1. Pengelasan Busur Manual
Pengelasan busur manual adalah metode pengelasan yang paling awal dikembangkan dan masih merupakan metode pengelasan yang paling banyak digunakan di antara semua teknik pengelasan busur.
Mesin ini menggunakan batang las yang dilapisi secara eksternal sebagai elektroda dan logam pengisi, dengan busur yang terbakar di antara ujung batang las dan permukaan benda kerja yang sedang dilas.
Di bawah efek termal dari busur listrik, lapisan dapat menghasilkan gas untuk melindungi busur di satu sisi, dan di sisi lain, lapisan dapat menghasilkan terak untuk menutupi permukaan kolam las, mencegah logam cair berinteraksi dengan gas di sekitarnya.
Peran terak yang lebih signifikan adalah untuk menjalani reaksi fisiokimia dengan logam cair atau memasukkan unsur paduan, sehingga meningkatkan sifat-sifat jahitan las.
Pengelasan busur Peralatan ini sederhana, portabel, dan fleksibel dalam pengoperasiannya. Alat ini dapat digunakan untuk mengelas sambungan pendek dalam perbaikan dan perakitan, terutama untuk pengelasan di area yang sulit dijangkau.
Dengan yang sesuai batang laspengelasan busur dapat diterapkan pada sebagian besar baja karbon industri, baja tahan karat, besi tuang, tembaga, aluminium, nikel, dan paduannya.
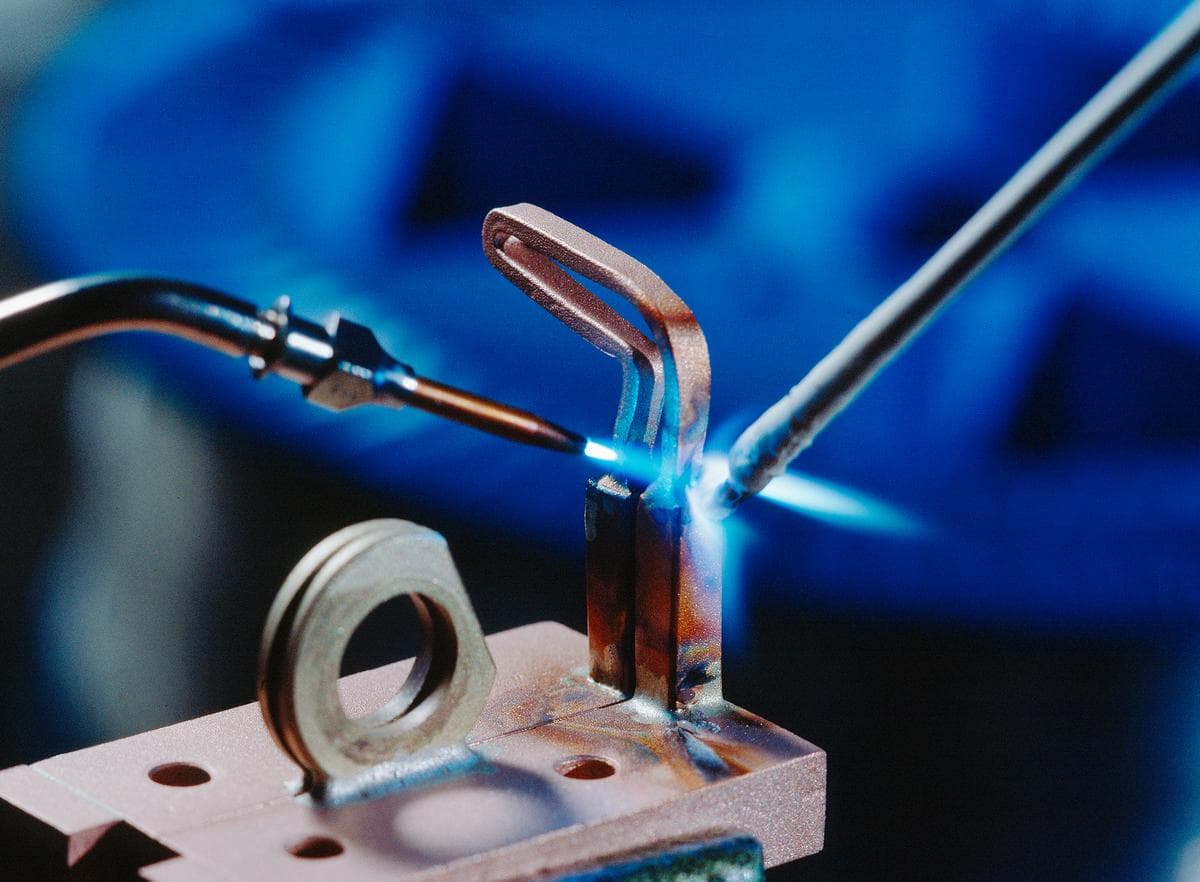
2. Pengelasan Tungsten Inert Gas (TIG)
Ini adalah jenis pengelasan busur berpelindung gas elektroda yang tidak dapat dikonsumsi, di mana busur antara elektroda tungsten dan benda kerja menyebabkan logam meleleh dan membentuk lapisan las.
