Kebutuhan untuk meluruskan
Komponen baja dapat mengalami berbagai deformasi karena kekuatan eksternal, tekanan termal, atau inkonsistensi material yang melekat. Bahan baku seperti pelat baja dan bagian struktural sering kali menunjukkan deformasi seperti ketidakrataan, pembengkokan, puntiran, dan lengkungan sebelum proses manufaktur. Ketidakteraturan ini menimbulkan tantangan yang signifikan dalam menjaga presisi dan kualitas operasi selanjutnya, termasuk penandaan, penomoran, lofting, dan keseluruhan manufaktur dan perakitan komponen.
Kehadiran deformasi ini dapat menyebabkan beberapa masalah kritis:
- Ketidakakuratan dimensi: Bahan yang terdistorsi dapat menghasilkan bagian yang menyimpang dari toleransi yang ditentukan.
- Ketidaksejajaran selama perakitan: Komponen yang melengkung dapat menyebabkan kesulitan dalam pemasangan dan penyambungan.
- Konsentrasi tegangan: Deformasi yang tidak dikoreksi dapat menyebabkan titik-titik tegangan yang terlokalisasi, yang berpotensi membahayakan integritas struktural.
- Berkurangnya pemanfaatan material: Deformasi yang berlebihan mungkin memerlukan margin kesalahan yang lebih besar, yang menyebabkan peningkatan limbah material.
Untuk mengurangi tantangan ini dan memastikan kualitas tertinggi pada produk akhir, sangat penting untuk menerapkan proses pelurusan sebelum melanjutkan operasi penandaan, penomoran, lofting, dan pembentukan. Langkah penting ini melibatkan penerapan gaya terkontrol atau perlakuan panas secara hati-hati untuk mengembalikan material ke geometri yang diinginkan:
- Meningkatkan keakuratan proses selanjutnya
- Meningkatkan kualitas dan konsistensi komponen yang diproduksi secara keseluruhan
- Memfasilitasi perakitan yang lebih mudah dan kesesuaian komponen yang lebih baik
- Mengoptimalkan penggunaan material dan mengurangi limbah
Dengan mengatasi deformasi di awal proses manufaktur, para insinyur dapat secara signifikan meningkatkan efisiensi, presisi, dan keandalan seluruh alur kerja produksi.
Alasan deformasi bahan baku
Deformasi yang disebabkan oleh tegangan sisa pada baja
Selama proses penggulungan baja, tegangan sisa dapat berkembang, yang menyebabkan deformasi material. Sebagai contoh, jika mekanisme penyetelan gulungan tidak berfungsi, jarak antara gulungan bisa menjadi tidak konsisten saat menggulung pelat baja. Hal ini mengakibatkan perpanjangan baja yang tidak seragam di sepanjang arah penggulungan.
Area yang mengalami celah gulungan yang lebih kecil mengalami perpanjangan yang lebih besar, sedangkan area dengan celah yang lebih besar mengalami perpanjangan yang lebih kecil. Akibatnya, tegangan tekan berkembang di area dengan ekstensi yang lebih besar, dan tegangan tarik terbentuk di area dengan ekstensi yang lebih kecil.
Ketika baja mendingin dengan cepat atau karena faktor lain, tegangan ini tetap terperangkap di dalam material, membentuk tegangan sisa. Pada operasi selanjutnya seperti pemotongan, pemotongan termal, atau proses lainnya, tegangan sisa ini dilepaskan sebagian, menyebabkan baja berubah bentuk.
Deformasi yang disebabkan oleh pemrosesan baja
Selama pemrosesan baja, deformasi dapat terjadi karena gaya eksternal atau pemanasan yang tidak seragam. Misalnya, operasi seperti pemotongan, pemotongan api, atau pengelasan pelat baja dapat menyebabkan deformasi karena konsentrasi tegangan lokal dan gradien termal selama siklus pemanasan dan pendinginan.
Deformasi akibat transportasi dan penyimpanan yang tidak tepat
Bahan baku yang digunakan dalam lembaran logam pengerjaan dingin, seperti pelat baja besar dan bagian struktural, rentan terhadap deformasi selama penanganan. Teknik pengangkatan, metode pengangkutan, atau praktik penyimpanan yang tidak tepat dapat menyebabkan pembengkokan, puntiran, dan deformasi lokal karena berat sendiri material dan konsentrasi tegangan.
Strategi mitigasi
Untuk meminimalkan deformasi pada komponen baja:
- Mengoptimalkan parameter penggulungan dan perawatan peralatan untuk mengurangi tegangan sisa.
- Menerapkan teknik pendinginan terkendali untuk mengelola distribusi tegangan.
- Manfaatkan perawatan panas penghilang stres bila perlu.
- Merancang sistem perlengkapan dan dukungan yang sesuai untuk operasi pemrosesan.
- Menerapkan praktik penanganan dan penyimpanan material yang tepat, termasuk dukungan dan perlindungan yang memadai dari faktor lingkungan.
