Mengoreksi Sambungan Las Fillet: Panduan Langkah-demi-Langkah
Pernahkah Anda bertanya-tanya bagaimana cara memastikan pengelasan fillet yang sempurna setiap saat? Panduan ini membahas hal-hal penting untuk mencapai sambungan las fillet berkualitas tinggi. Anda akan belajar tentang memilih bahan yang tepat, pembersihan yang tepat, perakitan yang benar, dan teknik pengelasan yang penting. Di akhir artikel, Anda akan mendapatkan tips praktis untuk meningkatkan keterampilan pengelasan Anda dan menghasilkan pengelasan tanpa cacat yang memenuhi standar yang ketat. Selami dan temukan rahasia untuk menguasai pengelasan fillet.
Las fillet adalah teknik pengelasan yang paling umum digunakan untuk menyambung struktur baja selama proses pengelasan. Akibatnya, tukang las sering menjumpai berbagai jenis las fillet, masing-masing dengan standar yang berbeda.
Jadi, bagaimana kita dapat memastikan bahwa kita mengelas las fillet dengan benar dan menghasilkan las fillet berkualitas tinggi yang memenuhi persyaratan yang diperlukan? Hari ini, saya ingin memberikan pengantar singkat tentang topik ini.
1. Pemilihan logam dasar
Mari kita ambil panel uji ukuran 200 yang terbuat dari Q355 sebagai contoh untuk pengenalan singkat.
2. Pemilihan bahan pengelasan
Bahan pengelasan: E5015 (J507) batang las harus digunakan, suhu pengeringan harus 350 ℃, pelestarian panas harus 1 jam, dan kawat las harus sesuai dengan standar nasional ER50-6 (standar Amerika ER70S-6).
3. Membersihkan sebelum pengelasan
Untuk pengelasan fillet, sangat penting untuk membersihkan kedua sisi pengelasan dalam kisaran 15-20mm. Permukaan pelat harus bebas dari lapisan oksida, karat, minyak, atau air, yang dapat dihilangkan dengan menggunakan roda gerinda atau melalui perlakuan kimia.
4. Memperbaiki titik perakitan
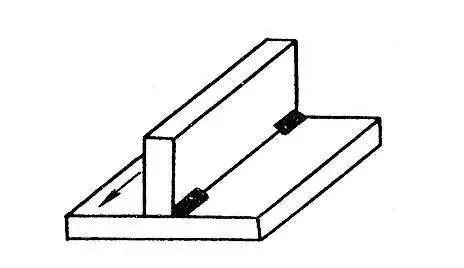
Idealnya, celah las untuk pengelasan fillet harus dijaga seminimal mungkin. Pengikatan titik biasanya dilakukan di bagian belakang pelat, dengan panjang pengikatan titik sekitar 10mm. Biasanya, dua atau tiga titik sudah cukup untuk pemasangan, seperti yang diilustrasikan dalam diagram di bawah ini:
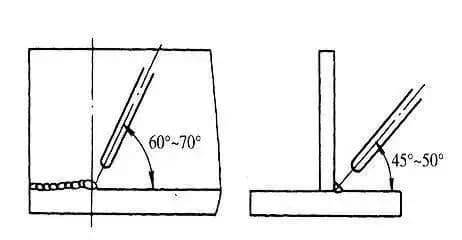
1.1 Sudut elektroda dan metode penanganan elektroda
Sudut elektroda untuk pengelasan fillet datar akar diilustrasikan dalam gambar. Untuk memastikan pengelasan yang benar, tekan busur di sisi kiri pelat uji dan lakukan pengelasan busur.
Gunakan elektroda lurus untuk mengelas ke kanan dan sejajarkan busur dengan sudut atas akar. Tekan busur untuk memastikan bahwa sudut atas dan kedua pelat samping menyatu.
Saat melakukan pengelasan backing, gunakan metode pemindahan elektroda garis lurus untuk mengayun. Pengelasan cepat tanpa mengayun juga dapat mencapai penetrasi yang diperlukan.
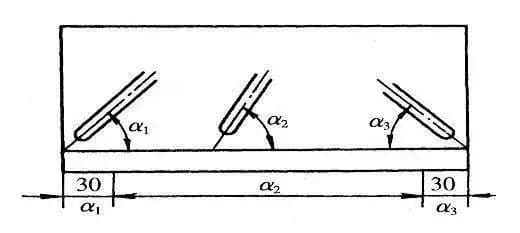
Selama awal dan akhir operasi pengelasan, biasanya terjadi hembusan bias magnetik, yang dapat berdampak negatif pada kualitas pengelasan. Untuk mengurangi hal ini, perlu untuk menyesuaikan sudut batang las secara tepat.
