Perhatian semua penggemar pengerjaan logam! Apakah Anda lelah menebak-nebak tonase yang tepat untuk rem tekan Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan menyelami dunia perhitungan tonase rem tekan, dipandu oleh keahlian seorang insinyur mesin yang berpengalaman. Temukan rumus praktis, bagan praktis, dan kiat-kiat orang dalam untuk menguasai seni membengkokkan lembaran logam dengan presisi dan efisiensi. Bersiaplah untuk meningkatkan level permainan rem tekan Anda!
Tonase rem tekan adalah gaya yang diperlukan untuk membengkokkan pelat logam menggunakan rem tekan. Diukur dalam ton, gaya ini sangat penting untuk mencapai pembengkokan yang presisi dalam fabrikasi logam. Perhitungan tonase yang akurat memastikan hasil berkualitas tinggi dan memperpanjang usia peralatan, mencegah masalah seperti kerusakan alat dan pembengkokan yang tidak akurat.
Faktor-faktor yang Mempengaruhi Tonase
Jenis dan Ketebalan Bahan
Bahan yang berbeda membutuhkan gaya yang berbeda karena kekuatan tariknya. Sebagai contoh, baja tahan karat membutuhkan lebih banyak tonase dibandingkan dengan aluminium. Ketebalan material juga secara signifikan memengaruhi gaya yang dibutuhkan, karena material yang lebih tebal membutuhkan gaya yang lebih besar untuk ditekuk.
Panjang Lentur
Panjang tikungan mempengaruhi tonase yang dibutuhkan. Tikungan yang lebih panjang membutuhkan lebih banyak tonase karena peningkatan resistensi di sepanjang material.
Pembukaan Mati
Ukuran bukaan cetakan mempengaruhi gaya yang dibutuhkan. Bukaan die yang lebih kecil membutuhkan tonase yang lebih tinggi karena material harus dipaksa masuk ke dalam ruang yang lebih terbatas, sedangkan bukaan die yang lebih besar membutuhkan lebih sedikit gaya.
Jenis Perkakas
Jenis perkakas, seperti V-dies atau alat offset, berdampak pada kebutuhan tonase. Misalnya, perkakas leher angsa, yang dirancang untuk menghindari gangguan benda kerja, memerlukan penanganan yang hati-hati untuk menghindari tonase yang berlebihan.
Metode Pembengkokan
Metode pembengkokan - pembengkokan udara, pembengkokan bawah, atau coining - mempengaruhi tonase. Pembengkokan udara membutuhkan tonase paling sedikit, pembengkokan bawah membutuhkan lebih banyak, dan pembengkokan menuntut tonase tertinggi.
Tekan Kalkulator Tonase Rem
Anda dapat menggunakan kalkulator tonase rem tekan berikut ini untuk menentukan gaya tekuk yang diperlukan untuk pembengkokan lembaran logam. Kalkulator ini menyediakan satuan metrik dan imperial. Saya pribadi merekomendasikan untuk menggunakan kalkulator tonase rem tekan di bawah ini, karena ini merupakan metode terbaik dan paling nyaman untuk menghitung gaya tekuk yang diperlukan.
Lebar bukaan V yang direkomendasikan untuk cetakan bawah
S
0,5-3mm
3-8mm
9-10mm
> 12mm
V
6*S
8*S
10*S
12*S
Misalnya, jika lembaran logam yang akan ditekuk adalah baja ringan, dengan ketebalan 4mm dan panjang tekukan 3,2m, maka lebar teoritis bukaan cetakan bagian bawah harus 8 kali lipat dari ketebalannya, yaitu 32mm. Masukkan angka-angka ini ke dalam kalkulator di atas (ingat satuannya dalam mm), dan kita mendapatkan nilai 106,12 Ton.
Ini berarti Anda akan membutuhkan gaya tekuk minimum 106 ton untuk memenuhi kebutuhan tekukan Anda. Tentu saja, kami biasanya mengalikan hasil akhir dengan faktor keamanan 1,1, dan nilai yang dihasilkan adalah tonase rem tekan yang dapat Anda pilih.