Prinsip Pelurusan
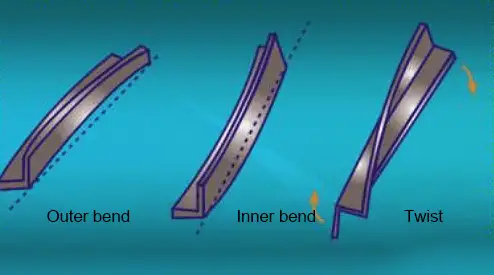
Proses pelurusan dalam fabrikasi logam didasarkan pada manipulasi tekanan internal di dalam struktur material. Prinsip ini dapat dipahami dengan mempertimbangkan baja sebagai komposit dari beberapa lapisan serat yang tersusun di sepanjang ketebalannya.
Pada sepotong baja yang lurus secara ideal, semua lapisan serat menunjukkan panjang yang sama. Namun, ketika baja mengalami pembengkokan, lapisan-lapisan ini mengalami pemanjangan diferensial. Seperti yang diilustrasikan pada gambar, panjang "ab" dan "cd" yang awalnya sama, menjadi tidak sama pada saat pembengkokan. Serat luar (diwakili oleh "a/b") memanjang, sedangkan serat dalam (diwakili oleh "c/d") memadat.
Pelurusan bertujuan untuk mengembalikan keseragaman panjang serat melalui dua mekanisme utama:
- Deformasi Plastis: Dengan menerapkan kekuatan eksternal yang terkontrol, material dibawa melampaui titik lelehnya. Hal ini menyebabkan serat yang lebih panjang berubah bentuk dan memendek secara plastis, sementara secara bersamaan memanjangkan serat yang lebih pendek.
- Manipulasi Termal: Pemanasan selektif dapat menginduksi ekspansi dan kontraksi lokal, yang secara efektif mendistribusikan kembali tekanan internal. Metode ini sangat berguna untuk material dengan kekuatan luluh tinggi atau geometri yang rumit.
Tujuan dari kedua pendekatan tersebut adalah untuk menyamakan panjang semua lapisan serat, sehingga menghilangkan tegangan sisa yang menyebabkan pembengkokan, puntiran, atau deformasi yang tidak rata pada baja atau benda kerja. Proses ini tidak hanya meningkatkan akurasi geometris tetapi juga meningkatkan sifat mekanik material dan ketahanan lelah.
Teknik pelurusan modern sering kali menggunakan kombinasi metode mekanis dan termal, memanfaatkan sistem penginderaan dan kontrol yang canggih untuk mencapai hasil yang tepat dan seragam di berbagai kelas baja dan geometri produk.
Gbr.1
Metode pelurusan
Ada berbagai metode untuk meluruskan baja, yang dapat diklasifikasikan ke dalam pelurusan manual, mekanis, dan api, tergantung pada sumber dan jenis gaya eksternal yang diterapkan. Setiap metode memiliki aplikasi, keunggulan, dan keterbatasan khusus dalam proses pengerjaan logam.
Alat umum untuk meluruskan secara manual - Palu tangan
Cara menggunakan palu tangan untuk meluruskan baja:
Persyaratan Operasional:
- Akuisisi Keterampilan: Kembangkan kemahiran dalam teknik palu tangan melalui pelatihan dan praktik yang komprehensif. Kontrol palu yang tepat sangat penting untuk mencapai hasil pelurusan yang tepat sekaligus meminimalkan kerusakan material.
- Persiapan Permukaan: Bersihkan permukaan benda kerja dan gagang palu secara menyeluruh untuk menghilangkan residu oli, memastikan pegangan yang aman dan mencegah potensi cedera akibat terpeleset. Langkah ini sangat penting untuk menjaga keselamatan di tempat kerja dan meningkatkan akurasi pelurusan.
- Pemeriksaan Alat: Sebelum digunakan, periksa palu dengan hati-hati untuk memastikan bahwa kepala palu telah terpasang dengan baik pada gagangnya. Kepala yang longgar dapat menimbulkan risiko keselamatan yang signifikan dan mengorbankan presisi pelurusan. Pemeriksaan perawatan rutin harus dilakukan untuk memastikan integritas alat.
- Penilaian Material: Evaluasi sifat baja, termasuk ketebalan, grade, dan riwayat perlakuan panas, untuk menentukan berat palu yang sesuai dan gaya tumbukan yang diperlukan untuk meluruskan secara efektif tanpa menyebabkan deformasi permukaan atau tekanan internal.
- Pemilihan Landasan: Pilihlah landasan atau permukaan penyangga yang sesuai yang melengkapi geometri benda kerja dan memberikan dukungan yang memadai selama proses pengetaman. Kekerasan landasan harus melebihi kekerasan benda kerja untuk mencegah deformasi yang tidak diinginkan.