Selama proses pengelasanelektroda tungsten tidak meleleh dan hanya berfungsi sebagai elektroda.
Secara bersamaan, gas argon atau helium diumpankan dari nosel obor las untuk perlindungan. Logam tambahan dapat ditambahkan sesuai kebutuhan, sebuah proses yang secara internasional dikenal sebagai Pengelasan TIG.
Pengelasan Tungsten Inert Gas (TIG) adalah metode yang sangat baik untuk menyambung lembaran logam tipis dan untuk pengelasan root pass karena kontrolnya yang unggul terhadap masukan panas.
Metode ini dapat diterapkan pada hampir semua sambungan logam, terutama berguna untuk pengelasan logam seperti aluminium dan magnesium, yang membentuk oksida tahan api, serta logam reaktif seperti titanium dan zirkonium.
Meskipun metode pengelasan ini menawarkan pengelasan berkualitas tinggi, kecepatannya lebih lambat dibandingkan dengan teknik pengelasan busur lainnya.
3. Pengelasan Busur Logam Gas (GMAW)
Metode pengelasan ini menggunakan panas dari busur yang terbakar antara kawat las yang diumpankan secara terus menerus dan benda kerja. Busur api dilindungi oleh gas yang disemprotkan dari nosel obor.
Gas Busur Logam Pengelasan biasanya menggunakan gas pelindung seperti argon, helium, CO2, atau campuran dari gas-gas ini.
Ketika argon atau helium digunakan sebagai gas pelindung, gas ini disebut sebagai Metal Inert Pengelasan Gas (MIG), istilah yang umum digunakan secara internasional.
Ketika campuran gas inert dan gas pengoksidasi (O2, CO2) digunakan sebagai gas pelindung, atau ketika gas CO2 atau campuran CO2 + O2 digunakan, maka secara universal disebut sebagai pengelasan Metal Active Gas (MAG).
Keuntungan utama dari Pengelasan MAG termasuk kemampuan untuk mengelas dengan mudah di berbagai posisi, ditambah dengan kecepatan pengelasan dan laju pengendapan yang tinggi.
Pengelasan MAG kompatibel dengan sebagian besar logam utama, termasuk baja karbon dan baja paduan. Sebaliknya, Gas Metal Arc Welding (GMAW) dengan pelindung gas inert cocok untuk baja tahan karat, aluminium, magnesium, tembaga, titanium, zirkonium, dan paduan nikel. Metode pengelasan ini juga dapat digunakan untuk pengelasan spot.
