Peralatan dan Perhitungan Pembengkokan Pipa: Panduan Utama
Pernahkah Anda mengagumi kurva dan lengkungan pipa industri yang rumit? Dalam artikel blog ini, kita akan menjelajahi dunia peralatan dan perhitungan pembengkokan pipa yang menarik. Insinyur mekanik ahli kami akan memandu Anda melalui proses tersebut, berbagi wawasan dan contoh untuk membantu Anda memahami aspek penting dari desain dan fabrikasi industri ini.
Pembengkokan pipa dapat dikategorikan ke dalam tiga jenis: pembengkokan yang ditarik, pembengkokan tekan, dan pembengkokan yang dilas.
Tekukan yang ditarik dapat dibagi lagi menjadi ditarik dingin dan ditarik panas. Bab ini terutama memperkenalkan fitur struktural, kemampuan, dan pengoperasian peralatan pembengkokan pipa yang umum digunakan, bersama dengan perhitungan untuk material pembengkokan pipa.
I. Pengetahuan Umum Tentang Pembengkokan Pipa
Pipa bengkok adalah fitting pipa yang mengubah arah pipa. Pipa bengkok dapat dilihat di mana pipa menyilang, menekuk, atau membungkus balok.
Pipa bengkok yang ditarik memiliki kemampuan ekspansi yang sangat baik, tahan tekanan tinggi, dan resistansi rendah, sehingga biasa digunakan dalam konstruksi.
Bentuk utama pipa bengkok meliputi berbagai sudut siku, pipa berbentuk U, tikungan bolak-balik (juga dikenal sebagai tikungan Z), dan pipa melengkung, seperti yang ditunjukkan pada Gambar 1-1.
Siku adalah alat kelengkapan pipa dengan sembarang sudut lenturyang digunakan pada tikungan pipa. The radius lentur siku diwakili oleh R. Ketika R lebih besar, bagian tekukan pipa lebih besar, sehingga tikungan lebih halus. Ketika R lebih kecil, bagian tekukan pipa lebih kecil, menghasilkan tikungan yang lebih tajam.
Tikungan maju-mundur adalah fitting pipa dengan dua sudut tekukan (biasanya 135°). Jarak antara garis tengah ujung bengkok pipa bengkok maju-mundur disebut tinggi bengkok maju-mundur, diwakili oleh huruf h. Biasanya digunakan saat menghubungkan anak tangga pemanas dalam ruangan dengan listrik dan radiator, dan saat menghubungkan pipa dengan persimpangan yang tidak berada pada bidang yang sama.
Pipa berbentuk U adalah fitting pipa setengah lingkaran. Jarak d antara garis tengah kedua ujung pipa sama dengan dua kali radius tekukan R. Pipa berbentuk U dapat menggantikan dua siku 90° dan sering digunakan untuk menyambungkan dua radiator sayap bundar yang disusun secara vertikal.
Gambar 1-1 Bentuk Utama Tabung Bengkok
Tabung lengkung dipasang dengan tiga sudut tekukan. Sudut tengah umumnya 90°, dan sudut samping 135°. Tabung melengkung digunakan untuk memotong pipa lain, dan sering digunakan dalam perpipaan peralatan sanitasi dengan suplai air panas dan dingin.
Ukuran tabung bengkok ditentukan oleh diameter tabung, sudut tekukan, dan radius tekukan. Sudut tekukan ditentukan sesuai dengan gambar dan situasi aktual lokasi konstruksi, dan kemudian dibuat templat. Tabung bengkok dibuat sesuai dengan templat dan diperiksa apakah sudut tekukan fitting tabung fabrikasi memenuhi persyaratan.
Template dapat dibuat dengan baja bulat, diameter baja bulat dipilih berdasarkan ukuran diameter tabung yang akan dibuat, 10-14mm sudah cukup. Jari-jari tekukan tabung bengkok harus ditentukan sesuai dengan ukuran diameter pipa, persyaratan desain, dan peraturan yang relevan. Seharusnya tidak terlalu besar, juga tidak sembarangan dipilih terlalu kecil.
Karena jika radius tekukan terlalu besar, tidak hanya menggunakan lebih banyak material, tetapi tempat yang ditempati oleh bagian pipa yang tertekuk juga lebih besar, yang dapat menyebabkan kesulitan dalam perakitan pipa; jika radius tekukan dipilih terlalu kecil, dinding pipa di bagian belakang tikungan terlalu memanjang dan menipis, sehingga mengurangi kekuatannya, dan dinding pipa di bagian dalam tikungan dikompresi, membentuk keadaan berkerut.
Oleh karena itu, secara umum ditetapkan: radius tekukan tabung bengkok panas tidak boleh kurang dari 3,5 kali diameter luar pipa; radius tekukan tabung bengkok dingin tidak boleh kurang dari 4 kali diameter luar pipa; radius tekukan siku yang dilas tidak boleh kurang dari 1,5 kali diameter luar pipa; radius tekukan siku yang dilubangi tidak boleh kurang dari diameter luar pipa.