- Aplikasi Terkendali: Terapkan pukulan yang terukur dan konsisten pada sisi cembung tikungan, bekerja secara bertahap dari tepi ke arah tengah. Pantau kemajuan pelurusan secara terus menerus, sesuaikan kekuatan dan frekuensi pukulan sesuai kebutuhan untuk mencapai koreksi yang seragam.
- Pertimbangan Penghilang Stres: Untuk komponen penting atau aplikasi presisi tinggi, pertimbangkan untuk menerapkan perlakuan panas pelepas tegangan pasca-pelurusan untuk mengurangi sisa tegangan internal yang timbul selama proses palu.
- Verifikasi Kualitas: Manfaatkan alat ukur yang sesuai, seperti straight edge atau dial indicator, untuk mengonfirmasi kelurusan yang dicapai memenuhi toleransi yang dipersyaratkan. Ulangi proses ini jika perlu, dengan kekuatan yang semakin berkurang untuk menyempurnakan bentuk akhir.
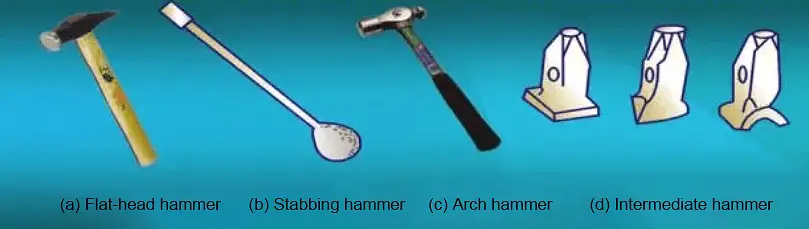
Palu
Palu adalah alat yang penting dalam pengerjaan lembaran logam dingin, dan tersedia dalam berbagai bentuk dan memiliki berbagai tujuan.
(1) Palu kepala datar:
Alat ini terutama digunakan untuk menyerang permukaan datar dan juga digunakan untuk menjangkau ceruk yang lebih dalam dan sudut tepi, seperti yang ditunjukkan pada Gambar 2-a.
(2) Palu penusuk:
Alat ini terutama digunakan untuk menyerang komponen berbentuk busur secara langsung, tetapi juga dapat berfungsi sebagai alat cungkil dan shim, seperti yang ditunjukkan pada Gambar 2-b.
(3) Palu lengkung:
Mesin ini banyak digunakan untuk membentuk dan memproduksi benda kerja berbentuk busur, seperti memperbaiki atau menyiapkan tutup ujung untuk poros mobil kecil, seperti yang ditunjukkan pada Gambar 2-c.
(4) Palu perantara:
Palu perantara digunakan untuk menghindari palu langsung pada benda kerja, seperti yang ditunjukkan pada Gambar 2-d.
Gbr.2 Palu
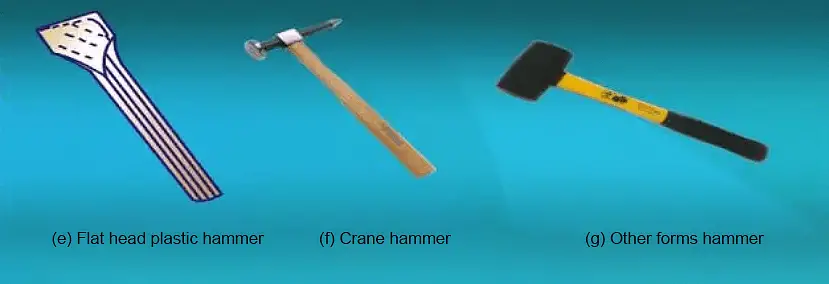
(5) Palu Plastik Kepala Datar:
Ini terutama digunakan untuk memangkas sudut kotak dan bagian lainnya, seperti ditunjukkan pada Gambar 2-e.
(6) Cross Peen Hammer:
Hal ini terutama digunakan untuk menghilangkan lubang kecil pada permukaan benda kerja, seperti ditunjukkan pada Gambar 2-f.
(7) Jenis Palu Lainnya:
Tergantung pada kebutuhan spesifik dari proses pemalu, kepala palu dapat dibentuk dalam berbagai bentuk, seperti palu karet, kayu, atau tembaga, seperti yang ditunjukkan pada Gambar 2-g.
