Dengan kemajuan teknologi manufaktur modern, peralatan pemesinan NC dan sistem CAM pendukungnya telah digunakan dan dikembangkan secara luas.
Inti dari pengendalian operasi pemesinan peralatan adalah jalur pahat (yaitu, mode jalan pahat) yang dihasilkan oleh sistem CAM.
Hal ini secara langsung berdampak pada keakuratan benda kerja yang dikerjakan, kekasaran permukaan, waktu pemesinan secara keseluruhan, masa pakai peralatan mesin, dan pada akhirnya, efisiensi produksi.
Tulisan ini menganalisis karakteristik khas dari mode pemakanan pahat dan beberapa faktor yang memengaruhi pemilihannya. Ini memberikan dasar referensi untuk memilih mode pemakanan pahat yang sesuai berdasarkan perbandingan metode proses dan mode pemakanan pahat dalam proses milling.
1. Mode pengumpanan alat
Konsep dasar mode pengumpanan alat
Dalam pemesinan NC, istilah "mode perencanaan jalur pahat" mengacu pada mode di mana jalur pahat direncanakan selama pemotongan benda kerja.
Untuk pemrosesan bagian yang sama, berbagai metode pemotongan dapat memenuhi persyaratan ukuran dan akurasi, tetapi efisiensi pemrosesannya mungkin berbeda.
Klasifikasi metode pengumpanan alat
Metode pengumpanan pahat dapat dikategorikan ke dalam empat kelompok: berjalannya pisau searah, berjalannya pisau bolak-balik, berjalannya pisau pemotong cincin, dan berjalannya pisau komposit. Kategori terakhir, berjalannya pisau komposit, adalah campuran dari tiga metode pertama.
Metode ini menggunakan alat berjalan searah atau bolak-balik, yang dikenal sebagai line alat pemotong berjalan dalam hal strategi pemrosesan.
Oleh karena itu, berdasarkan strategi pemesinan yang berbeda, metode pengumpanan pahat dapat dibagi lebih lanjut ke dalam pemotongan garis, pemotongan cincin, dan metode khusus lainnya.
Pemotongan garis dan pemotongan cincin adalah metode yang paling umum digunakan. Pemrosesan pemotongan garis memungkinkan pemanfaatan maksimum kecepatan pemakanan alat mesin, sehingga menghasilkan kualitas permukaan pemotongan yang lebih baik dibandingkan dengan pemrosesan pemotongan cincin.
Namun demikian, apabila memproses rongga planar yang rumit dengan beberapa bos yang membentuk beberapa kontur bagian dalam, tindakan pengangkatan pahat tambahan mungkin diperlukan. Hal ini diperlukan untuk menghindari gangguan antara pahat dan bos, atau untuk mengembalikan pahat ke area yang belum diproses. Pahat harus diangkat ke ketinggian tertentu dari bidang pemesinan, ditranslasikan ke awal jalur pahat yang lain, lalu melanjutkan proses pemotongan.
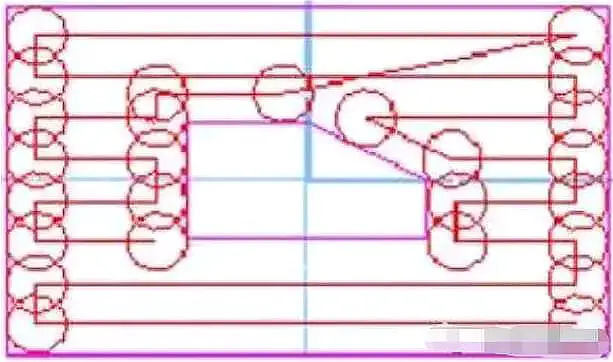
Jalur pahat untuk pemotongan garis terutama terdiri dari serangkaian garis lurus yang sejajar dengan arah yang tetap, sehingga membuat perhitungannya menjadi sederhana. Metode ini ideal untuk penyelesaian rongga sederhana atau pemesinan kasar untuk menghilangkan material berlebih. Contohnya ditunjukkan pada Gbr. 1 - rel pemotong bolak-balik.
