Panduan Utama untuk Tingkat Karat dan Derusting Permukaan Baja
Pernahkah Anda bertanya-tanya bagaimana cara menghilangkan karat secara efektif dari permukaan baja? Dalam artikel blog ini, kita akan menyelami dunia karat dan derusting, menjelajahi berbagai tingkatan permukaan baja dan metode terbaik untuk mengembalikannya ke kejayaannya. Sebagai seorang insinyur mesin yang berpengalaman, saya akan berbagi wawasan dan tips praktis untuk membantu Anda mengatasi masalah umum ini dengan percaya diri.
Standar ini menguraikan kriteria untuk mengevaluasi secara visual tingkat karat dan kualitas penghilangan karat pada permukaan baja sebelum pengecatan.
Ini berlaku untuk permukaan baja yang telah mengalami penghilangan karat melalui penyemprotan atau pengaliran, metode manual atau perkakas listrik, dan penghilangan karat dengan api. Hal ini juga relevan untuk evaluasi tingkat penghilangan karat pada permukaan baja canai dingin.
Standar ini setara dengan ISO8501-1:1988 "Persiapan Baja sebelum Aplikasi Cat dan Produk Terkait - Penilaian Visual Kebersihan Permukaan - Bagian 1: Tingkat Karat dan Tingkat Derusting dari Baja yang Tidak Dilapisi dan Baja setelah Penghapusan Keseluruhan Lapisan Asli."
1. Umum
1.1 Standar ini mengkategorikan tingkat awal karat pada permukaan baja yang tidak dilapisi menjadi empat "tingkat karat" dan menilai kualitas penghilangan karat pada permukaan baja yang tidak dilapisi dan yang telah dilucuti lapisan aslinya menjadi beberapa "tingkat penghilangan karat".
Tingkat karat dan tingkat penghilangan karat pada permukaan baja akan ditentukan melalui kombinasi deskripsi tertulis dan foto-foto sampel yang representatif.
1.2 Standar ini mengevaluasi tingkat karat dan tingkat penghilangan karat hanya berdasarkan tampilan visual permukaan baja.
Ketika melakukan evaluasi ini, pengamatan langsung dengan mata telanjang di bawah kondisi pencahayaan yang moderat harus digunakan, tanpa bantuan kacamata pembesar atau instrumen lainnya.
2. Tingkat karat baja
Empat tingkat karat pada permukaan baja ditetapkan sebagai A, B, C, dan D. Tingkat-tingkat ini didefinisikan sebagai berikut:
A. Permukaan baja sepenuhnya dilapisi dengan lapisan oksida dan hampir bebas dari karat.
B. Permukaan baja berkarat dan beberapa sisik oksida telah terlepas.
C. Lapisan oksida pada permukaan baja telah terlepas karena korosi atau dapat terkikis dan terdapat sedikit korosi sumuran.
D. Lapisan oksida pada permukaan baja telah terkelupas seluruhnya akibat korosi dan terdapat korosi sumuran yang meluas.
Nilai Karat
3. Tingkat derusting
3.1 Umum
3.1.1 Tingkat penghilangan karat pada permukaan baja ditunjukkan dengan huruf "Sa", "St", atau "FI", yang mewakili metode yang digunakan untuk menghilangkan karat.
Jika huruf diikuti dengan angka Arab, ini menunjukkan sejauh mana kerak, karat, lapisan cat, dan kotoran lainnya telah dibersihkan.
3.1.2 Untuk penjelasan rinci tentang tingkat penghilangan karat pada permukaan baja, lihat bagian 3.2, 3.3, dan 3.4.
Catatan:
(1) Dalam definisi tingkat penghilangan karat pada bab ini, istilah "pelekatan" mencakup benda-benda seperti terak las, percikan pengelasandan garam-garam yang dapat larut.
(2) Dalam bab ini, jika "kulit oksida, karat, atau lapisan cat" dapat dihilangkan dari permukaan baja dengan menggunakan pengikis dempul logam, maka dianggap tidak melekat dengan kuat.