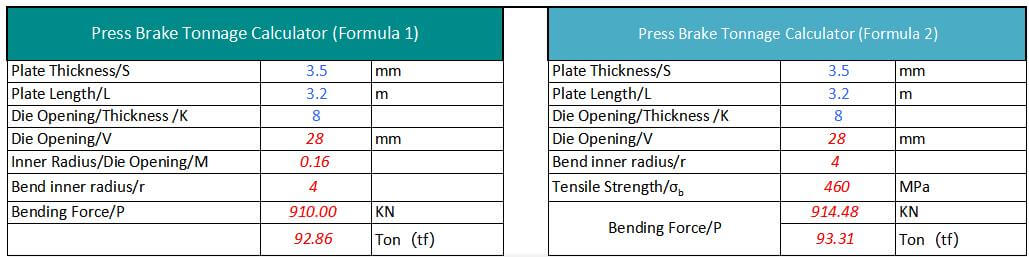
Metode Perhitungan Tonase Baru
Jika rasio lebar-ke-tebal (V/S) tidak sama dengan 9, dan rasio radius-ke-lebar tidak sama dengan 0,16, kalkulator di atas tidak akan valid.
Besarnya gaya lentur dipengaruhi oleh faktor-faktor seperti ukuran benda kerja, sifat mekanik material, jarak antara titik tumpu cetakan, radius tekukan relatif, jarak bebas antar cetakan, koefisien gesekan antara material dan cetakan, minimum sudut lenturdan metode pembengkokan.
Akibatnya, secara teori, sulit untuk menghitung gaya tekukan secara tepat.
Dalam praktiknya, rumus empiris atau rumus teoretis yang disederhanakan biasanya digunakan untuk penghitungan.
Rumus Perhitungan Tonase Rem Tekan
Saat ini ada dua rumus utama untuk menghitung tonase rem tekan yang populer.
Formula pertama umumnya digunakan di Cina dan yang kedua di negara lain.
Namun demikian, apa pun rumus yang digunakan, tekanan rem tekan yang dihitung pada dasarnya sama. Di bawah ini, saya akan memperkenalkan kedua rumus ini secara terpisah.
Ketebalan pelat S = 4mm, lebar L = 3m, σb = 450N/mm²
Umumnya lebar slot V = S * 8
Oleh karena itu, P = 650*4²* 3/4 * 8 = 975 (KN) = 99,5 (Ton)
Hasil yang diperoleh dengan menggunakan rumus gaya lentur sangat mirip dengan data dalam grafik gaya lentur.
Perhatikan bahwa metode #1 untuk menghitung tonase rem tekan didasarkan pada ringan bahan baja.
Jika bahannya adalah baja tahan karat, aluminium, atau kuningan, Anda dapat dengan mudah menyesuaikan hasil perhitungan dengan mengalikannya dengan koefisien yang tercantum dalam tabel berikut.
Bahan
Koefisien
Baja Ringan
1
Baja tahan karat
1.6
Aluminium
0.65
Kuningan
0.5
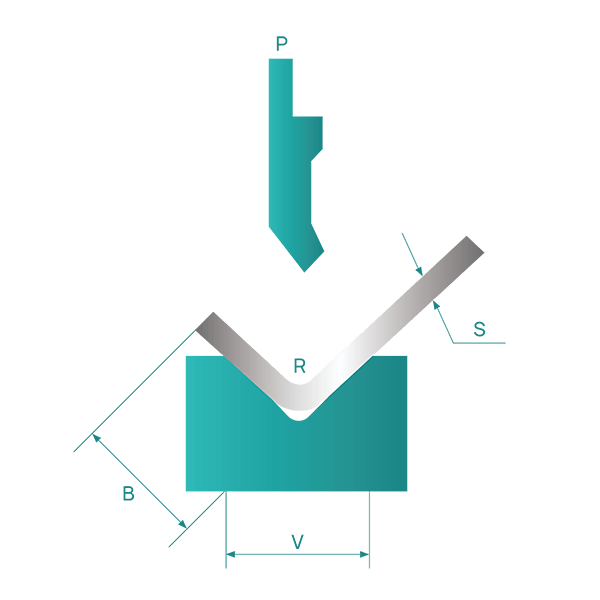
Rumus Perhitungan Tonase Pembengkokan #2
P - Gaya lentur (KN)
S - Ketebalan pelat (mm)
L - Lebar pelat (m)
V - Lebar slot cetakan bawah (mm)
σb - Kekuatan tarik (Mpa)
Sebagai contoh:
Ketebalan pelat S = 4mm, lebar L = 3m, σb = 450N/mm²
Umumnya lebar slot V = S * 8
Oleh karena itu P = 1,42*450*4²*3/48 = 958,5 (KN) = 96 (Ton)
Kunci untuk lembar lentur logam dengan bahan yang berbeda adalah dengan menentukan kekuatan tarik dari bahan tertentu tersebut, kemudian menghitung gaya tekuk yang diperlukan dengan menggunakan rumus di atas.