Gbr.2 Palu
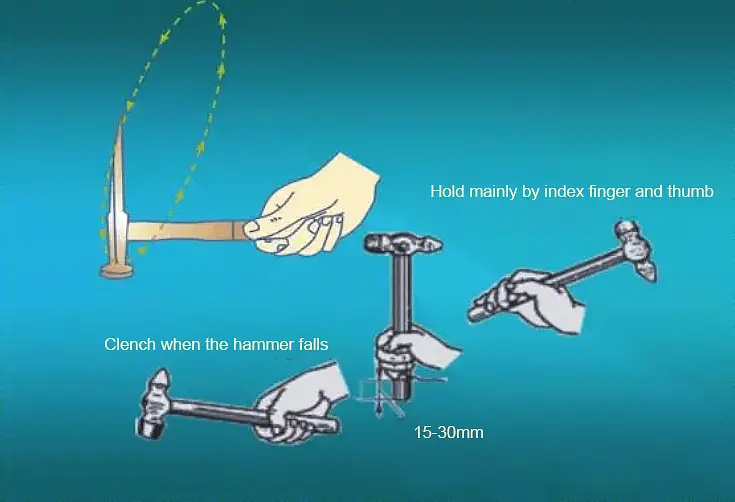
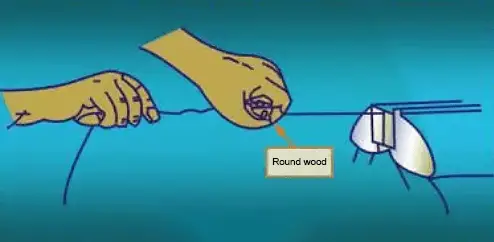
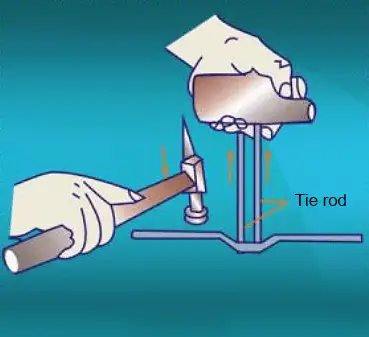
Penggunaan palu tangan yang benar ditunjukkan pada Gambar 3.
Gbr.3 Penggunaan palu tangan yang benar
1. Proses pelurusan secara manual
Pelurusan manual dilakukan dengan menggunakan alat bantu seperti palu, pelat datar, landasan bor, atau ragum. Metode pelurusan manual yang umum dilakukan meliputi metode ekstensi, metode puntiran, metode tekukan, dan metode peregangan.
Metode penyuluhan
Metode ekstensi terutama digunakan apabila bagian tengah lembaran logam berbentuk cembung dan bagian tepinya bergelombang atau melengkung, seperti ditunjukkan pada Gambar 4.
Gambar 4 Metode peregangan untuk meluruskan pelat logam tipis
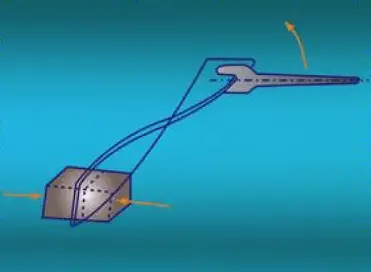
Metode memutar
Metode puntiran digunakan untuk mengoreksi distorsi strip. Dalam pengoperasiannya, strip dipegang pada catok bangku dan diputar kembali ke bentuk aslinya dengan menggunakan kunci inggris, seperti ditunjukkan pada Gambar 5.
Gbr.5 Memutar strip pelurus
Metode pembengkokan
Metode pembengkokan digunakan untuk meluruskan berbagai batang dan strip bengkok yang menekuk ke arah lebar.
Metode peregangan
Metode peregangan digunakan untuk mengoreksi berbagai kabel ramping, yang ditunjukkan pada Gambar 6.
Gbr.6 Pelurusan peregangan bahan lurus
Meluruskan Permukaan yang Menonjol:
- Tempatkan permukaan cembung pelat di atas platform, pegang lembaran logam dengan tangan kiri dan palu dengan tangan kanan.
- Mulailah memukul di sekitar tepi lembaran dan secara bertahap mendekati bagian tengah permukaan drum cembung, seperti yang ditunjukkan pada Gambar 4.
- Setelah sebagian besar lembaran dikoreksi, gunakan palu kayu untuk membuat penyesuaian akhir dan memastikan distribusi yang merata di seluruh lembaran.
Meluruskan Lengkungan Tepi:
- Tempatkan lembaran bergelombang di atas platform, pegang dengan tangan kiri dan palu dengan tangan kanan.
- Mulailah memukul di bagian tengah lembaran dan secara bertahap bergerak ke arah luar, seperti ditunjukkan pada Gambar 7.
- Setelah sebagian besar lembaran dikoreksi, gunakan palu kayu untuk penyesuaian akhir guna memastikan distribusi yang merata di seluruh lembaran.
Gambar 7
Meluruskan Lengkungan Diagonal
Langkah 1: Tempatkan lembaran yang dilengkungkan pada platform dan pegang lembaran logam dengan tangan kiri Anda dan palu dengan tangan kanan Anda.
Langkah 2: Mulailah mengetuk di sepanjang garis diagonal yang tidak melengkung, kemudian rentangkan ke kedua sisi untuk meregangkan dan mengoreksi lembaran, seperti ditunjukkan pada Gambar 8.
Langkah 3: Setelah sebagian besar lembaran dikoreksi, gunakan palu kayu untuk melakukan pemukulan penyesuaian akhir untuk memastikan bahwa seluruh jaringan diregangkan secara merata.
