Struktur las, meskipun banyak digunakan dalam industri, sering kali menghadirkan tantangan yang melekat terutama terkait dengan sambungan las. Tantangan-tantangan ini dapat dikategorikan ke dalam beberapa area utama:
1. Tegangan Sisa dan Distorsi:
Proses pengelasan menginduksi pemanasan lokal yang intens diikuti dengan pendinginan yang cepat, menghasilkan ekspansi dan kontraksi termal yang tidak seragam. Siklus termal ini menyebabkan tegangan sisa dan distorsi pada struktur yang dilas. Masalah-masalah ini tidak hanya mengganggu akurasi dimensi dan kualitas estetika, tetapi juga mempersulit operasi pasca-pengelasan. Pada kasus yang parah, integritas struktural keseluruhan dan kapasitas penahan beban dapat terganggu secara signifikan.
2. Perubahan Mikrostruktural:
Sambungan las mengalami tiga fase yang berbeda selama pembentukan: peleburan, pemadatan, dan pengembangan zona yang terpengaruh panas (HAZ). Setiap fase mengubah struktur mikro material, yang berpotensi memodifikasi sifat mekanik, ketahanan korosi, dan perilaku fatiknya. HAZ, khususnya, dapat menunjukkan karakteristik yang sangat berbeda dari logam dasar dan logam las.
3. Perubahan Properti Material:
Pengelasan dapat mengubah sifat bahan dasar secara signifikan. Perubahan ini dapat mencakup modifikasi kekuatan, keuletan, ketangguhan, dan kekerasan. Pada beberapa paduan, pengerasan presipitasi atau pertumbuhan butir dapat terjadi, sementara pada paduan lainnya, pelunakan karena penuaan yang berlebihan dapat diamati. Memahami dan mengurangi perubahan metalurgi ini sangat penting untuk mempertahankan sifat material yang diinginkan dalam struktur yang dilas.
4. Konsentrasi Stres dan Mode Kegagalan:
Tegangan pengelasan, khususnya tegangan sisa, bertindak sebagai kontributor signifikan terhadap berbagai mekanisme kegagalan:
- Patah Rapuh: Terutama pada baja berkekuatan tinggi atau dalam kondisi suhu rendah
- Fraktur Kelelahan: Inisiasi dan perambatan retak yang dipercepat di bawah pembebanan siklik
- Retak Korosi Tegangan: Peningkatan kerentanan di lingkungan yang korosif
- Tekuk dan Ketidakstabilan: Khususnya pada struktur berdinding tipis atau komponen yang berada di bawah tekanan
5. Ketidakakuratan Dimensi:
Distorsi pengelasan bermanifestasi sebagai perubahan bentuk dan dimensi struktur yang dilas. Hal ini dapat menyebabkan:
- Ketidaksejajaran komponen perkawinan
- Kesulitan dalam perakitan dan pemasangan
- Berkurangnya efisiensi struktural karena eksentrisitas yang diinduksi
- Ketidaksesuaian dengan toleransi yang ditentukan dan persyaratan desain
Distorsi ini dapat secara signifikan berdampak pada kualitas produksi, kinerja fungsional, dan masa pakai struktur yang dilas. Strategi mitigasi seperti desain sambungan yang tepat, input panas yang terkendali, pengurutan pengelasan, dan perawatan pasca-pengelasan sering kali diperlukan untuk meminimalkan efek buruk ini.
Pembangkitan tegangan dan distorsi pengelasan
1. 1. Pengetahuan dasar tentang tegangan dan distorsi pengelasan
1. Distorsi
Distorsi dalam pengelasan mengacu pada perubahan yang tidak diinginkan dalam bentuk dan dimensi benda kerja, yang diakibatkan oleh siklus pemanasan dan pendinginan yang tidak seragam yang melekat pada proses pengelasan. Fenomena ini terjadi karena ekspansi dan kontraksi termal lokal dari material, serta transformasi fasa di zona yang terpengaruh panas (HAZ).
2. Stres
Tegangan didefinisikan sebagai gaya internal per satuan luas yang bekerja di dalam material sebagai respons terhadap beban eksternal atau faktor lain seperti gradien termal. Dalam pengelasan, stres bermanifestasi sebagai:
- Tekanan termal: Disebabkan oleh perbedaan suhu selama pemanasan dan pendinginan
- Tegangan sisa: Bertahan di dalam material setelah semua beban eksternal dihilangkan
- Tekanan mekanis: Disebabkan oleh kekuatan atau kendala eksternal selama proses pengelasan
3. Tegangan pengelasan dan distorsi pengelasan
Tegangan pengelasan mengacu pada sistem kompleks tekanan internal yang berkembang di dalam lasan selama dan setelah proses pengelasan. Tekanan ini muncul dari:
- Siklus pemanasan dan pendinginan yang tidak seragam
- Transformasi fase material
- Batasan ekspansi dan kontraksi termal
Distorsi pengelasan adalah perubahan terukur pada geometri dan dimensi pengelasan yang disebabkan oleh efek kumulatif dari tekanan pengelasan. Jenis distorsi pengelasan yang umum meliputi:
- Penyusutan longitudinal
- Penyusutan melintang
- Distorsi sudut
- Membungkuk atau menunduk
Memahami keterkaitan antara tegangan pengelasan dan distorsi sangat penting untuk menerapkan strategi mitigasi yang efektif dalam desain dan proses fabrikasi pengelasan.