3.2 Penghapusan karat dengan penyemprotan atau pengaliran
3.2.1 Huruf "Sa" digunakan untuk menunjukkan semprotan atau tembakan derusting.
3.2.2 Sebelum menggunakan semprotan atau tembakan derusting, lapisan karat yang tebal harus dihilangkan, begitu juga dengan minyak dan kotoran yang terlihat. Setelah penghilangan karat, permukaan baja harus dibersihkan secara menyeluruh dari abu dan kotoran yang mengambang.
3.2.3 Standar ini mencakup empat tingkat penghilangan karat untuk permukaan baja yang telah mengalami semprotan atau tembakan derusting:
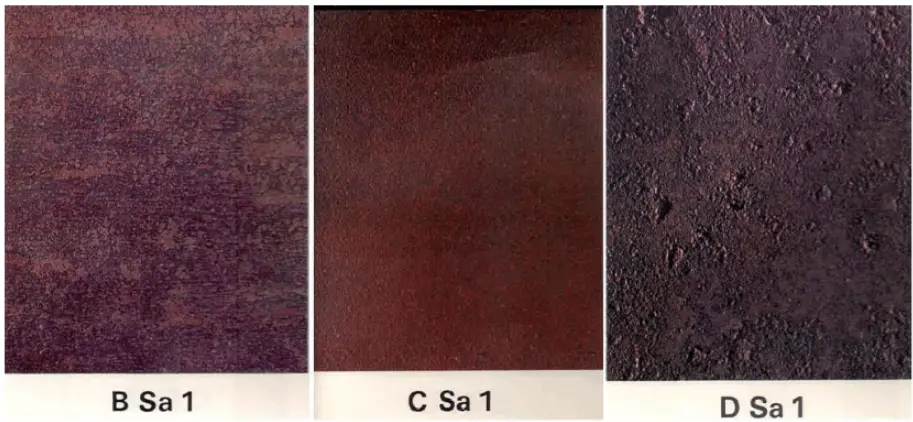
Sa1 Semprotan ringan atau bidikan derusting:
Permukaan baja harus bebas dari minyak atau kotoran yang terlihat dan tidak boleh memiliki kulit oksida yang longgar, karat, lapisan cat, atau lampiran lainnya.
Lihat foto BSa1, CSal, dan DSa1 untuk referensi.
Sa1 semprotan ringan atau tembakan derusting
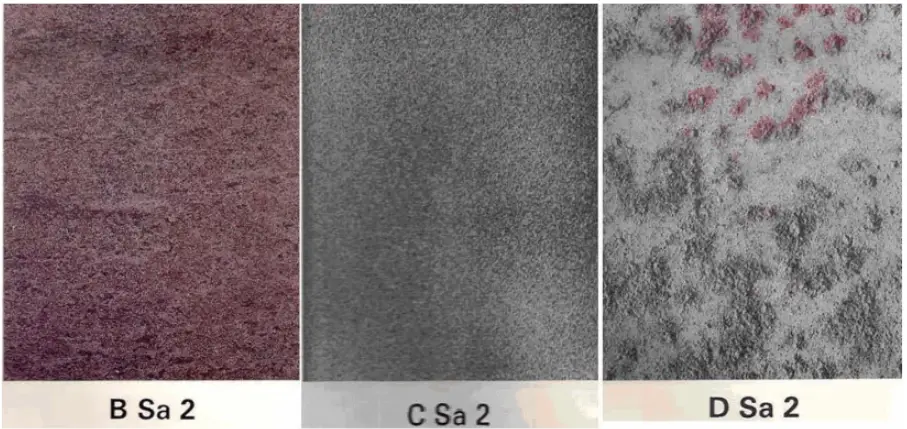
Sa2 Semprotan Lengkap atau Penghilang Karat Ledakan:
Permukaan baja harus bebas dari minyak dan kotoran yang terlihat, dan kotoran yang menempel seperti kerak, karat, dan lapisan cat harus dibersihkan secara menyeluruh. Residu apa pun harus melekat kuat pada permukaan.
Lihat foto BSa2, CSa2, dan DSa2 untuk referensi.
Sa2 Penyemprotan menyeluruh atau deburring proyeksi
Sa2 1/2 Semprotan Ekstensif atau Penghilang Karat Tembakan:
Permukaan baja harus benar-benar bebas dari benda-benda yang terlihat seperti minyak, kotoran, kulit oksida, karat, dan lapisan cat. Jejak sisa apa pun seharusnya hanya berupa bintik atau garis-garis kecil.