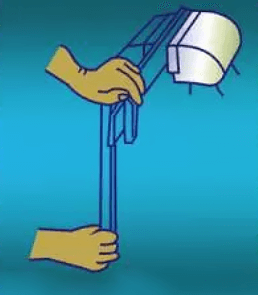
Menepuk dan Mendorong Pelurusan Lembaran Logam
Seperti yang digambarkan pada Gambar 9, gunakan genta (terbuat dari besi) untuk mengetuk lembaran untuk memperpendek bagian yang menonjol dan meregangkan bagian yang tegang di bawah tekanan, untuk mencapai tujuan meluruskannya.
Gbr.8 Meluruskan lengkungan diagonal
Gbr.9 Menepuk dan mendorong pelurusan lembaran logam
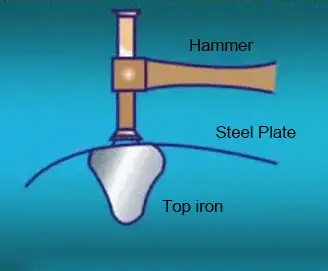
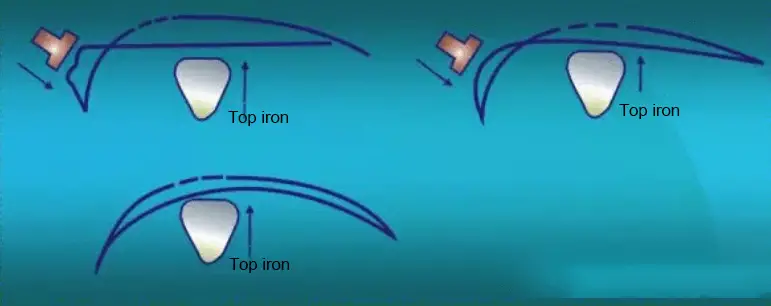
Meluruskan Lengkungan Cembung yang Cacat
Seperti yang digambarkan pada Gambar 10, palu harus disejajarkan dengan bagian tengah besi bagian atas untuk memulai, dan kemudian proses pelurusan dilakukan dengan menggunakan palu.
Gbr.10 Meluruskan deformasi cembung lengkung
Tangan yang memegang palu tidak boleh menggenggam terlalu erat, melainkan mengandalkan pergelangan tangan untuk mendapatkan kekuatan. Kecepatan perkusi harus sekitar 100 pukulan per menit.
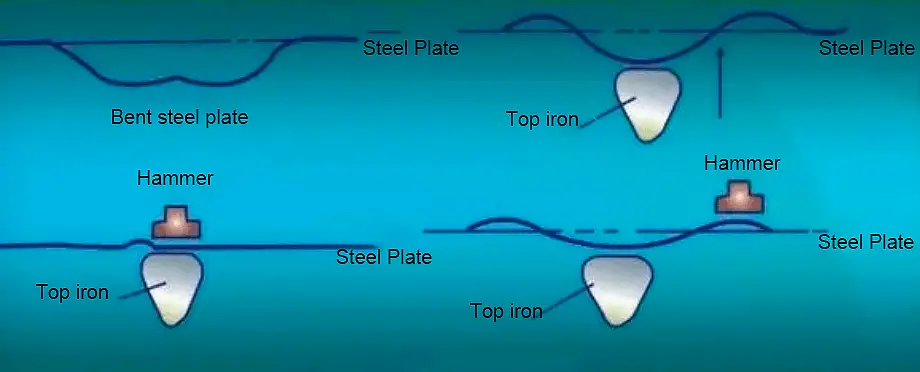
Meluruskan Pembakaran Permukaan Cekung
Seperti yang digambarkan pada Gambar 11, besi dongkrak harus diposisikan sedikit di atas titik palu, yang merupakan bagian yang ditinggikan dari permukaan yang tidak rata.
Gbr.11 Meluruskan pembakaran permukaan cekung
Hal ini memungkinkan pelat dikenai gaya antara besi kepala dan titik palu.
Meluruskan Cekungan Besar
Seperti ditunjukkan pada Gambar 12, pertama-tama, bagian tengah cekungan dipanaskan sampai berwarna merah muda panas dengan menggunakan obor, kemudian sisi bawah bagian tengah diangkat dengan menggunakan besi atas, untuk menyetel ulang cekungan aslinya.
Berikutnya, palu dan besi bagian atas digunakan bersama-sama untuk meratakan bagian yang ditinggikan secara bertahap, memulihkan bentuk geometris aslinya.
Gambar12 Meluruskan cekungan besar
Meluruskan Permukaan Kelengkungan Besar
Seperti yang digambarkan pada Gambar 13, apabila meluruskan bagian dengan kelengkungan permukaan yang besar (seperti permukaan cembung yang tinggi) seperti spatbor, bagian tersebut dapat dipanaskan terlebih dahulu dengan api, kemudian diangkat dengan besi atas, dan akhirnya diratakan dengan palu untuk mencapai bentuk aslinya.
