Pertanyaan Umum tentang Rem Tekan: Dapatkan Jawaban Utama Anda
Pernahkah Anda bertanya-tanya, bagaimana pembengkokan presisi dicapai dalam pengerjaan logam? Artikel ini menyingkap rahasia penyetelan rem tekan, mulai dari menyetel sudut hingga mengimbangi defleksi. Selami untuk mempelajari teknik-teknik penting yang memastikan akurasi dan efisiensi dalam setiap pembengkokan.
Menyesuaikan ukuran tekukan melibatkan penyetelan jarak antara jari-jari penghenti pada rem tekan.
Penyetelan kasar dan halus dilakukan dengan menggunakan tombol yang terletak di kanan bawah mesin rem tekan.
Untuk menyesuaikan sudut pembengkokan, atau kedalaman pembengkokan (seperti bukaan V), gunakan runner yang terletak di sisi kanan sudut, dengan kedalaman pemotongan S≤100.
Petunjuk untuk menggunakan aplikasi tekan rem mesin:
Tentukan gaya tekukan dan ukuran bukaan alur-V dari mati lebih rendahyang dapat dihitung berdasarkan ketebalan pelat dan panjang pelat yang dilipat.
Sejajarkan bagian tengah cetakan atas dan bawah, lalu sesuaikan celahnya.
Atur posisi stop depan dan belakang serta aliran pemrosesan, beralih seperlunya menurut sakelar penyesuaian.
Tempatkan benda kerja di bagian tengah mesin press hidrolik mesin rem tabel untuk pengukuran tekanan.
Sesuaikan kembali izin mati dan sesuaikan blok penyetelan cetakan atas jika perlu.
Pastikan semua segel tertutup rapat, dan segera ganti jika terjadi kebocoran.
The backgauge Penyetelan biasanya melibatkan penyetelan cepat elektrik dan penyetelan halus manual, menggunakan metode yang sama seperti pada gunting pelat.
Tekan sakelar kaki untuk mulai menekuk. Mesin akan berhenti bekerja ketika kaki dilepaskan.
Bagaimana Cara Menyetel Sudut Rem Tekan?
Sesuaikan langkah silinder oli dan lakukan uji tekanan setelah menyetel satu sisi.
Pasang kembali cetakan rem tekan.
Tempatkan bantalan kertas pada cetakan bagian bawah.
Bagaimana Cara Mengimbangi Defleksi Mesin Rem Tekan?
Untuk menangkal efek negatif dari deformasi ram, maka perlu mengimbangi deformasi defleksi ram. Hal ini memastikan keakuratan permukaan sambungan mesin dan meningkatkan akurasi benda kerja.
Mode Kompensasi untuk Silinder Hidraulik:
Elektro-hidrolik pers servo mesin rem + kompensasi defleksi hidrolik
Mekanisme kompensasi defleksi otomatis hidraulik pada meja kerja terdiri dari sekelompok silinder oli yang dipasang di meja kerja bagian bawah. Posisi dan ukuran setiap silinder kompensasi dirancang berdasarkan kurva kompensasi defleksi dari analisis elemen hingga pada blok geser dan meja kerja.
Kompensasi hidraulik menyelesaikan kompensasi tonjolan melalui perpindahan relatif antara pelat vertikal depan, tengah, dan belakang. Tonjolan dicapai melalui deformasi elastis dari pelat baja itu sendiri, memungkinkan kompensasi disesuaikan dalam kisaran elastis meja kerja.
Mode Meja Kerja Kompensasi Mekanis:
Rem tekan hibrida servo elektrik ganda + kompensasi defleksi mekanis
Blok baji cembung terdiri dari sekelompok blok baji cembung dengan bidang miring. Setiap irisan cembung dirancang berdasarkan kurva defleksi dari analisis elemen hingga pada blok geser dan meja kerja.
Sistem kontrol numerik menghitung jumlah kompensasi yang diperlukan berdasarkan kekuatan lentur selama pembengkokan benda kerja (yang menyebabkan deformasi defleksi blok geser dan pelat vertikal meja kerja), dan secara otomatis mengontrol gerakan relatif irisan cembung untuk secara efektif mengkompensasi deformasi defleksi blok geser dan pelat vertikal meja kerja, sehingga menghasilkan benda kerja yang bengkok yang ideal.
Kompensasi defleksi mekanis menyelesaikan "pre-bulge" dengan mengontrol posisi. Sekelompok irisan membentuk kurva yang sejajar dengan defleksi aktual pada arah panjang meja kerja, memastikan konsistensi celah antara cetakan atas dan bawah selama pembengkokan dan konsistensi sudut benda kerja yang dibengkokkan pada arah panjang.
Keuntungan dari Kompensasi Mekanis:
Kompensasi mekanis dapat memberikan kompensasi defleksi yang akurat di sepanjang meja kerja. Kompensasi ini tahan lama dan stabil, mengurangi frekuensi perawatan (seperti kebocoran oli) kompensasi hidraulik dan perawatannya gratis selama masa pakai rem tekan.
Dengan banyak titik kompensasi untuk kompensasi defleksi mekanis, mesin pembengkok dapat menekuk benda kerja dalam mode kompensasi linier dan meningkatkan efek pembengkokan benda kerja.
Kompensasi mekanis menggunakan potensiometer untuk mengukur posisi sinyal balik, memberikan kontrol digital sebagai sumbu kontrol numerik, membuat nilai kompensasi lebih akurat.
Rem Tekan Tidak Bisa Naik dan Turun. Apa yang terjadi?
Ketidakmampuan dari pers hidrolik mesin rem untuk bergerak ke atas dan ke bawah mungkin disebabkan oleh alasan-alasan berikut:
Periksa apakah sistem kelistrikan berfungsi normal;
Periksa apakah katup hidraulik tersumbat;
Periksa apakah katup tekanan balik sudah disetel dengan benar;
Periksa apakah pedal kaki tidak berfungsi.
Bagaimana Cara Membengkokkan Busur Dengan Rem Tekan?
Tekuk busur pada mesin rem tekan. Jika bilah busur tidak tersedia, gunakan cetakan atas dengan mulut V kecil.
Pertama, buatlah garis dan lipat di sepanjang garis yang telah digariskan untuk membentuk busur.
Bahkan tanpa cetakan pun, masih bisa dilakukan, meskipun mungkin sedikit lebih rumit.
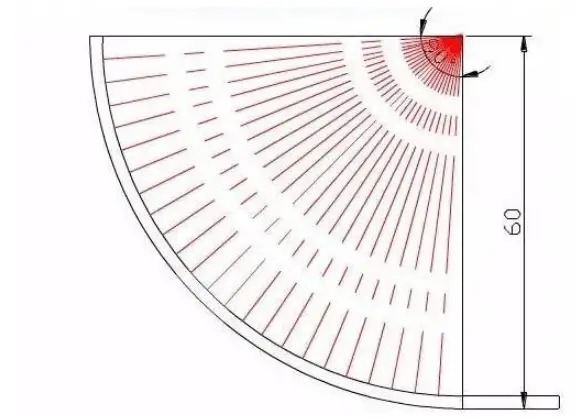
Hitung panjang busur, panjang kord, tinggi busur, dan sudut tengah benda kerja, kemudian gores dan bagi berdasarkan data ini. Kontrol langkah dan tekanan untuk melipat busur dari kedua ujung busur ke ketinggian busur dan menghasilkan bentuk busur yang diinginkan.
Berikut ini adalah langkah-langkah spesifiknya:
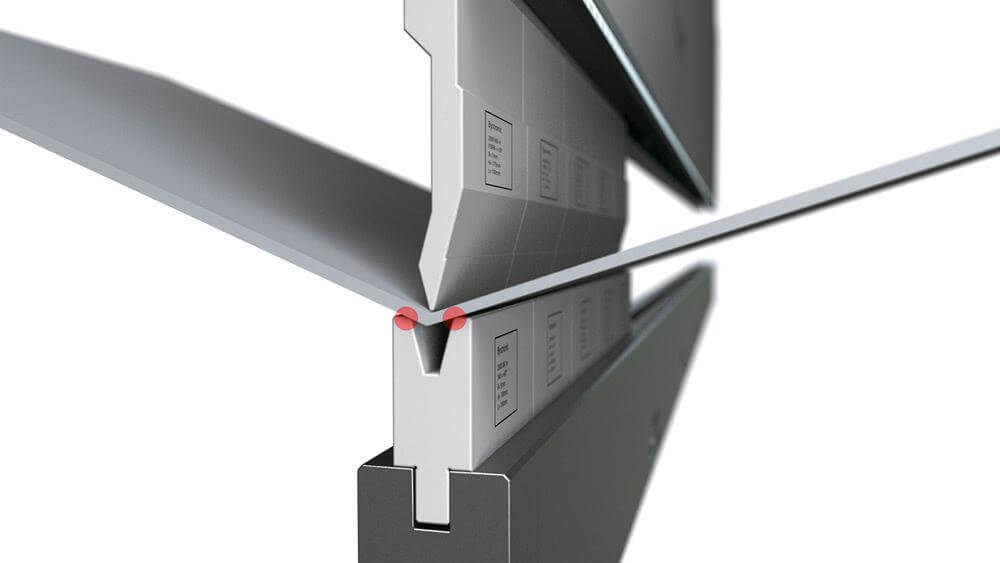
1. Seperti yang ditunjukkan dalam lingkaran merah pada gambar, letakkan tempat di mana Anda ingin membengkokkan busur di bawah mesin rem tekan.
2. Tekan sakelar dan rem tekan mulai bergerak ke bawah.
3. Seperti yang ditunjukkan dalam lingkaran merah pada gambar, setelah mesin press brake menekan lembaran besi, tangan hanya perlu diangkat sedikit agar tidak terbentuk sudut yang berlebihan.
4. Pada saat ini, angkat mesin rem tekan, kirim lembaran besi ke depan, ulangi tiga langkah di atas, dan ulangi tiga kali atau lebih sesuai dengan ukuran busur yang Anda inginkan.
5. Di sini, kita ulangi tiga kali untuk membengkokkan busur setengah lingkaran.
6. Seperti ditunjukkan dalam gambar, busur lingkaran dapat dilipat dengan cara ini, dan efek yang terlihat pun bagus.
Perbandingan Antara Penggaris Kisi dan Penggaris Kisi Magnetik Rem Tekan
Pengantar Penggaris Kisi-kisi
Penggaris kisi adalah sensor yang memanfaatkan prinsip interferensi dan difraksi cahaya.
Ini sering digunakan dalam sistem servo loop tertutup Peralatan mesin NC dan dapat mendeteksi perpindahan linier atau sudut. Sinyal output adalah pulsa digital, yang menawarkan jangkauan deteksi yang besar, akurasi tinggi, dan kecepatan respons yang cepat.
Pengantar Penggaris Kisi Magnetik
Penggaris kisi magnetik adalah sensor yang menggunakan kutub magnet sebagai prinsipnya.
Penggaris dasar adalah strip baja bermagnet seragam, dan kutub S dan N disusun secara merata di atasnya. Perubahan pada kutub S dan N dideteksi oleh kepala pembacaan.
Analisis Keuntungan dan Kerugian Penggaris Kisi dan Penggaris Kisi Magnetik
(1) Penggaris kisi-kisi memiliki presisi yang relatif tinggi (± 0,005 mm), tetapi sangat rentan terhadap perubahan suhu (umumnya di bawah 40 ° C), dan memiliki persyaratan yang ketat untuk lingkungan sekitar dengan masa pakai yang relatif singkat.
(2) Penggaris kisi magnetik memiliki akurasi yang relatif lebih rendah (± 0,01 mm), tetapi memiliki ketahanan yang lebih baik terhadap air, noda minyak, debu, dan getaran, serta lebih mudah beradaptasi dengan lingkungan dengan masa pakai yang relatif lebih lama.
Kesimpulannya, penggaris kisi magnetik lebih cocok untuk area dengan suhu tinggi hampir sepanjang tahun.
Jenis Rem Tekan yang Bergerak ke Atas dan ke Bawah, Mana yang Lebih Baik?
Rem tekan CNC seri Amada RG memiliki desain tipe bergerak ke bawah. Rem ini menggunakan mode tekanan paralel pusat, yang unik di industri ini. Silinder oli utama terletak di bagian tengah meja kerja bagian bawah, sementara kedua sisinya dilengkapi dengan silinder oli tambahan. Hal ini membantu mengatasi masalah kompensasi defleksi yang umumnya terkait dengan gerakan naik tekan rem.
Seri RG dikenal dengan pengoperasiannya yang mudah, efisiensi tinggi, dan presisi. Seri ini telah menjadi identik dengan mesin rem tekan.
Apa Masalahnya Kecepatan Turun Rem Tekan Hidraulik Tiba-tiba Melambat Selama Pengoperasian?
Hal ini dianggap sebagai bagian dari "kemajuan pekerjaan" yang normal. Tidak ada masalah.
Setelah menghidupkan motor pompa oli selama beberapa menit, jika tidak ada kelainan, mesin dapat dihidupkan.
Untuk melakukannya, putar sakelar pergantian ke posisi "jog", tetapkan waktu tunda ke minimum, dan tekan sakelar kaki ke arah "turun". Ram kemudian akan turun dengan cepat.
Setelah ram bersentuhan dengan sakelar perjalanan, relai waktu akan menyebabkan ram berhenti bergerak setelah jarak tertentu.