Lihat foto ASa2 1/2, BSa2 1/2, CSa2 1/2, dan DSa2 1/2 untuk referensi.
Sa21/2 Pembersihan yang sangat teliti dengan menembak atau melempar
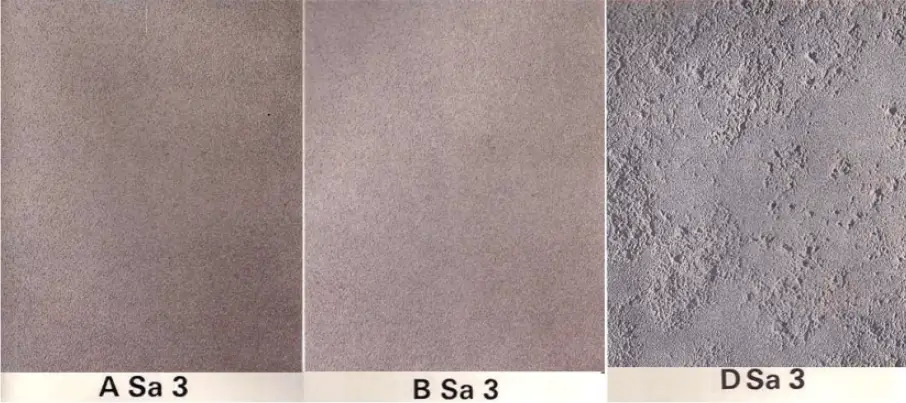
Semprotan atau Pengaliran Sa3 untuk Mencapai Permukaan Baja yang Bersih:
Permukaan baja harus benar-benar bebas dari benda-benda yang terlihat seperti minyak, kotoran, kulit oksida, karat, dan lapisan cat. Permukaan harus memiliki warna logam yang seragam.
Lihat foto ASa3, BSa3, CSa3, dan DSa3 untuk referensi.
Sa3 Penyemprotan atau pengaliran untuk membuat permukaan baja bersih
3.3 Menghilangkan debu dari perkakas manual dan perkakas listrik
3.3.1 Gunakan perkakas manual dan perkakas listrik, seperti pisau, sikat kawat manual atau listrik, baki amplas listrik, atau roda gerinda, untuk menghilangkan karat, yang ditandai dengan huruf "St".
3.3.2 Sebelum melakukan derusting dengan perkakas manual dan perkakas listrik, lapisan karat yang tebal harus dihilangkan, dan minyak serta kotoran yang terlihat juga harus dibersihkan.
Setelah proses penghilangan karat dengan menggunakan perkakas manual dan listrik, permukaan baja harus dibersihkan secara menyeluruh dari debu dan serpihan yang mengambang.
3.3.3 Untuk permukaan baja yang telah diderusting dengan tangan dan perkakas listrik, standar ini memiliki dua tingkat derusting. Tingkatan tersebut dijelaskan sebagai berikut:
St2 Derusting Manual dan Alat Listrik Secara Menyeluruh
Permukaan baja harus bebas dari minyak dan kotoran yang terlihat serta kulit oksida yang lepas, karat, lapisan cat, atau lampiran lainnya.
Silakan merujuk ke foto BSt2, CSt2, dan DSt2 untuk referensi.
St2 Penghapusan manual dan perkakas listrik secara menyeluruh
St3 Penghapusan Karat Manual dan Alat Listrik yang Sangat Teliti
Permukaan baja harus bebas dari minyak, kotoran, kulit oksida yang terlihat, karat, lapisan cat, dan lampiran lainnya. Penghapusan karat harus lebih komprehensif daripada St2, menghasilkan kilau logam pada bagian substrat yang terbuka.
Lihat foto BSt3, CSt3, dan DSt3 untuk referensi.