Tabel kekuatan tarik di bawah ini bisa menjadi acuan:
Bahan
Lembut (N/mm²)
Keras (N/mm²)
Memimpin
25 – 40
–
Timah
40 – 50
–
Aluminium
93
1710
Paduan Aluminium Tipe 4
230
480
Duralumin
260
480
Seng
150
250
Tembaga
220 – 280
300 – 400
Kuningan (70:30)
330
530
Kuningan (60:40)
380
490
Perunggu Fosfor / Perunggu
400 – 500
500 – 750
Nikel Perak
350 – 450
550 – 700
Besi Gulung Dingin
320 – 380
–
Baja .1% Karbon
320
400
Baja .2% Karbon
400
500
Baja .3% Karbon
450
600
Baja .4% Karbon
560
720
Baja .6% Karbon
720
900
Baja .8% Karbon
900
1100
Baja 1.0% Karbon
1000
1300
Baja Silikon
550
650
Baja tahan karat
650 – 700
–
Nikel
440 – 500
570 – 630
#3 Rumus Perhitungan Gaya Lentur Baru
Pada pembengkokan udara, lebar bukaan V dari mati lebih rendah biasanya dipilih 8 hingga 10 kali ketebalan lembaran, S.
Produsen rem tekan sering mencantumkan nilai yang sesuai dari lebar die, V, dan diameter dalam, r, dari benda kerja pembengkokan pada tabel parameter gaya pembengkokan mereka.
Sebagai aturan umum,
r = (0,16 ~ 0,17) V
Namun demikian, apabila jari-jari dalam tidak sama dengan (0,16-0,17)V, maka rumus penghitungan di atas tidak lagi berlaku.
Dalam kasus ini, Anda harus merujuk ke metode perhitungan baru untuk menentukan gaya tekuk atau tonase rem tekan yang diperlukan.
Berikut ini adalah kalkulatornya:
Grafik Tonase Rem Tekan
Bagan tonase rem tekan di bawah ini dapat membantu Anda menentukan gaya tekuk yang diperlukan dengan mudah.
Untuk petunjuk tentang cara membaca grafik tonase rem tekan, silakan merujuk ke posting ini.
Tonase yang ditunjukkan pada grafik tonase rem tekan didasarkan pada lembaran logam dengan kekuatan tarik σb = 450N/mm² dan panjang L = 1m.
Sekarang setelah Anda melakukan pembengkokan bagan kekuatanlangkah selanjutnya adalah memahami cara menemukan tonase rem tekan pada grafik.
Dengan asumsi Anda lembaran logam memiliki ketebalan 4mm, aturan umumnya adalah bahwa bukaan V pada cetakan bagian bawah harus 8 kali ketebalan lembaran.
Namun demikian, apabila berurusan dengan pelat yang lebih tebal, maka diperlukan bukaan V yang lebih besar.
Bukaan V yang direkomendasikan yang tercantum di bawah ini dapat berfungsi sebagai referensi:
S
0,5-3mm
3-8mm
9-10mm
> 12mm
V
6*S
8*S
10*S
12*S
Mari kita pertimbangkan lembaran logam dengan ketebalan 4mm.
Biasanya, bukaan vee pada cetakan bagian bawah harus 8 kali lipat ketebalan lembaran. Namun demikian, untuk pelat yang lebih tebal, bukaan vee harus lebih besar.
Untuk menentukan tonase rem tekan yang diperlukan, kita perlu merujuk ke grafik tonase rem tekan.
Pertama, temukan baris dengan nilai ketebalan "4", kemudian tentukan nilai bukaan vee yang sesuai, yaitu 32 (4 * 8).