Jika ram harus terus bergerak turun, sesuaikan relai waktu ke pengaturan yang lebih lama, lepaskan sakelar kaki, lalu tekan sakelar kaki ke arah "turun" lagi.
Untuk menggerakkan ram ke atas, tekan sakelar kaki ke arah "atas". Ram akan kembali ke posisi awal, berhenti, dan tetap berada di sana sampai mencapai titik mati atas.
Sudut Tekuk Rem Tekan Berbeda
Jika Anda dapat menyesuaikan kedalaman secara normal dan sudut pada kedua sisinya tidak sama, ikuti langkah-langkah berikut ini:
Lepaskan batang penghubung di antara kedua silinder.
Sesuaikan kedalaman setiap sisi secara individual.
Pastikan kedua silinder di kedua sisi konsisten.
Sambungkan kembali batang penghubung.
DAFTAR SUMBER BAHAYA DAN FORMULIR PENILAIAN RISIKO REM TEKAN
L: Kemungkinan kecelakaan
E: Frekuensi paparan terhadap lingkungan berbahaya
C: Konsekuensi dari kecelakaan
Nilai pecahan
Kemungkinan terjadinya kecelakaan
Nilai pecahan
Frekuensi
Nilai pecahan
Konsekuensi
10
Sangat mudah diprediksi
10
Eksposur terus menerus
100
Bencana, dan beberapa kematian (10 atau lebih)
6
Sangat mungkin
6
Paparan selama jam kerja harian
40
Bencana, beberapa kematian (3-9 orang)
3
Mungkin, tetapi tidak sering
3
Seminggu sekali, atau paparan yang tidak disengaja
15
Sangat serius, 1-2 orang meninggal
1
Tidak mungkin, sama sekali tidak terduga
2
Paparan bulanan
7
Cedera serius dan cacat berat (tingkat kecacatan 1-4)
0.5
Itu tidak mungkin. Hal ini dapat dibayangkan
1
Beberapa eksposur per tahun
3
Cedera serius dan kecacatan (tingkat kecacatan 5-6)
0.2
Sangat tidak mungkin
0.5
Eksposur yang sangat jarang terjadi
2
Cedera ringan (tingkat kecacatan 7-10)
0.1
Praktis tidak mungkin
1
Cedera ringan
Catatan: D ≥ 0 adalah sumber bahaya utama. Lihat dua puluh jenis cedera:
1. Pemogokan objek
2. Cedera kendaraan
3. Cedera mekanis
4. Cedera akibat mengangkat
5. Sengatan listrik
6. Tenggelam
7. Terbakar
8. Kebakaran
9. Ledakan yang jatuh
15. Ledakan mesiu
16. Ledakan ketel uap
17. Ledakan kontainer
18. Ledakan lainnya
19. Asfiksia keracunan
20. Cedera lainnya.
Tidak.
Kegiatan
Deskripsi nama peralatan, lokasi operasi, dll.
Sumber bahaya
Karakteristik (kemungkinan konsekuensi)
Evaluasi risiko
Tingkat risiko
Skor L-
E-skor
Skor-C
Nilai D-
1
Operasi
Selama pengoperasian, pemeliharaan, atau penghentian peralatan
Rangkaian listrik lepas dan kerusakan isolasi
Tersengat listrik
1
10
7
70
4
2
Operasi
Selama pengoperasian, pemeliharaan, atau penghentian peralatan
Pemanasan hubung singkat dan kebakaran sirkuit listrik
Kebakaran
1
10
7
70
4
3
Mengganti bahan abrasif
Pengoperasian dan pemeliharaan peralatan
Hancurkan jari
Cedera mekanis
1
6
3
18
5
4
Menambahkan oli hidraulik
Peralatan pemeliharaan
Ganti oli hidraulik dan jatuhkan dari ketinggian
Jatuh dari ketinggian
1
1
3
3
5
5
Periksa pompa oli
Pengoperasian dan pemeliharaan peralatan
Melepuh suhu tinggi pada tangki oli hidraulik
Melepuh
1
3
2
6
5
6
Peralatan pembersih
Peralatan pemeliharaan
Tetesan pembersih bagian atas peralatan
Jatuh dari ketinggian
1
3
3
9
5
7
Memberi makan
Peralatan pengoperasian
Masukkan tangan Anda ke dalam penggiling dan melukai jari Anda
Cedera mekanis
1
6
7
42
4
8
Memberi makan
Peralatan pengoperasian
Papan material menggores tangannya dan jatuh mengenai kakinya
Ada banyak jenis pengendali rem tekan CNC yang berbeda-beda, termasuk DA66t, DA58t, E530, E52s, dll., masing-masing dengan fungsinya yang unik. Semua kontroler ini bisa dibandingkan dengan komputer, seperti Win7, Win8, MAC, dll., yang memiliki fungsi berbeda-beda.
Apabila memilih pengontrol, penting untuk mempertimbangkan kondisi benda kerja yang akan diproses, seperti jenis pembengkokan, simulasi 3D, akurasi kontrol, dan kerumitannya. Saat ini, kontroler E21 umumnya digunakan untuk rem tekan, dan sistem E21s digunakan untuk mesin geser.
The Sistem CNC untuk gunting hidrolik meliputi DAC310 dan DAC360, sedangkan sistem CNC untuk mesin rem tekan meliputi model-model populer seperti DA41, DA52, DA53T, DA56, DA66t, dan DA69t. Sistem ini banyak digunakan dan dibuat oleh merek DELEM dari Belanda.
Dengan kemajuan terbaru dalam rem tekan, berbagai sistem lain telah tersedia, termasuk Seri Cybelec dari Jerman, Seri Delem Seri dari Belanda, Seri ESA dari Italia, Seri MD dari Hong Kong, dan Seri SNC dari Nanjing.
Memilih Pengontrol Rem Tekan dan Geser CNC
Memilih pengontrol yang tepat dari berbagai pilihan dapat menjadi tantangan bagi banyak pelanggan. Untuk mempermudah prosesnya, pertimbangkan standar berikut ini:
Sistem harus mudah dioperasikan. Tujuan menggunakan rem tekan CNC adalah untuk membuat prosesnya lebih nyaman dan efisien. Jika desain sistemnya rumit dan pengoperasiannya tidak praktis, ini mungkin bukan pilihan yang tepat, meskipun sistemnya sangat bagus. Ini karena jika karyawan kesulitan mengoperasikan sistem, maka sistem tidak akan bekerja secara maksimal dalam hal efisiensi dan akurasi. Sistem CNC yang baik harus mudah dioperasikan, mudah dipelajari, dan mudah dipilih.
Sistem harus stabil. Sistem harus stabil dan bisa diandalkan. Anda tidak ingin mengalami masalah dengan mesin hanya beberapa hari setelah membelinya, karena ini akan memengaruhi suasana hati Anda dan menunda produksi. Untuk menentukan stabilitas, pertimbangkan faktor-faktor berikut ini:
Lihatlah reputasi dan kematangan pasar produk tersebut.
Mengevaluasi pengalaman dan keahlian produsen sistem.
Periksa waktu respons layanan purna jual dari produsen.
Sistem yang stabil yang diproduksi oleh produsen otomasi senior akan lebih dapat diandalkan daripada sistem yang dikembangkan oleh tim yang kurang berpengalaman.
Bagaimana Cara Memilih Antara Rem Tekan Loop Terbuka dan Loop Tertutup?
Kontrol Loop Tertutup
Kontrol loop tertutup juga disebut sebagai sistem kontrol umpan balik. Sistem ini beroperasi dengan membandingkan nilai terukur dari output sistem dengan nilai yang diinginkan, menghasilkan sinyal deviasi, dan menggunakan sinyal tersebut untuk mengontrol dan menyesuaikan output sehingga mendekati nilai yang diinginkan.
Contohnya, apabila sedang mengemudi, Anda memiliki persepsi awal mengenai arah yang ingin Anda tuju. Selama berkendara, Anda mengamati arah aktual mobil dengan mata Anda, membandingkannya dengan arah yang diinginkan, dan membuat penyesuaian yang sesuai, yang pada akhirnya membawa arah mobil mendekati arah target. Hal ini membentuk sistem kontrol loop tertutup.
Sistem kontrol loop tertutup menawarkan akurasi tinggi dan waktu respons yang cepat karena memperhitungkan kinerja setiap bagian alat mesin. Namun, karena sistem kontrol loop tertutup melibatkan banyak elemen, sistem ini lebih kompleks dan mahal daripada sistem loop terbuka.
Kontrol Loop Terbuka
Sebaliknya, kontrol loop terbuka tidak memberikan umpan balik pada hasil kontrol saat ini. Contoh kontrol loop terbuka adalah melempar sesuatu - setelah dilempar, Anda tidak bisa lagi mengontrolnya. Demikian pula, dalam sistem loop terbuka mesin rem tekan, akurasi pembengkokan hanya bergantung pada akurasi setiap bagian mesin. Sistem tidak dapat mengimbangi perubahan pada proses pembengkokanmenghasilkan akurasi pembengkokan yang lebih rendah. Setiap gangguan eksternal pada alat mesin akan mengubah parameter internalnya, tetapi desain loop terbuka lebih sederhana dan lebih stabil, baik untuk pemasangan awal alat mesin maupun untuk pemeliharaan selanjutnya.
Kesimpulan
Kesimpulannya, ketika membeli mesin rem tekan, jika pembeli memiliki persyaratan akurasi yang tinggi dan dana yang cukup, disarankan untuk membeli mesin dengan sistem loop tertutup. Jika persyaratan akurasi tidak terlalu tinggi, sistem loop terbuka mungkin merupakan pilihan yang lebih baik.
Apa yang dimaksud dengan Rem Tekan Tiga Silinder?
Silinder tambahan tambahan telah ditambahkan ke dua silinder asli dalam ram untuk mengurangi deformasi dengan lebih baik dari waktu ke waktu. Peningkatan ini meningkatkan akurasi proses pembengkokan, menjadikannya peralatan generasi baru dibandingkan dengan mesin rem tekan silinder ganda.
Desain ini khususnya berguna apabila bekerja dengan mesin tekuk berskala besar, karena performanya yang unggul lebih terlihat.
Apa yang dimaksud dengan Rem Tekan Empat Silinder?
Mesin rem tekan empat silinder memiliki satu struktur mesin yang terdiri dari rangka pengelasan integral kiri dan kanan dan dua balok penghubung di tengah. Keempat silinder oli dipasang pada papan dinding dan terhubung secara kaku ke ram.
Meja kerja terhubung ke empat papan dinding melalui empat irisan yang dapat disesuaikan, dan ram integral, meja kerja, serta rangka rakitan membentuk mesin rem tekan sinkron empat silinder yang menuntut beban seragam dan presisi tinggi.
Apa Perbedaan Antara Rem Tekan Tiga Silinder dan Rem Tekan Dua Silinder?
Rem tekan tiga silinder memiliki silinder tambahan tambahan di tengah ram, yang bermanfaat untuk panjang lentur. Sebaliknya, rem tekan silinder ganda memiliki silinder di kedua ujungnya. Jika panjangnya panjang, sudut di kedua ujungnya akan sama dan bagian tengahnya mungkin sedikit tenggelam.
Rem tekan tiga silinder adalah versi terbaru dari mesin rem tekan silinder ganda, dengan akurasi yang lebih baik berkat penambahan silinder tambahan di tengah ram, sehingga mengurangi risiko deformasi dari waktu ke waktu. Performanya yang unggul terutama terlihat ketika bekerja dengan mesin rem tekan skala besar.
Mesin rem tekan silinder ganda memiliki baja di kedua sisinya untuk penyetelan, tetapi ram masih dapat berubah bentuk seiring waktu. Mesin rem tekan tiga silinder memiliki silinder tambahan di tengah untuk mencegah deformasi dan meningkatkan akurasi.
Direkomendasikan untuk menggunakan tiga silinder untuk mesin dengan ketinggian 4 meter atau lebih. Ketiga silinder diberi tekanan di tengah, sehingga menghasilkan sudut penekanan yang lebih baik. Namun demikian, kerugian dari rem tekan tiga silinder adalah ketidaknyamanan dalam hal perawatan. Di sisi lain, rem tekan silinder ganda mungkin memiliki sudut yang sama di kedua ujungnya setelah sekian lama, sehingga menghasilkan sudut tengah yang lebih besar, tetapi lebih mudah dirawat.
Mengapa Mesin Rem Tekan Tidak Bisa Kembali?
Alasan Rem Tekan CNC Tidak Kembali
Mesin tidak dapat kembali ke posisi awal saat tidak ada beban, yang mungkin disebabkan oleh masalah parameter atau kegagalan hidraulik.
Mesin tidak dapat kembali ke posisi awal selama pemrosesan, dan sudut benda kerja tidak mencapai nilai yang ditetapkan.
Mesin tidak dapat kembali ke posisi awal selama pemrosesan, dan sudut benda kerja telah melebihi nilai yang ditetapkan.
Tindakan
Debug parameter pembengkokan sumbu Y
Parameter pembengkokan harus disesuaikan berdasarkan situasi aktual. Jika penguatannya terlalu kecil, slider mungkin tidak dapat terlipat atau terlipat pada tempatnya. Jika terlalu besar, penggeser dapat bergetar. Parameter harus disesuaikan agar slider tidak goyang selama pengoperasian dan penguatan harus sebesar mungkin.