2. Penyebab tegangan dan distorsi pengelasan
1. Pemanasan las yang tidak merata
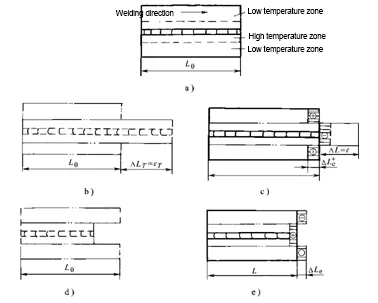
(1) Stres dan distorsi yang disebabkan oleh pemanasan sentral pada strip panjang (mirip dengan permukaan)
Tegangan dan distorsi pusat strip baja selama pemanasan dan pendinginan
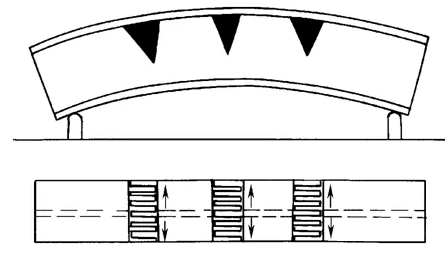
(2) Tegangan dan distorsi yang disebabkan oleh pemanasan pada satu sisi strip panjang (setara dengan permukaan tepi pelat)
Stres dan distorsi selama pemanasan dan pendinginan di satu sisi pelat baja tepi
2. Penyusutan logam yang dilas
3. Perubahan struktur logam
4. Kekakuan dan pengekangan pengelasan
Distorsi pengelasan
1. Jenis-jenis distorsi pengelasan dan faktor-faktor yang mempengaruhinya
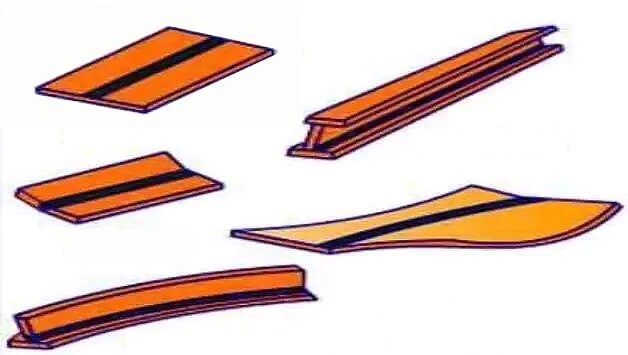
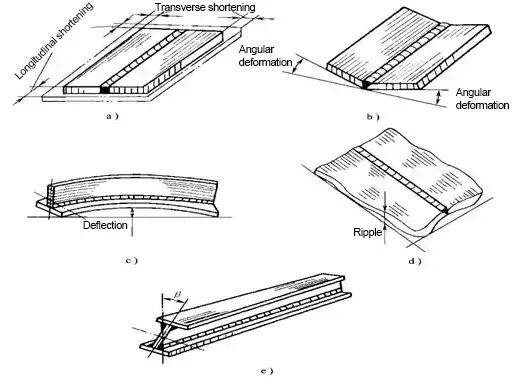
Distorsi pengelasan dapat dibagi menjadi lima bentuk dasar: distorsi penyusutan, distorsi sudut, distorsi pembengkokan, distorsi gelombang, dan distorsi deformasi.
Bentuk dasar distorsi pengelasan
1). Penyusutan distorsi
Fenomena bahwa ukuran lasan lebih pendek daripada ukuran sebelum pengelasan disebut distorsi penyusutan.
Distorsi penyusutan memanjang dan melintang
(1) Distorsi penyusutan longitudinal
(2) Distorsi penyusutan melintang
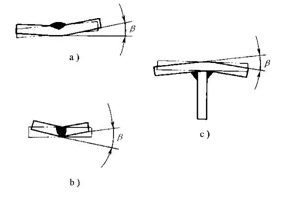
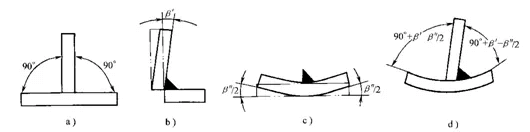
2). Sudut distorsi
Akar penyebab distorsi sudut adalah distribusi penyusutan melintang yang tidak merata di sepanjang ketebalan pelat.
Distorsi sudut dari beberapa sambungan
Distorsi sudut pada T-joint
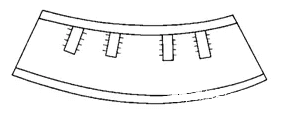
3). Membungkuk distorsi
Distorsi tekukan disebabkan oleh ketidaksamaan atau asimetri antara garis tengah lasan dan sumbu netral bagian struktural, serta distribusi penyusutan lasan yang tidak merata di sepanjang lebar lasan.
(1) Distorsi tekukan yang disebabkan oleh penyusutan longitudinal
Distorsi tekukan yang disebabkan oleh penyusutan longitudinal las
(2) Distorsi tekukan yang disebabkan oleh penyusutan melintang
Distorsi pembengkokan yang disebabkan oleh penyusutan melintang pada lasan
4). Distorsi gelombang
Distorsi gelombang sering terjadi pada proses pengelasan pelat tipis dengan ketebalan kurang dari 6mm, yang juga disebut distorsi ketidakstabilan.