Saat membengkokkan tabung, logam di bagian dalam tikungan dikompresi, dan dinding pipa menebal; logam di bagian belakang tikungan diregangkan, dan dinding pipa menipis. Semakin kecil radius tekukan, semakin parah penipisan dinding pipa di bagian belakang tikungan, dan semakin besar dampaknya terhadap kekuatan punggung.
Untuk mencegah kinerja kerja asli pipa berubah terlalu banyak setelah ditekuk, umumnya ditetapkan bahwa setelah pipa ditekuk, laju penipisan dinding pipa tidak boleh melebihi 15%. Tingkat penipisan dinding pipa dapat dihitung menurut rumus berikut:
A = [1-R / (R + DW/2)] × 200%
Dalam rumus:
A adalah laju penipisan (%) dari matriks luar pipa setelah pembengkokan;
DW adalah diameter luar pipa (mm);
R adalah radius tekukan pipa yang dibengkokkan (mm).
Selama pembengkokan pipa, karena perubahan ketebalan dinding bagian dalam dan luar segmen pipa yang dibengkokkan, bentuk penampang segmen yang dibengkokkan berubah dari lingkaran menjadi elips. Perubahan bentuk penampang pipa bengkok mengurangi luas penampang aliran pipa, sehingga meningkatkan resistensi fluida, dan juga mengurangi kemampuan pipa untuk menahan tekanan internal.
Oleh karena itu, ketentuan berikut umumnya dibuat untuk elipsitas pipa bengkok: Jika diameter pipa kurang dari atau sama dengan 150mm, eliptisitas tidak boleh melebihi 10%; jika diameter pipa kurang dari atau sama dengan 200mm, eliptisitas tidak boleh melebihi 8%.
Elastisitas pipa dapat dihitung menurut rumus berikut ini:
T=(d1-d2)/d1×100%
Dimana:
T adalah ovalitas (%);
d1 adalah sumbu utama pada deformasi oval maksimum (mm);
d2 adalah sumbu minor pada deformasi oval maksimum (mm).
Ketika membuat pipa tekuk mandrel dingin atau panas dengan air, pipa baja gas, dan pipa baja yang dilas secara longitudinal, pengelasan pipa harus ditempatkan pada tempat 45° dari garis tengah sisi, seperti yang ditunjukkan pada Gambar 1-2. Hal ini untuk mencegah agar las pipa tidak retak selama pembengkokan.
Gambar 1-2 Posisi lapisan yang dilas ketika pipa baja yang dilas ditekuk
Pada umumnya, kerutan tidak boleh terjadi selama pembengkokan pipa. Jika ada area yang tidak rata, tingginya tidak boleh melebihi batas berikut ini: jika diameternya kurang atau sama dengan 125mm, tidak boleh melebihi 4mm; jika diameternya kurang atau sama dengan 200mm, tidak boleh melebihi 5mm.
II. Perhitungan dan Pemotongan Pipa Bending
Sebelum melakukan pekerjaan pembengkokan pipa, panjang bagian pipa yang dibengkokkan harus dihitung terlebih dahulu, dan titik awal pembengkokan harus ditandai agar bagian setengah jadi yang benar dapat diperoleh setelah pembengkokan.
1. Perhitungan Pipa Tekuk 90°
Pipa tekuk 90° paling banyak digunakan dalam rekayasa pipa, dan radius tekukannya bervariasi karena metode pembuatan yang berbeda. Untuk pipa tekuk dingin, R = (4 ~ 6) D biasanya diambil; untuk pipa tekuk panas, R = 4D diambil; untuk siku injakan atau siku yang dilas, R = (1 ~ 1,5) D biasanya diambil. Setelah radius tekukan ditentukan, panjang pemotongan bagian tekukan dapat dihitung, dan panjang pemanasan selama pembengkokan panas dapat ditentukan, seperti yang ditunjukkan pada Gambar 1-3.
Seperti yang dapat dilihat dari gambar, setelah pipa dibengkokkan, busur luar dan busur dalam dari bagian yang dibengkokkan bukanlah panjang sebenarnya dari pipa lurus asli, tetapi hanya panjang garis tengah pipa yang dibengkokkan yang tidak berubah sebelum dan sesudah pembengkokan, dan panjang yang tidak dilipat sama dengan panjang bagian pipa lurus asli. Sekarang, mari kita asumsikan titik awal dan akhir bagian yang ditekuk adalah a dan b.
Ketika sudut tekukan 90 °, panjang bagian pipa yang ditekuk tepat 1/4 dari keliling lingkaran yang digambar dengan jari-jari r, dan panjang busurnya diwakili oleh jari-jari tekukan, yaitu
Panjang busur ab = 2πR / 4 = 1,57R
Dari persamaan (1-3), dapat diketahui bahwa panjang pipa yang tidak dilipat dari pipa yang ditekuk 90° adalah 1,57 kali radius tekukan.
