Pernahkah Anda bertanya-tanya tentang dunia pengecoran yang menarik? Proses manufaktur yang kuno namun terus berkembang ini membentuk kehidupan kita sehari-hari dengan berbagai cara yang tak terhitung jumlahnya. Dalam artikel blog ini, kita akan mengeksplorasi berbagai jenis teknik pengecoran yang digunakan untuk membuat komponen logam yang kompleks dengan presisi dan efisiensi. Dari pengecoran pasir tradisional hingga pengecoran cetakan canggih, setiap metode menawarkan keunggulan unik untuk aplikasi yang berbeda. Bergabunglah bersama kami saat kami mempelajari seluk-beluk proses manufaktur yang penting ini dan temukan bagaimana proses ini terus mendorong inovasi di seluruh industri.
Pengecoran adalah proses manufaktur mendasar di mana bahan cair dituangkan ke dalam cetakan dengan rongga berongga dengan bentuk yang diinginkan dan kemudian dibiarkan mengeras. Bagian yang dipadatkan dikenal sebagai casting, yang dikeluarkan atau dipecah dari cetakan untuk menyelesaikan proses.
Ada beberapa jenis proses pengecoran, masing-masing dengan karakteristik, kelebihan dan kekurangannya yang unik. Ini dapat dikategorikan secara luas ke dalam dua kelompok utama: Pengecoran Cetakan Pasir dan Pengecoran Khusus.
1. Pengecoran Cetakan Pasir
Pengecoran cetakan pasir adalah salah satu metode pengecoran yang paling umum dan serbaguna. Metode ini melibatkan pembuatan cetakan dari pasir dan menuangkan logam cair ke dalam rongga. Ada tiga jenis utama pengecoran cetakan pasir:
1.1 Pengecoran Pasir Basah
Definisi: Menggunakan pasir yang dicampur dengan air dan tanah liat untuk membentuk cetakan.
Karakteristik: Cetakan lembap ketika logam dituangkan.
Keuntungan: Hemat biaya, cocok untuk coran besar, dan pasir yang dapat digunakan kembali.
Kekurangan: Presisi dan hasil akhir permukaan yang terbatas, berpotensi menyebabkan cacat yang berkaitan dengan kelembapan.
1.2 Pengecoran Pasir Kering
Definisi: Menggunakan pasir yang dikeringkan sebelum menuangkan logam cair.
Karakteristik: Cetakan dipanggang untuk menghilangkan kelembapan.
Keuntungan: Akurasi dimensi dan hasil akhir permukaan yang lebih baik daripada pengecoran pasir basah.
Kekurangan: Biaya lebih tinggi karena proses pengeringan, waktu produksi lebih lama.
1.3 Pengecoran Pasir Pengerasan Kimia
Definisi: Menggunakan pasir yang diikat secara kimiawi untuk membentuk cetakan.
Karakteristik: Pasir dicampur dengan pengikat kimiawi yang mengeraskan cetakan.
Keuntungan: Cetakan berkekuatan tinggi, akurasi dimensi yang istimewa, dan hasil akhir permukaan.
Kekurangan: Lebih mahal daripada pengecoran pasir tradisional, penanganan bahan kimia yang rumit.
2. Pengecoran Khusus
Proses pengecoran khusus menggunakan bahan dan teknik yang berbeda untuk membuat cetakan dan coran. Ini dapat dibagi ke dalam dua kategori utama berdasarkan bahan pemodelan:
2.1 Pengecoran Berbasis Pasir Mineral Alami
Pengecoran Investasi: Menggunakan pola lilin yang dilapisi dengan bahan tahan api untuk membentuk cetakan. Presisi tinggi dan hasil akhir permukaan yang sangat baik, tetapi mahal dan memakan waktu.
Pengecoran Tanah Liat: Menggunakan tanah liat sebagai bahan cetakan utama. Cocok untuk benda artistik dan dekoratif, tetapi terbatas pada produksi skala kecil.
Pengecoran Cangkang: Melibatkan pembuatan cangkang tipis pasir dan resin di sekeliling pola. Menawarkan hasil akhir permukaan dan akurasi dimensi yang baik, tetapi terbatas pada bagian yang lebih kecil.
Pengecoran Tekanan Negatif: Menggunakan ruang hampa udara untuk menarik logam cair ke dalam cetakan. Memberikan detail yang sangat baik dan mengurangi porositas, tetapi memerlukan peralatan khusus.
Pengecoran Cetakan Penuh: Menggunakan pola busa yang menguap ketika logam cair dituangkan. Sederhana dan hemat biaya, tetapi dapat menghasilkan cacat yang berhubungan dengan gas.
Pengecoran Cetakan Keramik: Menggunakan bahan keramik untuk membuat cetakan. Cocok untuk paduan suhu tinggi dan memberikan hasil akhir permukaan yang istimewa, tetapi harganya mahal.
2.2 Pengecoran Berbasis Logam
Pengecoran Cetakan Logam: Melibatkan penggunaan cetakan logam, juga dikenal sebagai cetakan, untuk membuat coran. Presisi tinggi dan hasil akhir permukaan tetapi terbatas pada produksi volume tinggi karena biaya cetakan.
Pengecoran Tekanan (Die Casting): Logam cair dipaksa masuk ke dalam cetakan di bawah tekanan tinggi. Akurasi dimensi dan permukaan akhir yang sangat baik, tetapi terbatas pada logam non-besi.
Pengecoran Berkelanjutan: Logam cair secara terus-menerus dituangkan ke dalam cetakan dan dipadatkan. Cocok untuk memproduksi material yang panjang tetapi terbatas pada bentuk tertentu.
Pengecoran Tekanan Rendah: Menggunakan tekanan rendah untuk mengisi cetakan dengan logam cair. Mengurangi turbulensi dan meningkatkan kualitas, tetapi memerlukan peralatan khusus.
Pengecoran Sentrifugal: Menggunakan gaya sentrifugal untuk mendistribusikan logam cair di dalam cetakan. Ideal untuk komponen silinder dan memberikan kepadatan material yang tinggi tetapi terbatas pada geometri tertentu.
Memahami berbagai proses pengecoran sangat penting untuk memilih metode yang tepat untuk aplikasi tertentu. Setiap proses memiliki karakteristik, kelebihan, dan kekurangan yang unik, sehingga cocok untuk berbagai jenis produk dan skala produksi. Dengan menjelajahi proses-proses ini secara mendetail, Anda dapat membuat keputusan yang tepat untuk mengoptimalkan efisiensi produksi dan kualitas produk.
Berbagai Jenis Pengecoran Dijelaskan
1. Pengecoran Pasir
Apa yang dimaksud dengan Pengecoran Pasir?
Pengecoran pasir adalah metode serbaguna dan banyak digunakan untuk memproduksi coran logam dengan membuat cetakan dari campuran pasir. Proses ini mampu menghasilkan coran dari berbagai jenis logam, termasuk baja, besi, dan sebagian besar paduan nonferrous. Proses ini sangat dihargai karena kemampuannya untuk menciptakan bentuk yang kompleks dan rongga bagian dalam yang rumit.
Proses Teknologi
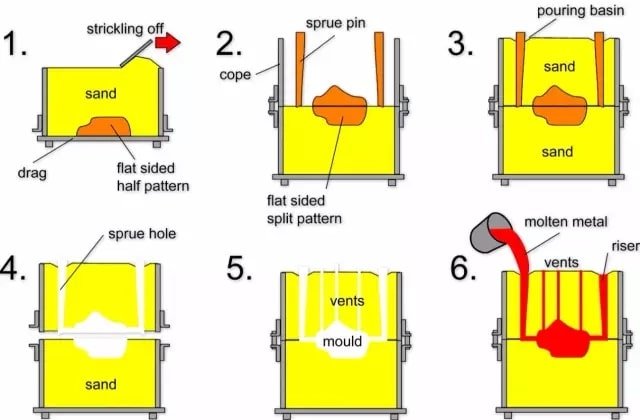
Proses pengecoran pasir melibatkan beberapa langkah utama:
Pembuatan Pola: Pola, biasanya terbuat dari kayu, logam, atau plastik, yang dibuat dalam bentuk bagian yang diinginkan.
Pembuatan Cetakan: Pola ditempatkan dalam wadah dan dikemas dengan pasir untuk membentuk cetakan. Pasir dicampur dengan pengikat untuk membantunya mempertahankan bentuknya.
Pembuatan Inti: Jika pengecoran membutuhkan rongga internal, inti yang terbuat dari pasir ditempatkan di dalam cetakan.
Perakitan Cetakan: Bagian cetakan dirakit, dan setiap inti yang diperlukan diposisikan di dalam.
Menuangkan: Logam cair dituangkan ke dalam rongga cetakan melalui sistem gerbang.
Pendinginan: Logam dibiarkan mendingin dan mengeras di dalam cetakan.
Shakeout: Cetakan pasir dipecah, dan pengecoran dilepas.
Pembersihan: Pengecoran dibersihkan untuk menghilangkan sisa pasir, kerak, atau logam berlebih.
Inspeksi: Pengecoran diperiksa untuk mengetahui cacat dan akurasi dimensi.
Proses pengecoran pasir
Karakteristik Teknis
Pengecoran pasir menawarkan beberapa karakteristik penting:
Bentuk Kompleks: Sangat cocok untuk memproduksi komponen dengan geometri yang rumit dan rongga bagian dalam yang rumit.
Kemampuan beradaptasi: Pengecoran pasir dapat digunakan dengan berbagai macam logam dan paduan, sehingga sangat mudah beradaptasi.
Hemat Biaya: Prosesnya relatif murah, khususnya untuk proses produksi kecil atau suku cadang khusus.
Fleksibilitas Material: Ini adalah satu-satunya proses yang layak untuk memproduksi komponen atau blanko dari bahan dengan plastisitas yang buruk, seperti besi tuang.
Aplikasi
Pengecoran pasir banyak digunakan di berbagai industri karena keserbagunaan dan efektivitas biayanya. Aplikasi yang umum meliputi:
Industri Otomotif: Blok mesin, kepala silinder, dan poros engkol.
Industri Kedirgantaraan: Komponen struktural dan rumah.
Mesin: Gearbox, rumah pompa, dan badan katup.
Konstruksi: Komponen dan perlengkapan arsitektur.
Singkatnya, pengecoran pasir adalah metode yang sangat mudah beradaptasi dan hemat biaya untuk memproduksi coran logam dengan bentuk yang rumit dan detail yang rumit. Kemampuannya untuk bekerja dengan berbagai macam material membuatnya menjadi proses yang penting dalam banyak aplikasi industri.
2. Pengecoran Investasi
Apa yang dimaksud dengan Investment Casting?