Gbr. 1 Rel pemotong bolak-balik
Pada pemotongan melingkar, pahat bergerak di sepanjang jalur yang memiliki kontur batas yang sama, yang terdiri dari sekelompok kurva tertutup. Hal ini membantu mempertahankan kondisi pemotongan yang konsisten ketika melakukan pemesinan komponen.
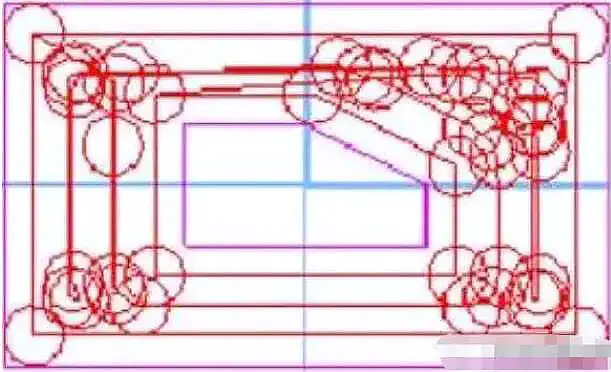
Namun, perhitungan untuk pemotongan ring sangat rumit dan memakan waktu karena melibatkan pembuatan diagram jalur ring saat ini dan secara terus menerus mengimbangi untuk menghitung jalur ring berikutnya. Meskipun demikian, alat ini sangat cocok untuk pemesinan rongga dan permukaan yang rumit, seperti yang ditunjukkan pada Gambar 2 - rel pemotong melingkar.
Gbr. 2 Rel pemotong melingkar
2. Faktor-faktor yang mempengaruhi mode pengumpanan alat
Bentuk dan elemen geometris benda kerja itu sendiri
Geometri dan bentuk benda kerja, termasuk area pemesinan dan ukuran serta lokasi pulau, merupakan karakteristik yang melekat pada benda kerja yang tidak dapat diubah. Elemen-elemen ini memainkan peran penting dalam menentukan mode pemakanan pahat dan merupakan faktor fundamental yang perlu dipertimbangkan.
Rute proses
Rute proses adalah metode langsung untuk mencapai tujuan pemesinan dan berfungsi sebagai pertimbangan utama untuk pemilihan mode pemotongan.
Hal ini menentukan urutan area pemrosesan, kombinasi dan pemisahan pulau, dan pembagian antara pemesinan kasar, semi-finishing, dan finishing.
Ada banyak jenis rute proses yang dapat mencapai hasil yang diinginkan, dan pilihan mode berjalan alat akan bervariasi berdasarkan rute yang dipilih.
Bahan benda kerja
Bahan benda kerja juga merupakan faktor yang memengaruhi pilihan mode berjalan alat.
Material benda kerja itu sendiri merupakan objek langsung dari pemrosesan, tetapi tidak secara langsung memengaruhi mode jalan pahat. Namun demikian, hal ini dapat berdampak pada pemilihan material, ukuran, dan mode pemrosesan, yang pada gilirannya secara tidak langsung dapat memengaruhi mode jalan pahat.
Bentuk dan ukuran blank benda kerja akan menentukan distribusi kelonggaran pemesinan di berbagai bagian benda kerja. Selain itu, untuk benda kerja dengan blanko opsional, menggunakan ukuran dan bentuk blanko yang berbeda dapat mengubah menjepit dan distribusi area pemesinan, sehingga memengaruhi strategi pemesinan dan mengarah ke mode jalan pahat yang berbeda.
Metode penjepitan dan pengikatan benda kerja
Metode penjepitan dan pengamanan benda kerja secara tidak langsung juga dapat memengaruhi mode jalan pahat. Hal ini mencakup penciptaan "pulau" baru akibat pelat penekan, perubahan mode jalan pahat yang disebabkan oleh dampak gaya pengencangan pada parameter pemotongan, dan pengaruh getaran pada mode jalan pahat.