Gambar 1-3 Lengan Tekuk 90°
Saat menekuk tikungan berbentuk U, tikungan ganda terbalik, atau ekspander persegi, jika jarak tengah dari dua tikungan 90° yang berdekatan digambar dan dibentuk sesuai dengan persyaratan desain atau pengukuran aktual, maka jarak tengah kedua tikungan akan lebih besar dari jarak aslinya.
Ini adalah hasil dari perpanjangan yang dihasilkan apabila pipa logam dipanaskan dan ditekuk. Apabila memotong, kesalahan perpanjangan harus dikurangi dari jarak tengah kedua lengkungan, kemudian garis tengah dan panjang pemanasan lengkungan kedua harus ditarik.
Dengan cara ini, setelah kedua lengkungan dibengkokkan, jarak antara garis tengah akan tepat sesuai dengan dimensi yang diperlukan. Kesalahan ekstensi ditunjukkan pada Gambar 1-4 dan dapat dihitung dengan menggunakan rumus berikut ini:
2 - Posisi yang ditentukan dari garis tengah tikungan kedua
3 - Posisi aktual garis tengah tikungan kedua
4 - Tikungan kedua
Mengambil contoh square expander, metode pipa lentur perhitungan penggambaran dan pengosongan dijelaskan. Pada Gambar 1-5a, satuan ukuran square expander diketahui dalam mm, diameter pipa adalah DN150, dan radius tekukan R = 4DN = 600mm. Jika penggambaran dilakukan pada garis lurus pada Gambar 1-5b, dimulai dari titik ujung kiri o, dapat dilihat dari gambar bahwa Oa = 1500-R = 1500-600 = 900 mm. ab adalah bagian yang dibengkokkan, dan panjang busurnya adalah ab = 1,57R = 1,57 x 600 = 942 mm.
Dari a sampai d, terdiri dari dua tikungan 90° yang berlawanan dan bagian pipa lurus bc. Panjang bagian pipa lurus bc harus mengurangi kesalahan ekstensi △L, maka bc = 2100-2R-△L.
Dari persamaan (1-4), dapat diketahui bahwa △L = 600x(1-0,00875×90)=127,5mm. So bc=2100-2×600-127.5=772.5mm.
Demikian pula, panjang pengosongan setiap bagian pipa dapat dihitung. Seperti yang ditunjukkan pada Gambar 1-5b, pekerjaan penggambaran dapat dilakukan dengan lancar. Dalam pekerjaan aktual, ketika membuat alat kelengkapan pipa yang terdiri dari beberapa belokan, pekerjaan penggambaran diselesaikan dalam beberapa kali.
Pertama, hitung panjang blanking setiap bagian pada sketsa, dan pilih pipa lurus dengan panjang yang sesuai. Kemudian, mulailah membuat setiap lengkungan dari salah satu ujungnya. Setelah lengkungan sebelumnya dibuat, buatlah sketsa lengkungan berikutnya untuk mengatasi kesalahan ukuran dalam pekerjaan pembengkokan pipa.
Gambar 1-5b Pemotongan Ekspander Persegi
2. Perhitungan Tikungan Sembarang
Tikungan sewenang-wenang mengacu pada tikungan dengan sudut tikungan sewenang-wenang dan jari-jari tikungan sewenang-wenang. Panjang yang tidak dilipat dari bagian yang ditekuk ini jenis tikungan dapat dihitung dengan rumus berikut:
L = παR / 180 = 0,01745αR
Dalam rumus, L adalah panjang bagian yang tidak terlipat dari bagian yang ditekuk (mm); α- adalah sudut tekukan (°); π- adalah Pi; R adalah jari-jari tekukan (mm).
Selain itu, perhitungan panjang yang tidak terlipat dari bagian pipa yang dibengkokkan juga dapat dilakukan sesuai dengan Gambar 1-6 dan Tabel 1-1.
Gambar 1-6 Pembengkokan Pipa Sembarang
Penggunaan Tabel 1-1 dijelaskan dalam contoh berikut ini.
Catatan: Apabila menggunakan nilai C dan L dari tabel, nilai tersebut harus dikalikan dengan radius pembengkokan R.
Contoh: Mengingat sudut tekukan elbow pada Gambar 1-7 adalah 25°, radius tekukan R adalah 500mm, dan jarak dari bagian pipa yang dipasang ke titik sudut M adalah 911mm. Bagaimana cara menandai pipa lurus untuk membuat siku?