Atau, offset katup kiri dan kanan mungkin tidak disetel dengan benar dalam program diagnostik, sehingga menyebabkan sumbu Y terlalu kecil untuk dipasang atau terlalu besar untuk diturunkan.
Jika ini adalah kegagalan hidraulik, periksa tekanan utama dan verifikasi apakah katup PV S5 selalu dalam posisi hidup.
Penguatan parameter bagian pembengkokan sumbu Y mungkin ditetapkan terlalu kecil dan dapat ditingkatkan sebagaimana mestinya.
Atau, tekanannya mungkin tidak memadai. Analisis alasan tekanan yang tidak mencukupi, apakah karena pemrograman atau bagian sinyal dan hidraulik.
Alasan pemrograman terutama mencakup pemilihan cetakan, ketebalan pelat, material, panjang benda kerja, mode pembengkokan, dll. Alasan hidraulik terutama mencakup kebocoran pompa oli, katup tekanan proporsional yang tercemar atau rusak, elemen filter yang tersumbat, atau oli yang terkontaminasi.
Periksa benda kerja yang diprogram dan diproses, terutama untuk alasan pemrograman dan pengoperasian.
Apa Saja Fungsi Tiga Motor Mesin Rem Tekan Biasa?
Motor pompa oli utama mentransmisikan daya.
Motor penyetelan halus upword menyesuaikan langkah silinder.
Motor pengukur belakang menyesuaikan pergerakan pengukur belakang.
Apa Saja Fungsi Tiga Katup Pelepas pada Rem Tekan?
Katup pelepas elektromagnetik meningkatkan tekanan. Katup pembongkaran elektromagnetik menyesuaikan tekanan untuk mencegah kerusakan pada alat berat jika tekanan terlalu tinggi. Katup pengarah elektromagnetik mengubah arah sirkuit oli dan mengontrol pergerakan silinder oli.
Bagaimana Jika Rem Tekan Tidak Naik Saat Turun?
Pipa pengembalian oli mungkin tersumbat atau mungkin ada kebocoran atau penguncian pada silinder hidraulik. Periksa apakah port B dari katup kontrol berfungsi normal atau apakah sumbat katup tidak bergerak sama sekali.
Rem Tekan Naik dan Turun Normal, tetapi Tidak Bertekanan!
Baru-baru ini, banyak pengguna rem tekan melaporkan bahwa mesin mereka tidak menghasilkan tekanan yang cukup. Masalah ini dapat terjadi ketika mesin bekerja dalam keadaan kosong tetapi tidak dapat menghasilkan kekuatan yang cukup untuk membengkokkan pelat logam. Berikut adalah beberapa kemungkinan penyebab dan solusi untuk masalah ini:
Periksa kontaktor listrik rem tekan untuk koneksi yang longgar atau pemutusan sambungan.
Periksa pergerakan inti katup solenoid dan bersihkan jika perlu. Pastikan untuk memasangnya kembali dengan orientasi yang benar.
Periksa katup pelimpah untuk mengetahui apakah ada bukaan yang besar, pengembalian oli yang berlebihan, atau penyumbatan. Bersihkan dan setel katup yang sesuai.
Periksa kebocoran internal di dalam silinder oli dan ganti cincin penyegel jika perlu. Pastikan langkah silinder kiri dan kanan konsisten.
Periksa pegas katup kontrol hidraulik besar dan ganti jika perlu.
Jika tidak ada satu pun dari solusi ini yang dapat menyelesaikan masalah, mungkin ada masalah dengan pompa oli, yang memerlukan perawatan profesional.
Periksa motor dan pompa oli untuk pengoperasian yang benar dan kebocoran oli.
Periksa apakah ada penyumbatan pada kontrol hidraulik yang besar. Injak sakelar untuk menghasilkan tekanan dan periksa saluran balik oli.
Periksa lampu indikator pada katup solenoid dan gunakan obeng untuk memeriksa kemagnetan.
Periksa setiap katup untuk pengoperasian yang benar dengan menusuknya. Bersihkan atau ganti jika perlu.
Dengan mengikuti langkah-langkah ini, Anda dapat menentukan penyebab masalah tekanan rendah dan mengatasinya secara efektif.
Ke Mana Arah Jumlah Sumbu Pengukur Belakang (X,Y,Z,R) dari Rem Tekan?
Sumbu X mengontrol penghentian belakang
Sumbu Y mengontrol langkah silinder
Sumbu Z mengontrol kiri dan kanan penghenti belakang
Sumbu R mengontrol naik dan turunnya stop belakang.
Bagaimana Sumbu X dari Rem Tekan Kembali ke Asal?
Dalam keadaan normal, titik asal akan secara otomatis ditemukan setelah sistem dimatikan. Proses menemukannya ditentukan oleh pengaturan sistem.
Mengapa Sumbu Y Rem Tekan Tidak Kembali?
Ada masalah dengan penggaris kisi-kisi. Cukup lakukan pemeriksaan dan tekan kembali dan atur ulang.
Berapa Kali Membengkokkan Busur Besar dan Bagaimana Cara Menghitung Sudut Pembengkokan?
Metode pertama
Seperti ditunjukkan pada gambar di atas: ketebalan pelat adalah T = 2mm, dan sudut tengahnya adalah 90 °
1. Pertama-tama, hitung panjang busur:
panjang busur L = 90 ° × 3,14÷180° × lapisan tengah R59 = 92,632.
cetakan atas menggunakan pukulan tajam dan cetakan bawah menggunakan cetakan 8V (saat menekuk busur, batas minimum amplitudo V adalah 4T, yang biasanya 5-6t)
3. Hitung laju pengumpanan per lipatan:
laju umpan per lipatan = setengah dari amplitudo V dari cetakan bawah yang dipilih
4. Hitung jumlah lipatan:
jumlah lipatan = panjang busur L92.63 ÷ setengah dari amplitudo V 4mm = 23 lipatan
5. Hitung ukuran posisi setiap lipatan:
setelah ukuran posisi lipatan pertama dihitung, lipatan lainnya berkurang 4mm (baris dari dalam ke luar saat menekuk dan mengatur pukulan)
6. Terakhir, hitung sudut tekukan setiap tikungan:
menurut beberapa rumus perhitungan aljabar segitiga.
7. Setelah perhitungan di atas benar, mulailah menguji tikungan dengan limbah lembaran logamdan memproses produk setelah menguji sudutnya.
Metode kedua
Mari kita lihat gambar di bawah ini terlebih dulu.
Ketebalan pelat adalah 2mm, sudut tekukan 120 derajat, jari-jari luar tekukan 30, jari-jari lapisan netral 29, dan panjang busur lapisan netral dihitung untuk tekukan busur.
Oleh karena itu, waktu pembengkokan dan sudut pembengkokan setiap tikungan juga dihitung menurut panjang busur lapisan netral
Jarak antara lapisan netral dan tepi adalah separuh dari ketebalan pelat.
Pada gambar di atas, berapa banyak tikungan yang diperlukan untuk pembengkokan busur, dan berapa sudut pembengkokan tiap tikungan?
Jika kita memberi makan 2mm per tikungan.
Waktu menekuk = panjang busur / 2mm = 30,37/2 = 15
Jika kita tidak dapat mengukur panjang busur selama pembengkokan, kita juga dapat menghitungnya menurut rumus berikut ini: Jika kita tidak dapat mengukur panjang busur selama pembengkokan, kita juga dapat menghitungnya menurut rumus berikut ini
Jika Anda ingin membengkokkan 3mm setiap kali, ganti 2 dengan 3 dalam rumus di atas.
Tentu saja, rumus di atas adalah rumus perhitungan teoretis. Dalam pemrosesan aktual, harus disesuaikan menurut hasil yang dihitung oleh rumus di atas.
Bagaimana Cara Menyetel Pukulan Rem Tekan?
Tergantung pada ukuran mesin Anda. Untuk rem tekan kecil mesin, cukup lepaskan poros sinkron. Untuk rem tekan yang besar, setel silinder yang berbeda melalui putaran maju dan mundur dari dua motor yang terpisah, yang harus dilakukan oleh para profesional. Penyetelan yang tidak tepat dapat mengakibatkan poros sinkron rusak.
Tekanan di Kedua Ujung Rem Tekan Hidraulik Tidak Sama. Bagaimana Cara Menyesuaikannya?
Menyalakan dan Menghidupkan Pompa Oli
Nyalakan catu daya
Hidupkan sakelar tombol pada panel kontrol
Tekan pompa oli untuk menghidupkan dan dengarkan suara putaran pompa oli (mesin tidak boleh beroperasi saat ini)
Penyesuaian Stroke
Sesuaikan goresan sebelum menekuk
Pastikan ada celah ketebalan pelat saat cetakan atas rem tekan mencapai bagian bawah untuk menghindari kerusakan pada cetakan dan mesin
Penyetelan cepat elektrik dan penyetelan halus manual tersedia untuk penyetelan stroke
Pemilihan Bukaan Die Bawah V
Pilih takik 8 kali lebar ketebalan pelat
Untuk lembaran logam 4mm, pilih takik 32mm
Penyetelan Penahan Belakang
Penyetelan cepat elektrik dan penyetelan halus manual tersedia untuk penyetelan penahan belakang
Operasi Pembengkokan
Tekan sakelar kaki untuk mulai menekuk
Rem tekan dapat dilepaskan kapan saja
Jika tekanan di kedua sisi berbeda, sesuaikan sekrup stroke atas dan bawah pada satu sisi
Untuk menyesuaikan ketinggian dan tekanan, lepaskan bagian atas poros transmisisesuaikan langkah silinder oli lainnya berdasarkan salah satu ujungnya, lalu sambungkan poros yang bergerak
Jika penyetelan terus berubah, bongkar dan periksa silinder oli apakah ada mur yang longgar.
Langkah Silinder di Kedua Sisi Rem Tekan Berbeda. Bagaimana Cara Menyetelnya?
Jika Anda memiliki mesin rem tekan biasa, Anda dapat menyetel poros sinkron pada silinder oli dengan berdiri di atas mesin. Untuk melakukan ini, pisahkan poros dan setel salah satu ujungnya berdasarkan ujung yang lain. Kemudian, pasang kembali poros sinkron sampai ujung yang disesuaikan cocok dengan ujung referensi.
Bagaimana Cara Memprogram Rem Tekan CNC?
Tergantung pada sistem yang Anda gunakan. Pada umumnya, sistem kontrol numerik sederhana dapat dioperasikan dengan menetapkan langkah silinder dan ukuran pengukur belakang. Jika Anda perlu menekuk beberapa langkah, Anda dapat mengatur ukuran yang diperlukan untuk setiap langkah pembengkokan sesuai dengan metode operasi sistem yang berbeda, dan sistem akan berjalan dalam satu lingkaran. Jika ini adalah rem tekan servo elektro-hidraulik CNC sepenuhnya, Anda perlu mengatur cetakan atas dan bawah yang dipilih, ketebalan material, material, panjang, mode pembengkokan, sudut, dan ukuran pengukur belakang. Tergantung pada kebutuhan Anda, Anda juga dapat mengatur parameter seperti posisi titik perubahan kecepatan, ketinggian balik, waktu penahanan tekanan, dan kompensasi defleksi. Tiap sistem beroperasi secara berbeda, jadi tidak bisa disamaratakan. Semoga informasi ini bermanfaat.
Bagaimana Cara Menyetel Kecepatan Turun Rem Tekan?
Terdapat dua sakelar perjalanan yang terletak di dekat mesin. Satu digunakan untuk membatasi ketinggian dan yang lainnya untuk melepaskan tekanan. Jika Anda ingin memperlambat mesin, Anda dapat sedikit mengurangi pengaturan sakelar pelepas tekanan.
Bagaimana Cara Menghitung Ukuran dan Sudut Pembengkokan Lembaran Logam?
Dimensi ekspansi dihitung berdasarkan lapisan tengah. Panjang blanko terkait dengan sudut R cetakan. Setelah pelipatan yang sesungguhnya, periksa ukuran bagian dan modifikasi ukuran blanking yang sesuai. Sudut tekukan dibentuk oleh tiga titik, titik-titik di kedua sisi bahu cetakan bawah dan titik luar pusat mati, ditambah sudut pantulan. Sudut pantulan untuk baja tahan karat kira-kira 5 derajat.
Dalam 90 derajat pembengkokan lembaran logamsudut tekukan dihitung sebagai tikungan sudut siku-siku dikurangi 1,7 kali ketebalan material. Contohnya, jika bahannya adalah pelat besi 1mm dan dimensi tekukan adalah 100mm dan 50mm, maka panjang ekspansi yang dihitung adalah 100mm + 50mm - 1,7mm = 148,3mm. Faktor 1,7 ini kadang-kadang disesuaikan sedikit ke 1,6 atau 1,65, tergantung pada persyaratan presisi. Namun demikian, karena tiap pabrik lembaran logam mungkin menggunakan cetakan tekukan yang sedikit berbeda, mungkin ada beberapa perbedaan, tetapi biasanya ini bisa digunakan tanpa penyesuaian.
Bagaimana Cara Menghitung Tekanan Nominal yang Dibutuhkan oleh Rem Tekan Sesuai dengan Ketebalan dan Panjang Pelat Baja yang Akan Ditekuk?
Rumus perhitungannya adalah P = 650S^2*L/v.
P: Tekanan nominal dalam kN. S: Ketebalan pelat dalam mm. L: Panjang tekukan dalam m. V: Lebar takik dalam mm. Di mana V adalah 8-10 kali ketebalan pelat.