Distorsi gelombang yang disebabkan oleh distorsi fillet las
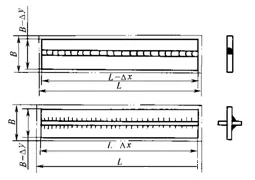
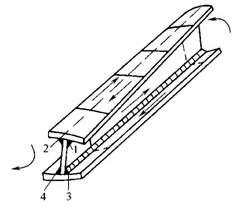
5). Distorsi
Penyebab utama distorsi adalah distribusi distorsi fillet las yang tidak merata di sepanjang panjang las.
Distorsi I-beam
2. Langkah-langkah untuk mengontrol distorsi pengelasan
1). Langkah-langkah desain
(1) Pilih bentuk dan ukuran las yang wajar
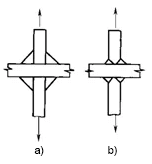
1) Pilih ukuran las terkecil.
Sambungan silang dengan daya dukung yang sama
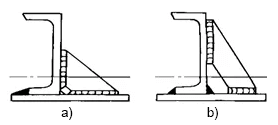
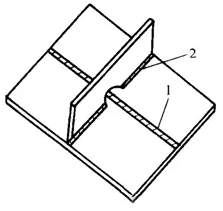
2) Pilih bentuk alur yang wajar.
Alur sambungan T
(2) Kurangi jumlah pengelasan
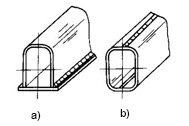
Profil dan bagian stamping adalah pilihan yang lebih disukai jika memungkinkan. Untuk struktur dengan las yang banyak dan padat, struktur sambungan las cor dapat digunakan untuk mengurangi jumlah las. Selain itu, menambah ketebalan pelat dinding untuk mengurangi jumlah rusuk, atau menggunakan struktur berprofil sebagai pengganti struktur rusuk, dapat membantu mencegah distorsi pada struktur pelat tipis.
(3) Pengaturan posisi pengelasan yang wajar
Balok, kolom, dan komponen las lainnya sering kali mengalami distorsi lentur karena konfigurasi las yang eksentrik.
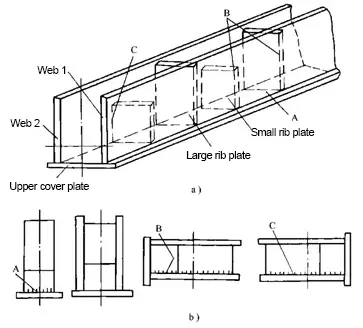
Susunan las dari struktur kotak
Mengatur posisi pengelasan secara wajar untuk mencegah distorsi
2). Langkah-langkah proses
(1) Metode penyisihan
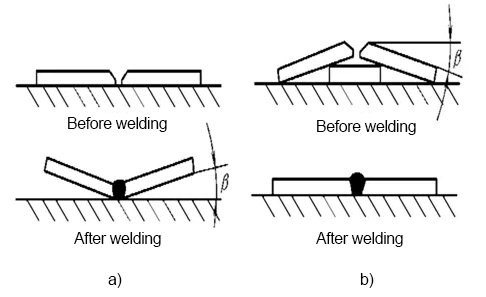
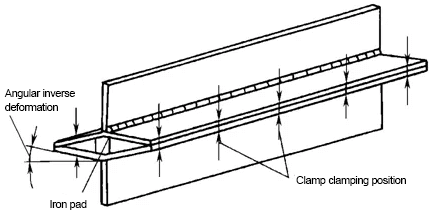
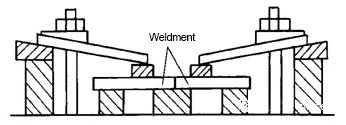
(2) Metode distorsi terbalik
Metode distorsi terbalik untuk pelat datar pengelasan pantat
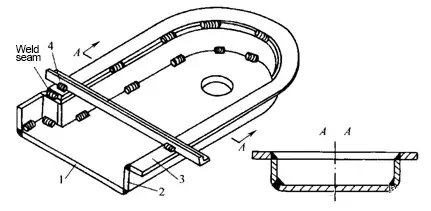
(3) Metode fiksasi kaku
1) Perbaiki pengelasan pada platform yang kaku.
Fiksasi kaku selama penyambungan pelat tipis
2) Pengelasan digabungkan menjadi struktur yang lebih kaku atau simetris.
Fiksasi kaku dan anti-distorsi T-beam
3) Perlengkapan pengelasan digunakan untuk meningkatkan kekakuan dan pengekangan struktur.
Fiksasi yang kaku selama penyambungan pantat
4) Gunakan penyangga sementara untuk meningkatkan kekangan struktur.
Dukungan sementara selama pengelasan pelindung
(4) Pilih urutan perakitan dan pengelasan yang wajar.
Urutan pengelasan perakitan memiliki pengaruh besar pada distorsi struktur yang dilas.
(1) Jika kondisinya memungkinkan, struktur las yang besar dan rumit harus dibagi menjadi beberapa bagian dengan struktur sederhana, dilas secara terpisah, dan kemudian dirakit secara keseluruhan.
(2) Pengelasan saat mengelas harus sedapat mungkin mendekati sumbu netral bagian struktural.