Solusi: Panjang bagian pipa lurus di ujung pipa yang akan dibengkokkan
b = 911 - CR
Dari Tabel 1-1, ketika sudut tekukan 25°, C = 0,2216, L = 0,4363. Oleh karena itu, CR dihitung sebagai:
0,2216R = 0,2216 x 500 = 111mm
Jadi, b = 911 - 111 = 800mm
Panjang sebenarnya yang tidak terlipat dari bagian yang tertekuk
L = 0,4363R = 0,4363 x 500 = 218mm
Penandaan dapat dibuat sesuai dengan panjang bagian pipa lurus yang dihitung b dan panjang yang tidak dilipat L dari bagian yang dibengkokkan, seperti yang ditunjukkan pada Gambar 1-7b.
Seperti yang dapat dilihat dari contoh di atas, selama sudut dan radius tekukan ditentukan, Tabel 1-1 dapat digunakan untuk menghitung tekukan pipa dengan mudah pada sudut mana pun dan untuk radius tekukan apa pun.
Selama pembengkokan panas, panjang bagian pipa yang dipanaskan umumnya harus sedikit lebih panjang daripada panjang pembengkokan untuk memastikan pemanasan yang seragam pada bagian yang ditekuk.
Panjang tambahan umumnya didefinisikan sebagai: untuk pipa dengan sudut tekukan yang besar, panjang tambahan dua kali diameter luar pipa dapat ditambahkan; untuk pipa dengan sudut tekukan yang kecil, panjang tekukan tambahan 20% dapat ditambahkan.
3. Perhitungan Tikungan Pipa Lainnya
1. Tikungan balik sudut sembarang
Tikungan balik sudut sembarang dapat dibagi menjadi radius tikungan yang sama dan radius tikungan yang tidak sama. Gambar 1-8 adalah belokan balik sudut sembarang dengan radius belokan yang sama. Jenis belokan pipa ini memiliki lima data variabel: radius belokan R, sudut belokan, jarak belokan H, panjang pipa belokan A, dan panjang pipa lurus L.
Dalam pekerjaan aktual, tiga data (H, R, dan) pada umumnya dapat ditentukan menurut desain atau situasi aktual di lokasi, dan hanya dua data (L, A) yang perlu ditentukan melalui perhitungan.
Gambar 1-8: Pembengkokan sudut sembarang ke depan dan ke belakang dengan radius kelengkungan yang sama.
Gambar 1-9: Tikungan bolak-balik dengan jari-jari yang tidak sama
Perhitungan nilai L dan A dibagi menjadi dua skenario:
1) Ketika H ≠ 2R
Panjang total tikungan bolak-balik adalah L+παR/90.
2) Ketika H = 2R
Panjang total setelah ditekuk dan dibentangkan tetap ada: L+παR/90.
Gambar 1-9 adalah untuk pembengkokan bolak-balik dengan radius pembengkokan yang tidak sama. Perhitungan pengosongan dapat dilakukan menurut rumus berikut ini.
Panjang bagian pipa lurus di antara belokan.
Total Panjang Ekspansi Pembengkokan Pipa
2. Perhitungan untuk Pipa Bending Berbentuk Busur
Pipa tekuk berbentuk busur, juga dikenal sebagai tekukan setengah lingkaran atau tekukan merangkul, umumnya memiliki sudut 45° dan 60°, seperti yang ditunjukkan pada Gambar 1-10. Rumus untuk menghitung panjang total material untuk belokan berbentuk busur 45° adalah:
L = π/2 (R + r) + 2L
Dalam rumus:
L' - Panjang total bagian yang tidak terlipat dari bagian yang ditekuk (mm);
R - Jari-jari tekukan dari tikungan ujung (mm);
r - Jari-jari tekukan pada lekukan bahu (mm);
L - Panjang bagian pipa lurus dari jembatan hidung (mm).
Gambar 1-10 Pipa berbentuk busur
a) Sudut adalah 45° b) Sudutnya 60°
Rumus untuk menghitung total panjang material untuk pipa berbentuk busur 60° adalah:
L = 4πR/3
Dalam rumus:
L - total panjang bagian yang tidak dilipat dari bagian yang ditekuk (mm);
R - jari-jari tekukan (mm).
3. Tekuk Lipatan
Metode persiapan untuk tekukan lipatan berbeda dari pembengkokan dingin dan panas. Karakteristiknya adalah, bahwa panjang total dinding belakang tekukan tidak berubah sebelum dan sesudah pembengkokan, sedangkan dinding bagian dalam tekukan menghasilkan lipatan yang teratur akibat pemanasan dan pembengkokan lokal.
Oleh karena itu, metode penandaannya sama sekali berbeda. Dimensi penandaan berbagai bagian tikungan lipatan dengan sudut tekukan 90 derajat dapat dihitung menurut rumus berikut ini:
(1) Panjang busur luar L yang tidak terlipat (mm)
(2) Lebar area yang tidak dipanaskan di bagian belakang tikungan, L1 (mm)
(3) Jarak Kerutan a
Dalam rumus,
R - Jari-jari tekukan siku (mm)
DW - Diameter luar pipa (mm)
DN - Diameter nominal pipa (mm)
n - Jumlah lipatan
Dimensi berbagai bagian dari siku lipit 90° tercantum dalam Tabel 1-2 untuk pipa dengan diameter nominal 100-600mm dan radius tikungan R = 3DN. Dimensi berbagai bagian dari siku lipit 90° di bawah radius tekukan umum lainnya dapat ditemukan dalam literatur yang relevan.