Gaya ini terkait dengan kekuatan material, radius lenturlebar alur-V, dan panjang tekukan yang diperlukan.
Ada rumus perhitungan pada label mesin rem tekan biasa. Untuk baja karbon rendah biasa, rumusnya biasanya sebagai berikut:
Gaya tekuk = 65 × ketebalan pelat^2 (dalam cm) × lebar pelat (dalam cm) / (8 hingga 10 kali ketebalan pelat dalam cm).
Bagaimana Cara Menghitung Dimensi Tekukan Lembaran Logam yang Tidak Dilipat?
Metode penghitungan dibagi menjadi dua kasus, dan analisis spesifiknya adalah sebagai berikut:
Apabila ketebalan dinding relatif dari sudut R sangat kecil, maka dihitung menurut pengurangan tekukan. Contohnya, 1,75 mm dikurangkan dari lembaran setebal 1 mm (umumnya ditentukan oleh pengalaman spesifik masing-masing perusahaan), 3,5 mm dikurangkan dari lembaran setebal 2 mm, dsb.
Apabila sudut R besar, garis median (yaitu, garis tengah dari garis dalam dan luar) diambil sebagai dimensi ekspansi.
L: Panjang lembaran logam setelah dibentangkan R: Jari-jari bagian dalam tikungan T: Ketebalan material θ: Koefisien K sudut tekukan: Konstanta yang ditentukan oleh posisi netral garis tikunganyang berkisar antara 0 hingga 1 dan mewakili ketahanan material terhadap peregangan selama pembengkokan.
Dalam desain lembaran logamrumus perhitungan perataan lembaran logam yang umum digunakan didasarkan pada koefisien K. Hubungan antara koefisien K dan koefisien Y adalah:
Koefisien Y = (π / 2) × koefisien K.
Apa Hubungan Antara Faktor Pembengkokan dengan Ketebalan Pelat, Sudut Pembengkokan dan Radius Pembengkokan?
Koefisien pembengkokan bergantung pada berbagai faktor seperti ketebalan pelat, sudut pembengkokan, radius pembengkokan, cetakan atas dan bawah mesin pembengkok, dan panjang bagian pembengkokan. Nilai empiris biasanya digunakan, karena algoritma standar konvensional tidak memperhitungkan keausan peralatan. Koefisien berubah dengan ketebalan pelat, sudut tekukan, dan bahan yang berbeda.
Sebagai contoh, koefisien tikungan 90 derajat untuk lembaran canai dingin 1mm adalah 1,82mm, sedangkan untuk lembaran canai dingin 2mm adalah 3,5mm. Koefisien untuk 90 derajat adalah 1mm, 60 derajat adalah 1/2mm, dan 45 derajat adalah 1/3mm. Jika sudut tekukan kurang dari 30 derajat, mungkin tidak dapat dikurangi atau pengurangan 0,5 mm dapat dilakukan, tergantung pada ketebalan pelat.
Radius tekukan juga mempengaruhi koefisien dan terkait dengan mesin rem tekan. V tunggal atau V ganda standar dapat menangani sebagian besar kasus, tetapi jika pelanggan membutuhkan radius tekukan yang lebih kecil atau lebih besar, maka harus dianalisis secara detail. Jika radiusnya terlalu kecil, grooving dapat digunakan sebelum pembengkokan. Jika radius terlalu besar, pembengkokan tersegmentasi atau menggunakan pukulan radius yang sesuai pada cetakan atas dapat digunakan.
Perhatikan bahwa mesin dan peralatan memainkan peran penting. Rem tekan yang telah digunakan untuk waktu yang lama tidak dapat membengkokkan baja tahan karat 1,5 mm lebih dari 1 m dengan cetakan bawah 8mm.
Bagaimana Cara Menghitung Koefisien Lentur Baja Tahan Karat Lembaran?
Koefisien lentur lembaran baja canai dingin terkait erat dengan radius tekukan, dan ada rumus perhitungan khusus. Koefisien lentur (z) pelat baja tahan karat adalah 0,2 hingga 0,3 kali ketebalan (T), umumnya 0,25 kali ketebalan (T).
Ketebalan
Koefisien
0.5
0.2
0.8
0.3-0.4
1
0.4
1.2
0.5
1.5
0.6
2
0.8
2.5
1.0
Apabila t>3.0, koefisien tekukan adalah 0,3 ~ 0,4t.
Bagaimana Cara Menghitung Toleransi Mesin Tekuk Lembaran?
Pada umumnya, panjang pelat tipis bertambah dua ketebalan pelat setiap kali dilipat, meskipun hal ini bisa sedikit bervariasi, tergantung pada peralatan yang digunakan. Semakin lebar cetakan bawah yang dipilih, semakin besar sudut R dan semakin besar pertambahan panjangnya. Sebaiknya menguji pada peralatan yang digunakan untuk mendapatkan hasil yang lebih akurat.
Apa Alasan Mengapa Bagian Tengah Benda Kerja yang Dilipat Tertekuk?
Ada tiga alasan mengapa mesin tekuk menyimpang dari bagian tengah benda kerja:
Hal ini mungkin disebabkan oleh ketidakseimbangan antara pukulan atas dan cetakan bawah. Penjepit cepat disesuaikan untuk mencapai sudut yang diinginkan, tetapi kelurusan mungkin tidak cukup.
Serupa dengan alasan pertama, deviasi ini dapat terjadi tanpa kompensasi untuk defleksi.
Untuk menentukan apakah deviasi disebabkan oleh kurangnya paralelisme antara ram atas dan meja kerja bawah, keduanya dapat ditandai dan dibandingkan. Setelah penyebabnya teridentifikasi, solusi dapat ditemukan.
Mengapa Rem Tekan Hidraulik Tidak Bisa Naik dan Turun?
Penyebab rem tekan hidraulik tidak bergerak ke atas dan ke bawah dapat meliputi:
Memeriksa apakah pengoperasian listrik berfungsi normal.
Memverifikasi apakah katup hidraulik tersumbat.
Memeriksa apakah katup tekanan balik sudah disetel dengan benar.
Menentukan apakah pedal kaki mengalami kegagalan.
Bagaimana Sudut Rem Tekan Dapat Disetel Jika Tidak Dapat Ditekan pada Sudut yang Tepat
Jika Anda memerlukan sudut R yang presisi saat menekuk, Anda disarankan untuk menggunakan rem tekan CNC. Rem tekan biasa dapat menghasilkan sudut R karena akurasi pemesinan yang lebih rendah. Jika deviasi sudut yang kecil dapat diterima, menyesuaikan tekanan dapat membantu.
Bagaimana Cara Melipat Sudut yang Berbeda Dengan Rem Tekan?
Jika Anda ingin menghindari potensi masalah, Anda dapat memilih sebuah CNC tekan rem yang harganya lebih mahal. Dengan opsi ini, Anda dapat langsung memasukkan sudut yang diinginkan.
Bagaimana Cara Membongkar Silinder Oli pada Rem Tekan?
Untuk melepaskan silinder oli dari rem tekan:
Turunkan ram ke bagian bawah dan lepaskan sekrup yang mengangkat silinder oli.
Naikkan piston silinder oli ke titik tertingginya, dan matikan mesin.
Gunakan forklift untuk menopang bagian bawah silinder oli, kemudian lepaskan pipa oli dan sekrupnya. Angkat silinder oli dengan forklift dan letakkan di atas tanah.
Pertama, lepaskan kotak roda gigi cacing bagian atas. Kemudian, buka mur besar silinder oli dan gunakan palu godam untuk melepaskan piston. (Harap berhati-hati saat menangani silinder oli dan sebaiknya meminta bantuan dari seorang profesional).
Rem Tekan Tidak Dapat Diaktifkan
Jika mesin rem tekan CNC mengalami masalah dengan sistem hidraulik atau sirkuit proteksi urutan fasa, hal ini mungkin disebabkan oleh urutan fasa listrik tiga fasa yang salah. Anda dapat mencoba mengubah urutan fase untuk mengatasi masalah tersebut.
Apabila menyiapkan rem tekan, penting untuk mengikuti langkah-langkah berikut ini:
Sebelum menyalakan peralatan, periksa motor dan catu daya untuk memastikan keduanya dalam kondisi baik.
Pastikan bahwa punch dan die dari rem tekan sudah cocok dan terpasang dengan aman untuk memproses lembaran logam.
Periksa apakah perangkat pemosisian pada peralatan mesin memenuhi standar untuk pengolahan lembaran logam.
Pastikan bagian kontrol dan tombol rem tekan berada pada posisi yang benar.
Bagaimana Cara Menghilangkan Lekukan Lekukan pada Cetakan Rem Tekan Baja Tahan Karat?
Sisi luar lembaran logam selama pembengkokan dapat dilindungi dengan lapisan, seperti film plastik. Sisi dalam dapat dikurangi sudut pembengkokannya dengan menggunakan pukulan yang lebih kecil. Setiap lekukan yang terbentuk selama proses harus dipoles untuk menghilangkan lekukan.
Bagaimana Cara Menyetel Kecepatan Turun Mesin Press Brake?
Untuk menyesuaikan kecepatan selama proses pembengkokan, Anda bisa memodifikasi katup throttle pada blok katup hidrolik. Ada dua opsi:
Anda bisa berhenti sebentar pada posisi benda kerja yang sedang dibengkokkan.
Anda dapat menyesuaikan katup throttle untuk memungkinkan penurunan yang lebih cepat, yang berarti kecepatan ke bawah dipercepat.
Apa yang Salah Dengan Tekanan Rem Tekan yang Tidak Stabil?
Alasan perubahan tekanan selama pengoperasian rem tekan:
Adalah normal jika tekanan berfluktuasi selama pengoperasian. Hal ini biasanya disebabkan oleh penyesuaian tekanan yang salah.
Ada tiga faktor yang perlu dipertimbangkan ketika menyesuaikan tekanan:
Sesuaikan dan pertahankan tekanan hanya saat ada beban, bukan saat mesin dalam keadaan diam.
Berikan waktu yang cukup untuk mempertahankan tekanan. Jangan lepaskan tekanan sebelum penunjuk berada di tempatnya.
Jangan melebihi tekanan pengenal. Melebihi tekanan yang ditetapkan dapat menyebabkan masalah mekanis. Jika tekanan yang disesuaikan tidak dapat dicapai, hal ini normal. Beberapa bahan dapat dibengkokkan tanpa banyak tenaga, tetapi menerapkan tekanan yang disesuaikan masih diperlukan untuk potongan yang lebih kecil.
Mengapa Mesin Rem Tekan Tidak Bisa Naik?
Jika mesin rem tekan gagal naik, langkah pertama adalah memeriksa apakah operasi kelistrikan berfungsi normal. Jika ya, penyebabnya kemungkinan besar adalah penyumbatan pada katup luapan naik, yang harus dibersihkan dari kotoran atau benda asing.
Atau, masalahnya mungkin pada katup arah yang tersumbat, yang juga memerlukan pembersihan.
Bagaimana Dengan Deformasi Ram Rem Tekan?
Las batang horizontal dan dorong dengan sekrup.
Bagaimana Rem Tekan Membengkokkan Kerucut?
Sudut tekukan kerucut sedikit lebih besar daripada sudut tekukan silinder. Sudut tekukan silinder dihitung sebagai 180-360/n. Sebagai contoh, jika 36 sisi dilipat, sudut tekukannya adalah 170 derajat.
Bagaimana Cara Menggunakan Rem Tekan untuk Melipat Busur Melingkar Besar?
(lihat gambar terlampir)
Untuk membengkokkan busur melingkar besar menggunakan mesin rem tekan, satu set khusus pelubang dan cetakan busur melingkar harus dibuat.
Cetakan ini hanya dapat mengakomodasi radius tetap, jadi ada persyaratan tertentu untuk menggambar.
Tidak semua dimensi busur dapat dipenuhi dengan cetakan ini, sehingga insinyur lembaran logam harus mendesain bagian lembaran logam berdasarkan cetakan yang tersedia.
Apa yang Terjadi dengan Kecepatan Rem Tekan yang Melambat?
Biasanya, mesin rem tekan memiliki langkah turun yang melambat saat mendekati benda kerja. Kemudian, mesin ini mulai menekuk dengan kecepatan yang lebih lambat saat diberi tekanan.
Jika gaya pembengkokan tidak mencukupi, sehingga menyebabkan kesulitan dalam pembengkokan, penyebabnya mungkin terletak pada panjang material, ketebalan benda kerja, atau tekanan mesin. Faktor-faktor ini harus dipertimbangkan dengan cermat.
Bagaimana jika Kecepatan Turun Rem Tekan Cepat?
Ketika menggunakan mesin rem tekan, penting untuk menentukan apakah kecepatan dikontrol oleh diameter katup atau sistem, berdasarkan jenis mesin.
Apa pun jenis mesinnya, Anda dapat memperlambat kecepatan dengan sedikit mengunci rel pemandu.
Kecepatan Turun Rem Tekan Hidraulik Menjadi Lambat dan Jitter ke Atas!
Memeriksa kebocoran internal pada mesin rem tekan relatif mudah. Berikan tekanan hidraulik dan setelah 15 menit, jika ada oli yang mengalir ke dalam dan kembali melalui rongga, pipa balik akan menjadi sangat panas.
Untuk menghilangkan masalah mekanis, dorong kepala katup dari katup pergantian menggunakan obeng untuk memeriksa pengoperasian yang benar.
