Simbol Pengelasan Dijelaskan: Daftar Lengkap dengan Diagram
Simbol pengelasan mungkin tampak seperti bahasa asing, tetapi menguasainya sangat penting untuk komunikasi yang efektif dalam dunia teknik mesin. Dalam artikel blog ini, seorang insinyur mesin berpengalaman akan mengungkap simbol-simbol rumit ini, memberi Anda pengetahuan untuk menafsirkan dan menerapkannya dengan percaya diri dalam proyek-proyek Anda. Bersiaplah untuk membuka rahasia simbol pengelasan dan tingkatkan keterampilan teknik Anda ke level yang lebih tinggi!
Standar ini menguraikan metode penyajian simbol pengelasan. Standar ini berlaku untuk pengelasan fusi logam dan pengelasan resistansi.
2. Referensi Normatif
GB / T 5185: Penunjukan Metode Pengelasan Logam dan Pematerian dalam Gambar
GB / T 12212: Gambar Teknis - Dimensi, Proporsi, dan Representasi Simbol Pengelasan yang Disederhanakan
3. Persyaratan Dasar
3.1 Indikasi yang Jelas tentang Jenis Las
Simbol pengelasan harus secara jelas menunjukkan jenis pengelasan yang akan dibuat dan tidak boleh menyertakan catatan yang berlebihan. Representasi las dapat dilakukan dengan menggunakan metode grafis las atau metode anotasi simbol las. Metode penandaan simbol las umumnya lebih disukai, tetapi jika tidak jelas atau jika metode grafis lebih sederhana, metode ini dapat digunakan sebagai gantinya.
3.2 Komponen Simbol Pengelasan
Simbol pengelasan terdiri dari simbol dasar dan pemimpin, dan simbol tambahan seperti simbol tambahan, simbol tambahan, dan simbol ukuran las dapat ditambahkan jika diperlukan. Skala, ukuran, dan metode representasi simbol grafis harus sesuai dengan GB/T 12212. Untuk metode grafis yang umum digunakan dalam GB / T 12212, lihat Lampiran C (lampiran normatif).
3.3 Indikasi Ukuran dan Proses Pengelasan
Jika standar profesional menentukan ukuran dan proses pengelasan, hal ini harus ditunjukkan dalam simbol pengelasan. Metode pengelasan yang ditandai pada gambar harus sesuai dengan Lampiran B (lampiran normatif). Setiap proses pasca pengelasan seperti spading, gerinda, atau pemotongan harus ditunjukkan dalam persyaratan teknis.
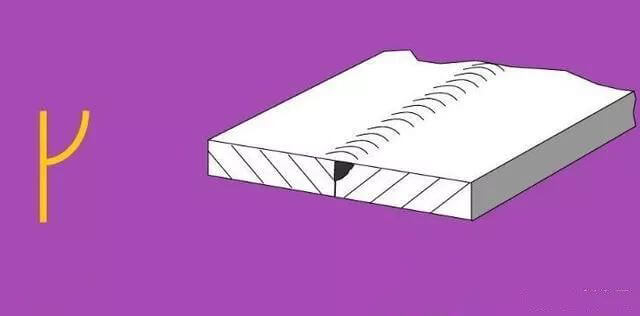
I. Bentuk Dasar Tumpang Tindih Jahitan Las
1. Sendi Pantat
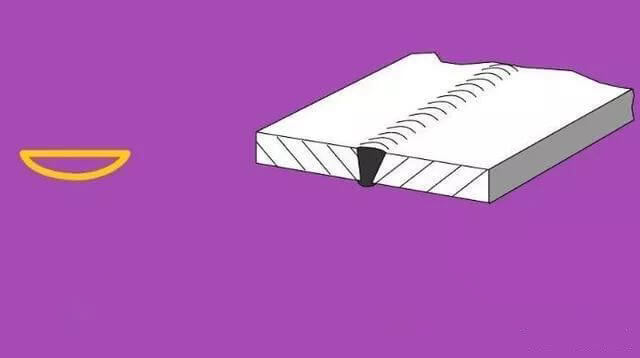
2. Tumpang tindih
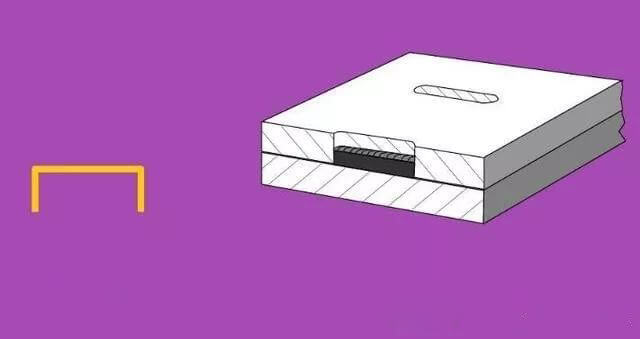
3. Sambungan Sudut Kanan
4. Sambungan berbentuk T
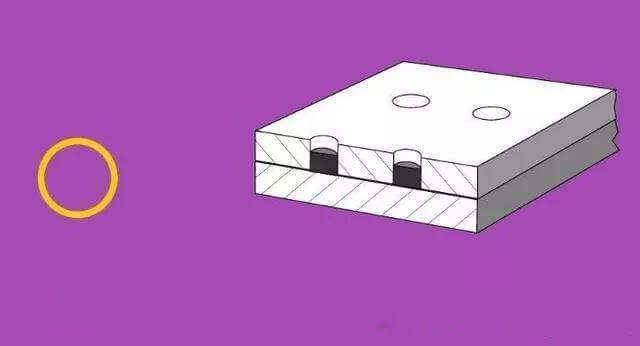
5. Bevel Joint:
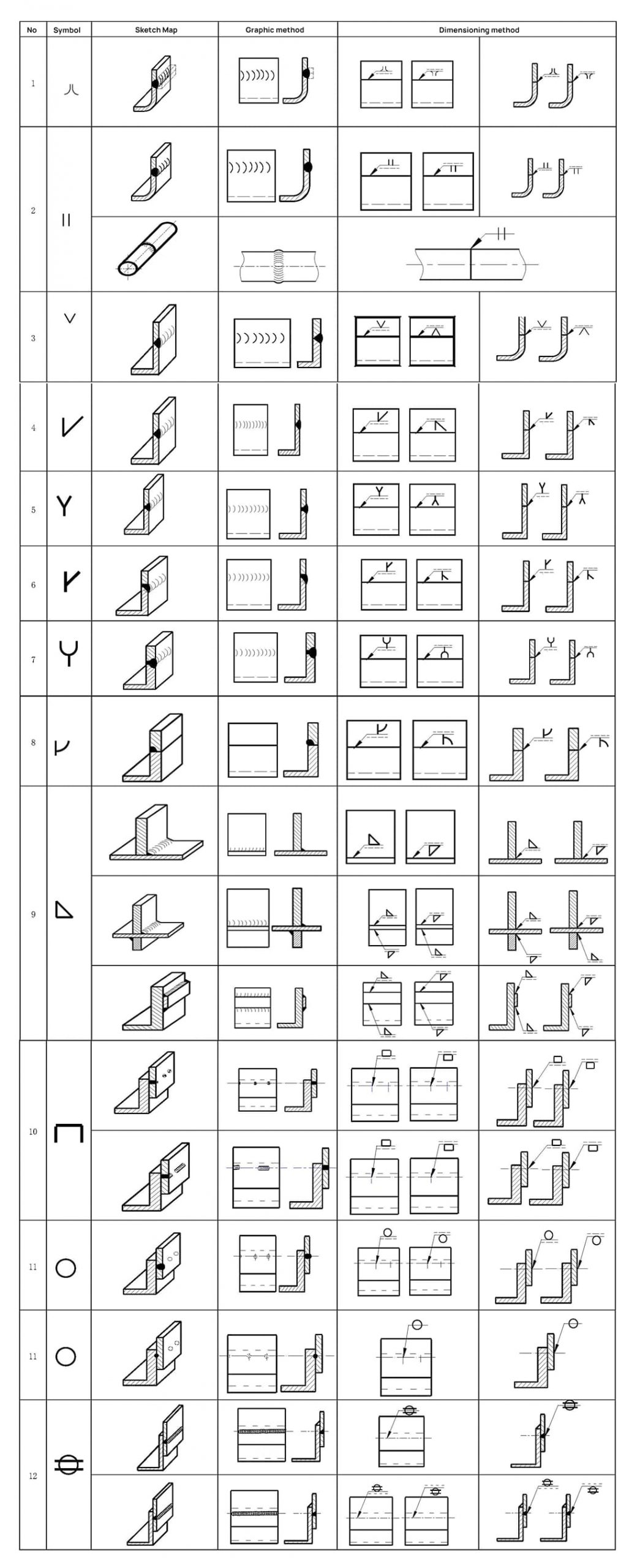
II. Bentuk Fraktur Dasar dari Lapisan Las
Tidak.