Selanjutnya, kita akan menggunakan pipa baja dengan diameter nominal DNl25mm dan radius tekukan R=3DN sebagai contoh untuk menjelaskan bagaimana menggunakan ukuran yang tercantum dalam Tabel 1-2 untuk perhitungan siku berlipat.
Menurut kondisi yang diketahui, pertama-tama, lihat Tabel 1-2, dan temukan R = 375mm, a = 117mm, L = 700mm, n = 7, b = 89mm, m = 28mm, L1 = 65mm.
Kemudian gambarkan dua garis paralel AA/ dan BB/ di sepanjang sumbu pipa, sehingga AA/ = BB/ = 700mm, titik ujung A dan B dari kedua garis berada pada keliling yang sama tegak lurus terhadap sumbu pipa, dan jarak antara kedua garis paralel (yaitu, panjang busur AB) L1 = 65mm.
Bagilah kedua garis AA/ dan BB/ menjadi 6 bagian yang sama (n-1 = 6), setiap bagian adalah a = 117mm, dapatkan titik-titik bagian yang sama Al, A2... dan B1, B2... seperti yang ditunjukkan pada Gambar 1-11.
Tabel 1-2R: Dimensi untuk menandai siku lipit 90° dengan R: 3DN (m)
Diameter Nominal DN
100
125
150
200
250
300
350
400
450
500
600
Diameter Luar Pipa Dw
108
133
159
219
273
325
377
426
480
530
630
Jari-jari Lentur R
300
375
450
600
750
900
1050
1200
1350
1500
1800
Jarak Kerut a
92
117
139
184
199
209
216
247
250
252
277
Panjang Busur Luar (Dibulatkan ke Bilangan Bulat) L
550
700
830
1100
1395
1670
1945
2220
2500
2770
3320
Jumlah Kerutan n
7
7
7
7
0
O
10
10
11
12
13
Lebar Maksimum Bagian yang Dipanaskan b
64
89
106
142
150
153
160
184
187
189
207
Lebar Minimum Bagian yang Tidak Dipanaskan m
28
28
32
42
49
56
56
63
63
63
70
Lebar Area Tidak Berpemanas L1
50
65
80
105
130
160
190
210
240
260
320
Gambar 1-11 Penandaan Siku yang Dilipat
Gambarkan garis lurus OO'/ di tengah sisi pipa yang berlawanan, potong b/2 = 44,5 mm di kedua sisi setiap titik perpotongan garis lurus O-O'/ dengan AB, A1B1, A2B2, dst, untuk mendapatkan titik T1, T2, seperti yang ditunjukkan pada Gambar 1-11. Hubungkan titik A dan B masing-masing ke T3 dan T4..., area garis penghubung ini adalah bagian lipatan siku.
III. Peralatan Pembengkokan Pipa Umum
Pembengkokan pipa dibagi menjadi pembengkokan dingin dan pembengkokan panas. Pembengkokan dingin adalah pembengkokan pipa pada suhu kamar, yang tidak memerlukan pengisian pasir atau pemanasan pada bagian pipa pembengkok, sehingga mudah dioperasikan dan menghemat tenaga kerja dan sumber daya material. Ini paling cocok untuk membengkokkan siku pipa baja galvanis, pipa baja tahan karat, dan pipa logam non-besi seperti tembaga dan timah.
Pembengkokan pipa secara dingin harus mengandalkan peralatan mesin. Peralatan pembengkokan dingin yang umum digunakan meliputi: pembengkok pipa manual, pembengkok pipa listrik, dan pembengkok pipa hidrolik. Dengan mesin pembengkok pipa dingin, siku dengan diameter nominal tidak melebihi 250mm umumnya dapat ditekuk. Pembengkok pipa frekuensi sedang sering digunakan saat membengkokkan pipa berdinding tebal berdiameter besar.
Saat menggunakan peralatan pembengkokan dingin untuk pembengkokan pipa, radius tekukan siku tidak boleh kurang dari 4 kali diameter nominal pipa. Saat menggunakan penyok pipa frekuensi menengah, radius tekukan siku hanya perlu tidak kurang dari 1,5 kali diameter nominal pipa.
Pipa logam memiliki elastisitas tertentu. Dalam proses pembengkokan dingin, ketika gaya eksternal yang diterapkan pada pipa dihilangkan, siku akan melompat kembali ke sudut tertentu. Ukuran sudut pegas kembali terkait dengan bahan pipa, ketebalan dinding pipa, dan ukuran radius tekukan.