Selain itu, periksa tekanan katup saluran masuk daya, yang mengurangi tekanan dari tinggi ke rendah.
Jika alasan mekanis telah dikesampingkan, masalahnya kemungkinan besar ada pada kelompok katup.
Dua Silinder Rem Tekan Tidak Tersinkronisasi
Untuk memastikan pengoperasian mesin rem tekan yang benar:
Periksa geser geser apakah ada keausan dan sesuaikan kekencangannya sehingga kedua sisinya dikencangkan secara merata.
Pastikan bahwa pipa oli dari kedua silinder oli terhubung secara paralel dan kencangkan katup kontrol aliran. Keluarkan udara dari silinder oli dengan cara menekan dan mengosongkannya.
Katup throttle satu arah biasanya dipasang pada saluran masuk oli (atau balik) dari dua silinder.
Jika sinkronisasi asli tidak ada lagi, coba sesuaikan salah satu katup throttle untuk mengembalikan perkiraan sinkronisasi kedua silinder.
Jika sinkronisasi tidak dapat disesuaikan, mungkin ada kesalahan di dua bagian:
Katup throttle mungkin tidak dapat menyesuaikan aliran oli sesuai kebutuhan, dan katup throttle pengganti mungkin diperlukan.
Kecepatannya mungkin terlalu lambat, sehingga memerlukan penggantian seal piston di dalam silinder.
Bagaimana Jika Benda Kerja Mengganggu Mesin Press Brake?
Apabila pukulan standar tidak dapat menghindari posisi tertentu, dianjurkan untuk menggunakan pukulan leher angsaseperti ditunjukkan pada gambar (1), untuk menghindari posisi tersebut.
Namun demikian, jika pukulan leher angsa masih tidak dapat menghindari posisi tersebut, mungkin perlu menggunakan proses tambahan. Hal ini dapat dilakukan dengan terlebih dulu menekan segel di sepanjang garis tekukan, seperti ditunjukkan pada gambar (2).
Untuk hasil pembengkokan yang lebih baik, disarankan untuk membengkokkan material ke sudut tertentu untuk mencegah tabrakan blade, lalu tekan ujungnya hingga 90 derajat, seperti yang ditunjukkan pada gambar (3).
Secara umum, proses emboss dapat digunakan untuk pembengkokan yang tidak dapat diselesaikan dalam satu kali operasi. Hal ini memungkinkan pembentukan garis tekukan yang lebih baik selama pembengkokan kedua, sehingga mengurangi risiko deviasi pembengkokan atau kontrol yang buruk terhadap sudut pembengkokan. Namun demikian, proses ini harus dihindari jika memungkinkan, karena tidak memberikan hasil yang sama dengan pembengkokan langsung dan dapat mengakibatkan deviasi ukuran dan sudut.
Rem tekan juga dapat digunakan untuk menekan tepi benda kerja dengan terlebih dahulu menekuknya hingga 30 derajat, kemudian menekannya dengan pukulan datar. Namun demikian, secara umum disarankan untuk menghindari penggunaan rem tekan untuk mengelim tepi, karena punch press biasanya menghasilkan hasil yang lebih baik.
Selama proses pembengkokan, ukuran benda kerja dan pisau pembengkok dapat menimbulkan gangguan, dan untuk benda kerja yang lebih besar, rem tekan itu sendiri dapat mengganggu pembengkokan. Oleh karena itu, penting untuk mempertimbangkan kemudahan pembengkokan dan kelayakan dalam proses desain.
Pembengkokan adalah proses krusial yang sangat memengaruhi kualitas produk akhir, dan banyak masalah kualitas yang muncul akibat kontrol yang buruk terhadap ukuran pembengkokan. Perhatian khusus harus diberikan pada pembengkokan dalam proses desain untuk memastikan stabilitas kualitas selama produksi massal.
Ukuran tikungan dibatasi oleh ketebalan pelat dan terkait dengan cetakan bagian bawah. Direkomendasikan untuk memilih bukaan V dengan ketebalan pelat 6 kali lipat untuk cetakan bagian bawah untuk mencapai koefisien tekukan yang paling konsisten.
Slot die umumnya diklasifikasikan berdasarkan lebar luar slot, seperti yang ditunjukkan pada gambar (4), dan masing-masing disebut sebagai slot #6 dan #10.
Namun demikian, apabila alur yang cukup kecil dipilih untuk pembengkokan, lekukan dapat dengan mudah terjadi. Pada umumnya, lekukan di bawah alur #6 terlihat jelas. Di satu sisi, hal ini memengaruhi penampilan, dan di sisi lain, dapat dengan mudah berkarat, sehingga harus dipertimbangkan dalam proses desain.
Seperti yang terlihat pada gambar, untuk slot #10, jarak dari garis pembengkokan ke tepi pemosisian harus lebih besar dari 5,0 mm sebelum menekuk. Untuk slot #4, yang merupakan slot alat terkecil, jarak dari garis pembengkokan ke tepi pemosisian harus lebih besar dari 2.0mm. Slot #4 sebagian besar digunakan untuk pelat tipis (kurang dari 1.2mm) karena menggunakannya untuk pelat tebal dapat menyebabkan tekanan terlalu tinggi dan alur terlalu kecil, yang menyebabkan alur pisau pecah.
Saat menekuk pelat 1.0mm, tepi tekukan harus lebih besar dari 3.5mm untuk mencegah lekukan. Untuk pelat 1.5mm, tepi tekukan harus lebih besar dari 5.0mm, dan untuk pelat 3.0mm, tepi tekukan harus lebih besar dari 12mm. Pertimbangan ini harus diperhitungkan selama proses desain.
Dalam proses pembengkokan yang sebenarnya, berbagai masalah dapat muncul dan dampak pembengkokan pada proses lain harus dipertimbangkan. Masalah khusus harus dianalisis dan prosesnya harus diatur dengan tepat. Pemasok juga dapat membuat alat pembengkok khusus jika perlu. Namun, jika bentuk alatnya aneh atau kelengkungannya lebih besar, pasti akan mempengaruhi kekakuan pemotong dan mengurangi masa pakainya.
Dapatkah Mesin Rem Tekan Melipat U-Groove?
Tentu saja, seperti yang ditunjukkan di bawah ini:
Persyaratan Lingkungan Rem Tekan CNC
Lingkungan pengoperasian rem tekan sangat spesifik, dan juga secara terus menerus memengaruhi penuaan mesin. Rem tekan CNC memiliki persyaratan suhu tertentu untuk ruang kerja. Jika suhu terlalu tinggi, itu akan menyebabkan motor terlalu panas dan operasional terhenti. Jika suhu terlalu rendah, maka akan mengakibatkan suhu oli rendah dan tekanan tidak mencukupi. Selain itu, rem tekan CNC menghasilkan sejumlah besar debu logam selama pengoperasian, dan debu ini akan berdampak pada efisiensi komponen hidrolik dan secara tidak langsung mempengaruhi stabilitas mesin rem tekan CNC.
Apa yang Terjadi pada Kebisingan Tidak Normal pada Motor Pompa Oli Rem Tekan?
Oli hidraulik yang tidak mencukupi dapat menyebabkan bunyi yang tidak normal dari pompa oli. Periksa ketinggian oli.
Oli hidraulik kotor yang menyumbat layar filter pada port pengisapan oli dapat menyebabkan suara abnormal dari pompa oli dan mencegah motor silinder oli dan komponen lainnya bekerja. Bersihkan layar filter, saring oli hidraulik, atau ganti oli hidraulik untuk mengatasi masalah ini.
Jika pompa oli rusak, permukaan bagian dalam stator pompa baling-baling akan menghasilkan suara yang tidak normal, dan jika pendorong di dalam pompa pendorong rusak, maka akan menghasilkan suara yang tidak normal dan bergetar hebat. Hal ini dapat mengakibatkan tekanan yang tidak stabil dalam sistem hidraulik, yang mungkin disebabkan oleh benda keras dalam oli hidraulik yang tersangkut di dalam pompa.
Apa yang Salah Sehingga Pukulan Rem Tekan Tidak Bisa Turun ke Bawah?
Sesuaikan langkah silinder dengan menyetel batas atas dan bawah pada dinding samping.
Cara Memilih Ukuran Alur v Bawah untuk Pembengkokan Lembaran Logam Sesuai dengan Ketebalan Pelat
Bahan lembaran: 1-3mm, lebar alur harus 4-6 kali ketebalan bahan.
Untuk pelat tebal: 4-10mm, lebar alur harus 8-10 kali ketebalan bahan.
Lebar alur yang lebih kecil menghasilkan sudut R yang lebih kecil setelah pembengkokan dan membutuhkan lebih banyak tekanan pembengkokan. Sebaliknya, lebar alur yang lebih besar menghasilkan sudut R yang lebih besar dan membutuhkan tekanan pembengkokan yang lebih kecil.
Pemilihan lebar alur harus didasarkan pada tonase dan persyaratan pemrosesan mesin rem tekan yang dipilih, yang didasarkan pada pengalaman industri, bukan pada standar industri.
Bagaimana Cara Membuka Kunci Rem Tekan?
Jika PLC terkunci, kemungkinan Anda perlu menghubungi pabrik untuk membukanya. Pabrik asli seharusnya dapat menyediakan layanan ini. Jika tidak, mengubah sistem dapat menjadi masalah karena pengaturan parameter asli mungkin tidak kompatibel dengan sistem yang baru.
Bagaimana Cara Mengatasi Masalah Tekanan Rem Tekan yang Terlalu Lambat? Bagaimana Cara Meningkatkan Tekanan dengan Cepat?
Tekanan yang lambat pada rem tekan dapat terjadi karena sirkuit oli yang tersumbat, sehingga menyebabkan tekanan yang lambat. Untuk mengatasi masalah ini, sistem hidraulik dapat dilepas dan dibersihkan untuk meningkatkan tekanan.
Bagian ram dari rem tekan terdiri dari ram, silinder oli, dan struktur penyetelan penghenti mekanis. Silinder oli dipasang pada rangka, piston menggerakkan ram ke atas dan ke bawah melalui tekanan hidraulik, dan penghenti mekanis dikontrol dan disesuaikan oleh sistem kontrol numerik.
Bagian meja kerja dapat dioperasikan melalui kotak tombol. Motor menggerakkan rangka penahan untuk bergerak maju mundur, dan jarak dikendalikan oleh sistem NC dengan pembacaan minimum 0,01 mm (ada batas travel switch di posisi depan dan belakang).
Mesin ini memiliki mekanisme sinkronisasi mekanis yang terdiri dari poros torsi, lengan ayun, dan bantalan sambungan. Sistem ini memiliki struktur yang sederhana, kinerja yang stabil dan andal, serta akurasi sinkronisasi yang tinggi. Penghentian mekanis disesuaikan oleh motor dan dikendalikan oleh sistem kontrol numerik.
Mekanisme penahan material menggunakan penggerak motor untuk menggerakkan dua batang sekrup secara serempak melalui operasi rantai. Sistem kontrol numerik mengontrol ukuran penahan material.
Apa yang Menentukan Radius Tekukan Lembaran Logam?
Jari-jari lembaran pembengkokan logam ditentukan oleh berbagai faktor seperti ketebalan lembaran logam, material, radius cetakan tekukan atas dan bawah, tekanan tekukan, dan temperatur kerja. Tekanan tekukan, yang hanya ditentukan oleh ketebalan lembaran logam dan lebar takik cetakan tekukan bawah, mempengaruhi perubahan radius tekukan. Pengaruh radius tekukan dapat distabilkan dengan membatasi faktor-faktor yang relevan berdasarkan persyaratan.
Telah diamati bahwa semakin tebal material, semakin besar radius tekukannya. Hal ini karena pelat yang lebih tebal memerlukan tekanan pembengkokan yang lebih besar dan lekukan yang lebih besar pada cetakan pembengkokan bagian bawah. Material juga berpengaruh pada radius pembengkokan, tetapi hanya sedikit pengaruhnya dalam penggunaan praktis. Tabel faktor pembengkokan khusus dapat dibuat untuk material yang berbeda.
Semakin tebal lembaran logam, semakin tahan terhadap deformasi tekukan, yang memerlukan penyesuaian tekanan. Namun demikian, tekanan pembengkokan tidak dapat ditingkatkan tanpa batas waktu dan harus disesuaikan ke level yang sesuai. Tekanan pembengkokan berbanding lurus dengan ketebalan lembaran logam dan berbanding terbalik dengan lebar takik cetakan pembengkokan bagian bawah.
Dalam praktiknya, ketebalan lembaran logam ditetapkan, dan lebar takik cetakan bawah dipilih berdasarkan ketebalannya. Oleh karena itu, tekanan tekukan, yang ditentukan oleh faktor lain, adalah konstan, dan radius tekukan tidak perlu mempertimbangkan faktor tekanan.
Menghilangkan Stres dari Baja Tahan Karat 304 Setelah Ditekuk
Baja Tahan Karat 304 adalah merek Jepang, yang setara dengan 00Cr19Ni10 di Cina. Ini adalah bagian dari keluarga baja tahan karat Austenitik.
Perlakuan penghilang stres pada baja tahan karat Austenitik adalah proses perlakuan panas yang menghilangkan tegangan sisa yang terjadi setelah pengerjaan dingin atau pengelasan. Baja biasanya dipanaskan hingga 300 hingga 350°C untuk penempaan.