Diagram Skematik
Bentuk Kemiringan
Simbol pengelasan
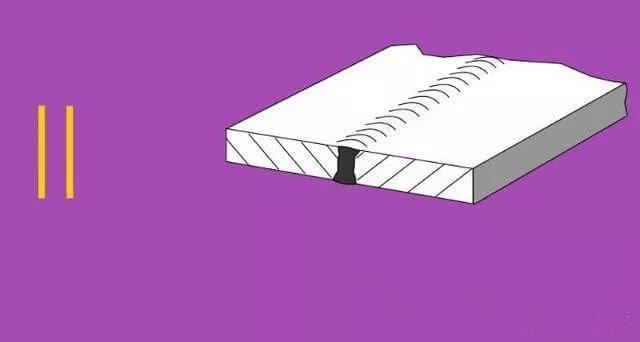
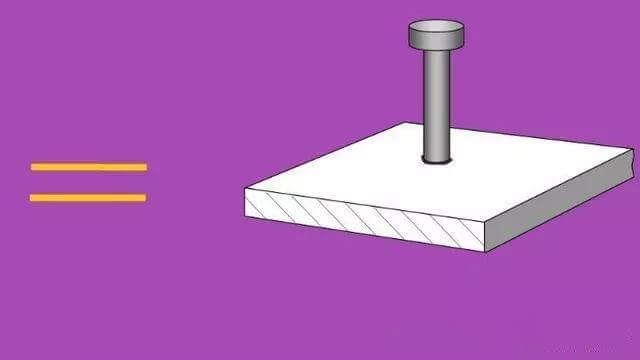
1
Alur berbentuk I
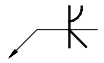
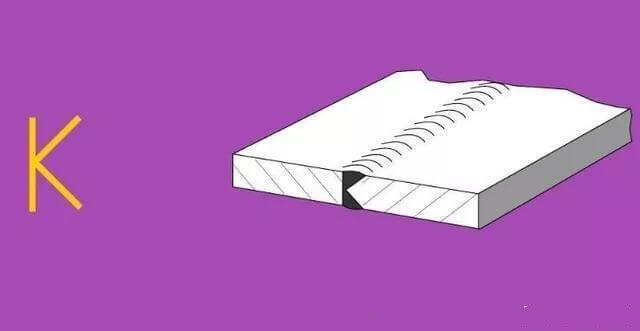
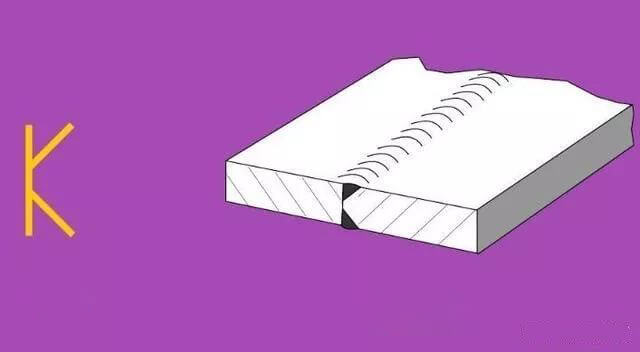
2
Alur berbentuk K
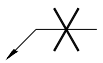
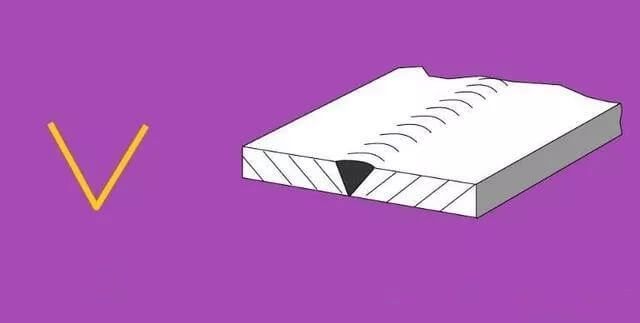
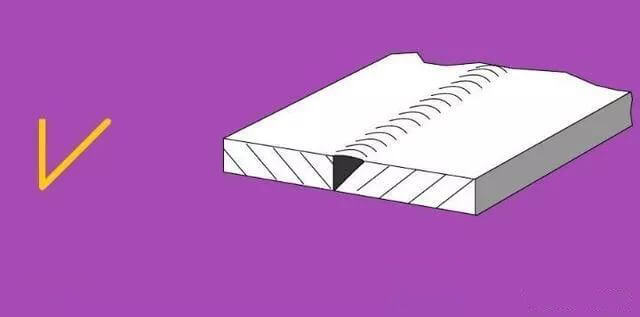
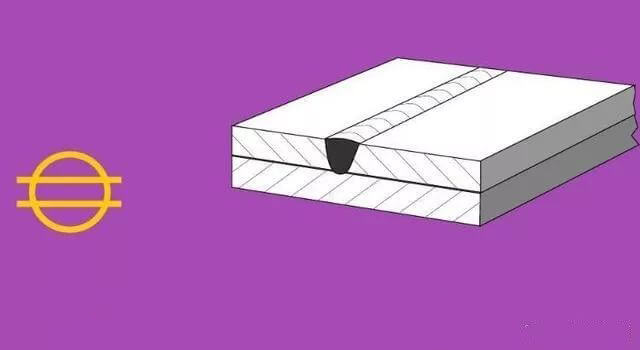
3
Alur berbentuk V
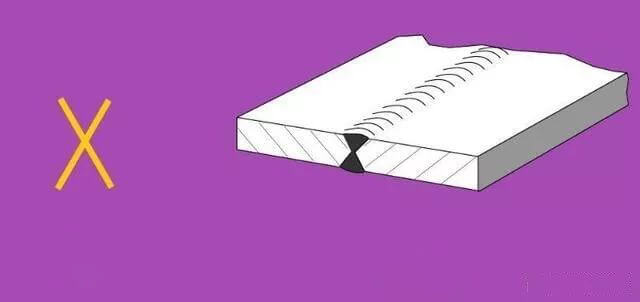
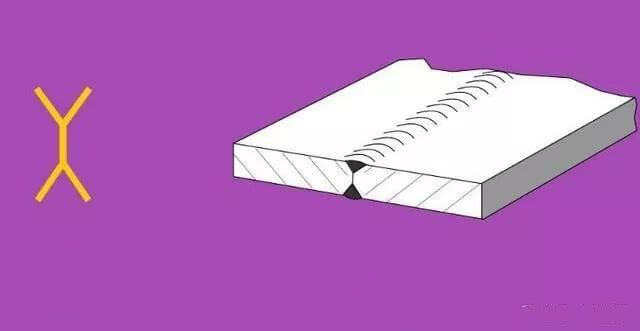
4
Alur berbentuk X
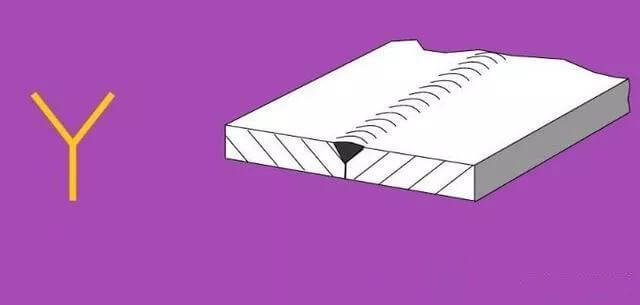
5
Celah berbentuk Y
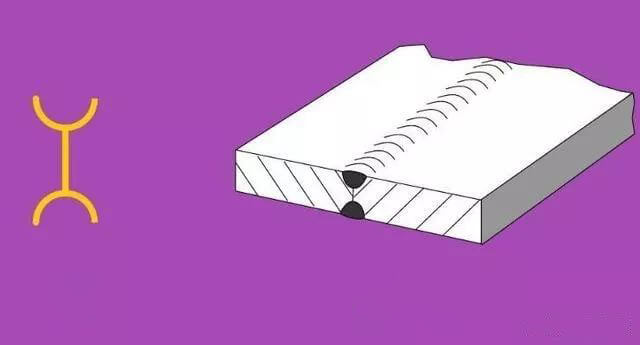
6
Berbentuk X (dengan tepi murni)
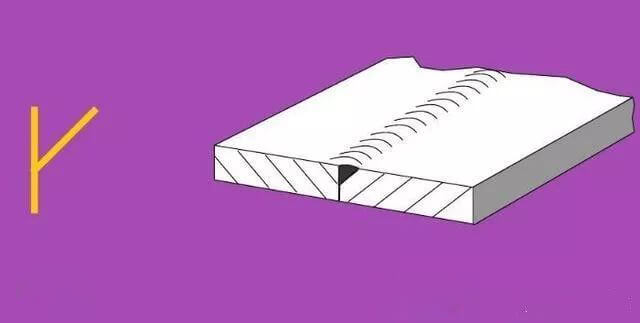
7
Celah berbentuk V miring
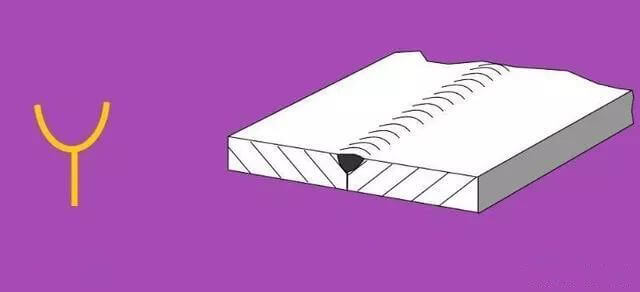
8
Celah berbentuk Y miring
9
Tumpang tindih (las tiga sisi)
10
Celah berbentuk U
11
Istirahat berbentuk U satu sisi
12
Pengelasan Titik
13
Istirahat Tidak Teratur
14
Istirahat Tidak Teratur
15
Istirahat Tidak Teratur
III. Simbol Pengelasan
1. Definisi Simbol Pengelasan
Simbol pengelasan adalah notasi standar yang digunakan pada gambar teknik untuk menyampaikan informasi rinci tentang persyaratan pengelasan. Simbol-simbol ini menunjukkan metode pengelasan, bentuk pengelasan, ukuran pengelasan, dan detail teknis lainnya yang diperlukan untuk proses fabrikasi.
2. Komponen Simbol Pengelasan
Simbol pengelasan terdiri dari beberapa elemen, masing-masing memiliki tujuan khusus dalam menyampaikan instruksi pengelasan yang terperinci:
(1) Simbol Las
Simbol Dasar: Mewakili bentuk penampang lasan, seperti fillet, alur, atau las titik.
Simbol Tambahan: Tunjukkan fitur tambahan pada lasan, seperti kontur (misalnya, datar, cembung, cekung).
Simbol Tambahan: Memberikan rincian lebih lanjut tentang karakteristik las, seperti simbol penyelesaian atau simbol las bidang.
(2) Garis Referensi
Garis referensi adalah bagian mendasar dari struktur simbol pengelasan, yang terdiri dari:
Garis Panah: Menunjuk ke lokasi di mana pengelasan akan dilakukan.