Biasanya, mengarahkan busur ke arah kolam cair dapat membantu mengontrol hembusan bias magnetik dan memastikan las berkualitas.
Seperti ditunjukkan dalam gambar.
1.2 Sambungan manik las
Busur harus dimulai 10mm di depan kawah pada sambungan. Saat busur memanjang bergerak cepat ke arah kawah, isi kawah di sepanjang bentuknya, lalu lanjutkan dengan pengelasan normal.
Pengelasan penutup
Sebelum pengelasan, penting untuk menghilangkan terak las dan percikan dari root pass untuk mencegah cacat inklusi terak.
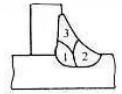
Penutup harus dilas dua kali, dimulai dengan manik las bawah diikuti dengan manik las atas.
Saat mengelas manik las bawah, busur harus sejajar dengan tepi bawah manik las akar, dan elektroda harus digerakkan dalam garis lurus dengan sudut elektroda lebih besar dari 45°.
Saat mengelas manik las atas, busur harus sejajar dengan tepi atas manik las akar. Elektroda dapat berayun ke samping saat bergerak dalam garis lurus, dengan sudut elektroda kurang dari 45°, seperti yang ditunjukkan pada gambar di bawah ini:
Diagram skematik setiap lapisan perkerasan jalan
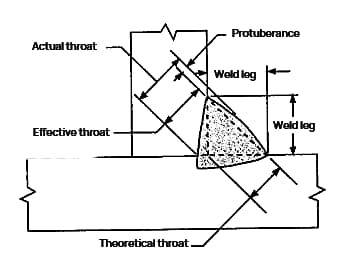
Representasi ukuran fillet
Pengelasan fillet proyeksi
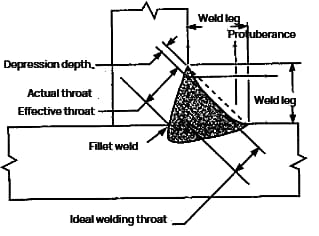
Pengelasan fillet tersembunyi
Tenggorokan teoritis: jarak vertikal dari akar sambungan ke kemiringan pada segitiga siku-siku terbesar yang digambar pada profil las fillet.
Tenggorokan yang efektif: jarak minimum dari permukaan las fillet ke akar las dikurangi bagian yang ditinggikan.
Tenggorokan yang sebenarnya: jarak terpendek antara permukaan las fillet dan akar las.
Untuk pengelasan fillet cekung, karena tidak ada bagian cembung, maka tenggorokan efektif sama dengan tenggorokan yang sebenarnya.
Ukuran kaki: jarak dari akar sambungan ke ujung las fillet.
Mengelas ujung kaki: titik perpotongan antara permukaan las dan logam dasar.
Saat menentukan ukuran las fillet, penting untuk menentukan apakah las tersebut cembung atau cekung.
Cembung pengelasan fillet memiliki permukaan las yang sedikit menonjol, yang terkait dengan ketinggian tonjolan.
Ketinggian tonjolan las fillet setara dengan ketinggian tulangan las alur.
Jika terdapat penyok pada lasan, itu berarti permukaan lasan tidak rata.
Untuk bentuk cembung dan cekung, ukuran las dari las fillet dengan tinggi kaki yang sama dinyatakan sebagai "tepi lurus segitiga siku-siku sama kaki terbesar yang diperoleh pada profil las fillet (dua kaki sama panjang)."
Hasilnya, kaki las dari las fillet cembung sama dengan ukuran las, sedangkan ukuran kaki las dari las fillet cekung sedikit lebih kecil dari panjang kaki lasnya.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Mencapai pengelasan yang sempurna membutuhkan lebih dari sekadar keterampilan; ini bergantung pada penguasaan interaksi antara tegangan dan arus. Kedua parameter ini adalah sumber kehidupan pengelasan, yang menentukan segalanya mulai dari...
Pernahkah Anda bertanya-tanya mengapa struktur yang dilas terkadang gagal meskipun terlihat kuat? Artikel ini menyelami tantangan tersembunyi dalam pengelasan, mengeksplorasi bagaimana pemanasan dan pendinginan yang tidak merata dapat menyebabkan...
Pernahkah Anda bertanya-tanya bagaimana tukang las mencapai sambungan yang sempurna dalam posisi yang menantang? Pengelasan 6GR adalah teknik khusus untuk mengelas pipa dengan cincin penghalang pada sudut 45°, yang sangat penting untuk memastikan...
Artikel ini mengeksplorasi dunia pengelasan yang menarik, dari pengelasan busur manual hingga teknik canggih berpelindung gas. Anda akan menemukan metode, manfaat, dan aplikasi berbagai proses pengelasan. Bersiaplah untuk...


 a = 7mm
a = 7mm