperasian Dalam kasus seperti itu, pertama-tama amati dan ukur apakah catu daya switching 48V atau 42V DC berfungsi dengan baik.
Tegangan suplai yang tidak mencukupi atau tidak stabil dapat menyebabkan fenomena ini. Jika catu daya switching berfungsi normal, pertimbangkan apakah masalahnya terletak pada driver, motor, atau kabel motor.
Untuk menentukan apakah motor rusak, pertama-tama periksa apakah motor itu sendiri berputar dengan lancar tanpa daya dan dengan kabel motor terputus dari driver. Jika putaran motor tidak normal, maka dapat langsung ditentukan sebagai kerusakan motor dan diganti. Jika motor berjalan normal, ukur kumparan motor.
Untuk motor enam kabel, AC, A+, dan A- membentuk satu kelompok koil; AC dan A+ dan A- harus konduktif. BC, B+, dan B- membentuk kelompok kumparan lain, dengan situasi konduktivitas yang sama. Jika konduktivitasnya tidak normal, maka dapat langsung ditentukan sebagai gangguan motor.
Untuk driver stepper Baishan dan YAKO, jika catu daya DC normal dan kabel motor terputus, dan lampu indikator driver mati, dapat langsung ditentukan sebagai kesalahan driver. Jika Anda tidak dapat secara langsung menentukan kesalahan, Anda dapat menggunakan metode penggantian untuk pengujian.
Kesalahan kabel motor adalah masalah probabilitas rendah dalam jenis kegagalan ini. Jika motor dan driver telah dikesampingkan, kabel motor harus dipertimbangkan. Periksa korsleting dan sirkuit terbuka, dan gunakan multimeter untuk pengujian kontinuitas yang mendetail untuk memecahkan masalah.
26. Tabung laser tidak memancarkan cahaya?
Sakelar ketinggian air rusak.
Saluran tegangan tinggi terputus.
Tabung laser retak atau terbakar.
Catu daya laser rusak.
Tidak ada sirkulasi air (termasuk pipa air yang tersumbat dan pompa air yang tidak berfungsi).
Kabel pelindung air terputus atau memiliki kontak yang buruk.
Tidak ada input 220V ke catu daya laser.
Tidak ada input sinyal ke catu daya laser (kabel sinyal putus atau kontak yang buruk, relai kontrol rusak, papan sirkuit rusak, atau penyolderan yang buruk).
Longgar atau tidak terpasang dengan benar lensa laser.
Panjang fokus salah.
Ketidaksejajaran balok.
Mengatur daya laser terlalu rendah.
Meja kerja yang tidak rata.
29. Tidak dapat menghidupkan mesin?
Mesin tidak diberi daya.
Sakelar udara mengalami trip.
Sakelar berhenti darurat ditekan.
Tombol Mulai rusak.
Trafo 24V rusak.
Kontaktor rusak.
Kabel rusak.
Kontak kabel yang buruk.
30. Catu daya sakelar 24V rusak; mesin X, sumbu Y tidak dapat bergerak?
Catu daya sakelar 42V rusak.
Papan sirkuit rusak.
Masalah dengan kabel sinyal.
31. Sumbu X atau sumbu Y mesin tidak bergerak atau tidak bertenaga?
Tidak ada catu daya ke driver.
Pengemudi rusak.
Kontak yang buruk atau kabel yang putus pada driver.
Steker motor rusak atau memiliki kontak yang buruk.
Poros motor rusak.
Sabuk transmisi longgar atau rusak.
Masalah dengan kabel sinyal driver.
Penggeser atau roda transmisi macet.
32. Ketidaksejajaran pemotongan mesin
Sabuk kendor.
Sekrup roda mesin longgar.
Pengemudi mesin yang rusak.
Kabel mesin putus atau rusak.
Steker motor mesin rusak atau kontak yang buruk.
Masalah dengan motor.
33. Tidak dapat mendeteksi kartu kontrol saat tersambung ke mesin?
Kartu rusak.
Kartu tidak dimasukkan dengan benar.
Steker komputer rusak.
Driver modul DPIO tidak diinstal.
34. Pemotongan kamera tidak akurat
Kalibrasi tidak dilakukan.