Pengecoran investasi, juga dikenal sebagai pengecoran lilin yang hilang, adalah proses pengecoran presisi yang melibatkan pembuatan pola dari bahan yang dapat melebur, biasanya lilin. Pola ini kemudian dibungkus dalam beberapa lapisan bahan tahan api untuk membentuk cetakan. Setelah cetakan dibuat, pola tersebut dilebur, meninggalkan rongga yang bebas dari permukaan yang terpisah. Cetakan kemudian dipanggang pada suhu tinggi untuk menghilangkan lilin yang tersisa dan memperkuat cetakan. Terakhir, logam cair dituangkan ke dalam rongga untuk membuat pengecoran akhir.
Proses Teknologi
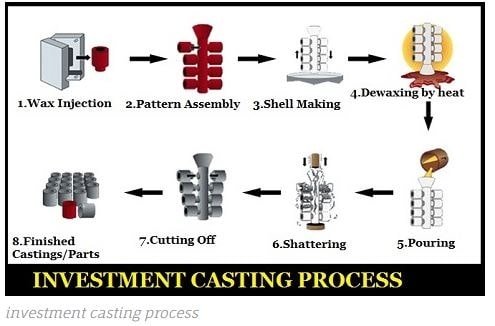
Proses pengecoran investasi melibatkan beberapa langkah utama:
Pembuatan Pola: Pola lilin dibuat, yang merupakan replika persis produk akhir.
Perakitan: Pola lilin dilekatkan pada sariawan lilin di bagian tengah untuk membentuk rakitan seperti pohon.
Gedung Shell: Rakitan dicelupkan berulang kali ke dalam bubur keramik dan dilapisi dengan pasir halus untuk membangun cangkang yang tebal dan keras.
Dewaxing: Cangkang keramik dipanaskan untuk melelehkan dan mengalirkan lilin, sehingga meninggalkan cetakan yang berlubang.
Pemanasan awal: Cetakan dipanaskan lebih lanjut untuk menghilangkan sisa lilin dan mempersiapkannya untuk penuangan logam.
Pengecoran: Logam cair dituangkan ke dalam cetakan yang sudah dipanaskan sebelumnya.
Pendinginan: Cetakan dibiarkan mendingin dan mengeras.
Penghapusan Cangkang: Cangkang keramik dipecahkan untuk memperlihatkan bagian logam cor.
Penyelesaian: Bagian cor dipotong dari sariawan, dan operasi penyelesaian yang diperlukan, seperti penggerindaan atau pemesinan, dilakukan.
Proses Pengecoran Investasi
Keuntungan
Akurasi Dimensi Tinggi dan Presisi Geometris: Pengecoran investasi menghasilkan komponen dengan toleransi yang ketat dan detail yang rumit.
Permukaan Akhir yang Sangat Baik: Proses ini menghasilkan komponen dengan kekasaran permukaan yang tinggi, sehingga mengurangi kebutuhan untuk finishing tambahan.
Bentuk Kompleks: Dapat mencetak geometri yang rumit yang akan sulit atau tidak mungkin dicapai dengan metode pengecoran lainnya.
Keserbagunaan Material: Berbagai macam paduan dapat dicetak, termasuk yang sulit dikerjakan dengan mesin.
Kekurangan
Prosedur yang Rumit: Proses ini melibatkan banyak langkah dan memerlukan kontrol yang cermat pada setiap tahap.
Biaya Tinggi: Karena kompleksitas dan sifat prosesnya yang padat karya, casting investasi bisa lebih mahal daripada metode casting lainnya.
Aplikasi
Investment casting sangat cocok untuk memproduksi komponen kecil dengan bentuk yang kompleks dan persyaratan presisi tinggi. Ini banyak digunakan dalam industri seperti kedirgantaraan, otomotif, dan peralatan medis. Aplikasi yang umum meliputi:
Bilah Mesin Turbin: Bagian-bagian ini memerlukan presisi tinggi dan geometri yang rumit.
Implan Medis: Pengecoran investasi dapat menghasilkan komponen yang rumit dan biokompatibel.
Perhiasan: Proses ini ideal untuk menciptakan desain yang mendetail dan halus.
Komponen Otomotif: Suku cadang presisi tinggi seperti roda gigi dan komponen mesin sering kali merupakan investasi cor.
Pengecoran investasi tetap menjadi proses penting dalam manufaktur modern, menyediakan komponen berkualitas tinggi dan presisi untuk berbagai aplikasi.
3. Pengecoran Cetakan Tanah Liat
Pengecoran cetakan tanah liat adalah proses pengecoran tradisional yang menggunakan tanah liat sebagai bahan utama untuk membuat cetakan untuk memproduksi berbagai coran. Metode ini memiliki nilai historis dan telah digunakan selama berabad-abad, khususnya di Tiongkok, di mana metode ini diakui sebagai salah satu teknologi pengecoran yang paling awal dikenal.
Bahan dan Proses
Untuk memastikan cetakan tanah liat memiliki kekuatan kohesif yang kuat, tanah liat dicampur dengan air dan berbagai bahan organik dan anorganik. Bahan-bahan ini termasuk:
Sekam Padi dan Awn Padi: Produk sampingan pertanian ini membantu mengikat tanah liat dan meningkatkan integritas strukturalnya.
Kotoran Kuda: Bahan organik seperti kotoran kuda membantu menciptakan struktur berpori di dalam cetakan.
Abu Sekam: Bahan ini berkontribusi pada kekerasan dan daya tahan cetakan.
Setelah tercampur, tanah liat menjalani proses pengeringan udara atau pengeringan matahari. Fase pengeringan ini sangat penting karena memadatkan cetakan, membuatnya keras dan tahan lama. Cetakan tanah liat yang dihasilkan memiliki pori-pori saluran keluar udara, yang sangat penting untuk melampiaskan gas selama proses pengecoran.
Karakteristik Jamur
Tekstur Permukaan: Permukaan cetakan tanah liat halus dan seragam, yang membantu mencapai hasil akhir yang mulus pada produk cor.
Tekstur Internal: Tekstur bagian tengah cetakan lebih kasar, memberikan kekuatan dan kekakuan yang diperlukan.
Bahan Tambahan: Untuk meningkatkan sifat cetakan, bahan seperti pasir, terak tangki, dan pecahan batu bata bisa ditambahkan. Penambahan ini membantu meningkatkan ketahanan termal cetakan dan daya tahan keseluruhan.
Dapat digunakan kembali
Salah satu keuntungan penting dari pengecoran cetakan tanah liat adalah, bahwa cetakan dapat digunakan kembali. Cetakan tanah liat bisa digunakan beberapa kali, mengklasifikasikannya sebagai cetakan semi permanen. Karakteristik ini menjadikannya pilihan yang ekonomis dan efisien untuk proses pengecoran.
Signifikansi Historis
Pengecoran cetakan tanah liat memiliki tempat yang menonjol dalam sejarah manufaktur, khususnya di Tiongkok. Ini mewakili kecerdikan dan kepandaian para ahli metalurgi awal yang mengembangkan metode ini untuk menghasilkan berbagai benda logam.
Aplikasi
Meskipun teknik pengecoran modern telah berkembang, pengecoran cetakan tanah liat masih dihargai karena kesederhanaan dan keefektifannya dalam aplikasi tertentu. Hal ini khususnya berguna dalam produksi skala kecil dan di area di mana metode tradisional lebih disukai.
Pengecoran cetakan tanah liat adalah bukti warisan abadi dari teknik manufaktur tradisional. Dengan memanfaatkan bahan yang mudah didapat dan proses yang sederhana, teknik ini telah menjadi metode yang dapat diandalkan untuk memproduksi coran selama berabad-abad. Nilai historis dan manfaat praktisnya terus menjadikannya metode pengecoran yang berharga dalam konteks tertentu.
4. Pengecoran Cetakan Cangkang
Shell Mold Casting adalah proses pengecoran presisi yang menghasilkan coran berkualitas tinggi dengan menggunakan cetakan cangkang tipis. Metode ini ditemukan oleh Johannes Croning pada tahun 1943 dan pertama kali digunakan di Jerman pada tahun 1944. Sejak awal, teknik ini telah diadopsi secara luas oleh berbagai industri di seluruh dunia karena efisiensi dan kemampuannya untuk menghasilkan coran yang rumit dan akurat.
Gambaran Umum Proses
Proses pengecoran cetakan cangkang melibatkan beberapa langkah utama:
Persiapan Pola: Pola logam, biasanya terbuat dari besi atau baja, yang dipanaskan hingga kisaran suhu 180-280°C.
Penerapan Pasir Cetak: Pasir cetakan yang dikeraskan dengan panas, biasanya pasir yang dilapisi resin fenolik, diaplikasikan pada pola yang dipanaskan. Hal ini menciptakan cetakan cangkang tipis dengan ketebalan biasanya antara 6-12mm.
Menyembuhkan Cetakan: Cetakan selanjutnya dipanaskan untuk memadatkan pasir yang dilapisi resin, memberikan kekuatan dan kekakuan yang diperlukan pada cangkang.
Perakitan Cangkang Cetakan: Cangkang cetakan atas dan bawah dijepit atau direkatkan dengan menggunakan resin, membentuk cetakan yang lengkap tanpa memerlukan kotak pasir tradisional.
Pembuatan Inti: Core, jika diperlukan, juga dapat dibuat dengan menggunakan proses pencetakan cangkang yang sama. Metode peniupan biasanya digunakan untuk membuat inti cangkang tipis.
Keuntungan dari Pengecoran Cetakan Cangkang
Presisi dan Akurasi: Proses ini memungkinkan produksi coran dengan detail yang halus dan toleransi yang ketat.
Permukaan akhir: Coran yang diproduksi menggunakan cetakan cangkang biasanya memiliki permukaan akhir yang lebih unggul dibandingkan dengan yang dibuat dengan metode pengecoran pasir tradisional.
Efisiensi: Cetakan cangkang tipis memerlukan lebih sedikit bahan dan energi, sehingga prosesnya lebih efisien dan hemat biaya.
Keserbagunaan: Pengecoran Cetakan Cangkang dapat digunakan untuk berbagai macam logam, termasuk paduan besi dan non-besi.
Aplikasi
Pengecoran Cetakan Shell banyak digunakan dalam industri yang membutuhkan presisi dan hasil akhir permukaan berkualitas tinggi. Aplikasi yang umum meliputi:
Industri Otomotif: Komponen mesin, komponen transmisi, dan komponen otomotif penting lainnya.
Industri Kedirgantaraan: Komponen presisi yang membutuhkan kekuatan dan keandalan tinggi.
Industri Peralatan Mesin: Suku cadang yang kompleks dan terperinci untuk berbagai mesin.
Shell Mold Casting adalah metode pengecoran yang sangat efisien dan presisi yang telah berperan penting dalam memajukan kemampuan manufaktur di berbagai industri. Kemampuannya untuk menghasilkan coran berkualitas tinggi dan detail dengan hasil akhir permukaan yang sangat baik menjadikannya pilihan yang disukai untuk banyak aplikasi.