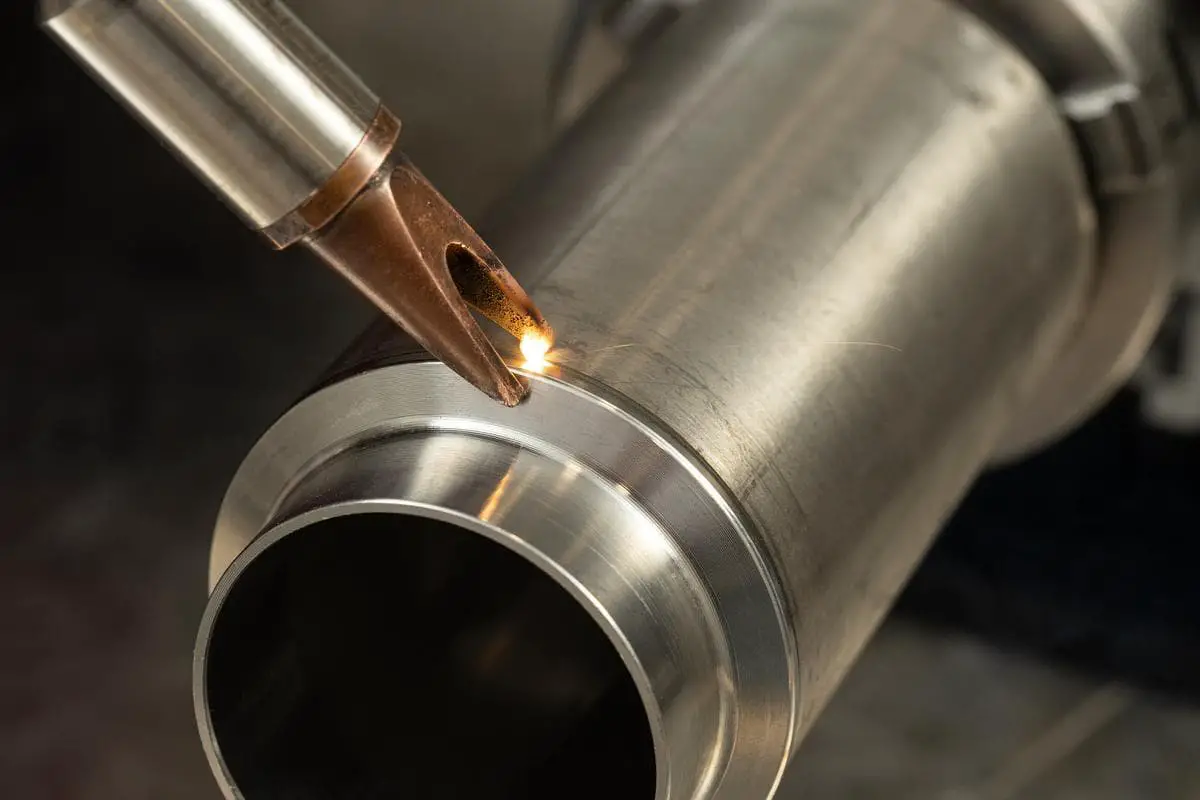
4. Pengelasan Busur Plasma
Pengelasan busur plasma adalah jenis pengelasan busur elektroda yang tidak dapat dikonsumsi. Pengelasan ini menggunakan busur terkompresi antara elektroda dan benda kerja (dikenal sebagai busur yang ditransfer) untuk mencapai pengelasan.
Elektroda yang biasanya digunakan terbuat dari tungsten. Gas plasma yang menghasilkan busur plasma dapat berupa argon, nitrogen, helium, atau campuran keduanya.
Selain itu, gas inert digunakan untuk perlindungan melalui nosel. Selama pengelasan, logam pengisi dapat ditambahkan, meskipun tidak selalu diperlukan.
Selama pengelasan busur plasma, karena busurnya yang lurus dan densitas energinya yang tinggi, maka penetrasi busur menjadi kuat. Efek lubang kunci yang dihasilkan selama pengelasan busur plasma memungkinkan untuk pengelasan pantat sebagian besar logam dalam kisaran ketebalan tertentu tanpa memerlukan alur, memastikan lapisan las yang konsisten dan merata.
Oleh karena itu, pengelasan busur plasma memiliki tingkat produktivitas yang tinggi dan sangat baik kualitas las. Namun, plasma peralatan las busurtermasuk nosel, relatif rumit dan memerlukan kontrol yang tinggi atas parameter proses pengelasan.
Sebagian besar logam yang dapat dilas dengan las tungsten inert gas (TIG) juga dapat dilas menggunakan las busur plasma.
Dibandingkan dengan ini, pengelasan busur plasma dapat dilakukan secara lebih efektif untuk logam yang sangat tipis, kurang dari 1mm.