Garis Referensi: Garis horizontal tempat simbol dan dimensi las ditempatkan.
(3) Simbol Ukuran Las
Simbol-simbol ini menentukan dimensi las, seperti ukuran las fillet atau kedalaman alur.
3. Posisi Standar Simbol Las pada Gambar
Format Anotasi Dasar Simbol Las
Standar untuk simbol pengelasan, seperti yang disediakan oleh American Welding Society (AWS) atau ISO, menentukan aturan yang tepat untuk penempatan simbol pengelasan, simbol dimensi, dan nilai dimensi pada garis referensi. Mematuhi standar ini memastikan kejelasan dan konsistensi dalam diagram pengelasan.
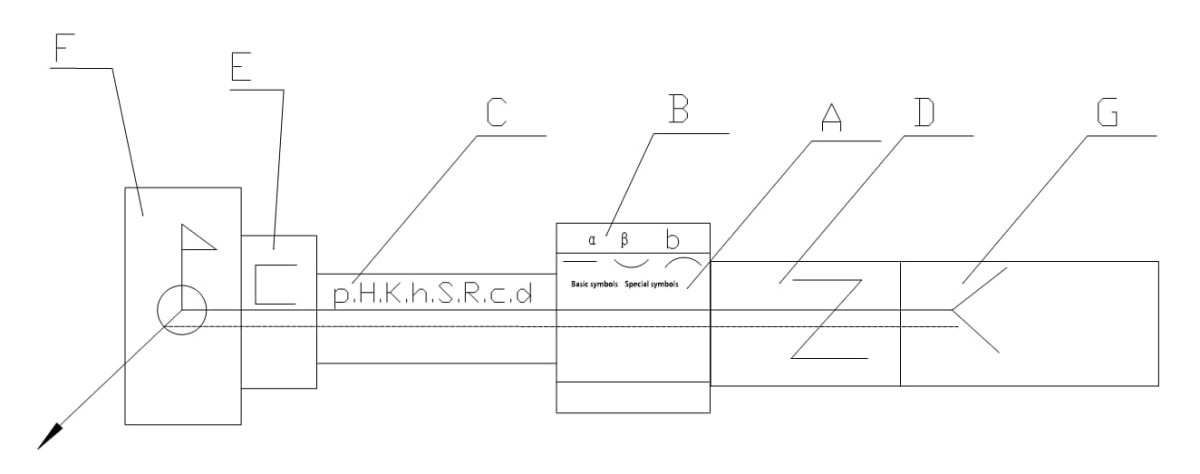
Simbol dan nilai numerik diposisikan dalam tujuh zona yang berbeda (A~G) secara relatif terhadap garis referensi. Zona-zona ini tetap pada posisinya, tanpa menghiraukan arah garis panah. Zona-zona tersebut didefinisikan sebagai berikut:
Zona A: Area Fungsional Utama
Konten: Simbol dasar, simbol khusus, simbol strip pendukung, dan simbol untuk bidang, cembung, dan cekung pada simbol bantu.
Zona B: Area Fungsional Tambahan
Lokasi: Di atas atau di bawah Zona A.
Konten: Sudut alur (α), sudut permukaan alur (β), dan celah akar (b) dalam ukuran las.
Zona C: Sisi Kiri dari Simbol Dasar
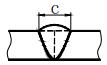
Konten: Simbol dan nilai dimensi pada penampang lintang las, seperti tepi tumpul (p), kedalaman alur (H), ukuran sudut las (K), tulangan (h), ketebalan las efektif (S), radius akar (R), lebar las (C), dan diameter inti fusi (d).
Zona D: Sisi Kanan dari Simbol Dasar
Konten: Simbol las terhuyung-huyung dan nilai ukuran longitudinal las, seperti jumlah bagian las (n), panjang las (l), dan jarak las (e).
Zona E: Simbol Las Tiga Sisi
Konten: Menandai simbol las tiga sisi dalam simbol tambahan.
Zona F: Simbol Pengelasan Lapangan
Konten: Menandai simbol las bidang dan simbol las di sekitarnya dalam simbol tambahan.
Zona G: Simbol Ekor
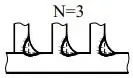
Konten: Menandai simbol ekor dengan simbol tambahan. Setelah simbol ekor, informasi tambahan seperti jumlah lasan identik (N), kode metode pengelasan, kualitas lasan, dan persyaratan inspeksi dicatat.