5. Pengecoran Cetakan Keramik
Ceramic Mold Casting adalah metode pengecoran canggih yang memanfaatkan bubur keramik untuk menghasilkan coran berkualitas tinggi. Teknik ini khususnya dihargai karena kemampuannya untuk menciptakan bentuk yang presisi dan kompleks dengan hasil akhir permukaan yang sangat baik. Mari kita pelajari secara spesifik proses pengecoran ini.
Komposisi Bubur Keramik
Bubur keramik yang digunakan dalam metode pengecoran ini terdiri atas:
Hidrolisat Etil Silikat: Bertindak sebagai pengikat.
Pasir Tahan Api Halus: Ini termasuk bahan seperti kuarsa leburan, zirkon, dan korundum. Pasir ini dipilih karena teksturnya yang murni dan stabilitas termalnya yang tinggi, yang sangat penting untuk menjaga integritas cetakan di bawah suhu tinggi.
Katalis untuk Pembentuk Gel
Untuk mempercepat proses pembentukkan gel pada bubur keramik, katalis seperti kalsium hidroksida atau magnesium oksida sering ditambahkan. Katalis ini membantu mengatur bubur dengan cepat, membuat cetakan siap untuk langkah berikutnya dalam jangka waktu yang lebih singkat.
Gambaran Umum Proses
Karena kemiripan komposisi dan tampilan antara bahan tahan api yang digunakan dan keramik tradisional, proses ini sering disebut sebagai pengecoran "tipe keramik". Ceramic Mold Casting adalah teknologi canggih yang telah berevolusi dari pengecoran cetakan pasir tradisional, yang menawarkan presisi dan kualitas permukaan yang lebih baik.
Jenis Pengecoran Cetakan Keramik
Ada dua metode utama pengecoran cetakan keramik:
1. Produksi Cetakan Menggunakan Kotak Pasir
Aplikasi: Bubur keramik diaplikasikan ke papan cetakan.
Pelapisan: Kotak pasir dilapisi dengan bubur.
Menuangkan: Bubur yang sudah disesuaikan dituangkan ke dalam kotak pasir.
Pengikatan dan Pengerasan: Cetakan dibiarkan merekat dan mengeras.
Memanggang: Cetakan kemudian dipanggang pada suhu tinggi untuk membentuk cetakan pengecoran akhir.
Metode ini khususnya berguna untuk menciptakan coran yang detail dan rumit.
2. Produksi Cetakan Menggunakan Bushing
Mengisi Kesenjangan: Bubur keramik dituangkan ke dalam celah antara bushing dan pola.
Bahan Bushing: Bushing dapat dibuat dari pasir atau logam.
Efisiensi: Cara ini efisien karena menghemat bubur keramik dalam jumlah yang signifikan.
Teknik ini banyak digunakan dalam produksi karena efisiensi bahan dan efektivitas biaya.
Keuntungan dari Pengecoran Cetakan Keramik
Presisi: Memungkinkan penciptaan bentuk yang rumit dan detail.
Permukaan akhir: Menghasilkan coran dengan permukaan akhir yang sangat baik.
Stabilitas Termal: Stabilitas termal yang tinggi dari bahan tahan api memastikan integritas cetakan pada suhu tinggi.
Efisiensi Material: Penggunaan bushing dapat secara signifikan mengurangi jumlah bubur keramik yang diperlukan.
Ceramic Mold Casting merupakan kemajuan yang signifikan dalam teknologi pengecoran, yang menawarkan banyak manfaat dibandingkan metode tradisional. Kemampuannya untuk menghasilkan coran presisi tinggi dan berkualitas tinggi menjadikannya proses yang tak ternilai dalam berbagai aplikasi industri. Dengan memahami komposisi, katalis, dan metode yang terlibat, produsen dapat secara efektif memanfaatkan teknologi ini untuk mencapai hasil pengecoran yang unggul.
6. Pengecoran Cetakan Logam
Pengecoran Cetakan Logam, juga dikenal sebagai Pengecoran Cetakan Keras, adalah proses yang sangat efisien di mana logam cair dituangkan ke dalam cetakan logam untuk membuat coran. Cetakan yang biasanya terbuat dari baja atau besi tuang, dapat digunakan kembali beberapa kali, sering kali berkisar antara ratusan hingga ribuan siklus, menjadikannya metode yang hemat biaya untuk produksi massal.
Keuntungan dari Pengecoran Cetakan Logam
Dapat digunakan kembali: Cetakan logam tahan lama dan dapat digunakan berulang kali, sehingga mengurangi biaya per pengecoran dari waktu ke waktu.
Presisi: Cetakan logam menawarkan akurasi dimensi yang tinggi dan hasil akhir permukaan yang istimewa, sehingga mengurangi kebutuhan untuk pemesinan tambahan.
Kecepatan Produksi: Proses ini memungkinkan siklus produksi yang cepat, yang bermanfaat untuk produksi bervolume tinggi.
Keterbatasan Pengecoran Cetakan Logam
Terlepas dari kelebihannya, Pengecoran Cetakan Logam memiliki keterbatasan tertentu:
Pembatasan Materi: Meskipun logam non-besi seperti aluminium, magnesium, dan seng umumnya digunakan, logam besi seperti besi cor dan baja bisa lebih menantang karena titik lelehnya yang lebih tinggi dan keausan yang ditimbulkannya pada cetakan.
Kompleksitas Bentuk: Proses ini paling cocok untuk bentuk yang lebih sederhana. Geometri yang rumit mungkin memerlukan desain cetakan yang lebih rumit, yang bisa jadi mahal dan memakan waktu untuk memproduksinya.
Batasan Berat Badan: Berat coran umumnya terbatas. Coran yang lebih berat dapat menyebabkan keausan yang berlebihan pada cetakan dan mungkin memerlukan teknik penanganan dan pendinginan khusus.
Ketebalan Dinding: Ada batasan pada ketebalan dinding minimum yang dapat dicapai. Dinding yang lebih tipis bisa jadi sulit untuk dicor secara seragam, yang menyebabkan potensi cacat dan kelemahan struktural.
Biaya Awal: Biaya awal untuk membuat cetakan logam relatif tinggi dibandingkan dengan metode pengecoran lainnya, seperti pengecoran pasir. Hal ini membuatnya kurang cocok untuk proses produksi volume rendah.
Aplikasi
Pengecoran Cetakan Logam banyak digunakan dalam industri yang membutuhkan presisi tinggi dan pengulangan. Aplikasi yang umum meliputi:
Industri Otomotif: Produksi komponen mesin, suku cadang transmisi, dan komponen penting lainnya.
Industri Kedirgantaraan: Memproduksi komponen yang ringan dan berkekuatan tinggi.
Elektronik Konsumen: Produksi rumah dan komponen struktural untuk perangkat elektronik.
Mesin Industri: Komponen yang memerlukan daya tahan dan presisi tinggi.
Pengecoran Cetakan Logam adalah proses manufaktur yang serbaguna dan efisien, khususnya sangat cocok untuk produksi komponen logam bervolume tinggi dengan akurasi dimensi dan permukaan akhir yang sangat baik. Namun, keterbatasannya dalam hal material, kompleksitas bentuk, dan berat harus dipertimbangkan dengan cermat ketika memilih metode ini untuk aplikasi tertentu.
7. Die Casting
Apa itu Die Casting?
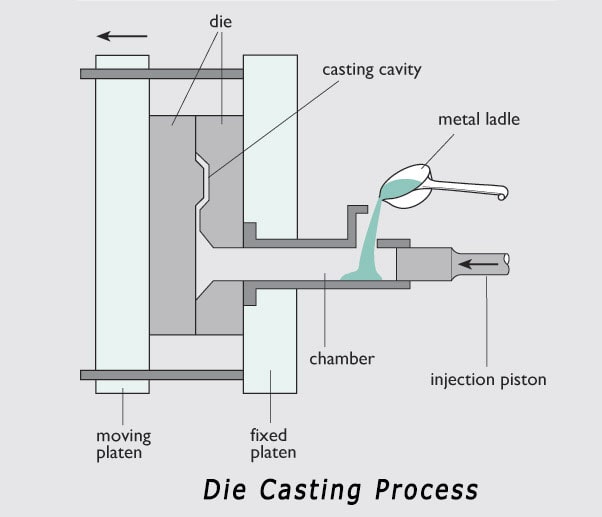
Die casting adalah proses manufaktur di mana logam cair diinjeksikan ke dalam rongga cetakan logam presisi dengan tekanan tinggi dan kecepatan tinggi. Logam mendingin dan membeku di bawah tekanan, membentuk pengecoran dengan dimensi yang tepat dan permukaan akhir yang halus.
Proses Teknologi
Proses die casting melibatkan beberapa langkah utama:
Persiapan: Cetakan disiapkan dan dilapisi dengan pelumas untuk memudahkan pelepasan casting.
Injeksi: Logam cair disuntikkan ke dalam rongga cetakan dengan tekanan tinggi.
Pendinginan: Logam dibiarkan mendingin dan mengeras di dalam cetakan.
Pengeluaran: Cetakan dibuka, dan pengecoran yang sudah dipadatkan dikeluarkan.
Pemangkasan: Materi berlebih, seperti flash, dihilangkan dari casting.
Keuntungan
Tekanan Tinggi dan Laju Aliran Cepat: Cairan logam mengalami tekanan tinggi dan mengalir dengan cepat selama die casting, memastikan bahwa cetakan terisi dengan cepat dan penuh.
Kualitas Produk yang Baik: Die casting memiliki dimensi yang stabil, permukaan akhir yang baik, dan kemampuan pertukaran yang sangat baik.
Efisiensi Produksi Tinggi: Cetakan die casting dapat digunakan kembali berkali-kali, membuat prosesnya cocok untuk produksi volume tinggi.
Manfaat Ekonomi: Proses ini hemat biaya untuk produksi massal karena efisiensi dan pengulangannya yang tinggi.
Kekurangan
Porositas dan Penyusutan: Coran rentan mengembangkan pori-pori halus dan cacat penyusutan, yang dapat memengaruhi sifat mekanisnya.
Plastisitas Rendah: Komponen die-cast memiliki plastisitas rendah dan tidak cocok untuk aplikasi yang melibatkan beban benturan atau getaran.
Kehidupan Jamur: Saat menuang paduan titik leleh tinggi, umur cetakan berkurang, yang dapat membatasi skala produksi dan meningkatkan biaya.
Aplikasi
Die casting pada awalnya digunakan dalam industri otomotif dan instrumen. Seiring berjalannya waktu, aplikasinya telah meluas ke berbagai sektor, termasuk:
Mesin pertanian
Industri peralatan mesin
Industri elektronik
Industri pertahanan nasional
Komputer
Peralatan medis
Jam dan kamera
Perangkat keras harian
Die casting tetap menjadi proses manufaktur yang serbaguna dan banyak digunakan karena kemampuannya untuk menghasilkan bentuk yang kompleks dengan presisi tinggi dan kualitas permukaan yang sangat baik.