St3 derusting manual dan perkakas listrik yang sangat teliti
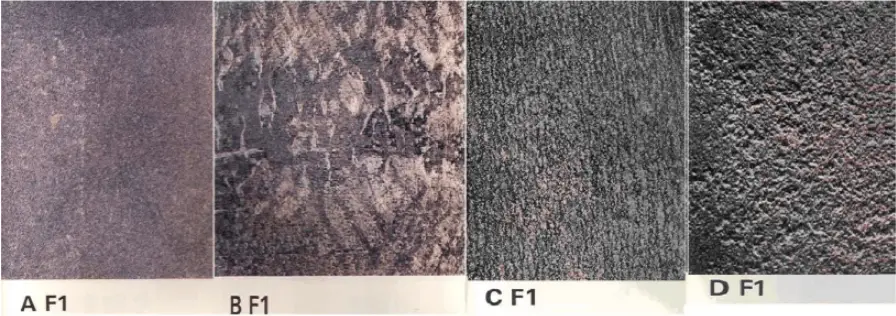
3.4 Pemadaman api
3.4.1 Proses flame derusting ditunjukkan oleh huruf "FI".
3.4.2 Sebelum melakukan flame derusting, lapisan karat yang tebal harus dihilangkan.
Flame derusting harus mencakup tidak hanya permukaan baja, tetapi juga semua produk yang melekat padanya setelah operasi pemanasan api dan dibersihkan dengan sikat kawat listrik.
3.4.3 Tingkat derusting yang dicapai melalui flame derusting didefinisikan sebagai berikut:
Permukaan baja harus bebas dari kerak oksida, karat, lapisan cat, dan benda-benda lain yang menempel. Jejak yang tersisa seharusnya hanya berupa perubahan warna permukaan, yang muncul sebagai bayangan dengan warna yang bervariasi.
Lihat foto AFI, BFI, CFI, dan DFI untuk referensi visual.
Penghilang nyala api FI
4. Evaluasi visual tingkat karat dan tingkat penghilangan karat pada permukaan baja
4.1 Evaluasi tingkat karat dan tingkat penghilangan karat pada permukaan baja harus dilakukan dalam kondisi pencahayaan yang baik, baik di bawah sinar matahari yang tersebar atau dengan pencahayaan buatan dengan kecerahan yang setara. Pemeriksa harus memiliki penglihatan normal.
4.2 Permukaan baja yang sedang diperiksa harus dibandingkan secara visual dengan foto-foto yang sesuai seperti yang diuraikan dalam Bab 5. Foto-foto harus diambil sedekat mungkin dengan permukaan baja.
4.3 Saat menentukan tingkat korosi, hasil evaluasi harus diambil dari foto yang sesuai dengan tingkat korosi yang paling parah.
Saat menentukan tingkat penghilangan karat, hasil evaluasi harus diambil dari foto yang paling mendekati permukaan baja.
Catatan:
(1) Hasil evaluasi visual dari tingkat karat pada permukaan baja dapat dipengaruhi oleh beberapa faktor, termasuk:
a. Jenis bahan abrasif dan alat yang digunakan untuk menghilangkan karat, baik melalui metode penyemprotan, pengaliran, manual, atau perkakas listrik;
b. Kondisi karat pada permukaan baja yang berada di luar tingkat korosi standar;
c. Warna yang melekat pada baja;
d. Kekasaran yang bervariasi karena tingkat korosi yang berbeda;
e. Ketidakteraturan pada permukaan, seperti penyok;
f. Goresan yang disebabkan oleh alat;
g. Kondisi pencahayaan yang tidak merata;
h. Bayangan yang disebabkan oleh sudut di mana bahan abrasif berdampak pada permukaan selama pembersihan karat melalui penyemprotan atau proyeksi.
(2) Tingkat karat pada permukaan baja yang dilapisi harus dinilai secara visual.
Hanya foto yang menampilkan simbol tingkat karat C dan D (misalnya, DSt21/2 dan CSt21/2) yang dapat digunakan untuk tujuan ini.
Pemilihan DSt21/2 atau CSt21/2 akan tergantung pada tingkat lubang yang ada pada permukaan baja.
5. Foto
5.1 Standar ini mencakup 28 foto yang menggambarkan contoh tipikal tingkat karat permukaan baja, yang sesuai dengan standar internasional ISO 8501-1:1988.
Apabila terjadi perselisihan, foto-foto dalam ISO 8501-1 akan menjadi dasar untuk arbitrase.