4. Kode Representasi Metode Pengelasan Umum dalam Gambar
Lihat tabel di bawah ini (catatan: tabel tidak disediakan dalam kueri).
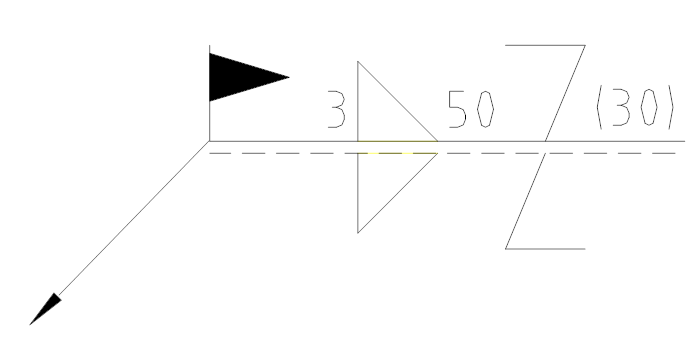
Indikasi: Tinggi las 3, pengelasan terhuyung-huyung, panjang jahitan las 50, interval 30, diperlukan pengelasan di lokasi.
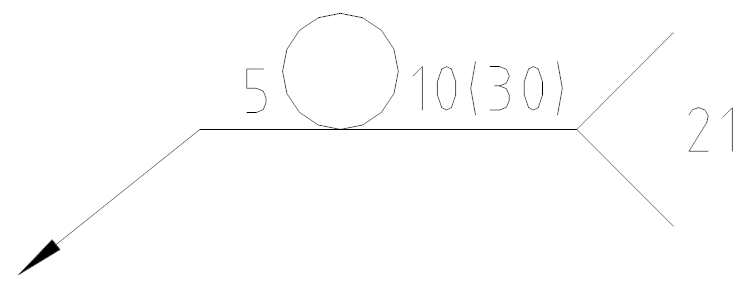
Contoh 2:
Pernyataan: Diameter las titik adalah 5, jumlah las titik adalah 10, dan intervalnya 30.
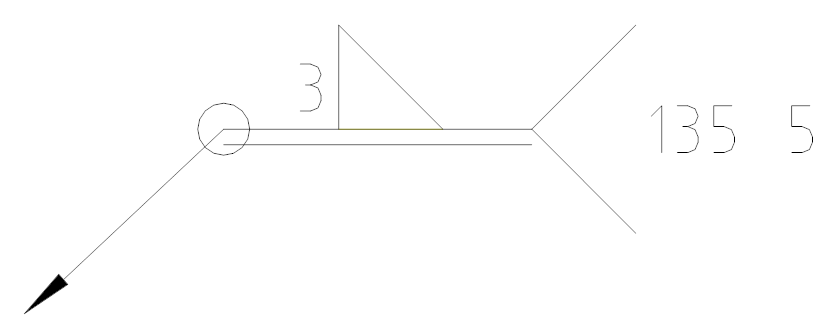
Contoh 3:
Indikasi: Ketinggian pengelasan adalah 3, dengan pengelasan penuh di sekelilingnya. Sambungan dibuat menggunakan gas CO2 pengelasan berpelindung gas, dengan total 5 lokasi.
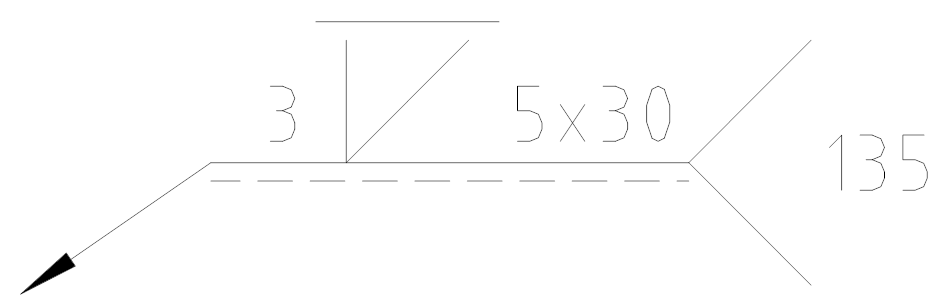
Contoh 4:
Indikasi: Ketinggian las adalah 3, dengan alur V miring, permukaan las rata, panjang las 30, total 5 segmen, dan pengelasan dilakukan dengan menggunakan CO2 pengelasan berpelindung gas.
6. Simbol-simbol dasar
Simbol dasar mewakili bentuk penampang lasan, seperti yang diilustrasikan pada Tabel 1.
Tabel 1 Simbol Pengelasan Dasar
Nomor Seri
Nama simbol
Peta Sketsa
Simbol las
1
Las tepi yang digulung (tepi yang digulung sepenuhnya meleleh)
Catatan: las tepi canai yang tidak meleleh sempurna ditunjukkan dengan simbol las berbentuk I, dan ketebalan las efektif S ditambahkan, seperti yang ditunjukkan pada Tabel 7
Menunjukkan bahwa ada pelat pendukung di bagian bawah belakang las berbentuk V
2
Ada pengelasan di tiga sisi benda kerja, dan metode pengelasannya adalah pengelasan busur manual
3
Ini berarti pengelasan di sekitar benda kerja di lokasi
IV. Posisi Simbol Pengelasan pada Gambar
1. Persyaratan dasar
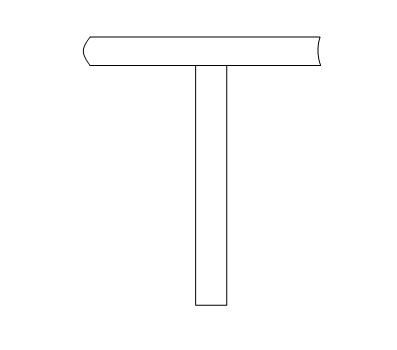
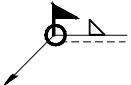
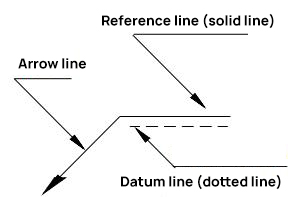
Metode representasi las yang lengkap terdiri dari simbol dasar, simbol bantu, simbol tambahan, leader, simbol dimensi, dan data. Garis pemimpin terdiri dari garis pemimpin panah (juga dikenal sebagai garis panah) dan garis datum, yang dapat berupa garis padat atau garis putus-putus, seperti diilustrasikan pada Gambar 1.
Gbr. 1 Garis pemimpin
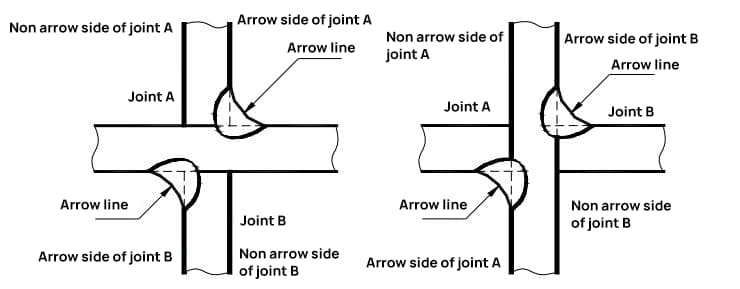
2. Hubungan antara garis panah dan sambungan las
Dua istilah yang digunakan untuk menggambarkan hubungan antara garis panah dan sambungan:
a. Sisi panah konektor;
b. Sisi konektor yang bukan panah.
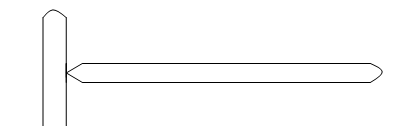
Lihat Gambar 2 dan 3 untuk penjelasan mengenai kedua istilah ini.