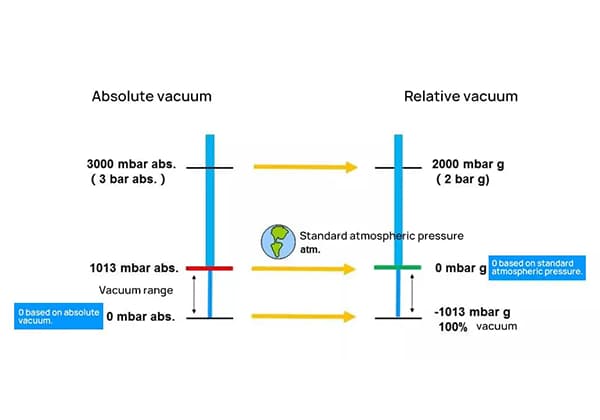
Apa yang dimaksud dengan Pengecoran Tekanan Rendah?
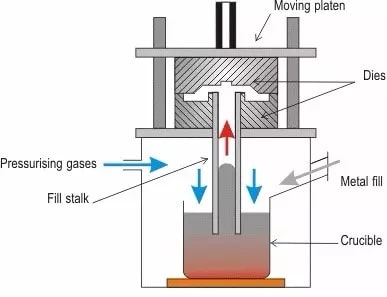
Pengecoran tekanan rendah adalah proses manufaktur di mana logam cair dibuat untuk mengisi cetakan di bawah tekanan rendah, biasanya berkisar antara 0,02 hingga 0,06 MPa. Logam kemudian mengkristal di bawah tekanan ini untuk membentuk casting. Metode ini dibedakan berdasarkan kemampuannya untuk mengontrol tekanan dan kecepatan logam selama penuangan, sehingga cocok untuk berbagai cetakan dan paduan pengecoran.
Proses Teknologi
Persiapan Cetakan: Cetakan, yang bisa dibuat dari logam atau pasir, disiapkan dan diposisikan.
Melelehkan Logam: Logam dilebur dalam tungku.
Mengisi Cetakan: Logam cair diinjeksikan ke dalam cetakan dari bawah di bawah tekanan rendah, memastikan proses pengisian yang stabil dan terkendali.
Pemadatan: Logam membeku di bawah tekanan, membentuk pengecoran yang padat dan berkualitas tinggi.
Pendinginan dan Pengeluaran: Pengecoran dibiarkan mendingin, kemudian dikeluarkan dari cetakan.
Karakteristik Teknis
Tekanan dan Kecepatan yang Dapat Disesuaikan
Keserbagunaan: Tekanan dan kecepatan selama penuangan dapat disesuaikan, sehingga prosesnya cocok untuk berbagai cetakan pengecoran, termasuk cetakan logam dan cetakan pasir.
Beragam Aplikasi: Dapat digunakan untuk pengecoran berbagai paduan dan memproduksi coran dengan berbagai ukuran.
Metode Pengisian Injeksi Bawah
Pengisian Stabil: Dengan mengadopsi metode pengisian injeksi bawah, cairan logam mengisi cetakan secara stabil tanpa percikan.
Pencegahan Gas: Metode ini membantu mencegah kehadiran gas dalam casting.
Mengurangi Erosi: Mengurangi erosi pada dinding dan inti cetakan, sehingga meningkatkan tingkat kelulusan pengecoran.
Coran Berkualitas Tinggi
Struktur Padat: Pengecoran mengeras di bawah tekanan, menghasilkan struktur yang padat.
Garis Tajam dan Permukaan Halus: Hasil coran memiliki garis luar yang tajam dan permukaan yang halus.
Sifat Mekanis Tinggi: Proses ini menghasilkan coran dengan sifat mekanis yang tinggi, sehingga sangat bermanfaat untuk komponen berdinding tipis dan besar.
Efisiensi dan Otomatisasi
Pemanfaatan Logam Tinggi: Proses ini meniadakan kebutuhan akan anak tangga, sehingga meningkatkan tingkat pemanfaatan logam hingga 90-98%.
Intensitas Tenaga Kerja Rendah: Ditandai dengan intensitas tenaga kerja yang rendah dan kondisi kerja yang baik.
Peralatan Sederhana: Peralatan yang digunakan relatif sederhana.
Mekanisasi dan Otomasi: Terdapat potensi yang tinggi untuk mekanisasi dan otomatisasi, meningkatkan produktivitas dan konsistensi.
Aplikasi
Pengecoran tekanan rendah terutama digunakan dalam produksi produk tradisional seperti:
Kepala Silinder
Hub
Bingkai Silinder
Komponen-komponen ini mendapatkan keuntungan dari karakteristik berkualitas tinggi dari coran tekanan rendah, seperti strukturnya yang padat dan sifat mekanisnya yang tinggi.
Pengecoran tekanan rendah adalah metode serbaguna dan efisien untuk memproduksi coran logam berkualitas tinggi. Kemampuannya untuk mengontrol tekanan dan kecepatan selama penuangan, dikombinasikan dengan manfaat pengisian injeksi bawah dan pemadatan di bawah tekanan, membuatnya cocok untuk berbagai aplikasi. Proses ini tidak hanya meningkatkan kualitas coran tetapi juga meningkatkan pemanfaatan logam dan memungkinkan otomatisasi yang lebih besar, menjadikannya teknik yang berharga dalam manufaktur modern.
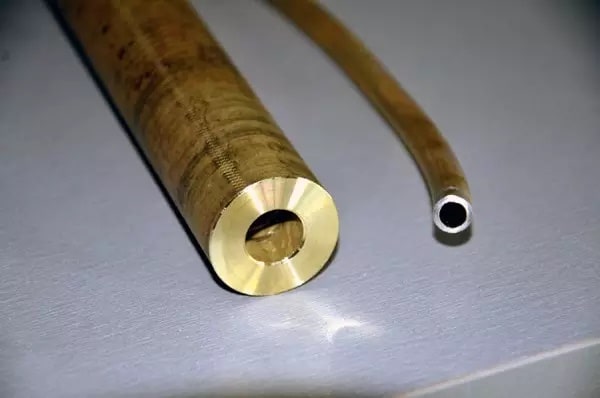
9. Pengecoran Sentrifugal
Apa yang dimaksud dengan Pengecoran Sentrifugal?
Pengecoran sentrifugal adalah metode pengecoran di mana logam cair dituangkan ke dalam cetakan yang berputar. Rotasi cetakan menghasilkan gaya sentrifugal, yang membantu mengisi cetakan dan memadatkan logam. Teknik ini sangat efektif untuk memproduksi bagian dan komponen silindris dengan tingkat keseragaman dan kepadatan yang tinggi.
Proses Teknologi
Persiapan: Cetakan disiapkan dan ditetapkan untuk berputar pada kecepatan tertentu.
Menuangkan: Logam cair dituangkan ke dalam cetakan yang berputar.
Pemadatan: Gaya sentrifugal mendistribusikan logam cair secara merata di sepanjang dinding cetakan, tempat logam tersebut mengeras.
Pendinginan: Pengecoran dibiarkan mendingin dan mengeras sepenuhnya.
Ekstraksi: Pengecoran yang sudah dipadatkan dikeluarkan dari cetakan untuk diproses lebih lanjut.
Keuntungan
Penggunaan Logam yang Efisien: Sistem penuangan dan sistem riser mengkonsumsi logam minimal, yang mengarah ke hasil proses yang lebih baik.
Produksi Tanpa Biji: Dalam produksi coran tubular panjang, ketiadaan inti meningkatkan kemampuan pengisian logam secara signifikan.
Kualitas Tinggi: Pengecoran yang dihasilkan menunjukkan kepadatan yang tinggi, sedikit cacat (seperti pori-pori dan inklusi terak), dan sifat mekanis yang sangat baik.
Coran Komposit: Pembuatan coran logam komposit untuk barel dan selongsong relatif mudah.
Kekurangan
Keterbatasan Bentuk: Terdapat sejumlah batasan tertentu apabila digunakan dalam produksi coran berbentuk khusus.
Kualitas Lubang Bagian Dalam: Diameter lubang bagian dalam pengecoran tidak akurat, permukaan lubang bagian dalam kasar, kualitasnya buruk, dan jatah pemesinan besar.
Pemisahan: Pengecoran rentan terhadap pemisahan berat jenis, yang dapat memengaruhi keseragaman material.
Aplikasi
Pengecoran sentrifugal pada awalnya digunakan untuk memproduksi pipa cor, tetapi sejak saat itu telah diadopsi secara luas di berbagai industri seperti metalurgi, pertambangan, transportasi, mesin irigasi dan drainase, penerbangan, pertahanan nasional, dan industri otomotif. Proses ini digunakan untuk memproduksi baja, besi, dan coran paduan karbon non-besi.
Aplikasi Umum
Tabung Besi Cor Sentrifugal: Banyak digunakan dalam berbagai sistem perpipaan.
Liner Silinder untuk Mesin Pembakaran Internal: Penting untuk mesin otomotif dan mesin berat.
Selongsong Poros: Digunakan dalam berbagai sistem mekanis untuk mengurangi keausan pada poros yang berputar.
Pengecoran sentrifugal adalah metode serbaguna dan efisien untuk memproduksi komponen silinder berkualitas tinggi dengan sifat mekanik yang sangat baik, menjadikannya proses yang berharga dalam banyak aplikasi industri.
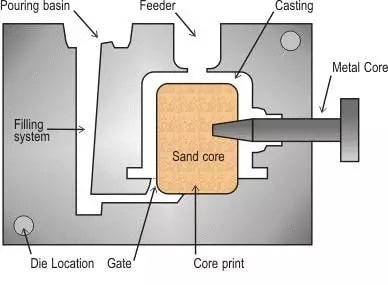
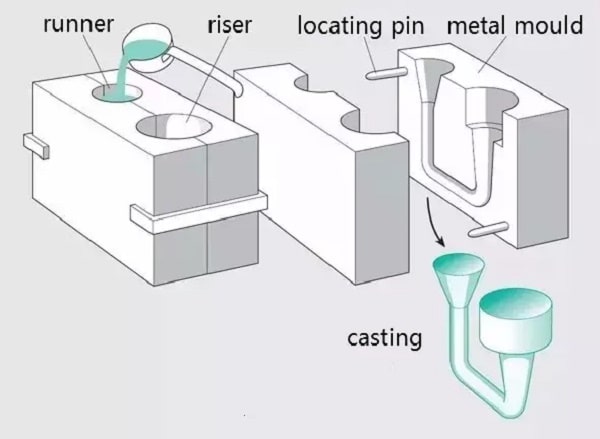
10. Pengecoran Mati Gravitasi
Apa itu Gravity Die Casting?
Gravity Die Casting adalah proses pengecoran di mana logam cair dituangkan ke dalam cetakan logam di bawah pengaruh gravitasi. Logam kemudian didinginkan dan dipadatkan untuk menghasilkan pengecoran. Metode ini banyak digunakan untuk memproduksi komponen logam berkualitas tinggi dengan dimensi yang presisi dan permukaan akhir yang sangat baik.