5.1.1 Terdapat 4 foto yang mengilustrasikan tingkat korosi dan ditandai dengan A, B, C, dan D.
5.1.2 Terdapat 24 foto yang menunjukkan tingkat penghilangan karat yang dicapai melalui penghilangan karat dengan semprotan atau proyeksi, penghilangan karat dengan perkakas manual dan perkakas listrik, serta penghilangan karat dengan api. Foto-foto ini ditandai dengan simbol yang menunjukkan tingkat karat asli sebelum dan sesudah penghilangan karat, seperti BSa21/2.
5.2 Empat belas foto semprotan atau tembakan derusting menggambarkan kondisi permukaan baja setelah derusting semprotan kering menggunakan bahan abrasif pasir kuarsa.
Harap diperhatikan bahwa permukaan baja setelah derusting dapat menunjukkan warna yang berbeda ketika jenis abrasif lain digunakan untuk derusting semprot atau tembakan.
5.3 Standar ini tidak mencakup foto ASa1, ASa2, ASt2, dan Ast3.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya, apa yang membuat permukaan pelat baja tahan karat cermin begitu halus dan reflektif? Rahasianya terletak pada kekasaran permukaannya. Artikel ini menguraikan...
Penasaran dengan berat proyek baja Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan menjelajahi dunia perhitungan berat baja yang menarik. Sebagai seorang insinyur mekanik berpengalaman, saya akan...
Pernahkah Anda bertanya-tanya tentang perbedaan antara balok H dan balok I dalam konstruksi? Meskipun terlihat mirip, kedua jenis balok baja ini memiliki karakteristik yang berbeda yang membuatnya...
Apa yang membuat baja tahan karat grade 022Cr19Ni10 menonjol? Dikenal karena kandungan karbonnya yang rendah dan ketahanannya yang tinggi terhadap korosi, paduan serbaguna ini sangat penting dalam berbagai industri. Artikel ini membahas ...
Pernahkah Anda bertanya-tanya bagaimana cara menghitung berat baja atau logam secara akurat untuk proyek Anda? Dalam artikel blog ini, kita akan menjelajahi dunia penghitungan berat baja yang menarik...
Pernahkah Anda bertanya-tanya mengapa baja terkadang mengalami kerusakan yang tidak terduga? Dalam artikel blog yang mencerahkan ini, kita akan menyelami lebih dalam tentang dunia cacat baja yang menarik. Sebagai seorang insinyur mesin yang berpengalaman, saya akan...
Apakah Anda lelah dengan meningkatnya biaya baja tahan karat untuk proyek Anda? Artikel ini membahas alternatif yang hemat biaya untuk Stainless Steel 304-SUS443. Pelajari bagaimana SUS443 menawarkan ketahanan korosi yang unggul,...
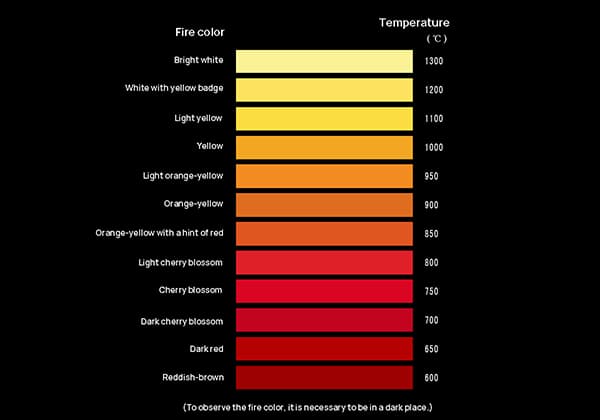
Pernahkah Anda mengagumi warna-warni baja yang memukau dari baja yang dipanaskan? Warna merah, oranye, dan kuning yang cerah menceritakan kisah yang menarik tentang suhu. Dalam artikel ini, kita akan menjelajahi ilmu pengetahuan...
Pernahkah Anda bertanya-tanya tentang perbedaan antara besi galvanis dan baja galvanis? Dalam artikel ini, kita akan menyelami seluk-beluk kedua bahan ini, mengeksplorasi sifat unik, aplikasi,...