Perpotongan baris dan kolom di mana nilai "4" dan "32" bertemu menunjukkan tonase 330 KN.
Jika kita perlu membengkokkan lembaran 4mm dengan panjang 3 meter, tonase yang diperlukan adalah 330 * 3 = 990 KN, atau sekitar 101 ton. Dalam hal ini, kami sarankan untuk memilih rem tekan dengan tonase minimal 100 ton.
Namun, lebih baik memilih tonase yang lebih besar, seperti 120 ton, karena masa pakai alat berat akan lebih lama jika beroperasi dengan beban penuh untuk waktu yang lama.
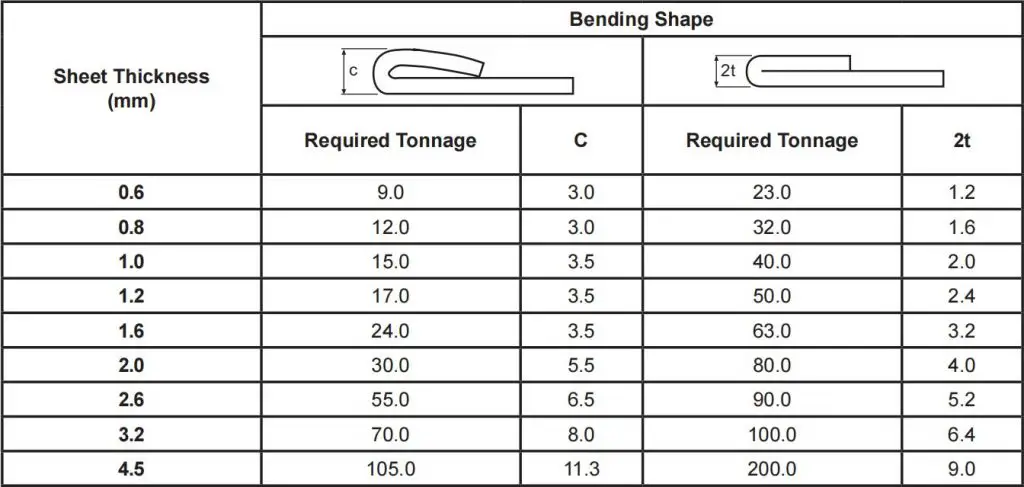
Hemming adalah jenis pembengkokan yang membutuhkan jumlah tonase yang lebih tinggi dibandingkan dengan pembengkokan udara standar.
Tabel berikut mengilustrasikan tonase yang dibutuhkan untuk operasi keliman dan seaming.
(1) Bagan Tonase Hemming & Seaming Untuk Baja Ringan
Catatan: Tonase yang diperlukan diberikan per panjang 1 meter
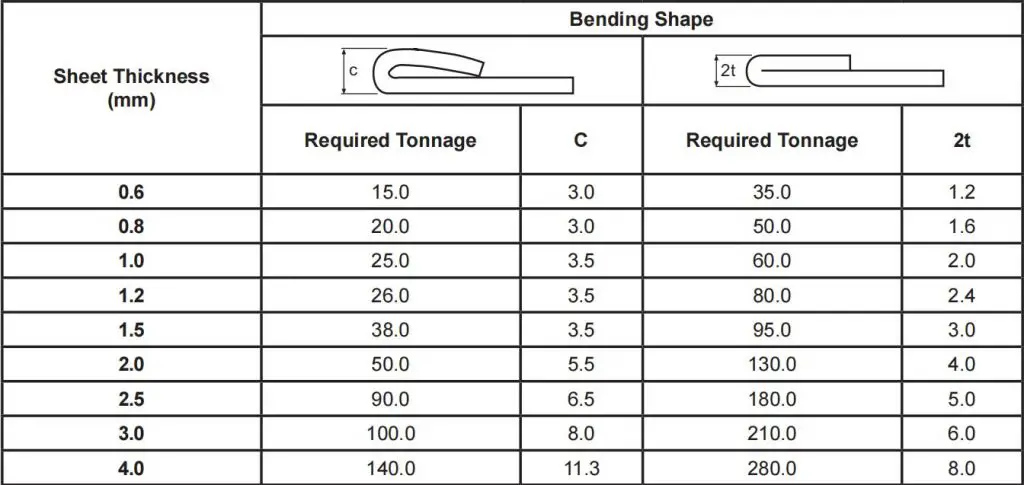
(2) Bagan Tonase Hemming & Seaming Untuk Baja Tahan Karat
Catatan: Tonase yang diperlukan diberikan per panjang 1 meter
Tekan Radius Pembengkokan Rem Tekan
Selama pembengkokan lembaran logam, radius pembengkokan diperlukan pada titik pembengkokan, yang tidak boleh terlalu besar atau terlalu kecil, tetapi harus dipilih dengan tepat. Jika radius tekukan terlalu kecil, mudah menyebabkan keretakan pada titik tekukan, sedangkan jika radius tekukan terlalu besar, tekukan dapat melambung.