Gambar 13 Meluruskan permukaan kelengkungan yang besar
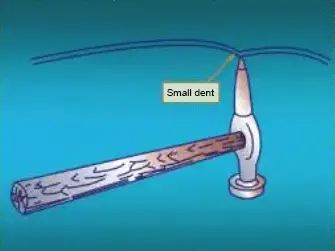
Meluruskan Penyok Kecil
① Seperti ditunjukkan pada Gambar 14, ujung pick hammer digunakan untuk meratakan cekungan dari dalam ke luar.
Gbr.14 Meluruskan penyok kecil
②Seperti ditunjukkan pada Gambar 15, batang scabling digunakan untuk menjangkau ke dalam ruang sempit dan mencungkil cekungan hingga rata.
Metode ini pada umumnya digunakan untuk mencungkil ceruk pintu, spatbor belakang dan panel bodi tertutup lainnya.
Gbr.15 Gunakan linggis untuk mencungkil bagian yang cekung
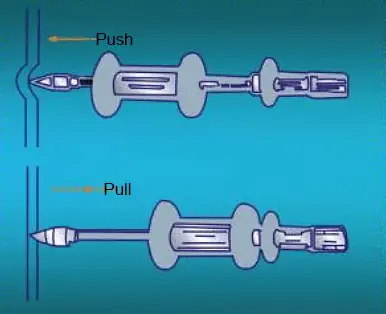
③Seperti ditunjukkan pada Gambar 16, depresi diratakan dengan penarik depresi.
Gbr.16 Gunakan penarik untuk meratakan depresi
Ini terutama digunakan untuk panel bodi yang tertutup atau kerutan yang tidak dapat diakses dari belakang.
④ Batang penarik digunakan untuk meratakan cekungan, seperti ditunjukkan pada Gambar 17, tonjolan diturunkan dengan cara mengetuk dan menariknya, dan cekungan dinaikkan.
Gbr.17 Gunakan batang penarik untuk meratakan cekungan
Meluruskan Baja Datar Bengkok
Langkah 1: Pegang baja pipih pada bangku penyangga.
Langkah 2: Pegang ujung baja pipih yang lain dengan kunci pas tenor, paksa baja pipih yang terpuntir ke arah yang berlawanan dengan arah puntiran, seperti yang ditunjukkan pada Gambar 18.
Gbr.18 Gunakan catok bangku untuk mengoreksi distorsi
Langkah 3: Setelah distorsi pada dasarnya dihilangkan, peening digunakan untuk memperbaikinya.
Langkah 4 ∶ Saat melubangi, baja datar dimiringkan, bagian yang rata bertumpu pada platform, dan bagian yang bengkok melengkung melampaui platform, seperti yang ditunjukkan pada Gambar 19.
Gbr.19
Langkah 5 ∶ Gunakan palu untuk memukul bagian yang sedikit melengkung ke atas di luar platform, jarak antara titik pemukulan dan platform sekitar dua kali ketebalan lembaran, dan pindahkan baja pipih ke platform sambil memukul.
Langkah 6: Putar 180° dan ulangi pengetokan yang sama sampai terkoreksi.
Deformasi dan pelurusan baja siku (Gambar 20)
Gbr.20 Deformasi baja sudut
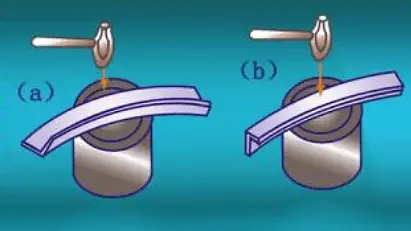
Langkah 1: Letakkan bagian luar sudut tikungan baja dan baja sudut tekuk bagian dalam pada simpul besi silinder atau platform berlubang.
Langkah 2: Tekuk sudut ke luar, lubangi tepi kedua sisi sudut kanan, lubangi dari tepi, seperti ditunjukkan pada Gambar 21(a).
Untuk sudut tikungan bagian dalam, harus mengalahkan akar dari kedua sisi sudut kanan, seperti yang ditunjukkan pada Gambar 21(b).
Gbr.21 Pelurusan baja sudut
Langkah 3: Jepit salah satu ujung sudut bengkok ke catok bangku.
Langkah 4: Pegang sisi sudut kanan dari ujung baja siku yang lain dengan kunci pas, dan paksa baja siku untuk berputar ke arah yang berlawanan dan sedikit melebihi kondisi normal baja siku, seperti yang ditunjukkan pada Gambar 22.
Gbr.22 Meluruskan distorsi baja sudut
Langkah 5: Ulangi beberapa kali untuk menghilangkan distorsi baja siku pada dasarnya.
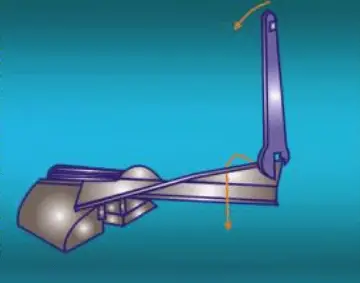
Meluruskan Deformasi Baja Bulat
Seperti yang ditunjukkan pada Gambar 23, baja bundar sebagian besar bengkok dan berubah bentuk, dan pelurusan hanya perlu menempatkan baja bundar pada platform sehingga tonjolan mengarah ke atas.