Perakitan dan pengelasan balok utama
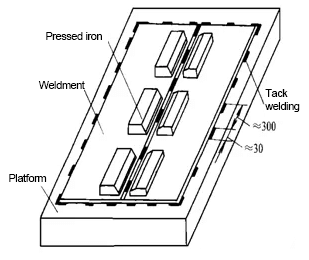
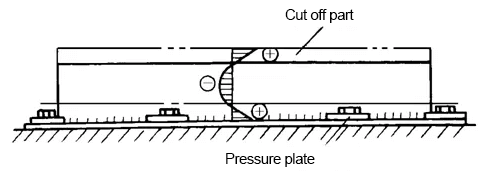
3) Untuk struktur dengan susunan las asimetris, sisi dengan sedikit las harus dilas terlebih dahulu selama pengelasan perakitan.
Urutan pengelasan cetakan bagian atas pers
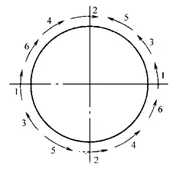
4) Struktur dengan susunan las yang simetris harus dilas secara simetris oleh tukang las yang rata.
Urutan pengelasan las pantat silinder
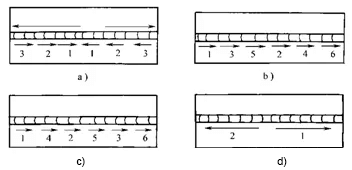
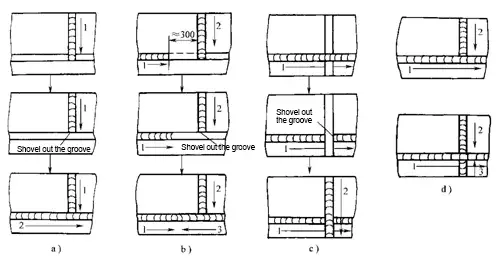
5) Saat mengelas lasan panjang (lebih dari 1m), arah dan urutan yang ditunjukkan pada gambar di bawah ini dapat digunakan untuk mengurangi distorsi penyusutan setelah pengelasan.
(5) Pilih secara wajar metode pengelasan dan parameter proses pengelasan
Pengelasan struktur bagian asimetris
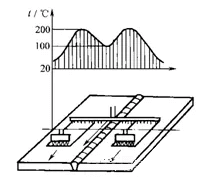
(6) Metode keseimbangan panas
Gunakan metode keseimbangan panas untuk mencegah distorsi pengelasan
(7) Metode pembuangan panas
3. Metode untuk mengoreksi distorsi pengelasan
1). Koreksi manual
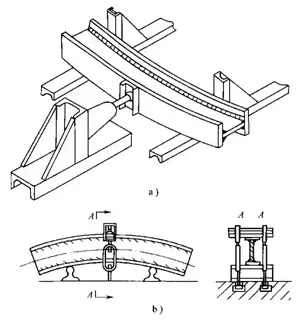
2). Metode koreksi mekanis
Koreksi distorsi lentur balok dengan metode koreksi mekanis
3). Metode koreksi pemanasan api
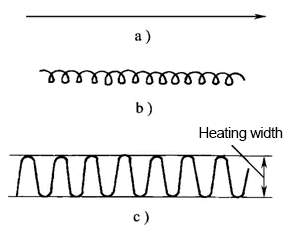
Cara pemanasan nyala api termasuk pemanasan titik, pemanasan linier dan pemanasan segitiga.
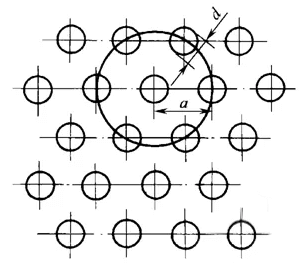
(1) Pemanasan titik
(2) Pemanasan linier
(3) Pemanasan segitiga
Koreksi nyala api untuk distorsi pembengkokan balok-I
Koreksi distorsi pengelasan dengan pemanasan nyala api bergantung pada tiga faktor berikut ini:
(1) Mode pemanasan
(2) Posisi pemanasan
(3) Suhu pemanasan dan area zona pemanasan
Tegangan sisa pengelasan
1. Klasifikasi tegangan sisa pengelasan
1). Menurut penyebab stres
(1) Tekanan termal
Tegangan termal muncul dari distribusi suhu yang tidak seragam selama proses pengelasan. Saat logam las dan material dasar di sekitarnya memanas dan mendingin dengan kecepatan yang berbeda, ekspansi dan kontraksi lokal terjadi, yang mengarah pada pengembangan tegangan.
(2) Tegangan transformasi
Tegangan transformasi, juga dikenal sebagai tegangan transformasi fasa, dihasilkan dari perubahan volume yang terkait dengan perubahan mikrostruktural pada material selama siklus pemanasan dan pendinginan. Hal ini sangat signifikan pada baja yang mengalami transformasi martensitik atau bainitik.
(3) Tegangan regangan plastik
Tegangan regangan plastis berkembang ketika material mengalami luluh lokal karena gradien termal dan kendala selama pengelasan. Deformasi plastis yang tidak seragam ini berkontribusi pada kondisi tegangan sisa setelah pendinginan.
2). Menurut waktu keberadaan stres
(1) Tegangan transien pengelasan
Tegangan transien pengelasan, juga disebut sebagai tegangan sesaat, terjadi selama proses pengelasan itu sendiri. Ini adalah kondisi tegangan dinamis yang berkembang dengan cepat saat sumber panas bergerak di sepanjang jalur pengelasan, menyebabkan perubahan terus menerus dalam distribusi suhu dan sifat material.