(1) Bagan radius pembengkokan
Jari-jari tekukan optimal (radius tekukan dalam) untuk berbagai bahan dengan ketebalan yang berbeda ditunjukkan pada tabel di bawah ini.
Posisi yang sesuai antara arah kurva tekukan dan arah serat
vertikal
paralel
vertikal
paralel
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
4550
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminium
0.1t
0.35t
0.5t
1.0t
Tembaga
0.1t
0.35t
1.0t
2.0t
Kuningan lembut
0.1t
0.35t
0.35t
0.8t
Kuningan semi keras
0.1t
0.35t
0.5t
1.2t
Perunggu fosfor
/
/
1.0t
3.0t
Data dalam tabel di atas adalah optimal dan hanya untuk referensi. Pada kenyataannya, pembulatan pisau pembengkok dari produsen biasanya 0,3, dengan beberapa pisau pembengkok memiliki pembulatan 0,5.
Untuk pelat baja karbon rendah biasa, tahan karat pelat aluminiumpelat kuningan, pelat tembaga, dll., pembulatan bagian dalam sebesar 0,2 pada umumnya sudah memadai. Namun demikian, untuk sebagian baja karbon tinggialuminium keras, dan aluminium super keras, jenis pembulatan lentur ini dapat menyebabkan patah tulang lentur atau retak pada pembulatan luar.
(2) Rumus perhitungan radius tekukan
Bagian pembengkokan lembaran logam memerlukan radius pembengkokan r pada tikungan. Biasanya, cetak biru untuk komponen lembaran logam memiliki tanda yang jelas untuk radius tekukan. Ukuran akhir setelah pembengkokan ditentukan oleh radius pukulan r0 dan jumlah springback △r, yaitu,
r = r0 + △r.
Dalam produksi aktual, radius punch r0 yang digunakan sebagian besar antara 0,3 dan 0,5 mm, yang dapat dianggap konstan dan memiliki dampak kecil pada radius tekukan, sehingga sering kali dapat diabaikan. Ini berarti, bahwa radius tekukan r terkait erat dengan pegas △r.
Namun, besarnya springback terkait dengan tekanan tekukan, yang pada gilirannya ditentukan oleh lebar slot die B dan ketebalan lembaran t. Peningkatan lebar slot die B mengurangi tekanan tekukan dan meningkatkan springback, sedangkan penurunan B meningkatkan tekanan tekukan dan mengurangi springback.
Oleh karena itu, dalam kondisi mesin bending tertentu, faktor yang paling memengaruhi radius bending adalah radius punch r, lebar slot die B, dan ketebalan lembaran t.
Rumus berikut ini dapat digunakan untuk menghitung rem tekan radius tikungan:
Ukuran Tepi Internal Min
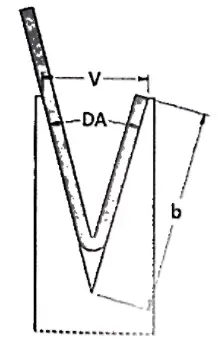
Tepi internal minimum adalah sisi terpendek yang dapat ditekuk tanpa lembaran logam tergelincir ke dalam lubang selama pembengkokan.
Malahan, lembaran logam harus berada pada kedua sisi vee sewaktu mencapai sudut yang diperlukan, jika tidak, maka akan tergelincir ke dalam vee dengan hasil yang tidak memuaskan.