Untuk pipa baja karbon bengkok dingin umum dengan radius tekukan 4 kali diameter nominal pipa, maka springback kira-kira 3° hingga 5°. Oleh karena itu, apabila mengontrol sudut pembengkokan, sudut springback ini harus dipertimbangkan.
1. Pembengkokan Pipa Manual
Pembengkok pipa manual dibagi menjadi tipe portabel dan tipe tetap. Alat ini dapat membengkokkan pipa dengan diameter nominal tidak melebihi 25mm dan umumnya perlu dilengkapi dengan beberapa set roda yang sesuai dengan diameter luar pipa yang umum.
Struktur penyokong pipa manual portabel ditunjukkan pada Gambar 1-12. Penyok pipa ini terdiri dari komponen-komponen seperti pegangan dengan pipa membungkuk mati dan penyekat yang dapat digerakkan.
Selama pengoperasian, pipa yang akan ditekuk ditempatkan di alur cetakan tekuk, salah satu ujungnya dipasang pada penyekat yang dapat digerakkan, dan gagangnya didorong untuk menekuk pipa ke sudut yang diperlukan.
Penyok pipa ini memiliki karakteristik ringan dan fleksibel, serta dapat digunakan untuk operasi pembengkokan dalam situasi apa pun, sehingga sangat cocok untuk perpipaan listrik dan instrumentasi.
Gambar 1-12 Penyok Pipa Manual Portabel
1- Penyekat Bergerak
2- Cetakan Pembengkokan Pipa
3- Pelat Penghubung
4- Alur Busur Eksentrik
5- Pegangan Lengan Sentrifugal
Struktur penyokong pipa manual tetap ditunjukkan pada Gambar 1-13.
Ini adalah penyok pipa manual yang umum digunakan yang dibuat sendiri untuk konstruksi. Penyok pipa ini terdiri dari roda cetakan tetap 3, roda cetakan bergerak 2, dan rangka dorong. Tepi roda cetakan memiliki lekukan setengah lingkaran yang tersembunyi ke dalam, yang diameternya sesuai dengan diameter luar pipa yang ditekuk.
Saat menekuk pipa, pilih roda cetakan yang sesuai sesuai dengan diameter luar dan radius tekukan pipa yang akan ditekuk, perbaiki roda cetakan pada platform operasi dengan pin, masukkan roda cetakan yang bergerak pada rangka dorong, dan letakkan pipa yang akan ditekuk pada alur antara roda cetakan tetap dan roda cetakan yang bergerak. Salah satu ujungnya dipasang di dudukan pipa. Kemudian dorong gagangnya, putar di sekitar roda cetakan tetap, sampai sudut yang diperlukan ditekuk.
Gambar 1-13 Penyok Pipa Manual Tetap
1- Menangani
2- Roda Ban Aktif
3- Roda Ban Tetap
4- Pemegang Pipa
2. Mesin Bending Pipa Listrik untuk Anil
Saat ini, pembengkok pipa listrik yang umum mencakup model seperti WA27-60, WB27-108, dan WY27-159. Model WA27-60 dapat membengkokkan pipa dengan diameter luar 25-60mm; model WB27-108 dapat membengkokkan pipa dengan diameter luar 38-108mm; model WY27-159 dapat membengkokkan pipa dengan diameter luar 51-159mm.
Penyok tabung listrik digerakkan oleh motor melalui perangkat transmisi, yang menggerakkan poros utama dan cetakan pembengkok yang dipasang pada poros utama untuk berputar guna membengkokkan tabung.
Saat menekuk tabung, pertama-tama, letakkan tabung yang akan ditekuk di sepanjang cetakan pemandu di antara cetakan pembengkok dan cetakan penjepit, sesuaikan cetakan pemandu untuk membuat tabung pada posisi garis singgung yang sama dari cetakan pembengkok dan cetakan penjepit, dan sejajarkan titik pembengkokan dengan titik pemotongan.
Kemudian gunakan penjepit tabung berbentuk U untuk menjepit ujung tabung pada cetakan pembengkok, kemudian nyalakan motor untuk mulai menekuk tabung, sehingga cetakan pembengkok dan cetakan penjepit berputar dengan tabung di sekitar cetakan pembengkok. Setelah mencapai sudut tekukan yang diperlukan, hentikan mesin, lepaskan penjepit tabung berbentuk U, lepaskan cetakan penjepit, dan lepaskan tabung yang tertekuk.
Saat menggunakan penyok tabung listrik, cetakan pembengkok, cetakan pemandu, dan cetakan penjepit yang digunakan harus sesuai dengan diameter luar tabung yang ditekuk untuk menghindari kualitas tabung yang ditekuk tidak memenuhi persyaratan setelah ditekuk.