Untuk baja yang tidak memiliki elemen penstabil seperti Ti dan Nb, suhu pemanasan tidak boleh melebihi 450°C untuk menghindari pengendapan karbida kromium dan korosi intergranular.
Untuk baja tahan karat paduan karbon sangat rendah dan Ti dan Nb yang telah melalui pengerjaan dingin atau pengelasan, perlu dipanaskan pada suhu 500 hingga 950°C, kemudian didinginkan secara perlahan, untuk menghilangkan tegangan. Proses ini dapat mengurangi kemungkinan korosi intergranular dan meningkatkan ketahanan baja terhadap korosi tegangan.
Jadi, jika Anda ingin menghilangkan stres dari 304, kisaran suhu yang ideal adalah antara 300 hingga 350°C, dengan waktu yang direkomendasikan secara umum, yaitu 1,5 hingga 2,5 jam per 100mm bagian yang efektif.
Mengenai pertanyaan Anda tentang menghilangkan stres setelah pembengkokan, saya rasa itu tidak perlu. Pembengkokan tidak menyebabkan perubahan struktural pada baja tahan karat Austenitik, dan tidak ada tegangan sisa yang tersisa setelah deformasi. Anda bisa meluruskannya tanpa menghilangkan stres.
Apa Saja Perangkat Pelindung yang Sesuai untuk Rem Tekan?
Ada beberapa langkah perlindungan keselamatan untuk mesin rem tekan, termasuk tirai lampu pengaman, kisi-kisi pengaman, dan perlindungan laser. Namun, yang paling umum digunakan adalah perangkat perlindungan tirai lampu pengaman, karena fleksibilitas dan kemudahan pengoperasiannya untuk berbagai jenis-jenis pers mesin rem.
Bagaimana Cara Menyetel Rem Tekan CNC?
1. Penyesuaian Mesin:
Untuk menyesuaikan jarak langkah ram sesuai dengan ketebalan pelat yang dilipat dan ukuran bukaan berbentuk V pada cetakan bawah, tekan tombol atas dan bawah pada kotak listrik untuk mengontrol motor kecil maju dan mundur untuk mencapai panjang ekstensi piston kontrol. Pukulan ram dikontrol dan ada indikator di samping silinder oli. Catatan: ram harus berada di titik mati atas (yaitu, dengan menekan travel switch) agar penyetelan efektif.
2. Batas Atas Penyetelan Ram:
Ketika ram naik, ram akan menyentuh travel switch dan tetap berada pada posisi yang diperlukan, sehingga mengurangi jarak kosong ram dan meningkatkan produktivitas. Dalam spesifikasi 'Continuous', perintah untuk tindakan terus menerus juga dapat dikeluarkan.
3. Tindakan Lambat dari Penyesuaian Ram:
Ketika ram bergerak ke bawah, blok batas bawah akan menyentuh sakelar perjalanan, menyebabkan ram bergerak perlahan.
4. Penyesuaian Celah Pukulan dan Cetakan:
Ukur jarak antara punch dan die ketika bagian bawah punch mendekati bentuk V pada die bagian bawah, kemudian koreksi jarak pengangkatan ram.
5. Penyesuaian Sudut Pembengkokan Benda Kerja:
Ram dan meja kerja mesin dapat membelok selama pengoperasian, menyebabkan sudut tengah benda kerja lebih besar daripada sudut di kedua ujungnya. Setel sekrup panel kerja untuk memastikan sudut benda kerja konsisten. Fungsi ini telah disesuaikan di pabrik dan umumnya tidak memerlukan penyesuaian lebih lanjut.
6. Penyetelan Tekanan Pembengkokan:
Periksa tabel atau hitung tekanan tonase pelat yang dilipat menggunakan rumus tekanan, lalu sesuaikan roda tangan katup pengatur jarak jauh untuk membuat tekanan sedikit lebih besar dari tonase pelat yang dilipat, sehingga mengurangi beban yang tidak perlu pada mesin.
7. Penyetelan Paralelisme antara Ram Bawah dan Meja Kerja:
Jika ternyata sudut lipatan di kedua ujung benda kerja tidak konsisten setelah menggunakan mesin untuk beberapa saat, sesuaikan blok penyetel di ujung bawah silinder oli agar bagian bawah ram sejajar dengan meja kerja.
Apa Penyebab Suara Bising pada Rem Tekan?
Memastikan kualitas oli memenuhi persyaratan
Pastikan layar filter tidak terhalang
Keluarkan pipa oli saluran keluar
Pastikan pompa oli telah terpasang dengan benar
Periksa pompa oli dari keausan internal.
Bagaimana Cara Mengatasi Kebocoran Oli pada Silinder Minyak Rem Tekan?
Umumnya, silinder hidraulik dibongkar, dan cincin penyegel diganti. Penutup ujung pada kedua ujung silinder hidrolik biasanya dipasang dengan dua cara. Semakin besar silinder hidrolik sebagian besar menggunakan pelat flensa. Untuk melepas penutup silinder, kencangkan beberapa baut ke blok silinder tengah, lepaskan baut, dan tarik keluar secara perlahan. Untuk silinder hidraulik yang lebih kecil, badan dan kepala silinder berulir, dan penutup ujung yang berputar dapat dilepas dari badan silinder. Jika Anda tidak terbiasa dengan silinder hidraulik, disarankan untuk meminta orang lain menanganinya, karena penanganan yang tidak tepat selama pembongkaran dan perakitan dapat dengan mudah merusak cincin penyegelan dan permukaan internal.
Bagaimana Cara Memperbaiki Goresan pada Cermin Stainless Steel?
Jika cermin baja tahan karat pelat tergores, metode yang tepat dapat digunakan untuk memperbaikinya. Sebagai produsen pelat poles baja tahan karat, pelanggan sering mengajukan pertanyaan serupa.
Pada umumnya, jika goresan tidak dalam, dapat dihaluskan selama pemolesan cermin dengan memperlambat kecepatan rol pengumpan dan menurunkan kepala gerinda.
Ada dua jenis goresan pada cermin stainless steel: goresan yang terjadi sebelum pemrosesan dan goresan yang terjadi setelah pemrosesan cermin.
Jika goresan adalah jenis goresan pertama, tingkat keparahan goresan harus dinilai. Jika area dan kedalaman goresan melebihi batas penerimaan pelanggan untuk efek produk akhir, maka pelat yang memenuhi syarat harus dipilih kembali. Penting untuk menilai apakah produk jadi akhir memenuhi persyaratan pelanggan sebelum pemrosesan pelat, karena hal ini dapat menghemat waktu dan uang.
Goresan kecil, terlepas dari kedalamannya, dapat diperbaiki dengan pengelasan busur argon dan kemudian dipoles oleh mesin pemoles. Setelah dipoles, mereka dapat diproses dua kali (atau lebih) dengan pemolesan cermin yang dapat mengatasi masalah ini.
Goresan linier, atau goresan, relatif sulit ditangani. Goresan yang dangkal dapat diatasi dengan memperlambat kecepatan rol pemakanan dan menurunkan kepala gerinda. Goresan yang dalam tidak mudah diperbaiki. Dianjurkan untuk menghindari area goresan selama pemrosesan dan pemotongan bahan panel cermin.
Goresan pada area yang luas dapat dibagi menjadi dua jenis berdasarkan kedalaman goresan, dan metode penanganannya sama seperti goresan pada titik.
Jika goresan adalah jenis kedua, maka akan lebih sulit untuk menanganinya. Dianjurkan untuk mengurangi atau menghindari kemungkinan goresan pada panel cermin dengan menggunakan film pelindung, mengemas panel dengan bingkai kayu, melapisi karton atau pelat plastik di bagian atas dan bawah, membungkus seluruh panel dengan kertas kedap air, serta mencantumkan "Lindungi Panel, Jangan Sampai Tergores" pada panel atau permukaan kemasan.
Pelat baja tahan karat cermin yang sudah jadi dengan goresan dapat diperbaiki dengan menggunakan metode di atas. Jika produk setengah jadi dengan permukaan cermin memiliki goresan, berbagai peralatan pemoles, seperti mesin pemoles genggam dengan roda pemoles yang dapat diganti, harus digunakan untuk hasil perbaikan yang lebih baik.
Seberapa Besar Toleransi Pembengkokan Rem Tekan Dapat Dikendalikan?
Akurasi mesin rem tekan yang terkenal dapat dipertahankan dalam ± 0,5 mm, sedangkan akurasi rem tekan servo sekitar ± 0,1 mm, yang setara dengan 10 kabel.
Berapa Ukuran Tekukan Minimum dari Rem Tekan?
Dimensi tekukan minimum dari berbagai jenis rem tekan ditunjukkan pada tabel di bawah ini:
Ketebalan
Cetakan bawah (V)
Dimensi minimum tikungan pertama
Dimensi minimum tikungan balik kedua
0.5mm
6
4mm
4mm + t
0.8mm
6
4mm
4mm + t
1.0mm
6
5mm
5mm + t
1.2mm
8
5.5mm
5.5mm + t
1.5mm
12
8.5mm
8.5mm + t
2.0mm
16
11mm
11mm + t
2.3mm
16
12mm
12mm + t
2.5mm
20
14mm
14mm + t
3.0mm
25
17.5mm
17.5mm + t
Di Mana Pelepasan Tekanan Setelah Tekanan Rem Tekan Disetel?
Pada umumnya, sesuaikan waktu relai waktu.
Bagaimana Cara Memilih Rem Tekan CNC Sinkron Servo Elektro-Hidrolik?
Rem tekan CNC sinkron servo elektro-hidrolik adalah jenis mesin rem tekan yang baru. Panduan ini akan memperkenalkan dasar-dasar pemilihan rem tekan yang sesuai, dan beberapa faktor yang perlu dipertimbangkan.
Langkah-langkah:
Bedakan antara rem tekan servo elektro-hidrolik dan rem tekan konvensional. Perbedaan utamanya adalah adanya umpan balik loop tertutup dan kompensasi rem tekan elektro-hidrolik.
Hitung tonase yang diperlukan berdasarkan bahan dan ketebalan pelat logam yang akan diproses. Tonase mengacu pada gaya tekukan maksimum rem tekan, bukan beratnya.
Tentukan lebar bilah, kedalaman tenggorokan, dan jarak antar uprights berdasarkan panjang baja tahan karat dan pelat lain yang akan diproses.
Pilihlah produsen atau merek rem tekan sinkron elektro-hidrolik, dengan mempertimbangkan kualitas, harga, dan layanan purna jual.
Sesuaikan fungsi tambahan sesuai kebutuhan, misalnya, persyaratan nomor sumbu, jenis kompensasi, uji laser, dan perlindungan keselamatan (perlindungan laser atau perlindungan tirai cahaya).
Catatan:
Opsi perlindungan keselamatan adalah perlindungan laser dan perlindungan tirai cahaya, dengan perlindungan laser sebagai perangkat tingkat yang lebih tinggi yang digunakan pada mesin kelas atas.
Jumlah sumbu harus ditentukan berdasarkan persyaratan akurasi benda kerja, dengan lebih banyak sumbu akan menghasilkan akurasi pemosisian yang lebih tinggi.
Bagaimana Cara Melipat Setengah Lingkaran Dengan Rem Pres?
Jika Anda ingin menghasilkan lipatan setengah lingkaran, Anda akan memerlukan cetakan khusus setengah lingkaran. Jika Anda tidak memilikinya, Anda bisa mendesain dan membuat cetakan atas dan cetakan bawah.
Bagaimana Radius Bagian Dalam Pembengkokan Lembaran Logam Ditentukan?
Radius tekukan minimum harus diperhitungkan dalam desain tikungan. Untuk bahan tipikal, jari-jari sama dengan ketebalan lembaran. Untuk bahan dengan plastisitas yang buruk, jari-jari harus ditingkatkan.
Bagaimana Cara Menghitung Jari-jari Tekukan Lembaran Logam?
Yang perlu Anda ketahui adalah nilai R pada sumbu netral. Sumbu netral condong ke arah dalam. Jika dibulatkan, pasti nilai R bagian dalam.
Umumnya, sumbu netral pelat SPCC adalah 0,445t dari dalam ke luar. Sudut R bagian dalam tidak dapat dihitung. Ini tergantung pada alat pembengkok anda. Alat pembengkok yang berbeda memiliki nilai R bagian dalam yang berbeda, yang hanya dapat dianggap serupa.
Alat pembengkok dapat dibagi menjadi pukulan tajam dan pukulan radius.
Untuk presisi pembengkokan lembaran logamSetelah pembulatan, perhitungan dapat dilakukan sebagai berikut: Jari-jari Dalam A + Jari-jari Dalam B + 0,35T = Dimensi C yang tidak dilipat.
Bagaimana Cara Mengatur Bending Radius dan Bending Deduction di Solidworks?
Radius pembengkokan setiap ketebalan bahan bervariasi, tetapi radius default dalam sistem ditetapkan ke 1mm. Penting untuk menetapkan parameter tikungan pengurangan secara manual setiap kali. Untuk menghitung data setiap lembaran logam, seseorang dapat merujuk ke tunjangan pembengkokan tabel. Namun, penting untuk dicatat bahwa perhitungan ini memerlukan pengalaman dan pengetahuan tentang pengolahan lembaran logam teknologi.