(2) Tegangan sisa pengelasan
Tegangan sisa pengelasan adalah tegangan statis yang tersisa dalam struktur yang dilas setelah benar-benar dingin hingga mencapai suhu sekitar dan semua beban eksternal telah dilepas. Tegangan ini dapat secara signifikan memengaruhi perilaku mekanis dan masa pakai komponen yang dilas.
2. Distribusi tegangan sisa pengelasan
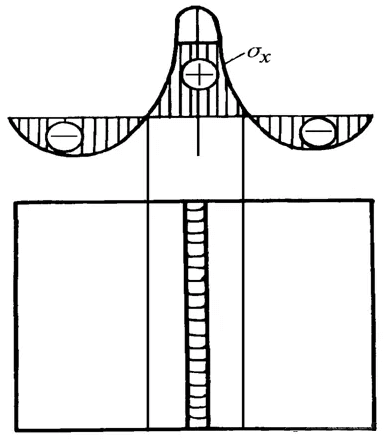
1). Distribusi longitudinal tegangan sisa σx
Distribusi sambungan butt joint pada penampang las 0x
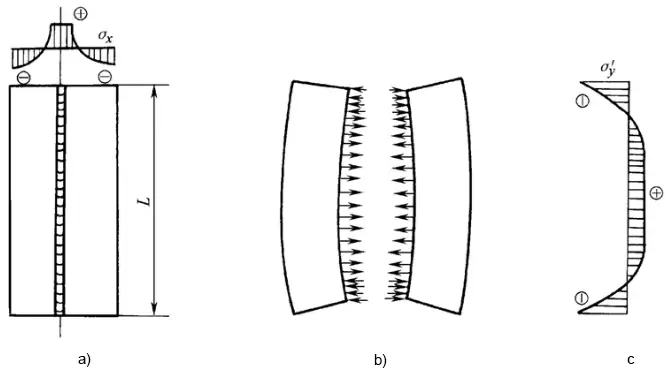
2). Distribusi tegangan sisa melintang σy
(1) Tegangan transversal yang disebabkan oleh penyusutan longitudinal pengelasan dan zona distorsi plastis yang berdekatan adalah σ'y
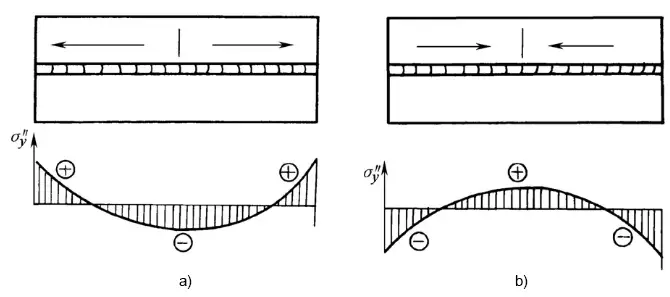
(2) Tegangan mekanis yang disebabkan oleh penyusutan melintang tahun σ" y
Distribusi σ" Y selama pengelasan ke arah yang berbeda
3. Pengaruh tegangan sisa pengelasan pada struktur pengelasan
1). Berdampak pada kekuatan struktural
2). Pengaruh terhadap akurasi dimensi pemrosesan pengelasan
Stres internal pelepasan dan distorsi yang disebabkan oleh pemesinan
3). Pengaruh pada stabilitas anggota kompresi
4. Langkah-langkah untuk mengontrol tegangan sisa pengelasan
1). Langkah-langkah desain
1) Meminimalkan jumlah dan ukuran las pada struktur.
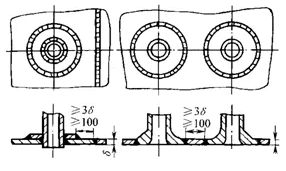
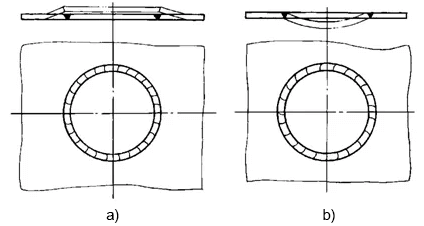
2) Hindari konsentrasi las yang berlebihan, dan jaga jarak yang cukup di antara las.
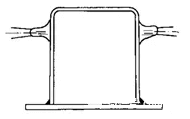
Pengelasan nosel kapal
3) Bentuk sambungan dengan kekakuan yang lebih rendah harus digunakan.
Tindakan untuk mengurangi kekakuan sendi
2). Langkah-langkah proses
1) Mengadopsi urutan dan arah pengelasan perakitan yang wajar.
① Saat mengelas lasan pada bidang, harus dipastikan bahwa penyusutan memanjang dan melintang lasan dapat relatif bebas.
Perakitan dan urutan pengelasan yang wajar untuk pengelasan penyambungan
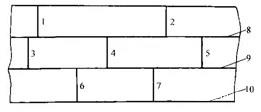
② Lasan dengan penyusutan terbesar harus dilas terlebih dahulu.