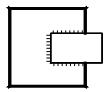
(a) Jahitan las pada sisi panah
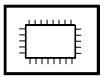
(b) Jahitan las berada di sisi yang tidak diberi tanda panah
Gbr. 2 Sambungan-T dengan las fillet tunggal
Gbr. 3 Sambungan silang las fillet ganda
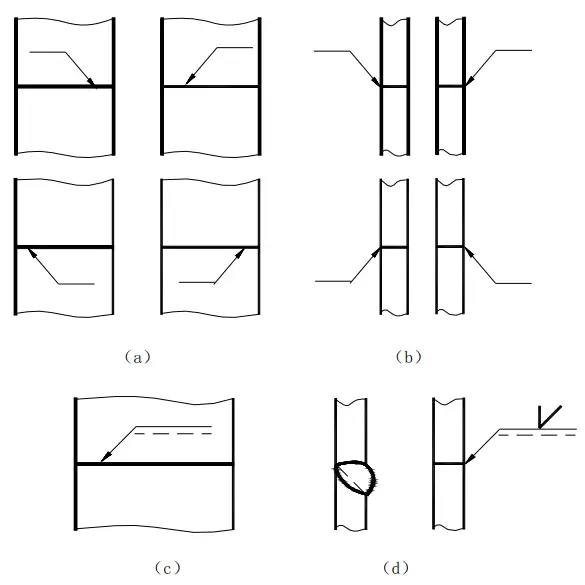
3. Posisi panah
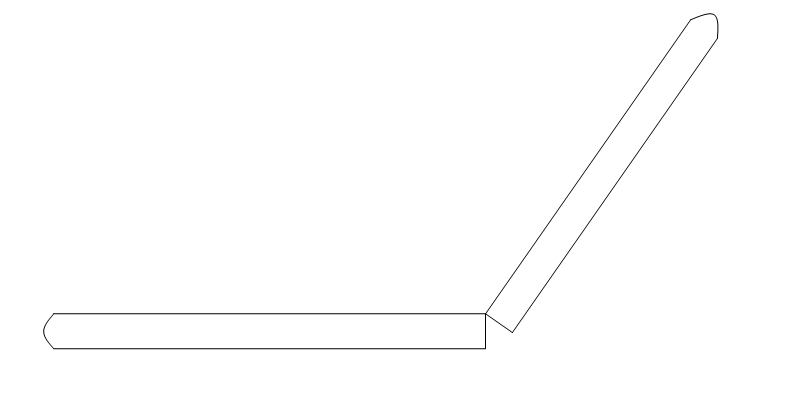
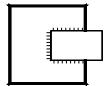
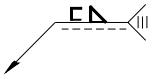
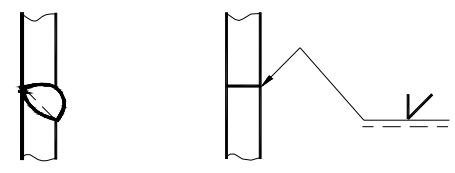
Secara umum, tidak ada persyaratan khusus untuk posisi garis panah relatif terhadap lasan, seperti yang ditunjukkan pada Gambar 4(a) dan (b). Namun, ketika menandai las berbentuk V satu sisi, V satu sisi dengan ujung tumpul, dan las berbentuk J, garis panah harus mengarah ke benda kerja dengan alur, seperti yang ditunjukkan pada Gambar 4(c) dan (d). Jika perlu, membengkokkan garis panah sekali saja diperbolehkan, seperti yang ditunjukkan pada Gambar 5.
Gbr. 4 Lokasi garis panah
Gbr. 5 Garis panah melengkung
4. Lokasi garis referensi
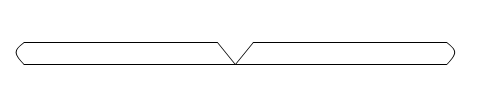
Garis putus-putus dari garis referensi dapat digambar di atas atau di bawah garis padat dari garis referensi. Garis datum harus sejajar dengan tepi bawah gambar.
5. Posisi tanda datum relatif terhadap garis datum
a. Jika las berada pada sisi panah sambungan, simbol dasar harus ditandai pada sisi garis solid dari garis datum, seperti yang ditunjukkan pada Gbr. 6 (a);
b. Jika pengelasan berada pada sisi non panah dari sambungan, simbol dasar harus ditandai pada sisi garis putus-putus dari garis datum, seperti yang ditunjukkan pada Gbr. 6 (b);
c. Ketika las simetris dan las dua sisi ditandai, garis putus-putus mungkin tidak diperlukan, seperti yang ditunjukkan pada Gbr. 6 (c) dan (d).
(a) Pengelasan berada di sisi panah sambungan
(b) Pengelasan berada pada sisi sambungan yang tidak diberi tanda panah.
(c) Pengelasan simetris
(d) Pengelasan sisi ganda
Gbr. 6 Posisi simbol dasar relatif terhadap garis referensi
V. Simbol Ukuran Las dan Posisi Penandaannya
1. Dimensi Dasar dan Konsep Terkait Las
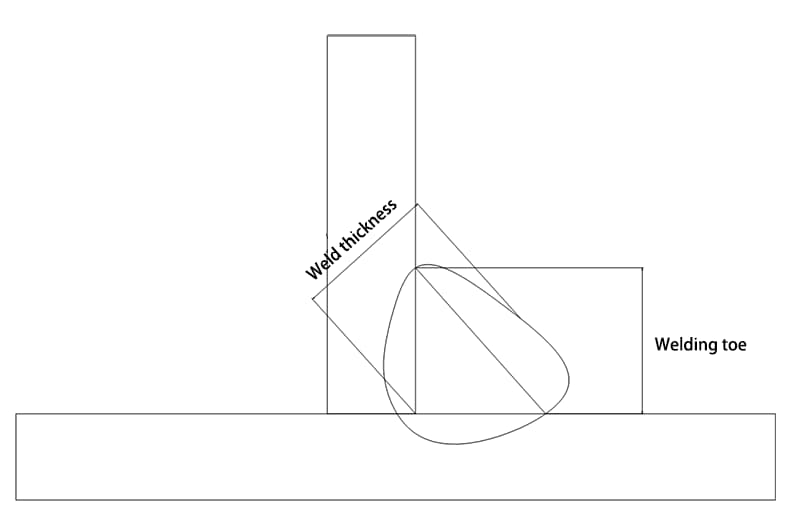
1. Kaki Las:
Persimpangan antara permukaan lasan dan logam induk.
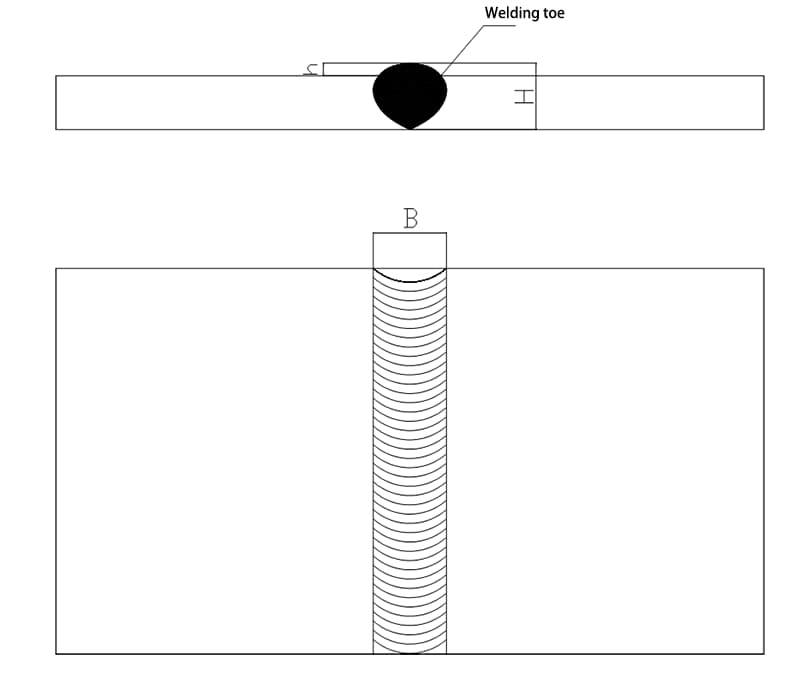
2. Lebar Las (B):
Jarak antara kedua ujung las pada permukaan las.