Kamera tidak disesuaikan dengan benar.
Template tidak dibuat dengan benar.
Parameter kamera tidak disesuaikan dengan benar.
Parameter untuk membuat templat tidak disesuaikan dengan benar, misalnya, rasio pengenalan, dll.
35. Tidak ada emisi cahaya?
Hubungan arus pendek L dan GND; jika ada cahaya yang terus menerus, ini mengindikasikan bahwa catu daya laser dan tabung laser tidak memiliki masalah, hanya masalah sinyal. Hubungan arus pendek P dan GND untuk menentukan apakah sakelar proteksi air normal. Hubungan arus pendek AIN dan 5V; jika ada cahaya terus menerus, ini menunjukkan bahwa tabung laser, catu daya laser, dan proteksi air terhubung dengan benar.
36. Komputer dan peralatan tidak dapat terhubung?
Perbarui driver D13; bisa juga karena masalah kabel USB.
37. Kapan satu sumbu dapat didorong dengan tangan selama penyalaan?
Jika sumbu tidak bergerak selama pemrosesan, umumnya driver rusak; bisa juga karena kelonggaran mekanis pada transmisi (misalnya, jika kedua sumbu tidak bergerak selama pemrosesan dan dapat didorong dengan tangan selama penyalaan, dan lampu driver tidak menyala, ini mengindikasikan bahwa catu daya 42V rusak).
38. Tidak sejajar dalam satu arah selama pemotongan?
Meningkatkan arus driver; bisa juga karena driver rusak atau masalah kabel motor.
39. Pemotongan memiliki pola gigi gergaji?
Masalah slider.
40. Tidak dapat memotong?
Tabung laser mungkin melemah; jalur sinar mungkin tidak sejajar; bisa juga catu daya laser.
41. Kepala laser mengenai mesin dan tidak dapat dibatasi?
Sakelar asal mungkin rusak, atau mungkin tidak diatur pada panel kontrol.
42. Pemotongan tidak menutup?
Sesuaikan pengaturan sabuk dan parameter.
43. Mesin potong yang terhubung memiliki cahaya selama pra-penyetelan tetapi tidak selama pemrosesan?
Hal ini pada umumnya merupakan masalah kartu kontrol.
44. Dimensi pemotongan tidak konsisten?
Pengaturan jarak sumbu dan denyut nadi tidak disesuaikan dengan benar.
45. Sewaktu bekerja, bagian kecil dari kurva yang lengkap dilewati dan tidak dipotong, juga dikenal sebagai "melompati cahaya"?
Masalah ini pada umumnya disebabkan oleh kendornya slider carriage besar selama pengoperasian kecepatan tinggi dalam jangka panjang. Cukup setel ulang penggeser di kedua sisi kereta besar untuk mengatasi masalah ini.
46. Selama bekerja, beberapa area pada pelat yang sama tidak terpotong sementara area lainnya terpotong?
Masalah ini pada umumnya disebabkan oleh ketidaksejajaran sinar atau meja kerja yang tidak rata. Sesuaikan jalur sinar dan ratakan meja kerja. Kadang-kadang, ketidaksejajaran balok disebabkan oleh deformasi rel, dalam hal ini rel perlu disesuaikan.
47. Selama pemotongan, ujung-ujungnya terkadang saling memotong dan terkadang terpisah?
Masalah ini umumnya disebabkan oleh kendornya sekrup pengencang roda sinkron atau masalah pada kabel motor. Jika ada masalah dengan kabel motor, yang terbaik adalah mengganti seluruh kelompok, bukan hanya satu atau dua kabel saja.
48. Di musim panas, chiller rentan terhadap alarm suhu tinggi?
Masalah ini umumnya disebabkan oleh cuaca panas, pembuangan panas yang buruk di dalam pendingin, atau kapasitas pendinginan yang tidak memadai. Pendingin DIY biasanya tidak memiliki kapasitas pendinginan yang cukup, dan masalahnya biasanya disebabkan oleh heat sink yang kotor atau ventilasi yang buruk, yang mengakibatkan alarm berbunyi.
Pendingin kecil mungkin memiliki kapasitas pendinginan yang tidak mencukupi; menyesuaikan perbedaan suhu dan meningkatkan suhu alarm dapat membantu mengatasi masalah ini.