5. Pengelasan Busur Kawat Tubular
Pengelasan busur kawat tubular juga menggunakan busur pembakaran antara kawat las yang diumpankan secara kontinu dan benda kerja sebagai sumber panas untuk pengelasan, yang dapat dianggap sebagai jenis pengelasan busur logam gas. Kawat las yang digunakan berbentuk tabung, diisi dengan berbagai komponen fluks.
Selama pengelasan, gas pelindung, terutama CO2, ditambahkan secara eksternal. Fluks, ketika dipanaskan, terurai atau meleleh, sehingga menghasilkan terak untuk melindungi kolam las, difusi paduan, dan stabilisasi busur.
Pengelasan busur berinti fluks, di luar manfaat pengelasan busur logam gas yang disebutkan di atas, secara metalurgi lebih unggul karena fungsi fluks internal. Metode ini dapat diterapkan untuk mengelas berbagai sambungan dari sebagian besar logam besi.
Pengelasan busur berinti fluks telah diadopsi secara luas di beberapa negara industri maju. Istilah "kawat berinti fluks" adalah apa yang saat ini kita sebut sebagai "kawat las tubular."
6. Pengelasan Resistensi
Kategori metode pengelasan ini menggunakan panas resistansi sebagai sumber energi, termasuk pengelasan terak listrik yang ditenagai oleh panas resistansi terak cair dan pengelasan resistansi ditenagai oleh panas yang tahan lama. Pengelasan terak listrik, yang memiliki fitur unik, akan dibahas nanti.
Bagian ini terutama memperkenalkan berbagai jenis pengelasan resistansi yang menggunakan panas resistansi padat sebagai sumber energi, termasuk pengelasan titik, pengelasan jahitan, pengelasan proyeksidan pengelasan pantat.
Pengelasan resistansi adalah metode yang melelehkan permukaan kontak antara dua benda kerja dengan menggunakan panas resistif yang dihasilkan ketika arus melewati benda kerja di bawah tekanan elektroda tertentu. Proses ini biasanya menggunakan arus yang besar.
Untuk mencegah lengkung pada permukaan kontak dan untuk menempa logam jahitan, tekanan harus diterapkan secara konsisten selama pengelasan. Pada jenis pengelasan resistansi ini, kebersihan permukaan benda kerja sangat penting untuk mencapai kualitas las yang stabil.
Oleh karena itu, sangat penting untuk membersihkan permukaan kontak antara elektroda dan benda kerja, dan di antara benda kerja sebelum melakukan pengelasan.
Pengelasan titik, pengelasan jahitan, dan pengelasan proyeksi dicirikan oleh arus pengelasan yang tinggi (fase tunggal, dari beberapa ribu hingga puluhan ribu ampere), waktu pemberian energi yang singkat (dari beberapa siklus hingga beberapa detik), peralatan yang mahal dan rumit, serta produktivitas yang tinggi, sehingga cocok untuk produksi massal.
Metode ini terutama digunakan untuk mengelas rakitan lembaran tipis dengan ketebalan kurang dari 3mm. Mereka dapat mengelas semua jenis baja, logam non-besi seperti aluminium dan magnesium, paduannya, dan baja tahan karat.
7. Pengelasan Berkas Elektron
Pengelasan berkas elektron adalah metode yang menggunakan energi panas yang dihasilkan ketika berkas elektron berkecepatan tinggi yang terkonsentrasi mengenai permukaan benda kerja.
Selama pengelasan berkas elektron, senapan elektron menghasilkan dan mempercepat berkas elektron.
Jenis pengelasan berkas elektron yang umum meliputi: pengelasan berkas elektron vakum tinggi, pengelasan berkas elektron vakum rendah, dan pengelasan berkas elektron non-vakum.
Dua metode pertama dilakukan di dalam ruang vakum. Waktu persiapan untuk pengelasan (terutama waktu untuk pemompaan vakum) cukup ekstensif, dan ukuran benda kerja dibatasi oleh ukuran ruang vakum.