Tepi internal minimum dapat dihitung dengan rumus berikut ini:
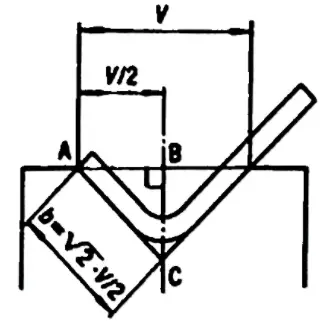
Jika sudut yang diperlukan adalah 90°, tepi internal minimum = V x 0,67
Rumus ini berasal dari perhitungan geometris, karena tepi internal minimum adalah diagonal persegi dengan sisi = V/2. Kemudian, dengan mempertimbangkan jari-jari, hasilnya diperkirakan V x 0,67.
Apabila sudut yang diperlukan selain dari 90°, maka, tepi internal minimum juga akan berbeda, karena sisi terpendek yang bisa terletak pada vee, bergantung pada sudutnya.
Faktanya, jika profil memiliki sudut yang tajam, lembaran logam akan didorong lebih jauh ke dalam die vee dan oleh karena itu, sisinya harus lebih panjang.
Di sisi lain, jika profil memiliki sudut tumpul, profil ini membutuhkan sisi yang lebih pendek untuk diletakkan pada cetakan. Untuk alasan ini, faktor koreksi harus digunakan untuk menghitung tepi internal minimum yang tepat.
Sudut
Faktor Koreksi
30°
B = (V x 0,67) x 1,6
60°
B = (V x 0,67) x 1,1
90°
B = (V x0,67) x 1,0
120°
B = (V x 0,67) x 0,9
150°
B = (Vx 0,67) x 0,7
(1) Rumus perhitungan tepi tekukan minimum
Rumus perhitungan untuk tepi tekukan minimum berbeda untuk sudut tekukan yang berbeda, yang dapat ditemukan pada tabel di bawah ini.
165°
135°
120°
90°
60°
45°
30°
0.51×V
0.55×V
0.58×V
0.71×V
1×V
1.31×V
1.94×V
(2) Tabel referensi tinggi tekukan minimum
L-bending
Tabel referensi untuk radius tekukan bagian dalam R dan tinggi tekukan minimum canai dingin tipis pelat baja bahan:
Nomor seri
Ketebalan bahan
Lebar alur cekung
Pukulan R
Tinggi tekukan minimum
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8 (atau 6)
1/0.2
5.5/4.5
6
1.5
10 (atau 8)
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16(14)
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Z-bending
Dimensi pembengkokan minimum L untuk pembengkokan Z pada lembaran logam dengan ketebalan yang berbeda ditunjukkan pada tabel di bawah ini:
Ketinggian minimum tikungan-z:
Nomor seri
Ketebalan bahan
Lebar alur cekung
Pukulan R
Ketinggian tikungan Z L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8(6)
1/0.2
11.7(10.7)
6
1.5
10(8)
1/0.2
13.3(12.3)
7
2.0
12
1.5/0.5
14.3
8
2.5
16(14)
1.5/0.5
18.2(17.2)
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Rebound Lentur
Diagram skematik rebound lentur
Sudut pantulan lentur:
Δα = b - a
dimana: b - Sudut aktual benda kerja setelah pantulan a - Sudut cetakan
Ukuran sudut pantulan:
Sudut pantulan untuk pembengkokan udara sudut tunggal 90° ditunjukkan pada tabel di bawah ini.
Bahan
r/t
Ketebalan t (mm)
<0.8
0.8~2
>2
Baja karbon rendah
<1
4°
2°
0°
Kuningan, σb = 350MPa
1~5
5°
3°
1°
Aluminium, seng
>5
6°
4°
2°
Baja karbon sedang, σb = 400-500MPa
<1
5°
2°
0°
Kuningan keras, σb = 350-400MPa
1~5
6°
3°
1°
Tembaga keras, σb = 350-400MPa
>5
8°
5°
3°
Baja karbon tinggi, σb > 550Mpa
<1
7°
4°
2°
1~5
9°
5°
3°
>5
12°
7°
6°
Faktor-faktor yang mempengaruhi rebound dan langkah-langkah untuk mengurangi rebound:
Kekuatan material: Sudut pantulan sebanding dengan titik leleh material dan berbanding terbalik dengan modulus elastisitasnya E. Untuk komponen lembaran logam dengan persyaratan presisi tinggi, baja karbon rendah harus dipilih sebanyak mungkin untuk mengurangi pantulan, dan baja karbon tinggi, baja tahan karat, dll. harus dihindari.