Proses Teknologi
Persiapan Cetakan: Cetakan logam dipanaskan terlebih dahulu dan dilapisi dengan zat pelepas untuk memudahkan pelepasan casting.
Menuangkan: Logam cair dituangkan ke dalam rongga cetakan di bawah pengaruh gravitasi.
Pendinginan dan Pemadatan: Logam mendingin dan mengeras di dalam cetakan.
Pengeluaran: Setelah dipadatkan, pengecoran dikeluarkan dari cetakan.
Penyelesaian: Pengecoran menjalani proses finishing seperti pemangkasan, pemesinan, dan perawatan permukaan untuk mencapai spesifikasi yang diinginkan.
Keuntungan
Konduktivitas Termal dan Kapasitas Panas yang Tinggi: Konduktivitas termal dan kapasitas panas cetakan logam yang tinggi menghasilkan pendinginan yang cepat, yang mengarah ke struktur pengecoran yang padat.
Sifat Mekanis yang Ditingkatkan: Coran yang diproduksi melalui gravity die casting memiliki sifat mekanik sekitar 15% lebih tinggi daripada yang diproduksi dengan pengecoran pasir.
Akurasi Dimensi dan Permukaan Akhir: Penggunaan cetakan logam memungkinkan akurasi dimensi yang lebih besar dan kekasaran permukaan yang lebih rendah, sehingga meningkatkan stabilitas kualitas.
Manfaat Lingkungan dan Tenaga Kerja: Penggunaan sand core yang minimal atau tidak sama sekali akan memperbaiki kondisi lingkungan dengan mengurangi debu dan gas berbahaya, dan menurunkan intensitas tenaga kerja.
Kekurangan
Jamur yang Tidak Dapat Bernapas: Cetakan logam tidak dapat bernapas, sehingga perlu dilakukan tindakan untuk mengevakuasi udara dan gas yang dihasilkan oleh inti pasir di dalam rongga.
Risiko Retak: Cetakan logam tidak memiliki kelonggaran, sehingga rentan retak selama pemadatan pengecoran.
Biaya Tinggi dan Siklus Produksi yang Panjang: Cetakan logam memiliki siklus produksi yang lebih panjang dan biaya yang lebih tinggi, sehingga membuatnya layak secara ekonomis, terutama untuk produksi massal.
Aplikasi
Gravity die casting sangat cocok untuk produksi coran paduan non-besi berskala besar, seperti paduan aluminium dan magnesium, dengan bentuk yang kompleks. Metode ini juga digunakan untuk memproduksi coran dan ingot logam besi dan baja. Dengan memahami proses gravity die casting, kelebihan, dan keterbatasannya, produsen dapat memutuskan dengan lebih baik kapan menggunakan metode ini untuk memproduksi komponen logam berkualitas tinggi.
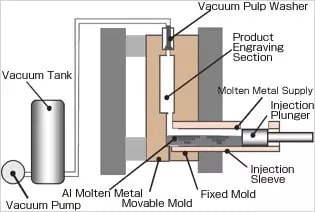
11. Pengecoran Mati Vakum
Apa itu Vacuum Die Casting?
Vacuum die casting adalah bentuk lanjutan dari die casting yang meningkatkan sifat mekanik dan permukaan akhir bagian cor dengan menghilangkan atau secara signifikan mengurangi pori-pori dan gas terlarut di dalamnya. Hal ini dicapai dengan mengekstraksi gas dari rongga cetakan selama proses pengecoran, yang membantu menciptakan coran yang lebih padat dan lebih kuat dengan lebih sedikit cacat.
Proses Teknologi
Proses die casting vakum melibatkan beberapa langkah utama:
Persiapan Cetakan: Cetakan disiapkan dan dilapisi dengan zat pelepas untuk memudahkan pelepasan bagian cetakan dengan mudah.
Aplikasi Vakum: Sebelum logam cair dimasukkan, ruang hampa udara diterapkan ke rongga cetakan untuk menghilangkan udara dan gas.
Injeksi Logam: Logam cair disuntikkan ke dalam rongga cetakan di bawah tekanan tinggi.
Pemadatan: Logam mendingin dan mengeras dalam cetakan, membentuk bentuk yang diinginkan.
Pengeluaran Bagian: Cetakan dibuka, dan bagian cetakan dikeluarkan.
Keuntungan
Mengurangi Porositas: Vacuum die casting dapat menghilangkan atau secara signifikan mengurangi lubang udara di dalam die casting, yang mengarah pada peningkatan sifat mekanik dan kualitas permukaan.
Peningkatan Kinerja Pelapisan: Pengurangan pori-pori meningkatkan performa pelapisan bagian cor.
Tekanan Punggung Bawah: Dengan mengurangi tekanan balik di dalam rongga, tekanan spesifik yang lebih rendah dan paduan dengan kinerja pengecoran yang buruk dapat digunakan.
Pengecoran yang Lebih Besar dengan Mesin yang Lebih Kecil: Dimungkinkan untuk membuat coran yang lebih besar dengan mesin yang lebih kecil karena kondisi pengisian yang lebih baik.
Pengecoran yang Lebih Tipis: Proses ini memungkinkan pengecoran bagian yang lebih tipis, yang dapat bermanfaat untuk aplikasi tertentu.
Kekurangan
Struktur Penyegelan Cetakan yang Kompleks: Struktur penyegelan cetakan dalam die casting vakum rumit, membuat proses pembuatan dan pemasangan cetakan menjadi sulit dan mahal.
Sensitivitas Kontrol: Jika metode die casting vakum tidak dikontrol dengan benar, manfaatnya mungkin tidak signifikan, sehingga menyebabkan potensi cacat dan inefisiensi.
Vacuum die casting adalah teknik canggih yang menawarkan keuntungan signifikan dalam hal mengurangi porositas dan meningkatkan sifat mekanik dan permukaan akhir bagian cor. Namun, ini membutuhkan kontrol yang tepat dan struktur penyegelan cetakan yang kompleks, yang dapat meningkatkan biaya dan kompleksitas. Jika diterapkan dengan benar, teknik ini dapat menghasilkan coran berkualitas tinggi yang memenuhi persyaratan kinerja yang ketat.
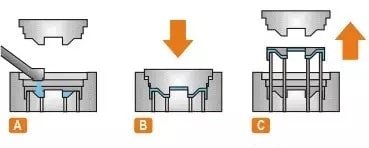
12. Meremas Die Casting
Apa itu Squeezing Die Casting?
Squeeze casting, juga dikenal sebagai penempaan logam cair, adalah proses pembentukan logam yang melibatkan pemadatan logam cair atau semi-padat di bawah tekanan tinggi untuk menghasilkan produk akhir atau blanko secara langsung. Proses ini menggabungkan keuntungan dari pengecoran dan penempaan, menawarkan beberapa manfaat termasuk pemanfaatan logam cair yang tinggi, proses yang disederhanakan, dan kualitas yang konsisten. Ini adalah teknologi pembentukan logam hemat energi yang sangat menjanjikan untuk aplikasi di masa depan.
Proses Teknologi
Pengecoran Die Casting Pemerasan Langsung:
Cat Semprot: Oleskan lapisan pada cetakan untuk memudahkan pelepasan bagian cetakan.
Paduan Cor: Tuangkan paduan cair atau semi-padat ke dalam cetakan.
Penjepitan Cetakan: Tutup dan kencangkan cetakan.
Tekanan: Berikan tekanan tinggi pada logam cair.
Penahan Tekanan: Pertahankan tekanan untuk memastikan pemadatan yang tepat.
Pereda Tekanan: Lepaskan tekanan secara bertahap.
Pemisahan Cetakan: Buka cetakan.
Demolding kosong: Keluarkan bagian yang dipadatkan dari cetakan.
Mengatur ulang: Siapkan cetakan untuk siklus berikutnya.
Pengecoran Die Casting Pemerasan Tidak Langsung:
Pelapisan Semprot: Oleskan lapisan pada cetakan.
Penjepitan Cetakan: Tutup dan kencangkan cetakan.
Memberi makan: Masukkan logam cair atau semi-padat ke dalam cetakan.
Mengisi: Pastikan cetakan terisi penuh dengan logam.
Tekanan: Berikan tekanan tinggi.
Penahan Tekanan: Pertahankan tekanan untuk memastikan pemadatan yang tepat.
Pereda Tekanan: Lepaskan tekanan secara bertahap.
Perpisahan: Buka cetakan.
Demolding kosong: Keluarkan bagian yang dipadatkan dari cetakan.
Mengatur ulang: Siapkan cetakan untuk siklus berikutnya.
Karakteristik Teknis
Penghapusan Cacat: Dapat menghilangkan pori-pori internal, penyusutan, dan cacat lainnya.
Kualitas Permukaan: Menghasilkan komponen dengan kekasaran permukaan yang rendah dan akurasi dimensi yang tinggi.
Otomatisasi: Mekanisasi dan otomatisasi yang mudah direalisasikan, meningkatkan efisiensi produksi.
Aplikasi
Pengecoran squeeze dapat digunakan untuk memproduksi berbagai jenis paduan, termasuk:
Paduan aluminium
Paduan seng
Paduan tembaga
Besi cor nodular
Keserbagunaan ini membuatnya cocok untuk berbagai aplikasi industri, dari komponen otomotif hingga suku cadang kedirgantaraan.
Squeeze casting adalah proses pembentukan logam yang sangat efisien dan serbaguna yang menawarkan banyak keunggulan dibandingkan metode pengecoran dan penempaan tradisional. Kemampuannya untuk menghasilkan komponen berkualitas tinggi dengan cacat minimal dan kompatibilitasnya dengan berbagai paduan menjadikannya pilihan yang menarik untuk manufaktur modern.
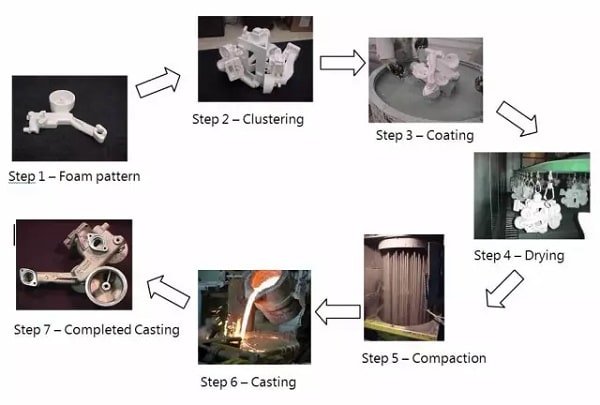
13. Pengecoran Busa yang Hilang
Apa yang dimaksud dengan Pengecoran Busa Hilang?
Pengecoran busa yang hilang, juga dikenal sebagai pengecoran padat, adalah teknik pengecoran modern dan inovatif yang menggunakan model parafin atau busa untuk mereplikasi cetakan yang diinginkan dalam ukuran dan bentuk. Model-model ini dirangkai menjadi satu kelompok untuk membentuk satu unit, yang kemudian digunakan dalam proses pengecoran.