Dibandingkan dengan pengelasan busur, pengelasan berkas elektron dibedakan berdasarkan kedalamannya penetrasi laslebar lelehan yang sempit, dan kemurnian logam yang tinggi. Alat ini serbaguna, mampu melakukan pengelasan presisi pada bahan tipis, serta menangani komponen yang sangat tebal, hingga 300mm.
Semua logam dan paduan yang dapat dilas dengan fusi menggunakan metode lain cocok untuk pengelasan berkas elektron. Ini terutama digunakan untuk pengelasan produk berkualitas tinggi.
Selain itu, ini dapat memecahkan masalah masalah pengelasan terkait dengan logam yang berbeda, logam yang mudah teroksidasi, dan logam yang sulit meleleh. Namun demikian, ini tidak cocok untuk barang yang diproduksi secara massal.
8. Pengelasan Laser
Pengelasan laser menggunakan aliran foton monokromatik bertenaga tinggi, koheren, dan terfokus ke dalam sinar laser, sebagai sumber panas untuk proses pengelasan. Pendekatan pengelasan ini biasanya melibatkan pengelasan laser daya kontinu dan pengelasan laser daya berdenyut.
The keuntungan dari laser pengelasan ini tidak perlu dilakukan dalam ruang hampa udara, tetapi kelemahannya adalah daya tembusnya tidak sekuat pengelasan berkas elektron.
Pengelasan laser memungkinkan kontrol energi yang tepat, sehingga memungkinkan pengelasan perangkat mikro yang presisi. Hal ini dapat diterapkan pada banyak logam, terutama untuk menyelesaikan pengelasan beberapa logam yang sulit dilas dan logam yang berbeda.
9. Mematri
Energi untuk mematri dapat berasal dari panas reaksi kimia atau energi panas tidak langsung. Proses ini menggunakan logam dengan titik leleh yang lebih rendah dari bahan yang dipatri sebagai pengisi.
Logam ini meleleh saat dipanaskan, dan aksi kapiler menarik pengisi ke dalam celah pada permukaan kontak sambungan, membasahi permukaan logam yang sedang dibrazing.
Proses ini menghasilkan sambungan brazing melalui difusi timbal balik antara fase cair dan padat. Oleh karena itu, mematri adalah metode pengelasan yang melibatkan fase padat dan cair.
Brazing beroperasi pada suhu pemanasan yang relatif rendah, sehingga logam dasar tidak meleleh tanpa memerlukan tekanan apa pun.
Namun demikian, perlu dilakukan tindakan tertentu untuk membersihkan permukaan benda kerja dari minyak, debu, dan lapisan oksidasi sebelum mematri. Ini adalah langkah penting untuk memastikan pembasahan yang baik pada benda kerja dan kualitas sambungan.
Mematri diklasifikasikan sebagai mematri keras jika garis liquidus dari paduan mematri berada di atas 450℃, tetapi di bawah titik leleh logam dasar. Jika berada di bawah 450℃, ini disebut sebagai mematri lunak.
Bergantung pada sumber panas atau metode pemanasan, mematri dapat dikategorikan ke dalam mematri api, mematri induksi, mematri tungku, mematri celup, mematri resistansi, dan banyak lagi.
Mengingat suhu pemanasan yang relatif rendah selama mematri, ada dampak minimal pada sifat material benda kerja, dengan deformasi tegangan yang berkurang. Namun, kekuatan sambungan brazing cenderung lebih rendah, dengan ketahanan panas yang buruk.
Brazing dapat digunakan untuk menyambung baja karbon, baja tahan karat, paduan suhu tinggi, aluminium, tembaga, dan lainnya bahan logam. Hal ini juga memungkinkan untuk menyambungkan logam yang berbeda, serta logam dan non-logam.
Ini sangat cocok untuk sambungan yang menanggung beban rendah atau beroperasi pada suhu kamar, dan terutama dapat digunakan untuk benda kerja dengan jahitan yang presisi, miniatur, dan rumit.
10. Pengelasan Elektroslag
Pengelasan elektroslag adalah metode yang memanfaatkan panas resistif dari terak cair sebagai sumber energi. Proses pengelasan dilakukan pada celah perakitan yang dibentuk oleh permukaan ujung dua benda kerja dan dua slider tembaga berpendingin air dalam posisi pengelasan vertikal.