Gbr.23 Meluruskan deformasi baja bulat
Gunakan palu perantara yang sesuai untuk menempatkan tonjolan baja bundar, kemudian tekan bagian atas palu perantara untuk mengoreksi.
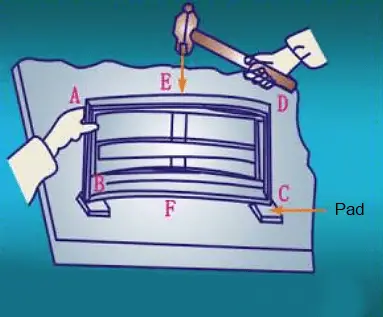
Meluruskan Bingkai Persegi Panjang
metode pelurusan: Bagian yang dilas persegi panjang ditunjukkan dalam Gambar 24,
Gbr.24 Meluruskan bingkai persegi panjang
Apabila sisi frame AD dan BC keduanya menunjukkan pembengkokan, frame dapat ditempatkan pada platform dengan flensa luar AD menghadap ke atas. Kedua ujung sisi BC diberi bantalan, dan titik yang ditinggikan, E dipukul. Jika keempat sisinya agak melengkung, bingkai dapat dilubangi ke luar atau ke dalam.
Untuk kesalahan ukuran yang kecil, bingkai dapat ditempatkan dan ujung sisi yang lebih panjang dipukul untuk memperpendek total panjangnya.
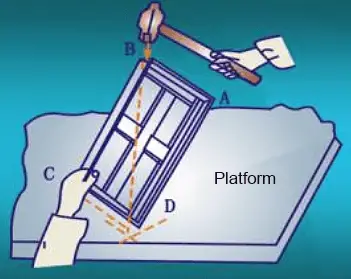
Jika sudut B dan D kurang dari 90 derajat, metode yang ditunjukkan pada Gambar 25 dapat digunakan untuk memalu pada titik B untuk mengembangkannya.
Gbr.25
2. Mekanis meluruskan proses
Pelurusan secara manual memakan waktu dan tenaga, sehingga hanya cocok untuk komponen kecil. Untuk benda kerja yang lebih besar, mesin khusus digunakan untuk meluruskan.
Pelurusan mekanis dilakukan dengan menggunakan mesin pelurus yang berulang kali membengkokkan pelat baja beberapa kali, menyebabkan serat-serat pelat baja yang tidak sama cenderung mengarah ke kesetaraan dan pada akhirnya mencapai tujuan pelurusan.
(1) Mpelurusan mekanis dari lembaran logam bagian
Persyaratan Operasi:
- Penggunaan roller leveler yang benar.
- Ratakan bagian lembaran logam yang cacat sesuai persyaratan.
- Hindari menempatkan tangan Anda di sekitar roller selama pengoperasian.
Langkah-langkah Operasi:
(1) Perataan lembaran logam secara mekanis:
Metode Perataan: Seperti ditunjukkan pada Gambar 26, sesuaikan celah di antara rol agar sesuai dengan ketebalan pelat.
Perhatikan, bahwa kualitas pelurusan bergantung pada akurasi rol.
Gambar 26 Perataan logam lembaran secara mekanis
(2) Penggulungan Benda Kerja yang Telah Dibentuk Sebelumnya
Metode Penggulungan: Seperti ditunjukkan pada Gambar 27, pertama-tama ganti rol di bawah benda kerja dengan rol yang memiliki kelengkungan yang sedikit lebih kecil daripada rol di atas benda kerja.
Selanjutnya, angkat rol bawah dengan menggunakan alat pelepas cepat dan letakkan benda kerja di antara rol. Sesuaikan tekanan rol bawah sehingga benda kerja dapat meluncur di antara rol dengan tekanan sedang.
Gambar 27 Menggulung bagian yang telah dibentuk sebelumnya
Catatan: Pastikan benda kerja digulung sepenuhnya untuk mencegah pemanjangan lokal. Gunakan templat untuk terus memantau kelengkungan benda kerja. Setelah menggulung bagian lembaran logam ke satu arah, benda kerja harus diputar 90 derajat. Setelah mengulangi proses ini, garis penggulungan akan berpotongan dengan arah semula, seperti yang digambarkan pada Gambar 28.
Gbr.28
Metode Penggulungan untuk Kerutan Gelombang pada Lembaran Logam Datar yang Digulung:
Seperti diilustrasikan dalam Gambar 29, arah gerakan pelat logam selama penggulungan harus diagonal terhadap arah gerakan aslinya. Pertahankan tekanan yang konsisten dan gerakkan dengan mantap untuk menghindari pembentukan riak baru.