49. Terkadang memancarkan cahaya dan terkadang tidak?
Pertama, periksa sinyal yang tidak stabil, termasuk sinyal emisi cahaya dan sinyal pendingin. Kemudian, periksa apakah ada kontak yang buruk pada potensiometer. Terakhir, periksa catu daya apakah ada kerusakan.
50. Setelah dinyalakan, mesin tidak kembali ke posisi semula, dan tidak dapat bergerak.
Masalah ini pada umumnya disebabkan oleh motor kereta kecil yang tidak dihidupkan. Dalam kondisi pengaktifan, kepala laser dapat dengan mudah didorong dengan tangan. Penyebab kesalahan biasanya adalah catu daya 48V yang rusak atau perlindungan diri. Matikan mesin selama sepuluh menit dan hidupkan kembali; jika masalah berlanjut, ganti catu daya 48V.
51. Cahaya dari tabung laser menjadi lemah setelah pemotongan selama beberapa menit?
Masalah ini pada umumnya memiliki tiga kemungkinan penyebab: masalah pada catu daya, tabung laser yang rusak, atau frekuensi pancaran cahaya yang tidak tepat untuk tabung laser dalam perangkat lunak.
52. Gerbong besar mengalami guncangan hebat saat bergerak?
Masalah ini biasanya disebabkan oleh masalah pada kabel batas servo atau sakelar batas. Mengganti kabel atau sakelar batas akan menyelesaikan masalah ini.
53. Dua kepala laser bergerak tidak menentu?
Hal ini umumnya disebabkan oleh papan kontrol yang rusak, yang menghasilkan sinyal yang salah.
54. Kadang-kadang dua pola harus dihubungkan, tetapi tidak sejajar ketika dipotong?
Masalah ini disebabkan oleh sumbu penggerak pengumpanan dan kereta kecil profil aluminium tidak sejajar. Kereta kecil tidak dapat disetel; sumbu penggerak pengumpanan harus disetel untuk menyelesaikan masalah.
55. Pemotongan memiliki pola gigi gergaji?
Slider longgar atau rusak, sabuk longgar, roda sinkron sabuk eksentrik, nilai kelengkungan terlalu tinggi, kecepatan sudut cepat, lensa tidak dikencangkan, dll.
56. Daya tabung laser tidak stabil; pengukiran bagus di awal, tetapi kedalamannya bervariasi setelah beberapa hari?
Tabung laser dan catu daya tidak stabil.
57. Tidak ada emisi cahaya?
Sakelar ketinggian air bocor.
58. Catu daya laser melengkung?
Area pengelasan tidak tersambung dengan benar, tidak ada silikon yang digunakan, kabel tegangan tinggi menyentuh logam.
59. Tidak dapat memotong?
Ketidaksejajaran sinar, lensa kotor atau longgar, panjang fokus yang salah, pelemahan daya tabung laser.
60. Mesin tidak mau hidup?
Penghentian darurat, catu daya eksternal, kontaktor.
61. Sumbu XY tidak bergerak?
Pengemudi rusak, kabel motor atau masalah konektor, roda sinkron sabuk longgar, catu daya 42V rusak.
62. Panel layar tidak menyala?
Catu daya 24V rusak, atau kabel sambungan antara papan kontrol dan panel layar rusak.
63. Efek pemotongan yang buruk?
Cahaya kuning di sekitar area pemotongan tidak tepat, hembusan udara tidak mencukupi.
64. Terjadi pembakaran sudut atau sampah saat memotong bagian sudut kanan?
Saat menggunakan mesin pemotongan laser untuk memotong bagian sudut kanan yang terbuat dari baja karbon atau baja tahan karat, masalah seperti pembakaran sudut atau sampah dapat muncul karena berbagai faktor seperti proses dan parameter pemotongan.
Berdasarkan saran dari teknisi perusahaan kami yang berpengalaman selama sepuluh tahun, ada tiga solusi utama:
Transisi Sudut-R: Rancang sudut-R kecil pada bagian sudut kanan untuk membuat transisi proses pemotongan secara alami.