3. Ketebalan Las:
Pada penampang lasan, jarak dari bagian depan lasan ke bagian belakang lasan.
4. Ukuran Kaki:
Panjang sisi siku-siku pada segitiga siku-siku sama kaki terbesar yang digambar pada penampang las fillet.
5. Kaki Las:
Pada penampang las fillet, jarak terpendek dari ujung las pada satu permukaan siku-siku ke permukaan siku-siku lainnya.
6. Kedalaman Penetrasi:
Pada penampang melintang sambungan las, kedalaman peleburan logam induk atau lapisan las sebelumnya.
7. Faktor Bentuk Pengelasan:
Rasio lebar las B terhadap kedalaman las yang dihitung H pada penampang melintang jahitan tunggal selama pengelasan fusi.
8. Penguatan:
Ketinggian maksimum logam las yang melebihi garis pada permukaan logam induk.
9. Akar Las:
Persimpangan bagian belakang lasan dan logam induk.
10. Kawah
Selama pengelasan busur, depresi terbentuk di ujung jalur pengelasan karena pemutusan atau pemadaman busur yang tidak tepat.
11. Kolam Las
Selama pengelasan fusi, di bawah pengaruh panas pengelasan sumber, bagian logam pada benda kerja yang membentuk bentuk geometris tertentu dan menjadi cair.
Gambar 1 Koefisien Pembentukan Lapisan Las (¢) = B/H
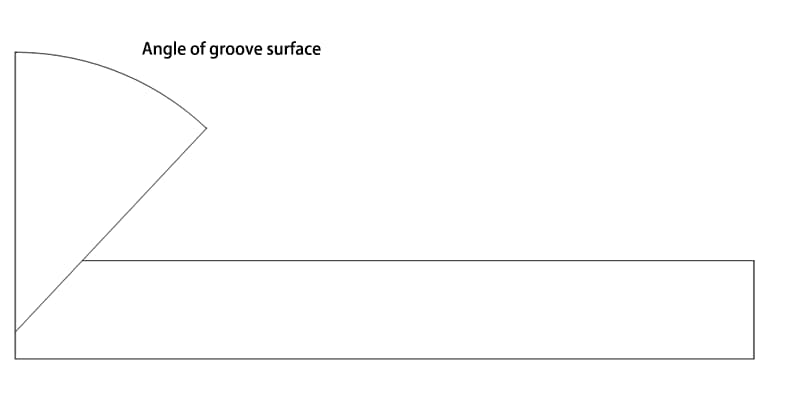
Sudut antara permukaan ujung alur yang akan dikerjakan dan permukaan alur:
2. Persyaratan umum
2.1 Jika perlu, simbol datum dapat dilengkapi dengan simbol dimensi dan data. Lihat Tabel 6 untuk simbol dimensi.
Tabel 6 Simbol Ukuran Las
Simbol
Nama simbol
Contoh diagram
Simbol
Nama simbol
Contoh diagram
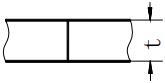
δ
Ketebalan benda kerja
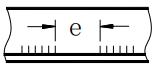
e
Jarak pengelasan
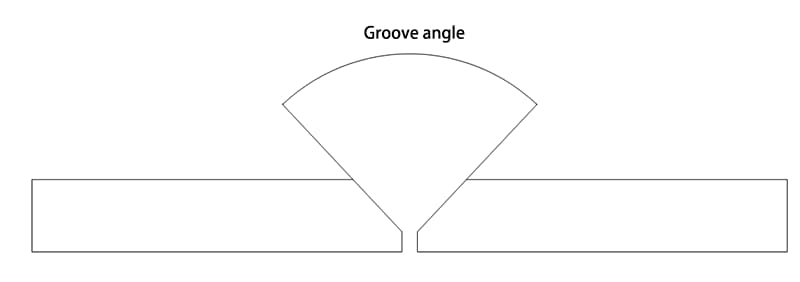
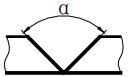
α
Sudut alur
K
Ukuran fillet
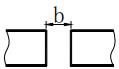
b
Celah akar
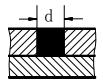
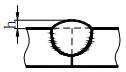
d
Diameter nugget
P
Tepi tumpul
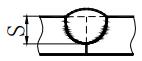
S
Ketebalan las yang efektif
c
Lebar las
N
Jumlah simbol las yang identik
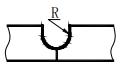
R
Jari-jari akar
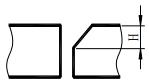
H
Kedalaman alur
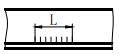
L
Panjang las
h
Kelebihan tinggi badan
n
Jumlah segmen las
β
Sudut permukaan alur
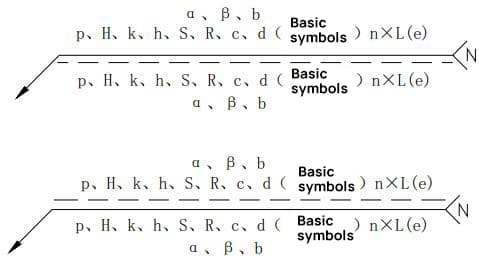
2.2 Prinsip-prinsip penandaan untuk simbol dan data ukuran las diilustrasikan pada Gambar 7.
a. Dimensi penampang las ditunjukkan di sisi kiri simbol dasar;
b. Dimensi dalam arah panjang las ditunjukkan di sisi kanan simbol dasar;
c. Sudut alur, sudut muka alur, dan dimensi celah akar ditunjukkan di bagian atas atau bawah simbol dasar;
d. Simbol angka untuk pengelasan yang sama ditunjukkan di bagian akhir;
e. Jika ada banyak data dimensi yang harus ditandai dan sulit dibedakan, simbol dimensi yang sesuai dapat ditambahkan di depan data untuk memperjelas.
Gbr. 7 Prinsip penandaan ukuran las
2.3 Lihat Tabel 7 untuk contoh penandaan ukuran las.
Tabel 7 Contoh Dimensi Las
Nomor Seri
Nama las
Peta Sketsa
Simbol dimensi pengelasan
Contoh
1
Las pantat
S: Ketebalan las yang efektif
2
Pengelasan crimping
S: Ketebalan las yang efektif
3
Pengelasan fillet kontinu
K: Ukuran fillet
4
Pengelasan fillet terputus-putus
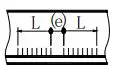
L: Panjang las, tidak termasuk kawah; e: celah las; n: jumlah segmen las
5
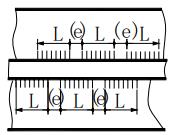
Pengelasan fillet terputus-putus yang terhuyung-huyung
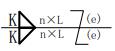
L: Panjang las, tidak termasuk kawah; e: celah las; n: jumlah segmen las; K: ukuran fillet las
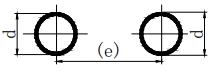
6
Las tusuk atau las slot
L: Panjang las, tidak termasuk kawah; e: celah las; n: jumlah segmen las; c: lebar slot.
e: Jarak bebas las; n: jumlah segmen las; d: diameter lubang.
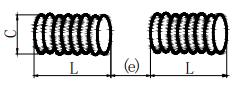
7
Pengelasan jahitan
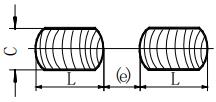
L: Panjang las, tidak termasuk kawah; e: celah las; n: jumlah segmen las; c: lebar las.
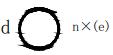
8
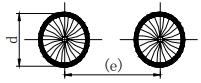
Las titik
n: Jumlah segmen las; e: jarak; d: diameter titik las.
3. Deskripsi simbol dimensi
3.1 Ukuran untuk menentukan posisi las harus ditunjukkan pada gambar dan bukan pada simbol las.
3.2 Jika tidak ada penandaan di sisi kanan simbol dasar dan tidak ada informasi lebih lanjut yang diberikan, maka diasumsikan bahwa lasan tersebut kontinu di sepanjang benda kerja.
3.3 Jika tidak ada tanda di sisi kiri simbol dasar dan tidak ada informasi lain yang diberikan, maka diasumsikan bahwa butt weld harus dilas seluruhnya.