Proses Teknologi
Pra-Berbusa: Prosesnya dimulai dengan pra-pembusaan, di mana manik-manik polistiren yang dapat diperluas (EPS) diperluas untuk membentuk busa.
Cetakan Berbusa: Manik-manik busa yang mengembang dicetak ke dalam bentuk pengecoran yang diinginkan.
Pelapisan Celup: Model busa dilapisi dengan bahan tahan api untuk membuat cangkang.
Pengeringan: Model yang dilapisi dikeringkan untuk memastikan lapisan refraktori solid dan stabil.
Pemodelan: Model yang sudah dikeringkan ditempatkan dalam labu dan dikelilingi oleh pasir kuarsa kering, yang dipadatkan melalui getaran untuk menopang model.
Menuangkan: Logam cair dituangkan ke dalam cetakan, menyebabkan model busa menguap dan logam menggantikannya.
Pasir Jatuh: Setelah logam mengeras, pasir dibuang.
Pembersihan: Pengecoran akhir dibersihkan untuk menghilangkan sisa pasir dan bahan tahan api.
Karakteristik Teknis
Pengecoran Presisi Tinggi: Pengecoran busa yang hilang menghasilkan pengecoran presisi tinggi dengan permukaan akhir yang halus dan detail yang rumit.
Tanpa Inti Pasir: Metode ini meniadakan kebutuhan akan inti pasir, sehingga mengurangi waktu dan kerumitan pemrosesan.
Tidak Ada Permukaan Perpisahan: Tidak adanya permukaan pemisah memungkinkan desain yang lebih fleksibel dan tingkat kebebasan yang lebih tinggi dalam bentuk casting.
Produksi Bersih: Prosesnya ramah lingkungan, menghasilkan polusi minimal.
Hemat Biaya: Mengurangi biaya investasi dan produksi dengan menyederhanakan proses pengecoran dan meminimalkan limbah material.
Aplikasi
Pengecoran busa hilang sangat serbaguna dan dapat digunakan untuk menghasilkan berbagai macam pengecoran presisi dengan struktur yang kompleks dan ukuran yang bervariasi. Sangat cocok untuk berbagai paduan dan ukuran batch produksi. Beberapa aplikasi yang umum meliputi:
Blok Mesin Besi Cor Kelabu: Digunakan dalam industri otomotif untuk membuat komponen mesin.
Siku Baja Mangan Tinggi: Digunakan dalam industri yang membutuhkan suku cadang yang tahan lama dan tahan aus.
Pengecoran busa hilang adalah metode pengecoran yang sangat efisien dan presisi yang menawarkan banyak keuntungan, termasuk fleksibilitas desain yang tinggi, penghematan biaya, dan manfaat lingkungan. Kemampuannya untuk menghasilkan coran yang kompleks dan berkualitas tinggi membuatnya menjadi teknik yang tak ternilai dalam berbagai aplikasi industri.
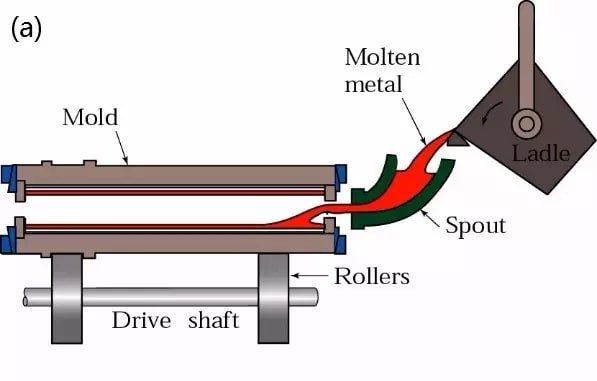
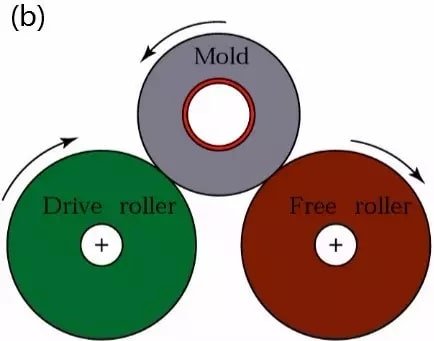
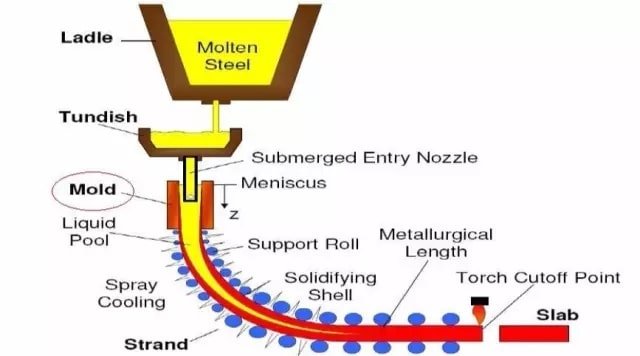
14. Pengecoran Berkelanjutan
Apa yang dimaksud dengan Pengecoran Berkelanjutan?
Pengecoran kontinu adalah proses metalurgi tingkat lanjut di mana logam cair secara terus menerus dituangkan ke dalam cetakan yang dirancang khusus yang disebut crystallizer. Saat logam membeku, logam tersebut terus menerus ditarik keluar dari ujung cetakan yang berlawanan. Metode ini memungkinkan produksi coran dengan panjang yang tidak terbatas atau panjang tertentu, sehingga sangat efisien untuk aplikasi industri.
Proses Teknologi
Proses pengecoran kontinu melibatkan beberapa langkah utama:
Penuangan Logam Cair: Logam cair dituangkan ke dalam alat kristalisasi.
Pemadatan: Saat logam mengalir melalui cetakan, logam mulai mengeras.
Ekstraksi: Logam yang dipadatkan secara terus-menerus diekstraksi dari cetakan.
Pemotongan: Pengecoran kontinu dapat dipotong menjadi panjang yang diinginkan sesuai kebutuhan.
Karakteristik Teknis
Pengecoran kontinu menawarkan beberapa keuntungan teknis:
Pendinginan Cepat: Logam mengalami pendinginan yang cepat, menghasilkan struktur kristal yang lebih padat dan keseragaman.
Sifat Mekanis yang Ditingkatkan: Proses ini meningkatkan sifat mekanis logam tuang.
Efisiensi Material: Menghemat logam dan meningkatkan hasil dengan meminimalkan limbah.
Prosedur yang Disederhanakan: Pengecoran kontinu meniadakan kebutuhan akan pemodelan tradisional dan langkah-langkah lainnya, sehingga mengurangi intensitas tenaga kerja.
Efisiensi Ruang: Proses ini membutuhkan ruang produksi yang jauh lebih sedikit.
Otomatisasi: Pengecoran kontinu mudah diotomatisasi, yang mengarah pada peningkatan efisiensi produksi melalui mekanisasi.
Aplikasi
Pengecoran kontinu bersifat serbaguna dan dapat digunakan untuk mengecor berbagai logam dan paduan, termasuk:
Baja
Besi
Paduan Tembaga
Paduan Aluminium
Paduan Magnesium
Ini sangat cocok untuk memproduksi coran panjang dengan bentuk penampang yang konstan, seperti:
Ingot
Lempengan
Billet Batang
Pipa
Pengecoran kontinu adalah proses yang sangat efisien dan berteknologi maju yang menawarkan banyak manfaat dalam hal sifat material, efisiensi produksi, dan penghematan biaya. Kemampuannya untuk menghasilkan coran yang panjang dan seragam membuatnya sangat diperlukan dalam industri metalurgi modern.
Pengecoran adalah teknik manufaktur yang mendasar dan serbaguna di mana logam padat dilebur, dituangkan ke dalam cetakan, dan dibiarkan mengeras menjadi bentuk tertentu. Proses ini merupakan bagian integral dari manufaktur modern, menawarkan banyak keuntungan dalam hal biaya, waktu, dan efisiensi material.
Langkah-langkah dalam Proses Pengecoran
Persiapan Cetakan Pengecoran:
Jenis-jenis Cetakan: Cetakan pengecoran dapat dibuat dari berbagai bahan, termasuk pasir, logam, keramik, tanah liat, dan grafit. Cetakan ini diklasifikasikan berdasarkan frekuensi penggunaannya ke dalam cetakan sekali pakai, cetakan semi permanen, dan cetakan permanen.
Pentingnya: Kualitas cetakan pengecoran sangat penting karena secara langsung berdampak pada kualitas produk cor akhir.
Peleburan dan Penuangan Logam Pengecoran:
Paduan Pengecoran: Logam tuang yang umum termasuk besi tuang, baja tuang, dan paduan non-besi seperti aluminium, tembaga, dan timbal.
Proses: Logam dilebur untuk memenuhi persyaratan tertentu dan kemudian dituangkan ke dalam cetakan yang sudah disiapkan.
Perawatan dan Pemeriksaan Pengecoran:
Proses Pasca Pengecoran: Ini termasuk menghilangkan benda asing, sariawan, anak tangga, gerinda, dan retakan. Langkah-langkah tambahan mungkin melibatkan perlakuan panas, pembentukan, perlakuan anti karat, dan pemesinan kasar.
Inspeksi: Memastikan pengecoran memenuhi spesifikasi dan standar kualitas yang diinginkan.
Bahan yang Digunakan dalam Pengecoran
Logam: Logam yang umum digunakan termasuk tembaga, besi, aluminium, timah, dan timah hitam.
Bahan Cetakan: Ini bisa berupa pasir, logam, atau keramik, tergantung pada persyaratan spesifik dari proses pengecoran.
Jenis-jenis Cetakan Pengecoran
Cetakan Pengecoran Biasa: Terbuat dari pasir mentah, tanah liat, gelas air, resin, dan bahan pembantu lainnya.
Cetakan Pengecoran Khusus: Termasuk pengecoran investasi, pengecoran busa yang hilang, pengecoran cetakan logam, dan pengecoran cetakan keramik. Jenis pasir mentah dapat bervariasi, termasuk pasir kuarsa, pasir magnesia, pasir zirkonium, pasir kromit, pasir forsterit, pasir kyanit, pasir grafit, dan pasir besi.
Proses Teknologi
Proses pengecoran dapat dirangkum dalam langkah-langkah berikut ini:
Logam Cair: Logam dilebur menjadi bentuk cair.
Mengisi: Logam cair dituangkan ke dalam cetakan.
Penyusutan Pemadatan: Logam mendingin dan mengeras, dan sering kali sedikit menyusut.
Pengecoran: Logam yang dipadatkan dikeluarkan dari cetakan, sehingga menghasilkan produk cor akhir.
Karakteristik Proses Pengecoran
Bentuk Kompleks: Mampu memproduksi komponen dengan bentuk yang rumit dan kompleks, khususnya yang memiliki rongga internal yang rumit.