Radius tekukan relatif r/t: Semakin besar radius tekukan relatif r/t, semakin kecil deformasi dan semakin besar sudut pantulan Δα. Ini adalah konsep yang sangat penting. The (Δα). jari-jari lentur dari lembaran logam harus sekecil mungkin, dengan mempertimbangkan performa material, yang kondusif untuk meningkatkan akurasi. Perlu diperhatikan untuk menghindari mendesain busur yang besar, seperti contoh yang ditunjukkan di bawah ini, yang dapat menyebabkan kesulitan dalam produksi dan kontrol kualitas.
Busur lembaran logam terlalu besar
Faktor Utama yang Mempengaruhi Perhitungan Tonase
Jenis dan Sifat Material
Jenis material yang dibengkokkan sangat penting dalam menentukan tonase yang dibutuhkan. Bahan yang berbeda menunjukkan kekuatan tarik yang berbeda-beda, yang secara langsung berdampak pada gaya yang dibutuhkan untuk membengkokkan. Sebagai contoh, baja ringan memiliki kekuatan tarik sekitar 400 MPa, sedangkan baja tahan karat dapat mencapai sekitar 600 MPa atau lebih. Perbedaan ini berarti bahwa lebih banyak gaya yang diperlukan untuk membengkokkan baja tahan karat dibandingkan dengan baja ringan. Selain itu, ketebalan bahan memainkan peran penting; bahan yang lebih tebal membutuhkan gaya yang lebih besar secara eksponensial untuk mencapai lengkungan yang diinginkan. Selembar baja tahan karat dengan ketebalan 10 mm akan membutuhkan tonase yang jauh lebih besar daripada yang tebalnya 2 mm.
Ketebalan Bahan
Ketebalan material berbanding lurus dengan tonase yang dibutuhkan. Material yang lebih tebal membutuhkan lebih banyak tenaga untuk dibengkokkan. Hubungan ini tidak linier tetapi eksponensial; menggandakan ketebalan material lebih dari dua kali lipat tonase yang dibutuhkan. Misalnya, jika lembaran setebal 5 mm membutuhkan 50 ton gaya, lembaran setebal 10 mm bisa membutuhkan lebih dari 100 ton. Oleh karena itu, mengukur dan memperhitungkan ketebalan material secara akurat sangat penting dalam perhitungan tonase.
Ukuran Pembukaan Mati
Ukuran bukaan die, atau V-die, merupakan faktor penting dalam persyaratan tonase. Bukaan die yang lebih kecil membutuhkan tonase yang lebih tinggi, karena material harus ditekan ke dalam ruang yang lebih sempit, sehingga meningkatkan resistensi. Sebagai contoh, bukaan die 30 derajat mungkin membutuhkan tenaga yang lebih kecil daripada bukaan die 10 derajat untuk material dan ketebalan yang sama. Sebaliknya, bukaan die yang lebih besar membutuhkan lebih sedikit tenaga, sehingga proses pembengkokan menjadi lebih mudah.
Metode Pembengkokan
Metode pembengkokan yang berbeda membutuhkan tingkat gaya yang berbeda pula. Pembengkokan udara, pembengkokan bawah, dan coining adalah tiga metode utama yang digunakan dalam operasi rem tekan. Pembengkokan udara melibatkan penekanan material ke dalam cetakan-V tetapi tidak sepenuhnya ke dalamnya, yang membutuhkan tonase paling sedikit. Metode ini memungkinkan adanya pegas balik, yang harus diperhitungkan dalam sudut akhir. Pembengkokan bawah, yang menekan material sampai ke bagian bawah cetakan, membutuhkan lebih banyak tenaga karena meningkatnya ketahanan material. Coining, metode yang paling intensif gaya, melibatkan penekanan material sepenuhnya ke dalam cetakan, memungkinkan pembengkokan yang presisi dengan pegas balik yang minimal. Dampak unik setiap metode terhadap material menentukan tonase yang dibutuhkan.