Keakuratan kalkulasi dari tabel koefisien tekukan tidak dijamin. Hanya mereka yang memiliki pemahaman yang baik mengenai cetakan dan kemampuan untuk menangani berbagai lengkungan yang dapat menghitung ukuran yang terbentang secara akurat. Perangkat lunak mensimulasikan pembengkokan ketebalan konstan yang ideal, tetapi pada kenyataannya, ketebalannya berkurang selama pembengkokan. Radius default untuk ketebalan material dapat ditetapkan ke 1 atau 0,5, berdasarkan pengaturan sebelumnya dan mungkin tidak berarti.
Saat mendesain bagian lembaran logam, nilainya harus ditetapkan secara individual berdasarkan pengalaman atau dengan memeriksa tabel koefisien tekukan. Sistem akan secara otomatis menetapkan nilai default ke nilai yang terakhir ditetapkan.
Pelat baja, tahan sidik jari pelat, pelat berlapis seng aluminium
1
8(30°)
30
0
45
0.5
60
1
75
1.4
7
90
1.8
105
1.2
120
0.8
135
0.5
150
0.3
165
0.2
1.2
8(30°)
30
0.2
45
0.7
60
1.1
75
1.7
7
90
2
105
1.4
120
1
135
0.6
150
0.4
165
0.2
1,5 (sebenarnya 1,4)
8(30°)
30
0.5
45
0.9
60
1.4
75
1.9
10
90
2.6
105
1.8
120
1.2
135
0.8
150
0.5
165
0.2
Pelat baja
2
12(30°)
30
0.6
45
1.3
60
1.9
75
2.5
12
90
3.5
105
2.4
120
1.6
135
1.1
150
0.7
165
0.3
2,5 (sebenarnya 2,4)
12(30°)
30
1.2
45
1.8
60
2.4
75
3.2
16
90
4.4
Pelat baja
2,5 (sebenarnya 2,4)
16
105
3
120
2.1
135
1.3
150
0.8
165
0.4
3 (sebenarnya 2,9)
57 ° mati
60
2.9
75
3.8
18
90
5.2
105
3.6
120
2.4
135
1.6
150
1
165
0.5
Pelat baja
4 (sebenarnya 3,9)
25
90
6.7
105
4.8
120
3.3
135
2.2
150
1.3
165
0.6
4,5 (sebenarnya 4,3)
25
90
7.3
105
5.2
120
3.5
135
2.4
150
1.4
165
0.7
5 (sebenarnya 4,8)
40
90
9
105
6.5
120
4.3
135
2.8
150
1.7
165
0.8
6
40
90
10
105
7.4
120
5
135
3.3
150
2
165
0.9
Pelat aluminium yang digiling
1.2
7
90
1.5
1.5
10
90
2
Pelat baja, pelat berlapis seng aluminium
Bilayer 1.5
18
90
Bagian dalam 2.6
Luar 3.4
Bilayer 2
25
90
Bagian dalam 3.2
Luar 4.1
PVC
3
15(30°)
90
5
Tabel kelonggaran lentur berlaku untuk bahan, ketebalan dan sudut material yang sesuai.
Jika ketebalan dan sudut material dalam tabel tidak terpenuhi, tabel berikut dapat digunakan untuk menghitung:
kelonggaran lentur dari sudut yang sesuai = ketebalan material * kelipatan dari sudut yang sesuai 2.65-2.4
Sudut
Kelipatan dari ketebalan material
60
1
65
1.1
70
1.3
75
1.5
80
1.6
85
1.7
90
1.8
95
1.6
100
1.4
105
1.2
110
1.1
115
1
120
0.8
125
0.7
130
0.6
135
0.55
140
0.5
145
0.3
150
0.33
155
0.3
160
0.2
165
0.15
170
0.1
175
0.1
Misalnya, ketebalan material adalah 3, bahannya adalah baja biasa, sudut tekukan 95 derajat, dan koefisien tekukan yang sesuai = 3 * 1,6 = 4,8
Tabel kelonggaran pembengkokan mengharuskan dimensi sudut tidak siku-siku ditandai dan diukur sebagai berikut:
Bagaimana Cara Mengatur Faktor K, Pengurangan Tekukan, Kelonggaran Tekukan dan Perhitungan Tekukan di Solidworks? Apa Hubungan Mereka?
Tabel kelonggaran tekukan adalah tabel referensi yang Anda buat sebelumnya dan masukkan ke dalam gambar Anda saat mendesain bagian lembaran logam. Secara otomatis ditambahkan berdasarkan ketebalan pelat.
Faktor K terutama digunakan untuk pembengkokan non-90 derajat atau pembengkokan busur besar, dan dapat diatur berdasarkan pengurangan bengkokan pelat Anda sebagaimana ditentukan oleh mesin pembengkok Anda.
Pengurangan pembengkokan melibatkan pengurangan dimensi dari setiap tekukan, yang didasarkan pada ketebalan pelat dan lebar cetakan bagian bawah. Sebagai contoh, jika Anda memiliki pelat dingin 2mm dan cetakan bawah 16mm, pengurangan pembengkokan akan menjadi sekitar 3,4mm. Ini dapat diatur dalam opsi lembaran logam dari bagian yang Anda gambar atau dalam pengaturan pembengkokan.
Faktor K biasanya tidak digunakan, tetapi sangat penting untuk pembengkokan busur non 90 derajat dan besar, di mana pengurangan pembengkokan mungkin tidak akurat. Untuk menentukan faktor K, Anda dapat menggambar bagian lembaran logam sudut kanan, menetapkan pengurangan pembengkokan yang benar, kemudian mengukur ukuran yang tidak dilipat setelah mengeklik "buka lipatan." Kemudian, tetapkan faktor K, misalnya 0,25, dan bandingkan ukuran perluasan dengan pengukuran sebelumnya. Jika sama, berarti faktor K sudah benar. Jika tidak, sesuaikan faktor K sampai ukuran yang tidak dilipat sesuai dengan pengurangan tikungan sebelumnya. Setelah Anda mendapatkan faktor K yang benar, catat dan gunakan untuk pelat dengan ketebalan yang sama.
Bagaimana Rem Tekan Mengontrol Sudut Pembengkokan Secara Akurat?
Pengontrol perjalanan dapat dipasang.
Apa Alasan Mengapa Bilah Rem Tekan Tidak Bisa Naik?
Umumnya, rem tekan dilengkapi dengan dua atau lebih katup pelimpah, yang tersedia dalam dua jenis: sistem dan tekanan balik. Jika Anda tidak yakin, Anda dapat melepas dan membersihkan keduanya, tetapi pertama-tama pastikan bahwa katup solenoida telah diberi energi. Jangan berasumsi bahwa relai di kabinet listrik tidak berfungsi jika Anda mengalami masalah penyalaan dan pemadaman. Periksa juga bagian hidrauliknya.
Sumbu Manakah yang Diacu oleh Sumbu 3 + 1 dan Sumbu 4 + 1 dari Rem Tekan?
3 + 1″ mengacu pada dua gerakan silinder oli (2 sumbu), gerakan maju mundur stop belakang (1 sumbu), dan penambahan sistem mahkota (+1 sumbu). Sistem mahkota memungkinkan pengukur belakang menyesuaikan posisinya saat cetakan ditekan ke bawah, sehingga meningkatkan akurasi produk.
4 + 1″ mencakup satu penghenti belakang tambahan yang dapat bergerak ke atas dan ke bawah untuk pemosisian dengan rel pemandu linier sumbu ganda. Fitur-fitur canggih ini hadir dengan biaya yang lebih tinggi, karena mesin rem tekan dilengkapi dengan komponen presisi seperti motor servo, sekrup bola, dan panduan linier.
Apa Arti Batas Nilai Y dari Rem Tekan?
Batas stroke terkait dengan sakelar stroke. Jika sudah dipindahkan, Anda dapat menyesuaikannya. Namun demikian, jika belum dipindahkan, jangan melakukan penyesuaian apa pun.
Fungsi Relai Waktu dalam Rangkaian Rem Tekan
Waktu penahanan tekanan dan waktu pembongkaran adalah dua fungsi yang terpisah. Relai waktu penahanan tekanan diaktifkan ketika ram mencapai titik mati bawah untuk mengamankan sudut pembengkokan benda kerja yang diinginkan. Setelah tekanan dipertahankan, sakelar waktu pembongkaran diaktifkan untuk mengurangi kebisingan tumbukan balik.
Apa Perbedaan Antara Rem Tekan Servo Elektro-Hidrolik dan Rem Tekan Sinkron Torsi?
Rem Tekan Servo Elektro-Hidrolik
Silinder utama di kedua sisi dikontrol secara serempak melalui sistem kontrol hidraulik seperti katup servo elektro-hidraulik proporsional dan penggaris kisi, yang diatur secara independen oleh CNC. Data yang akurat diumpankan kembali untuk memastikan ketepatan operasi ram.
Rem Tekan Sinkron Torsi Torsi
Poros torsi digunakan untuk menghubungkan batang ayun kiri dan kanan, membentuk mekanisme sinkronisasi paksa poros torsi untuk mempertahankan gerakan naik dan turun yang tersinkronisasi dari silinder oli di kedua sisi.
Pompa Hidraulik Apa yang Umumnya Digunakan untuk Rem Tekan?
Umumnya, pompa pendorong biasa digunakan, dan pompa roda gigi digunakan oleh masing-masing produsen.
Bagaimana Anda Tahu Bahan Apa yang Digunakan pada Die Bawah Press Brake?
Cetakan bagian bawah umumnya terbuat dari baja mati. Anda dapat menentukan kekerasannya dengan menggunakan alat uji kekerasan.
Saat Rem Tekan Naik, Tidak Bisa Berhenti dan Otomatis Meluncur Turun
Katup kontrol hidraulik kecil dan katup pengaman mungkin bocor. Jika rem tekan Anda telah digunakan selama beberapa tahun, penuaan cincin penyegelan di dalam silinder oli dapat mengakibatkan kebocoran internal. Faktor lain yang perlu dipertimbangkan adalah apakah katup luapan mesin telah dipindahkan. Jika sudah dilonggarkan sampai ke ujung, maka secara otomatis akan bergeser ke bawah. Selain itu, periksa apakah katup pengarah tiga posisi dan empat arah dapat disesuaikan. Jika ya, periksa apakah ada masalah dengan perjalanan balik. Pada umumnya, mesin yang sudah lama digunakan, sebagian besar rentan terhadap kebocoran internal.
Bagaimana Cara Memahami Sumbu N + 1 Mesin Rem Tekan?
Tempatkan sepotong kayu di antara punch atas dan die bawah, lalu aktifkan mesin untuk mendekatkan punch ke kayu (untuk mencegah punch jatuh).
Longgarkan beberapa penjepit perkakas di atas pelubang kertas dan lepaskan pelubang kertas.
Pasang pelubang kertas baru, kencangkan klem secara perlahan, aktifkan mesin untuk menekan pelubang kertas baru ke atas kayu, lalu kencangkan klem sepenuhnya (untuk memastikan sambungan yang aman antara pelubang kertas dan klem tanpa celah).
Metode untuk mengganti cetakan bagian bawah:
Cukup longgarkan blok tekanan, kemudian ganti cetakannya.
Bahan Apa yang Umumnya Digunakan untuk Press Brake Dies? Apakah Kekerasannya?
Ada banyak jenis bahan, seperti T10 atau 42CrModan kekerasan umumnya sekitar HRC45-50.
Cr12Mo1V1, 42CrMo, 9CrSi, T10, 80#
Pendinginan dan pengerasan: HRC46 ° - 62 °
Apakah Anda Perlu Menggerinda Pukulan Atas Press Brake?
Pukulan atas mesin rem tekan secara khusus diberi perlakuan panas dalam jarak 3mm dari ujung tombak untuk meningkatkan kekerasan, tetapi pada akhirnya akan aus seiring waktu. Keausan normal akan menghasilkan ujung yang tumpul dan membulat. Jika beberapa pukulan dipakai secara bersamaan, tidak ada alasan untuk khawatir, tetapi jika satu pukulan dipakai sebagian, disarankan untuk memiliki beberapa pukulan yang dikerjakan bersama melalui anilpenggerindaan, penggerindaan, dan pendinginan. Namun demikian, ini adalah tugas yang sulit dan tidak boleh dilakukan dengan mudah.
Bagaimana Cara Meratakan Alat Press Brake?
Anda perlu memverifikasi bahwa nilai Y1 dan Y2 sama, dan benda kerja yang dilipat seharusnya hanya berbeda beberapa ulir. Jika berbeda, sesuaikan titik referensi Y1 dan Y2 dan lakukan penyesuaian halus. Jika keduanya sama, sesuaikan bilah persegi dengan nilai di tengah penjepit dan kendurkan sekrup sebelum melakukan penyetelan.
Apa Masalahnya Jika Alat Rem Tekan Tidak Berada dalam Garis Lurus?
Umumnya, kelurusan permukaan pemrosesan ram yang dipasang dengan die tidak tinggi, atau blok penyetelan die dapat berubah bentuk.
Bagaimana Cara Memperbaiki Retak Alat Bending Stainless Steel?
Perbaikan khusus untuk keretakan pahat tergantung pada ukuran keretakan. Jika retakan relatif dangkal, penggerindaan datar dapat digunakan untuk menghilangkan satu lapisan dari seluruh mata pisau. Namun, jika retakan cukup dalam, menggunakan metode gerinda dapat menimbulkan pertanyaan tentang apakah kekuatan bagian yang tersisa dari mata pisau dapat menahan tekanan pembengkokan. Pengelasan busur argon juga dapat digunakan untuk memperbaiki celah yang rusak, tetapi kekerasan perbaikannya bahan las mungkin tidak sama dengan bahan aslinya, sehingga mempengaruhi kinerja alat.