Jika diameter luar tabung yang ditekuk lebih besar dari 60mm, mandrel pembengkok harus ditempatkan di dalam tabung. Diameter luar mandrel adalah 1-1.5mm lebih kecil dari diameter dalam tabung dan ditempatkan sedikit di depan titik tekukan tabung; perpotongan bagian kerucut mandrel dan bagian silinder harus ditempatkan pada permukaan tekukan tabung. Seperti yang ditunjukkan pada Gambar 1-15.
Jika mandrel menonjol terlalu jauh ke depan, mandrel akan retak saat ditekuk; jika mandrel menonjol terlalu jauh ke belakang, tabung yang ditekuk akan memiliki ukuran yang terlalu besar. kebulatan. Posisi mandrel yang benar dapat diperoleh dengan metode pengujian. Setiap kali menggunakan mandrel untuk membengkokkan tabung, semua serpihan harus dibersihkan dari rongga tabung sebelum dibengkokkan, dan jika kondisinya memungkinkan, sedikit oli mesin dapat dioleskan pada dinding bagian dalam tabung untuk mengurangi gesekan antara mandrel dan dinding tabung.
Gambar 1-15 Penempatan Mandrel Pembengkok
1 - Batang tarik
2 - Mandrel
3 - Awal permukaan tekukan pipa
3. Mesin Bending Pipa Hidrolik Anil Pipa
Mesin bending pipa hidrolik terutama terdiri dari cetakan atas dan penyangga pipa. Fungsi cetakan atas sama dengan cetakan lentur dari mesin tekuk pipa listrik. Fungsi dan bentuk penyangga pipa sama dengan cetakan penjepit pada mesin tekuk pipa listrik. Gambar 1-16 menunjukkan tampilan mesin pembengkok pipa hidrolik.
Saat menggunakan penyok pipa ini untuk hidrolik anilpertama-tama pindahkan cetakan atas kembali ke belakang penyangga pipa, kemudian letakkan pipa di alur busur antara cetakan atas dan penyangga pipa, dan sejajarkan bagian tengah tekukan pipa dengan titik tengah cetakan atas. Kemudian nyalakan mesin dan tekuk pipa ke sudut yang diinginkan. Setelah menekuk, balikkan mesin untuk memindahkan cetakan atas kembali ke posisi semula, lepaskan tikungan anil, dan periksa sudutnya. Jika sudutnya tidak mencukupi, Anda dapat terus menekuk.
Gambar 1-16 Penyok Pipa Hidraulik
1- Die Atas
2- Dukungan Pipa
3- Silinder Hidrolik
Penyok pipa jenis ini memiliki cetakan yang sederhana, ringan, dan kuat yang dapat membengkokkan pipa berdiameter besar. Namun, saat membengkokkan pipa berdiameter besar, penampang pipa yang dibengkokkan sering kali berubah bentuknya. Oleh karena itu, umumnya digunakan untuk membengkokkan pipa dengan diameter luar tidak melebihi 44,5 mm.
Apabila menggunakan penyok pipa jenis ini untuk menganil pipa, sudut pembengkokan tidak boleh melebihi 90° setiap kali. Selama pengoperasian, Anda juga perlu menyesuaikan jarak antara dua penyangga pipa agar cetakan atas dapat melewatinya. Jika terlalu kecil, cetakan atas akan mendorong penyangga pipa, merusak penyok pipa; jika terlalu besar, bagian pipa di antara penyangga pipa akan bengkok dan berubah bentuk selama pembengkokan, sehingga mempengaruhi kualitas pembengkokan pipa.
4. Penyok Pipa Frekuensi Menengah
Penyok pipa frekuensi menengah menggunakan energi listrik frekuensi menengah untuk menginduksi pemanasan cincin lokal pada pipa, sementara secara mekanis menyeret pipa untuk berputar, menyemprotkan air untuk mendinginkan, membuat pekerjaan pembengkokan pipa terus menerus terkoordinasi.
Dengan menggunakan penyok pipa ini, siku 325 × 10mm dapat ditekuk, radius tekukan 1,5 kali diameter nominal pipa, yang hampir 10 kali lebih efisien daripada memanaskan dan menganil pipa dengan karbon kokas.
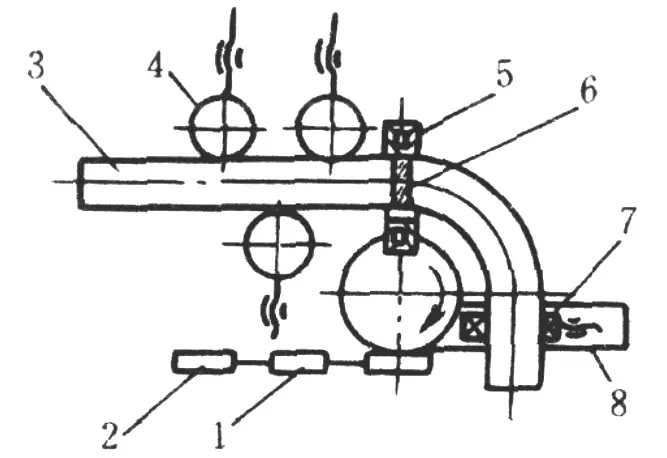
Dibandingkan dengan peralatan pipa tekuk dingin pada umumnya, penyok pipa ini memiliki keunggulan dalam hal penggunaan lahan yang lebih sedikit, biaya rendah, tidak perlu cetakan yang mahal, dan penyesuaian radius tekukan yang nyaman. Strukturnya ditunjukkan pada Gambar 1-17.