Gbr.29
(4) Metode Pembentukan untuk Lembaran Logam Besar
Metode Pembentukan: Seperti yang ditunjukkan pada Gambar 30, dua orang diperlukan untuk memegang benda kerja sambil menggulung bagian lembaran logam yang besar, sesuai dengan persyaratan benda kerja. Kemudian, benda kerja harus digerakkan maju dan mundur pada mesin bergulirseperti yang dijelaskan sebelumnya.
Gambar 30 Metode pembentukan bagian lembaran logam besar
3. Flumpuh proses pelurusan
Pelurusan nyala api adalah metode untuk mengoreksi deformasi pada baja melalui pemanasan nyala api lokal. Proses ini memanfaatkan sifat bahan logam untuk mengembang dan menyusut dengan perubahan suhu. Dengan memanaskan area tertentu dengan nyala api, deformasi baru dapat digunakan untuk mengoreksi deformasi asli.
1. Posisi pemanasan, laju energi nyala api dan meluruskan
Efektivitas pelurusan nyala api terutama bergantung pada lokasi pemanasan dan laju energi nyala api. Posisi pemanasan yang berbeda dapat mengoreksi deformasi pada arah yang berbeda. Namun demikian, jika lokasinya dipilih secara tidak tepat, ini tidak saja gagal mengoreksi deformasi, tetapi juga membuatnya lebih rumit dan parah.
2. Metode pemanasan
(1) Pemanasan titik: Area yang dipanaskan berbentuk melingkar dengan kisaran diameter tertentu, oleh karena itu disebut sebagai pemanasan titik, seperti ditunjukkan pada Gambar 31a.
(2) Pemanasan linier: Area yang dipanaskan berbentuk linier dalam kisaran tertentu, dan oleh karena itu disebut pemanasan linier, seperti diilustrasikan dalam Gambar 31b.
(3) Pemanasan segitiga: Metode pemanasan di mana area yang dipanaskan berbentuk segitiga disebut pemanasan segitiga, seperti yang digambarkan dalam Gambar 31c.
Gbr.31 Metode pemanasan
3. Operasi pelurusan api
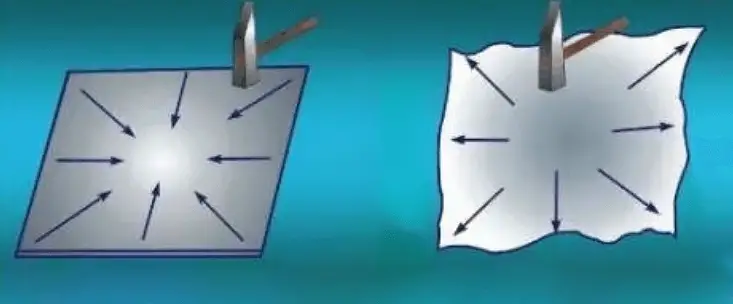
Pelurusan Api Benda Kerja Cembung Tengah:
Langkah 1: Tempatkan lembaran logam pada platform dan kencangkan dengan klip di sekelilingnya.
Langkah 2: Panaskan area cembung dengan menggunakan pemanasan titik, seperti yang ditunjukkan pada Gambar 32(a). Sebagai alternatif, pemanasan linier juga dapat digunakan, seperti diilustrasikan pada Gambar 32(b).
Langkah 3: Setelah diluruskan, gunakan palu untuk mengetuk klip secara horizontal untuk melepaskannya dan melepaskan lembaran logam.
Gbr.32 Pelurusan nyala api benda kerja cembung tengah
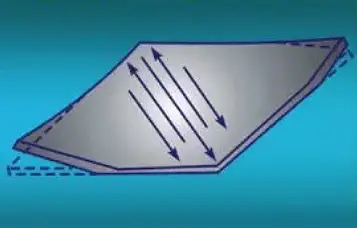
Meluruskan Benda Kerja Bergelombang Tepi Api:
Langkah 1: Kencangkan lembaran logam ke platform pada tiga sisi dengan menggunakan klip, biarkan sisi dengan deformasi bergelombang yang terkonsentrasi tidak dijepit, seperti yang ditunjukkan pada Gambar 33.
Langkah 2: Panaskan papan secara linear, mulai dari area datar pada kedua sisi cembung, dan secara bertahap naikkan ke arah cembung, seperti yang ditunjukkan oleh tanda panah pada Gambar 33.
Penjelasan:
Panjang garis pemanas harus 1/3 hingga 1/2 lebar papan, dan jarak antara garis pemanas harus disesuaikan berdasarkan ketinggian tonjolan. Tonjolan yang lebih tinggi harus memiliki jarak yang lebih dekat, biasanya 20 hingga 50 mm.
Jika pemanasan pertama menghasilkan ketidakrataan, ulangi proses pelurusan dengan pemanasan kedua, dengan menggeser posisi garis pemanasan dari yang pertama.
Gambar 33 Pelurusan api pada benda kerja yang bergelombang di bagian tepi