Jenis dan Kondisi Perkakas
Jenis dan kondisi perkakas yang digunakan dalam operasi rem tekan juga mempengaruhi perhitungan tonase. Berbagai jenis die dan punch memiliki kebutuhan gaya yang berbeda-beda. Misalnya, perkakas leher angsa, yang dirancang untuk menghindari gangguan pada benda kerja, memerlukan penanganan yang hati-hati untuk menghindari tonase yang berlebihan, yang dapat menyebabkan kerusakan peralatan. Perkakas yang terawat dengan baik memastikan pembengkokan yang lebih akurat dan efisien, sementara perkakas yang aus atau rusak dapat meningkatkan gaya yang dibutuhkan dan mengurangi kualitas pembengkokan.
Kapasitas Rem Tekan
Sangat penting untuk mempertimbangkan kapasitas rem tekan itu sendiri. Tonase yang dihitung tidak boleh melebihi kapasitas alat berat, karena kelebihan beban dapat menyebabkan kerusakan peralatan, seperti perubahan bentuk bed atau ram. Memastikan rem tekan beroperasi sesuai kapasitasnya tidak hanya mencegah kerusakan tetapi juga memperpanjang masa pakai alat berat. Misalnya, jika rem tekan memiliki kapasitas 100 ton, penting untuk menghitung tonase yang diperlukan untuk setiap pekerjaan dengan hati-hati agar tidak melebihi batas ini.
Faktor Lingkungan
Kondisi lingkungan, seperti suhu dan kelembapan, dapat memengaruhi sifat material dan, akibatnya, tonase yang dibutuhkan. Misalnya, material dapat menjadi lebih rapuh pada suhu yang lebih dingin, sehingga memerlukan penanganan dan penyesuaian gaya yang berbeda. Selain itu, kelembapan dapat memengaruhi material tertentu, seperti aluminium, yang dapat menyerap kelembapan dan mengubah karakteristiknya. Memperhitungkan faktor-faktor ini akan memastikan operasi pembengkokan yang lebih akurat dan andal.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Operator rem tekan memainkan peran penting dalam membentuk dunia di sekitar kita, tetapi pekerjaan mereka bukannya tanpa risiko. Dalam artikel ini, kita akan membahas kiat-kiat keselamatan yang penting dari industri...
Apakah perkakas rem tekan Anda terlalu cepat aus? Artikel ini membahas teknik perbaikan yang penting untuk memperpanjang masa pakai perkakas Anda, memastikan kinerja yang optimal pada lembaran logam Anda...
Pernahkah Anda bertanya-tanya tentang asal-usul istilah "rem tekan"? Dalam artikel blog yang memikat ini, kita akan memulai perjalanan yang memukau melalui sejarah untuk mengungkap alasan di balik...
Pernahkah Anda bertanya-tanya, bagaimana lembaran logam dibengkokkan secara ahli ke dalam bentuk yang rumit? Artikel ini membahas enam jenis proses pembengkokan rem tekan-pelipatan, penyeka, pembengkokan udara, bottoming, coining, dan pembengkokan tiga titik. Anda akan...
Dalam dunia manufaktur yang luas, ada satu mesin yang berdiri tegak: press brake. Dengan kemampuannya untuk membengkokkan dan membentuk logam dengan presisi dan kekuatan, mesin ini telah menjadi alat yang sangat diperlukan...
Pernahkah Anda bertanya-tanya apa yang membuat rem tekan CNC bekerja dengan lancar? Jawabannya terletak pada oli hidrolik. Cairan esensial ini memastikan kinerja optimal dan umur mesin yang panjang. Artikel kami...
Memperbaiki silinder hidraulik rem tekan dengan benar sangat penting untuk menjaga kinerja dan keselamatan alat berat. Silinder hidraulik biasanya terdiri dari piston, selongsong, batang piston, dan sekrup ....
Pernahkah Anda bertanya-tanya, bagaimana rem tekan menghasilkan tikungan yang begitu presisi? Artikel ini mengeksplorasi dunia press brake axle yang memukau, menyingkap rahasia di balik peran dan fungsinya. Ketahui bagaimana...
Pernah mengalami kesulitan dalam menetapkan panjang langkah rem tekan yang benar? Banyak operator yang mengalami hal ini, dan sering kali melakukan uji coba. Artikel ini menyingkap proses tersebut, memberikan rumus yang jelas untuk menghitung...