Urutan pengelasan struktur balok dupleks dengan pelat penutup
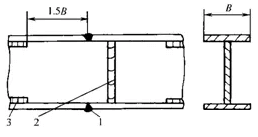
③ Lasan dengan tegangan terbesar selama operasi harus dilas terlebih dahulu.
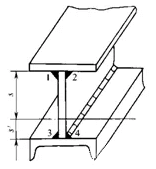
Urutan pengelasan balok-I pantat
④ Ketika las silang bidang dilas, mudah untuk menghasilkan tegangan pengelasan yang besar pada persimpangan las.
Urutan pengelasan las silang bidang
⑤ Struktur tempat pengelasan butt dan pengelasan fillet berpotongan.
2) Metode pemanasan awal.
3) Pengelasan dingin.
4) Kurangi pengekangan lasan.
Mengurangi kekakuan lokal dan stres internal
Diagram skematik metode pemanasan "zona pelepas stres"
5. Metode untuk menghilangkan atau mengurangi tegangan sisa pengelasan
1). Metode perlakuan panas
(1) Perlakuan panas integral
(2) Perlakuan panas lokal
2). Metode peregangan mekanis
3). Metode peregangan perbedaan suhu
Diagram skematik untuk menghilangkan tegangan sisa dengan "metode tarik perbedaan suhu"
4). Las palu
5). Metode getaran
6. Penentuan Tegangan Sisa Pengelasan
1). Metode Mekanis
(1) Metode Pembagian
Metode pemotongan melibatkan pemotongan komponen yang dilas secara hati-hati menjadi potongan-potongan yang lebih kecil, sehingga memungkinkan pelepasan dan pengukuran tegangan sisa. Teknik destruktif ini memberikan profil tegangan yang komprehensif di seluruh lasan dan zona yang terpengaruh panas (HAZ).
(2) Metode Pengeboran Lubang
Metode semi-destruktif ini melibatkan pengeboran lubang kecil di area yang dilas dan mengukur relaksasi regangan yang dihasilkan. Metode ini sangat efektif untuk pengukuran tegangan sisa di dekat permukaan dan dapat memberikan data distribusi tegangan pada berbagai kedalaman.
2). Metode Fisik yang Tidak Merusak
(1) Metode Magnetik
Teknik seperti Barkhausen Noise Analysis (BNA) dan Magnetostriction mengeksploitasi hubungan antara sifat magnetik material dan kondisi tegangannya. Metode-metode ini sangat cocok untuk bahan feromagnetik dan dapat memberikan pengukuran yang cepat di tempat.
(2) Difraksi Sinar-X (XRD)
XRD menggunakan prinsip Hukum Bragg untuk mengukur deformasi kisi yang disebabkan oleh tegangan sisa. Metode yang sangat akurat ini tidak merusak dan dapat mengukur tegangan permukaan dengan resolusi spasial yang sangat baik, sehingga ideal untuk geometri yang rumit dan pengelasan multi-lintasan.
(3) Metode Ultrasonik
Teknik-teknik ini memanfaatkan efek akustik, di mana kecepatan gelombang ultrasonik berubah seiring dengan kondisi tegangan material. Difraksi waktu penerbangan (TOFD) dan gelombang longitudinal yang dibiaskan secara kritis (LCR) biasanya digunakan untuk pengukuran tegangan sisa melalui ketebalan pada komponen yang dilas dengan tebal.
(4) Difraksi Neutron
Meskipun tidak disebutkan dalam daftar asli, difraksi neutron adalah metode non-destruktif yang kuat untuk mengukur tegangan sisa jauh di dalam komponen yang dilas tebal. Metode ini menawarkan kedalaman penetrasi yang sangat baik dan sangat berguna untuk geometri yang kompleks dan material multi-fase.
Kiat dan Alat Praktis
Teknik Pemanasan
Bahkan Pemanasan
Pemanasan yang seragam pada seluruh bagian sebelum pengelasan dapat secara signifikan mengurangi perbedaan termal yang menyebabkan distorsi. Hal ini dapat dicapai dengan menggunakan oven atau mekanisme pemanasan terkontrol lainnya, dan memastikan pendinginan yang merata dengan menggantung komponen secara vertikal dengan aliran udara yang baik, juga sangat penting untuk mencegah kontraksi diferensial.
Pemanasan awal
Memanaskan logam sebelum pengelasan membantu mengurangi perbedaan suhu antara area pengelasan dan bagian benda kerja lainnya. Hal ini meminimalkan ekspansi dan kontraksi yang tiba-tiba, sehingga mengurangi potensi distorsi.
Solusi Penangguhan Pekerjaan
Menjepit
Klem yang kuat dapat menahan komponen pada tempatnya selama pengelasan, mencegah pergerakan dan menjaga keselarasan. Menerapkan klem secara seragam adalah penting untuk menghindari tekanan yang tidak merata. Klem khusus, seperti klem heat-sink, juga dapat membantu mengelola distribusi panas.
Perlengkapan dan Jig
Perlengkapan dan jig khusus dapat menahan komponen pada posisi yang tepat selama pengelasan, memastikan komponen tidak bergerak dan mengurangi risiko distorsi. Alat-alat ini sangat berguna untuk tugas pengelasan yang berulang-ulang di lingkungan produksi.