3.4 Apabila las steker dan las alur memiliki tepi yang miring, ukuran bagian bawah lubang harus ditandai.
VI. Contoh Aplikasi Simbol
Lampiran A
(Lampiran informatif)
Contoh aplikasi simbol
A. 1 Penerapan simbol-simbol dasar
Lihat Tabel A.1 untuk contoh simbol dasar.
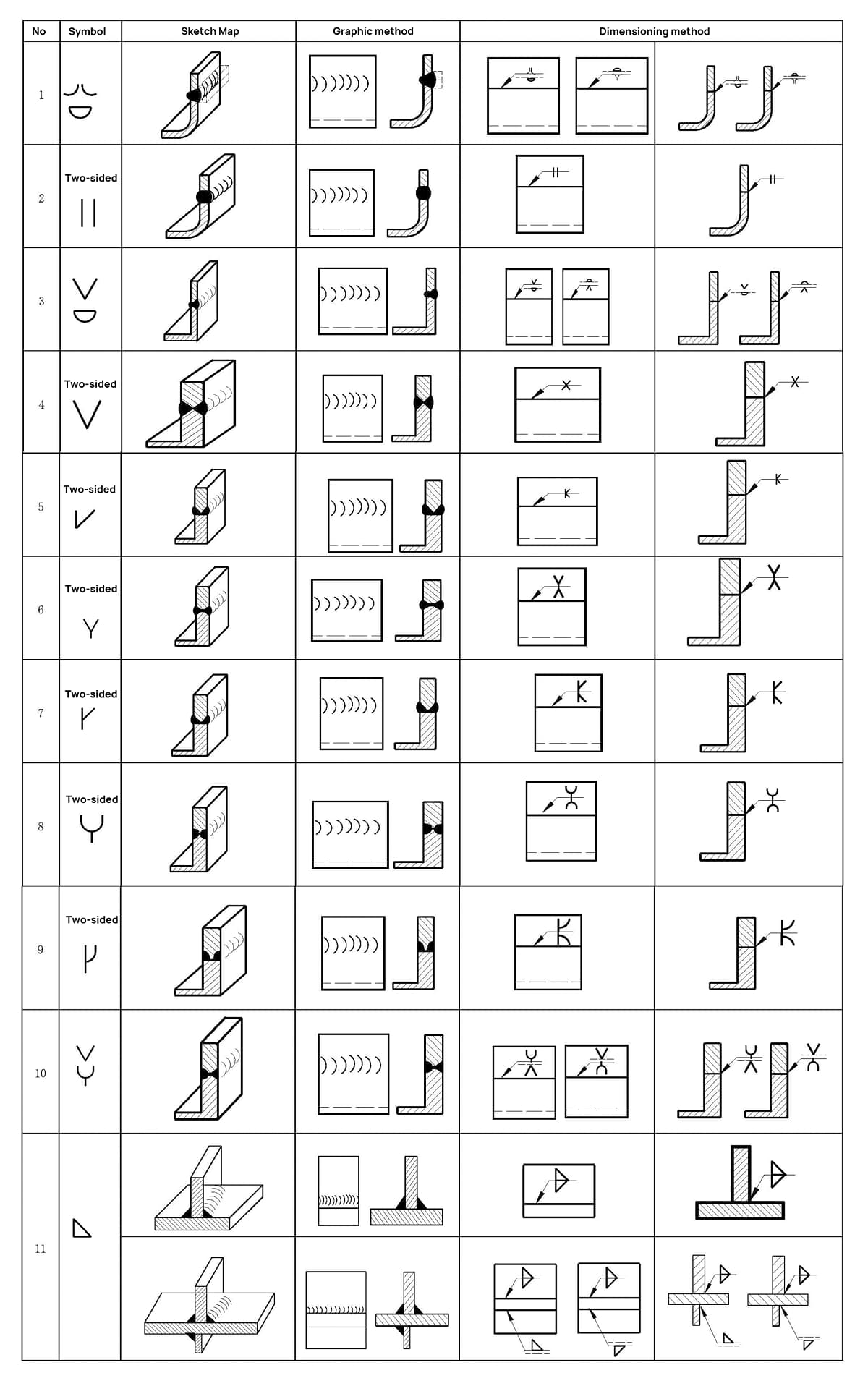
A. 2 Kombinasi simbol dasar
Lihat Tabel A.2 untuk contoh aplikasi kombinasi simbol dasar.
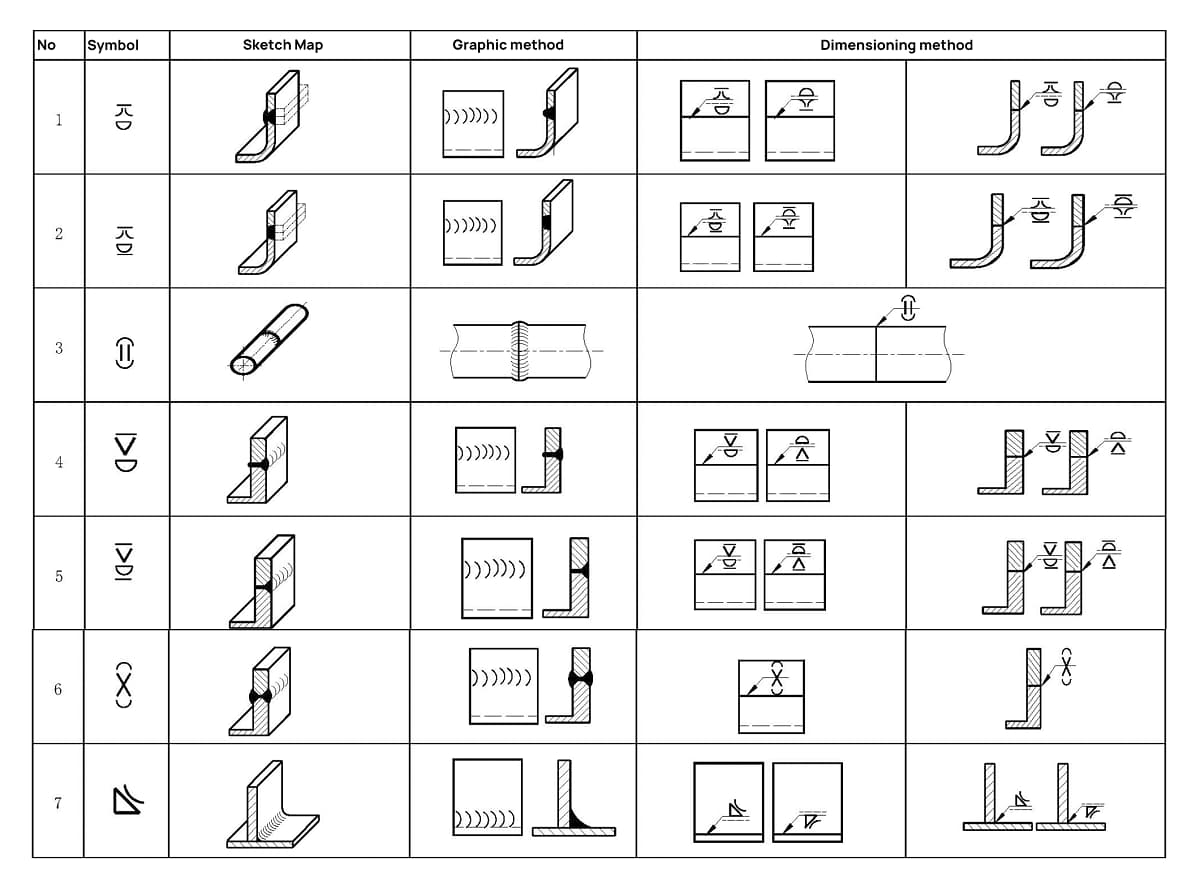
A. 3 Kombinasi simbol dasar dan simbol bantu
Lihat Tabel A.3 untuk contoh kombinasi simbol dasar dan simbol bantu.