Selama pengelasan, panas resistif yang dihasilkan oleh arus listrik yang melewati terak cair digunakan untuk melelehkan ujung benda kerja.
Tergantung pada bentuk elektroda yang digunakan selama pengelasan, pengelasan elektroslag dapat dikategorikan menjadi pengelasan elektroslag elektroda kawat, pengelasan elektroslag elektroda pelat, dan pengelasan elektroslag nosel yang dapat dikonsumsi.
Keuntungan pengelasan electroslag termasuk kemampuannya untuk mengelas ketebalan benda kerja yang besar (mulai dari 30mm hingga lebih dari 1000mm) dan tingkat produksinya yang tinggi. Pengelasan ini terutama digunakan untuk pengelasan sambungan butt dan sambungan T.
Pengelasan elektroslag dapat digunakan dalam pengelasan berbagai struktur baja, dan juga dalam pengelasan perakitan coran.
Karena proses pemanasan dan pendinginan yang lambat, electroslag sambungan las memiliki zona terpengaruh panas yang luas dengan struktur mikro yang kasar, sehingga menghasilkan ketangguhan yang lebih baik. Oleh karena itu, umumnya memerlukan perlakuan panas pasca-pengelasan.
11. Pengelasan Frekuensi Tinggi
Pengelasan frekuensi tinggi menggunakan panas resistansi solid-state sebagai sumber energinya.
Selama proses pengelasan, arus frekuensi tinggi menghasilkan panas resistansi di dalam benda kerja, memanaskan permukaan area pengelasan hingga mencapai kondisi cair atau mendekati plastik.
Selanjutnya, gaya tempa diterapkan (atau tidak diterapkan), menghasilkan fusi logam. Dengan demikian, ini adalah jenis metode pengelasan resistansi solid-state.
Pengelasan frekuensi tinggi dapat dikategorikan ke dalam pengelasan frekuensi tinggi kontak dan pengelasan frekuensi tinggi induksi berdasarkan bagaimana arus frekuensi tinggi menghasilkan panas pada benda kerja.
Pada pengelasan frekuensi tinggi kontak, arus frekuensi tinggi ditransfer ke dalam benda kerja melalui kontak mekanis. Pada pengelasan frekuensi tinggi induksi, arus frekuensi tinggi menginduksi arus listrik di dalam benda kerja melalui efek penggandengan kumparan induksi eksternal.
Pengelasan frekuensi tinggi adalah metode pengelasan yang sangat terspesialisasi yang membutuhkan peralatan khusus sesuai dengan produknya.
Mesin ini menawarkan tingkat produksi yang tinggi, dengan kecepatan pengelasan hingga 30m/menit. Ini terutama digunakan untuk mengelas lapisan longitudinal atau spiral saat membuat tabung.
12. Pengelasan gas
Pengelasan gas adalah jenis pengelasan yang menggunakan api gas sebagai sumber panas. Yang paling umum digunakan adalah nyala api oxy-acetylene, dengan asetilen sebagai bahan bakarnya.
Meskipun peralatannya sederhana dan mudah digunakan, pengelasan gas memiliki tingkat pemanasan yang lebih lambat dan produktivitas yang lebih rendah. Pengelasan ini juga menghasilkan zona yang terpengaruh panas yang lebih besar dan cenderung menghasilkan deformasi yang signifikan.
Pengelasan gas dapat digunakan untuk menyambung banyak logam besi, logam non-besi, dan paduannya. Ini biasanya digunakan untuk perbaikan dan satu bagian tipis pengelasan lembaran.
13. Pengelasan Gas Bertekanan
Pengelasan gas bertekanan, seperti pengelasan gas, menggunakan nyala api gas sebagai sumber panas. Selama prosesnya, ujung kedua benda kerja yang akan disambung dipanaskan hingga suhu tertentu, kemudian tekanan yang cukup diterapkan untuk mencapai sambungan yang kuat.
Metode ini adalah jenis pengelasan fase padat. Selama pengelasan gas bertekanan, tidak ada logam pengisi yang ditambahkan. Ini biasanya digunakan untuk pengelasan rel dan pengelasan tulangan.