Teknik Pengelasan
Pengelasan Jahitan
Pengelasan tusuk menggunakan serangkaian pengelasan pendek, bukan pengelasan kontinu. Teknik ini mengurangi jumlah masukan panas di area yang terlokalisasi, sehingga membantu mencegah ekspansi dan kontraksi termal yang berlebihan, terutama pada material tipis yang rentan terhadap lengkungan.
Pengelasan Backstep
Pengelasan backstep mengubah arah pengendapan las, dimulai dari ujung sambungan dan bergerak mundur untuk menyeimbangkan tekanan termal dan mengurangi distorsi. Teknik ini efektif dalam mengelola gaya penyusutan.
Peening
Mengupas manik las dengan palu akan meregangkan logam dan mengurangi tekanan, terutama berguna untuk mengurangi distorsi pada las butt dan sudut. Harus berhati-hati untuk menghindari pemolesan yang berlebihan, yang dapat menyebabkan cacat permukaan.
Perkakas dan Peralatan
Klem Pendingin
Klem heat-sink, seperti Dimide 1/4 Series Clamp, menggunakan rahang aluminium dengan sirip pendingin untuk menarik panas, mengurangi distorsi dan memungkinkan lasan mendingin lebih merata.
Mesin Pengelasan Gulungan Pipa Terpadu
Mesin dari perusahaan seperti SEC Industrial menghasilkan pengelasan yang presisi dan bebas distorsi dengan mengontrol proses pengelasan secara ketat. Mesin-mesin ini sangat berguna untuk pengelasan yang kompleks dalam konstruksi pipa dan aplikasi industri lainnya.
Persiapan dan Perencanaan
Pemasangan Bagian
Memastikan kesesuaian bagian logam sebelum pengelasan meminimalkan celah dan mengurangi logam las yang dibutuhkan. Pemasangan komponen yang tepat sangat penting untuk menjaga integritas struktural dan keselarasan rakitan yang dilas.
Pembersihan dan Persiapan
Membersihkan permukaan logam sebelum pengelasan akan meningkatkan kualitas las dan mengurangi risiko distorsi dan cacat. Kontaminan dapat mempengaruhi kolam las dan menyebabkan pemanasan dan pendinginan yang tidak merata.
Teknik Tingkat Lanjut
Pereda Stres Termal
Pemanasan dan pendinginan yang terkendali pada pengelasan mengurangi tegangan sisa dengan mencapai distribusi tegangan yang lebih seragam. Proses ini melibatkan pemanasan lasan ke suhu tinggi dan kemudian mendinginkannya dengan cara yang terkendali.
Penggunaan Batang Pendingin Tembaga
Batang pendingin tembaga di dekat area pengelasan menyerap panas berlebih, mencegah panas berlebih dan mengurangi distorsi, berkat konduktivitas termal tembaga yang tinggi.
Dengan menerapkan tips praktis ini dan menggunakan alat yang tepat, tukang las dapat secara efektif mengelola dan meminimalkan distorsi, memastikan komponen yang dilas berkualitas tinggi dan secara struktural baik.
Pertanyaan yang Sering Diajukan
Di bawah ini adalah jawaban atas beberapa pertanyaan yang sering diajukan:
Apa penyebab utama distorsi las?
Penyebab utama distorsi pengelasan meliputi pemanasan dan pendinginan yang tidak merata, tegangan sisa, serta ekspansi dan kontraksi termal. Pemanasan dan pendinginan yang tidak merata selama pengelasan menyebabkan ekspansi dan kontraksi termal diferensial, yang menyebabkan distorsi. Tegangan sisa muncul dari tegangan tekan dan tarik yang tercipta pada logam induk dan logam las selama pemanasan dan pendinginan. Ekspansi dan kontraksi termal yang melekat pada kolam las saat memanaskan dan mendinginkan juga menghasilkan tekanan yang berkontribusi terhadap distorsi. Selain itu, faktor-faktor seperti teknik dan proses pengelasan, sifat material, persiapan sambungan, ukuran pengelasan, pemasangan dan penjepitan, serta masukan panas dapat berdampak signifikan terhadap tingkat distorsi pengelasan. Memahami penyebab ini sangat penting untuk menerapkan strategi yang efektif untuk meminimalkan distorsi dan memastikan integritas struktural komponen yang dilas.
Bagaimana ekspansi dan kontraksi termal memengaruhi distorsi las?
Ekspansi dan kontraksi termal secara signifikan memengaruhi distorsi las karena perubahan suhu selama proses pengelasan. Ketika logam dipanaskan, logam akan memuai. Pemuaian ini dilawan oleh logam yang lebih dingin di sekitarnya, menciptakan tekanan internal. Saat lasan mendingin dan mengeras, logam berkontraksi, menyebabkan penyusutan di area lasan dan zona yang terpengaruh panas (HAZ). Kontraksi ini juga dilawan oleh logam induk yang lebih dingin, yang menyebabkan tegangan tarik dan tekan yang dapat melebihi kekuatan luluh logam, yang mengakibatkan deformasi dan distorsi permanen. Distorsi ini dapat muncul dalam berbagai bentuk, seperti distorsi memanjang, melintang, atau sudut, tergantung pada kondisi pengelasan dan sifat material.
Apa saja jenis-jenis distorsi las yang berbeda?