Penambahan Titik Pendinginan: Tambahkan titik pendinginan di sudut. Jeda laser dan gas saat kepala pemotongan mencapai sudut, kemudian lanjutkan pemotongan. Biasanya, penundaan titik pendinginan diatur antara 0,1 dan 0,2 detik.
Penyesuaian Kurva Daya: Untuk klien yang memotong lembaran baja tahan karat tipis pada kecepatan tinggi, Anda dapat menyesuaikan kurva daya dalam sistem untuk menyesuaikan dengan perubahan kecepatan dari tinggi ke rendah. Metode: Di dalam sistem operasi mesin pemotongan laser, cari pengaturan "Proses". Buka "Penyesuaian Hari Waktu Nyata" dan "Penyesuaian Frekuensi Waktu Nyata," kemudian lanjutkan ke pengeditan. Anda dapat memilih parameter kecepatan halus dan ketebalan bahan; setelah mengedit, klik "Confirm."
Kesimpulan
Kesimpulannya, panduan pemecahan masalah mesin pemotongan laser ini merupakan sumber yang sangat berharga bagi siapa pun yang ingin mengoptimalkan performa mesin mereka.
Dengan solusi untuk berbagai masalah umum, serta saran untuk memotong beragam bahan, panduan ini wajib dibaca oleh para pemula dan profesional yang sudah berpengalaman.
Dengan mengikuti solusi langkah demi langkah yang diuraikan dalam artikel ini, Anda akan dapat dengan cepat dan efisien menyelesaikan masalah apa pun yang mungkin Anda hadapi dengan mesin pemotongan laser Anda.
Apa pun yang Anda hadapi, entah itu sudut yang tajam, akurasi yang buruk, atau noise yang tidak normal, panduan ini siap membantu Anda.
Jadi, jangan biarkan masalah umum menghambat Anda - manfaatkan pengetahuan dan keahlian yang ditawarkan dalam sumber daya yang komprehensif ini dan raih hasil yang tepat yang Anda butuhkan.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda kesulitan memilih nosel pemotongan laser yang tepat untuk proyek Anda? Memilih nosel yang optimal sangat penting untuk mencapai pemotongan yang bersih dan presisi serta memaksimalkan efisiensi. Dalam hal ini...
Pernahkah Anda bertanya-tanya apa yang membuat mesin pemotongan laser bekerja? Dalam artikel blog ini, kita akan menyelami cara kerja mesin presisi tinggi yang telah merevolusi cara kerja...
Pernahkah Anda bertanya-tanya bagaimana laser dapat memotong logam seperti pisau panas memotong mentega? Dalam artikel yang menarik ini, kita akan menjelajahi ilmu pengetahuan di balik teknologi pemotongan laser serat ....
Apakah Anda penasaran dengan teknologi mutakhir yang merevolusi dunia manufaktur? Dalam artikel blog ini, kita akan menyelami dunia mesin pemotongan laser, menjelajahi keunggulannya dan produsen teratas yang mendominasi...
Bayangkan konsekuensi bencana jika Anda mengabaikan perawatan mesin pemotongan laser. Jangan biarkan bisnis Anda menjadi korban waktu henti dan perbaikan yang mahal! Dalam artikel blog ini, kita akan membahas hal-hal penting...
Penasaran dengan seni pemotongan laser? Artikel blog ini mengupas lebih dalam tentang parameter penting yang menentukan kualitas dan efisiensi pemotongan. Temukan kiat-kiat orang dalam dari para ahli mesin yang berpengalaman...
Penasaran tentang kemampuan pemotongan laser? Dalam panduan komprehensif ini, kita akan menyelami dunia kecepatan dan ketebalan pemotongan laser untuk berbagai jenis logam. Insinyur mekanik ahli kami akan...
Mengapa kualitas pemotongan laser bervariasi dengan peralatan dan parameter yang sama? Artikel ini membahas tentang bagaimana komposisi pelat baja karbon memengaruhi hasil pemotongannya. Dengan menjelajahi...
Pernahkah Anda bertanya-tanya, bagaimana laser bisa mengiris baja dengan presisi yang tepat? Dalam artikel ini, kami menyingkap rahasia di balik pemotongan laser. Dari mode laser hingga penyesuaian nosel, temukan bagaimana setiap...