Saat menekuk pipa, pertama-tama bersihkan karat dan kotoran yang mengambang di permukaan pipa yang akan ditekuk, pasang chuck pipa yang sesuai dengan spesifikasi pipa yang akan ditekuk pada lengan yang berputar, dan sesuaikan garis tengah chuck ke posisi radius tekukan yang diperlukan, lalu perbaiki;
Kemudian, sesuaikan posisi rol penyangga sehingga jarak dari garis tengah pipa yang ditekuk ke bagian tengah poros lengan yang berputar sama dengan radius tekukan.
Sesuaikan ketinggian rol penyangga dan braket untuk membuat garis tengah pipa bengkok dan bagian tengah chuck pada bidang yang sama, dan sejajar dengan bidang lengan yang berputar; Masukkan pipa baja ke dalam cincin pemanas dan jepit ke dalam chuck;
Sesuaikan cincin pemanas agar sisi dalamnya konsisten dengan celah di antara permukaan luar pipa baja. Nyalakan unit frekuensi sedang untuk pemanasan. Saat pipa dipanaskan hingga 950-1000°C (oranye-kuning), segera nyalakan motor untuk pembengkokan; pada saat yang sama, buka katup air pendingin untuk menyemprotkan air untuk mendinginkan bagian lokal.
Selama pembengkokan pipa, jika suhu pipa terlalu tinggi, kecepatan lengan yang berputar dapat ditingkatkan secara tepat; jika tidak, kecepatan lengan yang berputar diperlambat untuk menjaga area pemanasan pipa baja pada suhu yang sama.
Saat ditekuk ke sudut yang diperlukan, hentikan pemanasan, dan hentikan motor pada saat yang sama (tetapi jangan berhenti di tengah-tengah pembengkokan pipa), dan terus menuangkan air untuk pendinginan, hingga pipa yang tertekuk didinginkan hingga suhu kamar, lepaskan pipa yang tertekuk, dan periksa apakah sudut dan kualitas tekukan memenuhi persyaratan.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda mempertimbangkan gaya yang bekerja saat membengkokkan pipa? Dalam artikel ini, kita akan menjelajahi dunia mekanika pembengkokan pipa yang menarik. Insinyur mekanik ahli kami akan mematahkan...
Pembengkokan pipa sangat penting di banyak industri, tetapi cacat dapat membahayakan keselamatan dan kualitas. Bayangkan jika Anda menemukan cara untuk mencegah masalah ini sebelum terjadi. Panduan ini membahas cara-cara yang umum...
Pernahkah Anda bertanya-tanya, bagaimana cara memastikan presisi dalam pembengkokan pipa? Artikel ini memperkenalkan tabel komprehensif tentang radius tekukan minimum untuk berbagai spesifikasi pipa, dengan fokus pada baja karbon, baja paduan rendah, dan...
Pernahkah Anda bertanya-tanya bagaimana cara membengkokkan pandu gelombang dengan presisi? Dalam artikel ini, kita akan mengeksplorasi teknik-teknik canggih yang digunakan dalam pembengkokan pandu gelombang, yang sangat penting untuk meningkatkan kinerja sistem radar. Anda akan belajar...
Pernahkah Anda bertanya-tanya, mengapa sebagian pelat aluminium mudah dibengkokkan sementara yang lainnya retak? Kuncinya terletak pada jenis dan kondisi aluminium. Artikel ini menjelajahi berbagai tingkatan aluminium, seperti 3003...
Pernahkah Anda bertanya-tanya mengapa beberapa tabung berkerut atau sobek saat ditekuk? Artikel ini mengeksplorasi akar penyebab masalah ini, dengan fokus pada faktor-faktor seperti radius tekukan, sifat material, dan...
Membengkokkan tabung secara tepat, memerlukan pemahaman pedoman dan parameter khusus. Bagaimana Anda memastikan pembengkokan yang mulus dan akurat setiap saat? Artikel ini membahas aspek-aspek penting dalam pembengkokan tabung, termasuk mesin...
Bagaimana ketepatan rem tekan berdampak pada kualitas pembengkokan logam? Artikel ini mengeksplorasi hubungan penting antara akurasi pembuatan rem tekan dan hasil yang dihasilkan...
Pernahkah Anda bertanya-tanya mengapa rem tekan Anda tidak turun secara sinkron? Artikel ini membahas penyebab umum desinkronisasi pada rem tekan hidraulik, seperti kebocoran internal pada piston...