Pemilihan alat potong
Pemilihan alat mencakup faktor-faktor seperti bahan alat, bentuk, panjang, dan jumlah gigi.
Parameter ini memengaruhi area dan frekuensi kontak antara pahat dan benda kerja, sehingga memengaruhi volume material yang dibuang per satuan waktu dan beban mesin. Selain itu, ketahanan aus dan umur pahat menentukan lamanya waktu pahat dapat digunakan.
Ukuran pahat, atau diameter, memiliki dampak langsung pada mode pemakanan pahat. Memilih pahat dengan diameter yang berbeda akan mengubah ukuran area sisa, mengubah jalur pemesinan, dan menghasilkan metode jalan pahat yang berbeda.
Pemilihan domain pemesinan
Dalam milling, ketika rongga planar yang kompleks memiliki beberapa bos yang membentuk beberapa kontur bagian dalam, tindakan pengangkatan pahat tambahan akan sering terjadi selama pemotongan garis, dan jalur pemesinan akan menjadi lebih panjang dalam pemotongan melingkar. Tindakan ini secara signifikan mengurangi efisiensi pemotongan.
Untuk meminimalkan jumlah kejadian seperti itu, area pemotongan dibagi menjadi beberapa sub-area berdasarkan kebutuhan pemesinan. Tindakan pengangkatan pahat terjadi di antara sub-area ini. Sub-area ini dapat digabungkan, dibagi, atau bahkan diabaikan, tergantung pada mode jalan pahat. Hal ini membantu mengurangi jumlah aksi pengangkatan pahat dan mencegah jalur pemesinan menjadi terlalu panjang.
Lebih jauh lagi, dengan memilih mode berjalan alat yang paling tepat untuk setiap sub-area, efisiensi pemesinan dapat ditingkatkan.
3. Pemilihan mode pengumpanan alat yang wajar
Prinsip pemilihan dasar
Dua faktor harus dipertimbangkan ketika memilih mode pengumpanan pahat: waktu pemrosesan dan keseragaman tunjangan pemesinan.
Secara umum, metode pemotongan melingkar lebih disukai karena kelonggaran pemesinan yang seragam, yang ditentukan oleh bentuk benda kerja. Di sisi lain, metode pemotongan garis menghasilkan jatah pemesinan yang tidak seragam. Untuk mencapai keseragaman dalam hal ini, jalur alat potong melingkar harus ditingkatkan di sekitar batas.
Namun, dengan mengabaikan persyaratan keseragaman, metode pemotongan garis memiliki panjang jalur pahat yang relatif pendek. Di sisi lain, meningkatkan jalur alat potong melingkar untuk mengatasi masalah ketidakseragaman dapat mengakibatkan waktu pemesinan total yang lebih lama, terutama untuk batas yang panjang seperti dalam situasi multi-pulau.
Meskipun pemotongan garis lebih mudah dihitung dan membutuhkan lebih sedikit memori, namun juga melibatkan lebih banyak pengangkatan pahat. Sebaliknya, pemotongan melingkar memerlukan pengimbangan batas cincin beberapa kali dan menghilangkan cincin yang berpotongan sendiri.
Pemilihan menurut fitur bentuk
Bentuk benda kerja menentukan jalur pahat dalam pemesinan.
Berdasarkan sifat benda yang dikerjakan, benda kerja dapat dikategorikan secara luas menjadi dua jenis: rongga planar dan permukaan bentuk bebas.
Rongga planar biasanya dikerjakan dengan menggunakan pemotongan garis. Hal ini karena sebagian besar benda kerja jenis ini dibuat melalui proses pemotongan dan penggilingan, seperti kotak, alas, dan bagian lainnya, yang memiliki kelonggaran pemesinan yang besar. Pemotongan garis memungkinkan pemanfaatan maksimum kecepatan pemakanan alat mesin, sehingga menghasilkan efisiensi pemesinan yang lebih baik. Selain itu, kualitas permukaan yang dihasilkan melalui pemotongan garis lebih baik daripada yang dihasilkan melalui pemotongan cincin.