14. Pengelasan Bahan Peledak
Pengelasan eksplosif adalah metode pengelasan solid-state lain yang memanfaatkan panas dari reaksi kimia sebagai sumber energinya.
Namun, alat ini memanfaatkan energi yang dihasilkan dari ledakan eksplosif untuk memfasilitasi penyatuan logam. Di bawah pengaruh gelombang peledak, dua potong logam dapat dipercepat dan ditumbuk untuk membentuk ikatan logam dalam waktu kurang dari satu detik.
Dari semua metode pengelasan, pengelasan eksplosif memberikan jangkauan terluas untuk menyambungkan logam yang berbeda. Pengelasan ini dapat memadukan dua logam yang secara metalurgi tidak kompatibel menjadi berbagai sambungan transisi.
Pengelasan eksplosif biasanya digunakan untuk pelapisan permukaan pelat datar besar dan merupakan metode yang efisien untuk membuat pelat komposit.
15. Pengelasan Gesekan
Pengelasan gesekan adalah proses pengelasan solid-state yang ditenagai oleh energi mekanik. Proses ini memanfaatkan panas yang dihasilkan dari gesekan mekanis antara dua permukaan untuk mencapai sambungan logam.
Panas pada pengelasan gesekan terkonsentrasi pada sambungan, sehingga zona yang terpengaruh panas menjadi sempit.
Tekanan harus diterapkan di antara kedua permukaan, dan dalam banyak kasus, tekanan ditingkatkan pada akhir fase pemanasan, menyebabkan logam yang dipanaskan mengalami penempaan yang kacau dan saling mengikat. Biasanya, permukaan sambungan tidak meleleh.
Pengelasan gesekan menawarkan produktivitas tinggi, dan secara teori, hampir semua logam yang dapat ditempa panas dapat dilas dengan gesekan. Teknik ini juga dapat digunakan untuk mengelas logam yang berbeda.
Hal ini berlaku untuk benda kerja dengan diameter penampang melingkar maksimum 100mm.
16. Pengelasan Ultrasonik
Pengelasan ultrasonik adalah metode pengelasan solid-state yang mengandalkan energi mekanik sebagai sumber tenaganya.
Selama proses tersebut, benda kerja yang berada di bawah tekanan statis yang relatif rendah mengalami getaran frekuensi tinggi yang dihasilkan oleh tiang akustik. Hal ini menyebabkan gesekan yang kuat pada permukaan sambungan, memanaskannya hingga suhu pengelasan dan membentuk sebuah ikatan.
Pengelasan ultrasonik dapat digunakan untuk menggabungkan sebagian besar bahan logam, memfasilitasi pengelasan logam, logam yang berbeda, dan persimpangan antara logam dan non-logam.
Metode ini cocok untuk produksi berulang kabel logam, foil, atau tipis lembaran logam tebal kurang dari 2-3mm.
17. Pengelasan Difusi
Pengelasan difusi biasanya menggunakan panas tidak langsung sebagai sumber energi untuk pengelasan fase padat. Biasanya dilakukan di bawah ruang hampa udara atau dalam atmosfer pelindung.
Selama proses pengelasan, permukaan kedua benda kerja yang akan dilas, disentuhkan ke dalam kontak di bawah suhu tinggi dan tekanan yang besar, dan ditahan di sana selama jangka waktu tertentu untuk mencapai jarak antaratom. Difusi atom selanjutnya menghasilkan ikatan.
Sebelum pengelasan, permukaan benda kerja tidak hanya perlu dibersihkan dari oksida dan kotoran lainnya, tetapi juga kekasaran permukaan juga harus di bawah nilai tertentu untuk memastikan kualitas lasan.
Pengelasan difusi hampir tidak menunjukkan efek yang merugikan pada sifat-sifat material yang disambung.
Dapat digunakan untuk mengelas berbagai macam logam homogen dan heterogen, serta beberapa non-logam bahan seperti keramik.
Selain itu, pengelasan difusi mampu menyatukan struktur dan komponen yang kompleks dengan perbedaan ketebalan yang signifikan.