Berbagai jenis distorsi las meliputi distorsi longitudinal, distorsi transversal, distorsi sudut, tekuk, bengkok, bengkok, distorsi rotasi, dan distorsi puntiran. Distorsi longitudinal terjadi di sepanjang lasan, menyebabkan benda kerja memendek. Distorsi melintang terjadi tegak lurus terhadap lapisan pengelasan, menarik tepi sambungan menjadi satu. Distorsi sudut mengubah sudut antara bagian yang dilas karena penyusutan melintang yang tidak seragam. Tekuk, bengkok, dan bengkok adalah distorsi kompleks yang melibatkan beberapa jenis yang terjadi secara bersamaan, yang menyebabkan logam melengkung atau melorot ke dalam. Distorsi rotasi melibatkan gerakan memutar di sekitar jalur pengelasan, sedangkan distorsi puntiran diakibatkan oleh pemanasan dan pendinginan yang tidak merata, sehingga menyebabkan benda kerja terpuntir. Distorsi ini dipengaruhi oleh faktor-faktor seperti pengekangan, sifat material, desain las, masukan panas, dan prosedur pengelasan.
Bagaimana cara mendesain sambungan las untuk meminimalkan distorsi?
Untuk mendesain sambungan las dan meminimalkan distorsi, ada beberapa strategi yang dapat digunakan. Pastikan sambungan las memiliki ukuran yang tepat untuk menghindari pengelasan berlebih, yang meningkatkan gaya penyusutan. Tempatkan pengelasan di dekat sumbu netral dan seimbangkan di kedua sisi untuk mengurangi efek pengungkit. Rencanakan urutan pengelasan dengan hati-hati, bergantian sisi untuk menangkal gaya penyusutan. Gunakan pengelasan berselang dan minimalkan jumlah lintasan las. Penjepitan dan perlengkapan membantu menjaga keselarasan, sementara pengaturan bagian memperhitungkan penyusutan. Teknik pelepas tegangan termal dapat mengurangi tegangan sisa. Optimalkan parameter pengelasan untuk mengurangi masukan panas, dan pertimbangkan pilihan desain yang meminimalkan jumlah logam las yang dibutuhkan. Pendekatan-pendekatan ini secara kolektif membantu mengurangi distorsi las.
Teknik pengelasan apa yang dapat membantu mengurangi distorsi?
Untuk mengurangi distorsi dalam pengelasan, ada beberapa teknik yang bisa digunakan:
- Meminimalkan Logam Las dan Masukan Panas: Hindari pengelasan berlebih dengan memastikan ukuran pengelasan tidak lebih besar dari yang diperlukan, gunakan pengelasan terputus-putus alih-alih pengelasan kontinu, dan kurangi jumlah lintasan pengelasan dengan memilih lintasan yang lebih besar dengan siklus yang lebih sedikit.
- Penempatan Las yang Optimal: Tempatkan las di dekat sumbu netral untuk mengurangi daya ungkit untuk gaya penyusutan, dan seimbangkan las di sekitar sumbu netral dengan mengelas di kedua sisi pelat.
- Urutan dan Teknik Pengelasan: Menerapkan urutan pengelasan alternatif untuk mengatasi penyusutan di area yang berbeda, dan menggunakan teknik pengelasan backstep untuk mengontrol pemuaian dan kontraksi selama pengelasan.
- Kontrol Mekanis dan Termal: Memanfaatkan penjepitan untuk mengunci bagian pada posisinya selama pengelasan, menerapkan peening untuk menghilangkan tekanan, dan menggunakan penghilang tekanan termal melalui pemanasan dan pendinginan yang terkontrol.
- Desain dan Persiapan: Bagian yang telah diatur sebelumnya untuk menangkal distorsi yang diharapkan, dan memastikan persiapan sambungan yang tepat dengan ukuran yang benar untuk mengurangi volume logam las.
- Meminimalkan Waktu Pengelasan: Kurangi waktu pengelasan untuk membatasi jumlah logam yang dipanaskan, dengan menggunakan peralatan pengelasan mekanis untuk mencapai hal ini.
- Pengelasan Seimbang: Mengatur urutan pengelasan untuk menyeimbangkan tegangan sisa pada kedua sisi sambungan las, terutama pada las butt multi-pass dan las fillet.
Dengan menggabungkan teknik-teknik ini, tukang las dapat secara signifikan mengurangi distorsi, menghasilkan pengelasan yang lebih akurat dan stabil.
Bagaimana pilihan gas pelindung memengaruhi distorsi pengelasan?
Pemilihan gas pelindung secara signifikan mempengaruhi distorsi las dengan memengaruhi sifat termal logam las, distribusi panas, stabilitas busur, dan geometri las secara keseluruhan. Komposisi gas pelindung, seperti proporsi argon, helium, karbon dioksida, dan oksigen, dapat mengubah laju pendinginan dan konduktivitas termal, yang pada gilirannya berdampak pada tingkat penyusutan melintang dan sudut. Sebagai contoh, persentase argon yang lebih tinggi dapat memperlambat pendinginan, meningkatkan penyusutan, sedangkan helium dapat mempercepat pendinginan dan mengurangi penyusutan. Selain itu, mengoptimalkan laju aliran gas membantu mempertahankan masukan panas yang konsisten, sehingga meminimalkan distorsi. Oleh karena itu, memilih komposisi gas pelindung yang sesuai dan mempertahankan laju aliran yang optimal sangat penting untuk mengontrol distorsi las dan mencapai las berkualitas tinggi.