Di sisi lain, permukaan bentuk bebas biasanya dikerjakan dengan mesin menggunakan pemotongan cincin. Hal ini karena permukaan tersebut sebagian besar dicetak atau dibentuk melalui proses reguler, sehingga menghasilkan distribusi residu yang tidak merata dan persyaratan akurasi yang tinggi. Selain itu, dibandingkan dengan pemotongan garis, pemotongan cincin memberikan karakteristik pemesinan permukaan yang lebih baik dan dapat mendekati bentuk permukaan yang sebenarnya dengan lebih baik.
Pilih menurut strategi pemesinan
Pemesinan komponen biasanya dibagi ke dalam tiga tahap: pemesinan kasar, pemesinan setengah jadi, dan pemesinan akhir. Pembagian ini penting untuk memastikan akurasi pemesinan.
Dalam metode pemrosesan tradisional, batas antara setiap tahap sudah jelas. Namun, dalam penggilingan NC, batas-batas ini mungkin kurang jelas karena kemampuan alat mesin untuk melakukan banyak fungsi. Mungkin juga terdapat tumpang tindih di antara tahap-tahap, seperti pemesinan halus yang dilakukan selama pemesinan kasar atau jejak pemesinan kasar yang tersisa setelah pemesinan halus.
Meskipun demikian, masih perlu untuk membagi tahapan pemesinan dalam pemesinan NC untuk memastikan kualitasnya. Namun demikian, penentuan konten pemesinan untuk tiap tahap mungkin berbeda dari metode tradisional, karena tujuannya adalah mengurangi waktu penjepitan dan menyederhanakan pergerakan pahat.
Tujuan utama pemesinan kasar adalah untuk memaksimalkan laju pemindahan material dan mempersiapkan kontur geometris benda kerja untuk semi-finishing. Oleh karena itu, metode pemotongan garis atau komposit biasanya digunakan untuk pemotongan lapisan.
Semi-finishing bertujuan untuk menghasilkan kontur yang rata dan kelonggaran permukaan yang seragam. Metode pemotongan melingkar biasanya digunakan untuk tahap ini.
Tujuan pemesinan finishing adalah untuk menghasilkan benda kerja yang memenuhi persyaratan dimensi, akurasi bentuk, dan kualitas permukaan. Berdasarkan karakteristik geometris benda kerja, pemotongan garis digunakan untuk bagian dalam dan pemotongan cincin untuk bagian tepi dan sambungan.
Pilih sesuai dengan strategi pemrograman
Pertimbangan utama untuk menentukan mode pengumpanan alat selama pemrograman adalah:
- Kepatuhan terhadap akurasi pemesinan dan kekasaran permukaan persyaratan suku cadang;
- Memperpendek rute pemrosesan untuk meminimalkan waktu tempuh alat yang menganggur;
- Perhitungan numerik sederhana dan mengurangi jumlah segmen program untuk meminimalkan upaya pemrograman.
Untuk rongga planar, pemotongan garis digunakan untuk membagi domain pemesinan dan meminimalkan jumlah pengangkatan pahat. Di sisi lain, permukaan bentuk bebas didekati dalam bentuk cincin singgung.
Pemilihan bentuk kosong juga memengaruhi pilihan pemrograman. Dengan memodifikasi bentuk blank, pemrosesan bentuk yang sulit dijepit dapat diubah menjadi pemrosesan rongga pemotongan garis yang lebih mudah dijepit. Atau, pemesinan permukaan bentuk bebas dapat diubah menjadi pemotongan garis untuk menghilangkan kelonggaran yang lebih besar, sehingga meningkatkan efisiensi pemesinan.