Kemampuan beradaptasi: Cocok untuk berbagai macam paduan dan ukuran casting.
Efisiensi Material: Memanfaatkan berbagai macam bahan, termasuk kemampuan untuk melebur kembali limbah, yang mengarah ke investasi peralatan yang rendah.
Tantangan: Proses ini dapat menghasilkan tingkat skrap yang tinggi, kualitas permukaan yang rendah, dan kondisi tenaga kerja yang buruk.
Konteks Sejarah
Pengecoran adalah salah satu proses pengerjaan logam tertua, dengan sejarah yang mencakup sekitar 6000 tahun. Sejarah yang panjang ini menggarisbawahi pentingnya dan relevansinya yang abadi dalam bidang manufaktur.
Pengecoran tetap menjadi landasan manufaktur modern karena keserbagunaan, efisiensi, dan kemampuannya untuk menghasilkan bentuk yang kompleks. Memahami seluk-beluk proses pengecoran, mulai dari persiapan cetakan hingga perawatan pasca-pengecoran, sangat penting untuk mengoptimalkan produksi dan memastikan produk cor berkualitas tinggi.
Pertanyaan yang Sering Diajukan
Di bawah ini adalah jawaban atas beberapa pertanyaan yang sering diajukan:
Apa saja jenis utama proses pengecoran?
Jenis utama dari proses pengecoran meliputi Pengecoran Pasir, Pengecoran Investasi (Pengecoran Lilin Hilang), Pengecoran Mati, Pengecoran Sentrifugal (Rotocasting), Pengecoran Kontinu, Pengecoran Gravitasi, Pengecoran Busa Hilang, Pengecoran Plester, Pengecoran Rotasi (Rotocasting), Pengecoran Pemerasan, dan Pengecoran Cetakan Cangkang. Masing-masing metode ini memiliki karakteristik, keunggulan, dan aplikasi yang unik. Sand Casting adalah salah satu metode tertua, cocok untuk bentuk yang kompleks dan bagian yang besar. Investment Casting memungkinkan untuk presisi tinggi dan digunakan dalam industri kedirgantaraan dan otomotif. Die Casting, baik tekanan rendah maupun tinggi, sangat ideal untuk produksi massal geometri kompleks dengan presisi tinggi. Pengecoran Sentrifugal digunakan untuk bagian silinder dan menawarkan kepadatan tinggi dan lebih sedikit cacat. Continuous Casting efisien untuk produksi volume tinggi dari coran yang panjang dan kontinu. Gravity Die Casting menggunakan cetakan logam permanen dan memberikan hasil akhir permukaan dan akurasi dimensi yang lebih baik. Lost Foam Casting menggunakan pola busa, menghasilkan presisi tinggi dan desain yang fleksibel. Pengecoran Plester melibatkan cetakan plester, cocok untuk detail yang rumit. Rotational Casting melibatkan cetakan yang berputar untuk bagian berongga. Squeeze Casting menggabungkan pengecoran dan penempaan untuk kualitas yang stabil dan pemanfaatan logam yang tinggi. Pengecoran Cetakan Cangkang menggunakan cetakan pasir yang dilapisi resin, menawarkan hasil akhir permukaan yang baik dan presisi. Setiap proses dipilih berdasarkan persyaratan spesifik produk dan volume produksi.
Apa saja keuntungan dan kerugian pengecoran pasir?
Pengecoran pasir adalah proses pengecoran yang banyak digunakan dengan beberapa kelebihan dan kekurangan. Di antara kelebihannya, pengecoran pasir menawarkan proses produksi yang sederhana di mana pasir biasa digunakan untuk membuat cetakan, yang mengarah ke waktu produksi yang relatif singkat. Biaya perkakas rendah, terutama untuk produksi dengan volume yang lebih rendah, karena cetakan dapat dibuat dari bahan yang tidak mahal seperti kayu, plastik, atau logam. Metode ini juga menawarkan fleksibilitas material, mengakomodasi hampir semua paduan besi atau non-besi, sehingga cocok untuk beragam industri seperti otomotif dan kedirgantaraan.
Selain itu, pengecoran pasir dapat menghasilkan berbagai ukuran dan berat, dari komponen kecil yang rumit hingga komponen berskala besar, dan memungkinkan geometri yang kompleks. Waktu tunggu umumnya singkat, sehingga ideal untuk proyek yang membutuhkan perputaran cepat. Proses ini juga hemat biaya, terutama untuk produksi atau prototipe bervolume rendah, dan pasir yang digunakan dapat didaur ulang, sehingga ramah lingkungan.
Namun, pengecoran pasir memiliki beberapa kelemahan. Proses ini menghasilkan kekuatan mekanik yang lebih rendah dan porositas yang lebih tinggi karena melibatkan penuangan material cair dengan tangan tanpa tekanan. Akurasi dimensi lebih rendah, dan bagian-bagiannya sering kali memiliki permukaan akhir yang kasar karena tekstur cetakan pasir. Hal ini sering kali membutuhkan proses finishing tambahan seperti pemesinan atau sandblasting. Proses ini padat karya, membutuhkan pekerja terampil, yang dapat menaikkan biaya tenaga kerja.
Selain itu, cetakan perlu dibangun kembali untuk setiap pengecoran, dan sifat pasir yang berpori membutuhkan lapisan pelindung, sehingga menambah kerumitan dan biaya. Pengecoran pasir juga rentan terhadap cacat seperti penyusutan, penutupan dingin, porositas gas, dan inklusi pasir, yang dapat timbul dari desain cetakan yang tidak memadai atau variasi parameter pengecoran. Kerugian ini harus ditimbang dengan keuntungan ketika memilih pengecoran pasir untuk sebuah proyek.
Apa perbedaan investment casting dengan die casting?
Pengecoran investasi, juga dikenal sebagai pengecoran lilin yang hilang, melibatkan pembuatan pola lilin yang dilapisi dengan bahan tahan api untuk membentuk cetakan. Lilin dilelehkan, dan logam cair dituangkan ke dalam rongga, menciptakan bagian akhir setelah cetakan dipecahkan. Proses ini memungkinkan presisi tinggi dan geometri yang rumit, sehingga cocok untuk logam besi dan non-besi serta ideal untuk volume produksi rendah hingga menengah.
Di sisi lain, die casting menggunakan cetakan baja yang dapat digunakan kembali di mana logam cair diinjeksikan di bawah tekanan tinggi. Proses ini lebih cepat dan lebih efisien untuk proses produksi bervolume tinggi, yang sering kali menghasilkan ribuan komponen dengan akurasi dimensi yang baik. Die casting biasanya terbatas pada logam non-besi seperti aluminium, seng, dan magnesium.
Singkatnya, investment casting unggul dalam menciptakan komponen yang rumit dan presisi dengan hasil akhir permukaan yang sangat baik, tetapi lebih memakan waktu dan mahal untuk volume besar. Die casting lebih hemat biaya untuk produksi bervolume tinggi, meskipun mungkin memerlukan pemesinan tambahan untuk mencapai hasil akhir permukaan yang diinginkan dan terbatas pada logam non-besi.
Aplikasi apa yang paling cocok untuk pengecoran sentrifugal?
Pengecoran sentrifugal sangat cocok untuk aplikasi yang membutuhkan produksi komponen simetris silinder atau rotasi dengan ketebalan dinding yang seragam dan kekuatan mekanik yang tinggi. Proses ini banyak digunakan di berbagai industri karena kemampuannya menghasilkan komponen dengan akurasi dimensi yang sangat baik dan sifat mekanik yang unggul.
Dalam pembuatan pipa dan tabung, pengecoran sentrifugal sangat ideal untuk memproduksi barang-barang yang mulus seperti tiang lampu, pipa pembuangan, saluran pasokan air, saluran pipa minyak dan gas, dan tabung ketel. Proses ini memastikan ketebalan dinding yang seragam dan daya tahan yang tinggi, sehingga sempurna untuk aplikasi-aplikasi ini.
Untuk cincin dan roda, pengecoran sentrifugal digunakan untuk membuat komponen berkekuatan tinggi dan berdimensi akurat seperti roda gigi, bantalan, roda gila, drum rem, dan roda kereta api, yang sangat penting dalam sektor industri dan transportasi.
Proses ini juga cocok untuk memproduksi berbagai komponen silinder, termasuk liner, poros, roller, selongsong, dan bushing, yang umumnya digunakan dalam industri otomotif, kedirgantaraan, dan teknik umum.
Di sektor kedirgantaraan dan pertahanan, pengecoran sentrifugal sangat penting untuk memproduksi komponen dengan dimensi yang presisi dan sifat mekanik yang unggul, seperti bantalan untuk roda pendaratan, nosel mesin roket, bantalan menara, dan komponen kapal selam.
Industri minyak dan gas mendapat manfaat dari pengecoran sentrifugal untuk memproduksi komponen yang tahan lama seperti akumulator, komponen katup bola, katup gerbang, pengukur aliran, dan penyaring lumpur yang dapat bertahan di lingkungan yang keras.
Dalam industri kelautan komersial, proses ini digunakan untuk membuat impeler, pelapis poros baling-baling, dan komponen kelautan lainnya yang membutuhkan ketahanan terhadap kondisi korosif dan tekanan tinggi.
Selain itu, pengecoran sentrifugal diterapkan di industri makanan dan farmasi untuk memproduksi komponen yang presisi dan bersih seperti die roll, bushing, dan tabung ekstrusi.
Dalam pembangkit listrik, pengecoran sentrifugal digunakan untuk membuat komponen seperti komponen gerbang gawang, gear blank, dan komponen nuklir, untuk memastikan integritas struktural dan kinerja.
Selain itu, proses ini digunakan dalam pengecoran perhiasan dan gigi untuk menciptakan desain yang rumit dengan limbah material yang minimal dan tanpa perlu pasca-pemrosesan.
Secara keseluruhan, pengecoran sentrifugal sangat cocok untuk aplikasi yang menuntut ketebalan dinding yang seragam, kekuatan mekanik yang tinggi, bentuk silinder, limbah material yang minimal, presisi tinggi, dan ketahanan terhadap kondisi yang keras.
Bahan apa yang dapat digunakan dalam pengecoran kontinu?
Pengecoran kontinu adalah proses serbaguna yang dapat diterapkan pada berbagai logam dan paduan logam. Bahan yang biasa digunakan dalam pengecoran kontinu meliputi:
Baja: Ini adalah salah satu bahan yang paling umum untuk pengecoran kontinu, khususnya untuk memproduksi billet baja dalam volume tinggi. Proses ini diperkenalkan pada tahun 1950-an sebagai alternatif yang lebih efisien untuk cetakan ingot.
Paduan Tembaga: Berbagai paduan berbasis tembaga, seperti perunggu (tembaga-timah), perunggu timbal (tembaga-timah-timbal), perunggu merah (tembaga-timah-seng), perunggu silikon (tembaga-seng-silikon), dan perunggu aluminium (tembaga-aluminium), sering kali diproduksi melalui pengecoran kontinu. Paduan ini digunakan di berbagai sektor seperti sistem air minum dan teknik mesin.