Bagaimana Cara Memilih Bahan Press Brake Die?
Penting untuk memilih material dengan kekuatan tinggi, ketangguhan, dan ketahanan aus yang baik untuk baja die yang bekerja dalam kondisi dingin. Pilihan material yang baik adalah Cr12MoV, yang memiliki performa layanan dan performa proses yang baik, tetapi harganya relatif mahal. Pilihan lainnya adalah 42CrMo, yang merupakan paduan dipadamkan dan ditempa baja dengan kekuatan dan ketangguhan tinggi, serta dapat bekerja dengan baik pada suhu di bawah 500 derajat.
Apa Masalah Penurunan Alat Otomatis pada Rem Tekan Biasa?
Umumnya, kebocoran pada katup hidraulik dapat disebabkan oleh usia alat berat Anda. Jika telah digunakan selama beberapa tahun, cincin penyegel dalam silinder oli mungkin telah menua, sehingga menyebabkan kebocoran dan tergelincir. Selain itu, Anda dapat memeriksa apakah sistem hidraulik kekurangan oli. Jika tidak, masalahnya mungkin ada pada perangkat lunak, yang dapat diatasi dengan mengubah atau menginstalnya kembali.
Mengapa Rem Tekan Turun Secara Perlahan?
Inti katup macet. Perbaiki.
Apa Perbedaan Antara Pukulan Akut dan Pukulan Leher Angsa pada Rem Tekan?
Perbedaan antara pukulan tajam dan pukulan leher angsa adalah, bahwa pukulan tajam biasanya digunakan untuk menekuk sudut 45 derajat atau kurang, dan untuk memproses ketebalan pelat yang tidak lebih dari 5mm. Di sisi lain, pukulan leher angsa umumnya digunakan untuk membengkokkan benda kerja dengan radius yang besar. Jika Anda ingin membengkokkan benda kerja dengan radius yang lebih kecil, Anda perlu menggunakan pukulan lancip.
Alat Rem Tekan Mengalami Penyok. Bagaimana cara memperbaikinya?
Hal ini dapat diatasi dengan mengirimkan cetakan bawah untuk diproses dan menggiling dua sudut R yang lebih rendah Alur V menggunakan penggiling. Solusi lainnya adalah membeli film anti lekukan dan menempatkannya pada cetakan bagian bawah selama proses pembengkokan, yang juga bisa mengatasi masalah lekukan.
Berapa Kekerasan Quenching dari Die Rem Tekan Umum?
Perlakuan panas dari tekan rem mati biasanya dipadamkan dan ditempa hingga kekerasan HRC38 hingga 42. Die rem tekan bukanlah pisau dan diproses dengan kecepatan lambat dan tekanan tinggi. Kekerasan yang terlalu tinggi dapat dengan mudah menyebabkan fraktur die, sehingga kekerasan yang tinggi tidak selalu berarti tahan lama.
Rumus Perhitungan Harga Press Brake Die
Untuk menghitung biaya perkakas rem tekan, pertama-tama Anda harus menentukan volume cetakan berdasarkan dimensi keseluruhannya (atau menghitungnya untuk satu bagian jika volumenya terlalu kecil). Kemudian, hitung beratnya dan gunakan proses dan bahan untuk menentukan harganya. Harga perkakas rem tekan CNC sekitar 45 yuan per kilogram, sedangkan cetakan rem tekan domestik dihargai sekitar 25 yuan per kilogram.
Berapa Sudut Umum dari Press Brake Dies?
Sudut yang umum untuk punch atas mesin press brake biasanya 85, 86, atau 88 derajat. Demikian pula, sudut yang umum untuk alur cetakan bawah mesin press brake biasanya 85, 86, atau 88 derajat. Sudut yang sesuai juga dapat dipilih berdasarkan sudut pantulan material yang ditekuk.
Bagaimana Cara Memilih Pukulan Radius Busur dan Mati Rem Tekan?
Jika punch atas dibuat menjadi busur, maka die bawah yang berbentuk V dapat digunakan untuk membengkokkan busur. Juga dimungkinkan untuk membuat busur pada punch dan die, tetapi hanya satu ukuran busur yang bisa dibengkokkan dalam kasus tersebut.
Bagaimana Cara Menghitung Sudut Tekuk Rem Tekan?
Sudut pembengkokan rem tekan ditentukan melalui level kontrol numerik dan pemosisian kedalaman sistem servo elektro-hidraulik (sumbu Y1 dan Y2). Umumnya, Anda hanya perlu memilih alat yang sesuai dari pustaka alat sistem berdasarkan gambar, mengisi jenis material, panjang, ketebalan, lebar tekukan, sudut, dan parameter lainnya. Sistem kemudian akan secara otomatis menghitung dimensi ekspansi pelat, sudut R, tekanan yang diperlukan, dan kedalaman tekukan.
Untuk mengoperasikannya, cukup masukkan lembaran kertas dan injak sakelar kaki. Sistem yang lebih canggih memungkinkan pemrograman dengan grafik. Sistem ini akan menghasilkan grafik bagian 2D atau 3D dari produk berdasarkan data input, menampilkan posisi material dan alat, dan memberikan gambar benda kerja pembengkokan yang solid. Proses pembengkokan dapat disimulasikan, dan operator dapat mengikuti tampilan selama pemrosesan untuk pengalaman yang jelas dan aman.
Apa Saja Faktor yang Menentukan Masa Pakai Press Brake Die?
Optimalisasi struktur cetakan sangat penting untuk meningkatkan kapasitas beban maksimum cetakan dan mengurangi tingkat tekanan termal.
Efisiensi perubahan ukuran bagian akan secara langsung berdampak pada masa pakai die.
Apa yang menentukan masa pakai rem tekan?
Pertimbangkan potensi cacat dalam teknologi pemrosesan dan dampak kapasitas beban selama operasi karena kualitas bahan matidan mengambil tindakan yang diperlukan untuk mengkompensasi kekurangan dalam kualitas metalurgi, untuk meningkatkan masa pakai die.
Cacat pada proses pemesinan, pra-perawatan, penempaan, pendinginan, pengerasan, dan perawatan permukaan akan memiliki dampak signifikan pada ketahanan aus die, kemampuan anti-chipping, dan kemampuan anti-fraktur.
Misalnya, masalah seperti permukaan cetakan yang kasar, bekas sisa pemesinan, retakan mikro dari EDM, karburisasi permukaan, dan dekarburisasi selama perlakuan panas akan memengaruhi kapasitas beban dan masa pakai die.
Akurasi dan kekakuan die, kondisi pelumasan, status pra-perawatan material yang diproses, kondisi pemanasan dan pendinginan, dan kondisi kualitas permukaan, kekerasan material, perpanjangan, dan sifat mekanis lainnya dari komponen mesin, serta keakuratan dimensi komponen mesin, semuanya akan memengaruhi masa pakai die.
Ini adalah faktor-faktor yang memengaruhi masa pakai rem tekan.
Bagaimana Cara Memilih Pukulan Atas Press Brake?
Pilihan pukulan atas antara lain, pukulan lancip 88°, 86°, 84°, pukulan lancip 30°, dan pukulan lancip 25°. Tidak ada peraturan khusus untuk pukulan atas, tetapi pukulan lancip biasanya digunakan untuk membengkokkan pelat tipis, sedangkan pukulan 88° digunakan untuk pelat yang lebih tebal dan pukulan 84° digunakan untuk pelat berlekuk. Pemilihan pukulan atas juga tergantung pada bentuk akhir tikungan yang diinginkan.
Dalam hal memilih antara pukulan lurus dan pukulan leher angsa, standarnya adalah untuk menghindari tabrakan. Jika jarak bukaan benda kerja tipe C besar, pukulan lurus atau leher angsa dapat digunakan, tetapi jika jarak bukaannya kecil, hanya pukulan leher angsa yang dapat digunakan.
Jika rem tekan memiliki fitur simulasi pembengkokan, maka akan lebih mudah memilih punch. Pada umumnya, punch 88° cukup untuk ketebalan pelat 1,5mm.
Ukuran Bagian Emas dari Dies Rem Tekan
Segmen cetakan 835mm standar adalah: 300mm, 200mm, 100mm, 100mm, 40mm, 50mm, 20mm, 15mm, dan 10mm.
Perawatan Anti-Karat pada Press Brake Dies
Karat pada cetakan merupakan masalah utama bagi produsen. Dalam artikel ini, kita akan membahas cara efektif untuk mencegah karat pada cetakan, misalnya, menghindari menempatkan cetakan di lingkungan yang lembap, menggunakan penghambat karat setelah pendinginan, dan menggunakan penghambat karat jangka panjang.
Tindakan Pencegahan 1: Hindari Penyimpanan Basah
Menempatkan cetakan di lingkungan yang basah untuk waktu yang lama dapat menyebabkan karat, tidak peduli seberapa efektif penghambat karatnya. Untuk mencegah hal ini, penting untuk menyimpan cetakan di tempat yang kering dan berventilasi.
Tindakan Pencegahan 2: Gunakan Penghambat Karat Setelah Pendinginan
Menggunakan penghambat karat sebelum cetakan menjadi dingin dapat menyebabkan karat dalam beberapa hari. Cetakan akan menyerap air dari penghambat karat, menyebabkan karat. Sebaiknya tunggu sampai cetakan mendingin secara alami dan kemudian gunakan penghambat karat.
Tindakan Pencegahan 3: Gunakan Penghambat Karat Jangka Panjang
Ada banyak penghambat karat yang tersedia di pasaran, termasuk antirust minyak dan bubuk. Namun, penghambat karat jangka panjang adalah penghambat karat cetakan khusus, dengan siklus perlindungan karat umum satu hingga tiga tahun. Secara efektif dapat melindungi cetakan pabrik dan mengurangi kerugian yang tidak perlu.
Kesimpulannya, mengikuti tindakan pencegahan ini dapat membantu mencegah karat pada cetakan dan memastikan keamanan pabrik.
Tekanan Tekan ke Bawah dari Mesin Rem Tekan Tidak Cukup, tetapi Tekanan Naik Normal
Untuk menghilangkan masalah katup dan pompa luapan, mulailah dengan memeriksa kebocoran internal silinder hidraulik. Metodenya adalah sebagai berikut:
Tekan mesin ke bawah hingga benda kerja tidak dapat ditekan lagi.
Lepaskan pipa oli di ruang bawah silinder oli dan terus tekan ke bawah.
Amati apakah masih ada oli yang mengalir dari silinder oli.
Jika tidak ada aliran oli, hal ini menunjukkan bahwa silinder oli dalam kondisi baik dan injeksi bahan bakar eksternal tidak bermasalah.
Namun, jika terjadi kebocoran oli pada tekanan yang lebih rendah, kemungkinan besar penyegelan internal silinder oli telah gagal.
Catatan: Jangan tekan tombol kembali dan pastikan bahwa pipa oli benar-benar terputus untuk menentukan apakah kebocoran berasal dari silinder oli atau katup solenoid.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Perhatian semua penggemar pengerjaan logam! Apakah Anda lelah menebak-nebak tonase yang tepat untuk rem tekan Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan menyelami dunia press brake...
Operator rem tekan memainkan peran penting dalam membentuk dunia di sekitar kita, tetapi pekerjaan mereka bukannya tanpa risiko. Dalam artikel ini, kita akan membahas kiat-kiat keselamatan yang penting dari industri...
Apakah perkakas rem tekan Anda terlalu cepat aus? Artikel ini membahas teknik perbaikan yang penting untuk memperpanjang masa pakai perkakas Anda, memastikan kinerja yang optimal pada lembaran logam Anda...
Pernahkah Anda bertanya-tanya tentang asal-usul istilah "rem tekan"? Dalam artikel blog yang memikat ini, kita akan memulai perjalanan yang memukau melalui sejarah untuk mengungkap alasan di balik...
Pernahkah Anda bertanya-tanya, bagaimana lembaran logam dibengkokkan secara ahli ke dalam bentuk yang rumit? Artikel ini membahas enam jenis proses pembengkokan rem tekan-pelipatan, penyeka, pembengkokan udara, bottoming, coining, dan pembengkokan tiga titik. Anda akan...
Dalam dunia manufaktur yang luas, ada satu mesin yang berdiri tegak: press brake. Dengan kemampuannya untuk membengkokkan dan membentuk logam dengan presisi dan kekuatan, mesin ini telah menjadi alat yang sangat diperlukan...
Pernahkah Anda bertanya-tanya apa yang membuat rem tekan CNC bekerja dengan lancar? Jawabannya terletak pada oli hidrolik. Cairan esensial ini memastikan kinerja optimal dan umur mesin yang panjang. Artikel kami...
Memperbaiki silinder hidraulik rem tekan dengan benar sangat penting untuk menjaga kinerja dan keselamatan alat berat. Silinder hidraulik biasanya terdiri dari piston, selongsong, batang piston, dan sekrup ....
Pernahkah Anda bertanya-tanya, bagaimana rem tekan menghasilkan tikungan yang begitu presisi? Artikel ini mengeksplorasi dunia press brake axle yang memukau, menyingkap rahasia di balik peran dan fungsinya. Ketahui bagaimana...