Aluminium: Meskipun kurang umum dibandingkan dengan paduan baja dan tembaga, aluminium juga dapat diproses menggunakan pengecoran kontinu untuk menghasilkan produk aluminium berkualitas tinggi.
Besi Cor: Jenis besi tuang tertentu cocok untuk pengecoran kontinu, menawarkan manfaat seperti keseragaman dan kualitas yang konsisten.
Memimpin: Proses ini digunakan untuk memproduksi kisi-kisi timah untuk baterai, termasuk untuk aplikasi otomotif, sepeda motor, dan industri, memastikan limbah minimal dan hasil berkualitas tinggi dengan struktur butiran yang dioptimalkan.
Paduan Khusus: Pengecoran kontinu dapat diterapkan pada paduan khusus, khususnya paduan tembaga bebas timbal, jika volume produksi sesuai dengan biaya penyiapan.
Secara keseluruhan, proses pengecoran kontinu sangat mudah beradaptasi, memungkinkan produksi berbagai bentuk logam seperti tabung, batang padat, profil persegi panjang, heksagonal, dan persegi, serta bentuk khusus seperti roda gigi dengan gigi dan geometri asimetris rotasi. Kemampuan beradaptasi ini menjadikan continuous casting sebagai metode yang dapat diandalkan untuk menghasilkan produk logam setengah jadi berkualitas tinggi dengan struktur yang konsisten dan homogen.
Bagaimana perbandingan gravity die casting dibandingkan dengan metode pengecoran lainnya?
Gravity die casting adalah proses pengecoran di mana logam cair dituangkan ke dalam cetakan permanen di bawah pengaruh gravitasi. Metode ini berbeda dengan proses pengecoran lainnya dalam beberapa hal penting:
Proses dan Mekanisme Pengisian: Tidak seperti die casting bertekanan, yang menggunakan tekanan tinggi untuk menyuntikkan logam ke dalam cetakan, die casting gravitasi mengandalkan gravitasi untuk mengisi cetakan. Metode yang lebih sederhana ini mengurangi risiko terjebaknya udara dan memungkinkan penggunaan inti pasir untuk membuat rongga internal, yang tidak mungkin dilakukan dengan pressure die casting.
Kecepatan dan Volume Produksi: Gravity die casting biasanya memiliki waktu siklus yang lebih lama dan kurang cocok untuk proses produksi bervolume tinggi dibandingkan dengan pressure die casting. Proses ini menghasilkan sekitar 30-50 komponen per jam, sehingga ideal untuk volume produksi yang lebih kecil hingga menengah. Sebaliknya, pressure die casting, yang sangat otomatis, dapat menghasilkan lebih dari 200 komponen per jam. Pengecoran pasir, metode lain, umumnya lebih lambat dan digunakan untuk komponen yang lebih besar dan tidak terlalu rumit atau volume produksi yang rendah.
Kualitas dan Kompleksitas Coran: Gravity die casting menyediakan komponen dengan permukaan akhir yang baik dan akurasi dimensi yang moderat. Namun, ini tidak mencapai tingkat presisi dan kompleksitas yang sama dengan die casting bertekanan, yang mampu menghasilkan komponen dengan dinding yang lebih tipis dan desain yang lebih rumit. Pengecoran pasir, di sisi lain, menghasilkan komponen dengan hasil akhir yang lebih kasar dan variasi dimensi yang lebih besar.
Biaya dan Bahan Perkakas: Cetakan yang digunakan dalam gravity die casting lebih sederhana dan lebih murah untuk diproduksi daripada cetakan baja yang dikeraskan yang diperlukan untuk die casting bertekanan. Hal ini membuat gravity die casting lebih mudah diakses untuk proyek-proyek yang lebih kecil. Pengecoran pasir menggunakan cetakan pasir berbiaya rendah tetapi menawarkan akurasi dan efisiensi yang lebih rendah.
Aplikasi dan Pertimbangan Ekonomi: Gravity die casting cocok untuk memproduksi komponen berukuran kecil hingga sedang dengan kompleksitas sederhana hingga sedang, sehingga hemat biaya untuk proses produksi mulai dari 250 hingga 50.000 unit per tahun. Ini sangat ideal untuk aplikasi yang berfokus pada kekuatan, kesederhanaan, dan volume produksi yang lebih rendah. Pressure die casting, dengan biaya di muka yang lebih tinggi tetapi biaya per bagian yang lebih rendah karena produktivitas yang tinggi, lebih baik untuk produksi komponen kompleks bervolume tinggi. Pengecoran pasir sering digunakan untuk komponen yang lebih besar dan tidak kompleks atau volume produksi yang rendah karena biayanya yang lebih rendah tetapi presisi yang kurang diinginkan.
Singkatnya, gravity die casting menawarkan pendekatan yang seimbang untuk volume produksi kecil hingga menengah dengan hasil akhir permukaan yang baik dan akurasi yang moderat, menjadikannya pilihan yang hemat biaya untuk aplikasi tertentu. Ini berada di antara presisi tinggi dan volume die casting bertekanan dan pengecoran pasir dengan biaya lebih rendah tetapi kurang akurat.
Bagaimana Saya Dapat Melakukan Pengecoran di Rumah?
Pengecoran komponen di rumah bisa menjadi cara yang bermanfaat dan praktis untuk membuat komponen khusus. Berikut ini adalah panduan terperinci untuk membantu Anda memulai:
Peralatan dan Bahan yang Dibutuhkan
Tungku Peleburan
Tungku Listrik: Untuk produksi skala kecil, tungku listrik berkapasitas kecil sangat ideal. Tungku ini efisien dan memberikan kontrol suhu yang tepat, sehingga cocok untuk besi dan aluminium.
Tungku Minyak Tanah: Cocok untuk melebur aluminium, tungku minyak tanah adalah alternatif jika tungku listrik tidak tersedia.
Catatan: Besi dan aluminium tidak boleh dilebur dalam tungku yang sama karena sulitnya mengontrol sifat material. Jika kontrol material yang tepat tidak terlalu penting untuk proyek Anda, hal ini mungkin tidak menjadi masalah yang signifikan.
Cetakan
Cetakan Khusus: Tergantung pada bagian yang ingin Anda cetak, Anda memerlukan cetakan khusus. Cetakan ini dapat dibuat dari berbagai bahan, termasuk pasir, logam, atau silikon, tergantung pada kerumitan dan presisi yang diperlukan.
Pasir: Untuk pengecoran pasir, Anda memerlukan pasir pengecoran berkualitas tinggi. Pasir ini harus dicampur dengan bahan pengikat untuk menahan bentuknya selama proses pengecoran.
Pengaduk Pasir: Meskipun tidak penting, pengaduk pasir dapat secara signifikan meningkatkan konsistensi dan kualitas campuran pasir. Pencampuran secara manual dapat dilakukan tetapi mungkin kurang efisien.
Alat Pemodelan
Pola: Buat pola bagian yang ingin Anda cetak. Pola ini digunakan untuk membentuk rongga dalam cetakan pasir.
Labu: Wadah yang digunakan untuk menampung cetakan pasir. Biasanya terdiri atas dua bagian: penahan (atas) dan penarik (bawah).
Menuangkan dan Menuang
Wadah: Wadah yang terbuat dari bahan tahan panas yang digunakan untuk melelehkan dan menuangkan logam.
Penjepit: Untuk menangani wadah panas dengan aman.
Alat Pelindung Diri: Keselamatan adalah yang terpenting. Kenakan sarung tangan tahan panas, celemek, dan pelindung wajah untuk melindungi dari percikan dan luka bakar.
Alat Pasca Pengecoran
Alat Pembersih: Untuk melepaskan penambah tuang dan menghaluskan gerinda pada pengecoran. Kikir, gerinda, dan pahat biasanya digunakan.
Rol Peledakan Tembakan: Menyempurnakan permukaan akhir pengecoran dengan membuang pasir yang tersisa dan menghaluskan permukaannya.
Proses Langkah-demi-Langkah
Siapkan Cetakan:
Buat pola bagian yang ingin Anda cor.
Tempatkan pola di dalam labu dan kemas pasir di sekelilingnya, pastikan pola tersebut padat.
Hapus pola, sisakan rongga pada bentuk bagian tersebut.
Melelehkan Logam:
Tempatkan logam (besi atau aluminium) di dalam wadah dan panaskan di dalam tungku sampai mencapai titik leleh.
Gunakan penjepit untuk memegang wadah dan tuangkan logam cair ke dalam rongga cetakan.
Biarkan dingin:
Biarkan logam mendingin dan mengeras di dalam cetakan. Waktu pendinginan akan tergantung pada ukuran dan kerumitan pengecoran.
Lepaskan Pengecoran:
Pecahkan cetakan pasir untuk memperlihatkan hasil cetakan.
Gunakan alat pembersih untuk membersihkan riser penuangan dan material yang berlebih.
Penyelesaian:
Ratakan semua gerinda atau tepi yang kasar dengan menggunakan kikir atau gerinda.
Secara opsional, gunakan shot blasting roller untuk meningkatkan hasil akhir permukaan.
Pertimbangan Keamanan
Selalu bekerja di area yang berventilasi baik untuk menghindari menghirup asap.
Simpanlah alat pemadam kebakaran di dekat Anda untuk berjaga-jaga dalam keadaan darurat.
Kenakan alat pelindung yang sesuai untuk mencegah luka bakar dan cedera.
Dengan mengikuti langkah-langkah ini dan menggunakan peralatan yang tepat, Anda bisa berhasil melakukan pengecoran di rumah. Ingat, latihan dan kesabaran adalah kunci untuk menguasai seni casting.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Mencari produsen pompa vakum terbaik? Artikel ini menyoroti merek-merek terkemuka di industri ini untuk tahun 2024, seperti NASH, Edwards, Leybold, dan Atlas Copco. Setiap perusahaan terkenal dengan...
Saat ini, teknologi pencetakan 3D banyak digunakan dalam manufaktur otomotif, kedirgantaraan dan pertahanan, barang konsumsi, perangkat listrik dan elektronik, aplikasi biomedis, perhiasan budaya dan kreatif, teknik konstruksi, dan pendidikan, di antara ...
Bayangkan mengubah serbuk logam mentah menjadi komponen yang kompleks dan berkinerja tinggi tanpa memerlukan proses peleburan tradisional. Inilah metalurgi serbuk-teknik manufaktur serbaguna yang menggabungkan serbuk untuk membuat bahan dengan...
Mengapa beberapa coran gagal sementara yang lain unggul? Jawabannya terletak pada sifat-sifat pengecoran paduan. Artikel ini mengeksplorasi bagaimana faktor-faktor seperti fluiditas, penyusutan, oksidabilitas, dan dampak penyerapan gas...