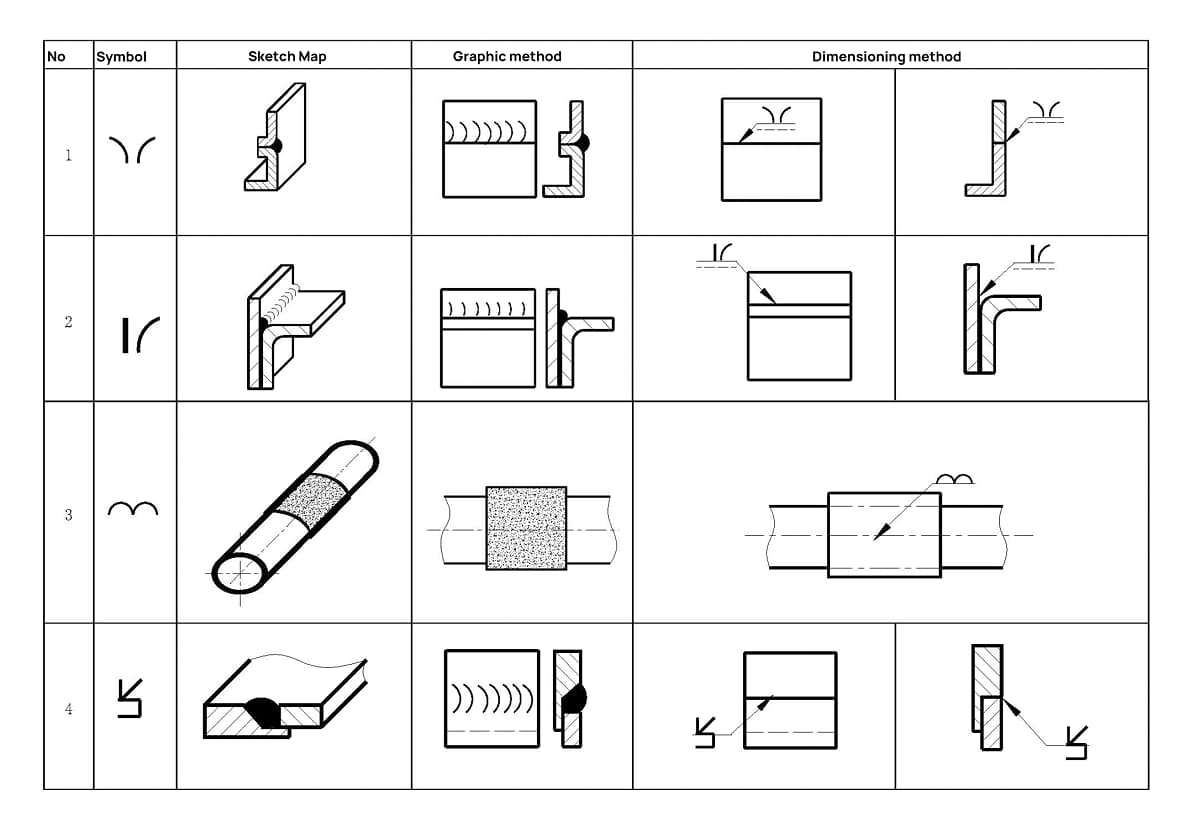
A. 4 Kasus-kasus khusus
Lihat Tabel A.4 untuk tanda las flare, las flare sepihak, las tumpuk, dan las tepi kunci.
Tabel A.1 Contoh aplikasi simbol dasar
Tabel A.2 Contoh kombinasi simbol dasar
Tabel A.3 Contoh kombinasi simbol dasar dan simbol bantu
Tabel A.4 Penandaan Las Khusus
Lampiran B
(Lampiran normatif)
Metode pengelasan dan namanya
B. 1 Penandaan metode pengelasan pada gambar
Ketika berbagai metode pengelasan ditandai pada gambar, karakter Cina harus digunakan sebagai pengganti kode yang ditentukan dalam GB / T 5185.
B. 2 Metode pengelasan yang umum dan namanya
Metode pengelasan yang umum dan namanya adalah sebagai berikut:
a) Pengelasan busur manual (pengelasan MIG elektroda berlapis);
b) Pengelasan busur terendam;
c) Pengelasan MIG: Pengelasan perlindungan gas inert cair;
d) Pengelasan MAG: Pengelasan perlindungan gas non inert cair;
Ketika representasi sederhana dari pengelasan diperlukan dalam gambar, maka dapat ditunjukkan melalui pandangan, pandangan penampang, atau gambar penampang. Lampiran ini memberikan metode langsung yang biasa digunakan oleh perusahaan sebagaimana diuraikan dalam GB/T 12212 untuk kemudahan penggunaan. Untuk informasi lebih lanjut, lihat GB/T 12212.
C. 2 Tampilan
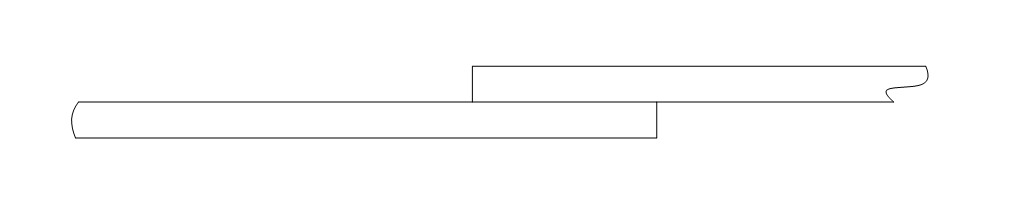
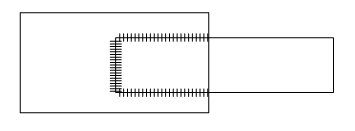
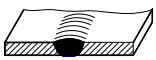
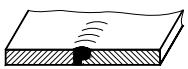
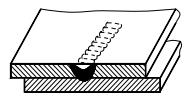
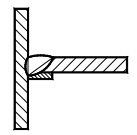
C. 2.1 Metode penggambaran lasan ditunjukkan pada Gbr. C.1 dan Gbr. C.2 (serangkaian segmen garis padat halus yang mewakili lasan dapat digambar dengan tangan).
Anda juga diperbolehkan menggunakan garis tebal (2b ~ 3b) untuk merepresentasikan lasan, seperti ditunjukkan pada Gbr. C.3.
Namun demikian, pada gambar yang sama, hanya satu metode pengecatan yang diperbolehkan.
Metode menggambar lasan
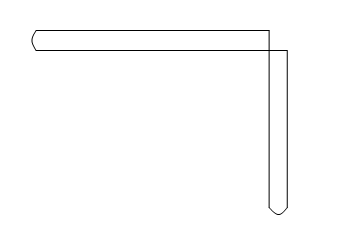
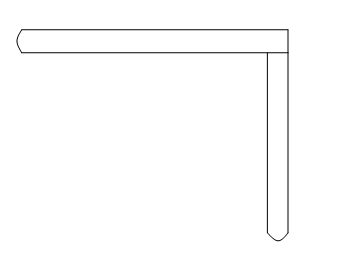
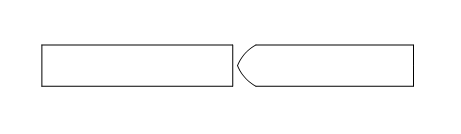
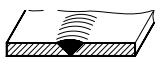
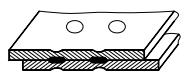
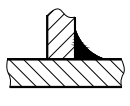
C. 2.2 Dalam representasi permukaan ujung las, garis tebal yang solid biasanya digunakan untuk menguraikan kontur las.
Jika diperlukan, garis solid tipis dapat digunakan untuk menggambarkan bentuk alur sebelum pengelasan, seperti yang digambarkan pada Gambar C.4.
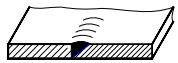
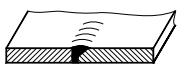
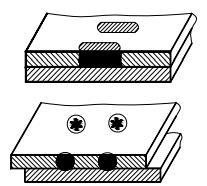
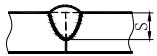
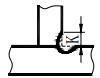
C. 3 Tampilan penampang atau tampilan penampang
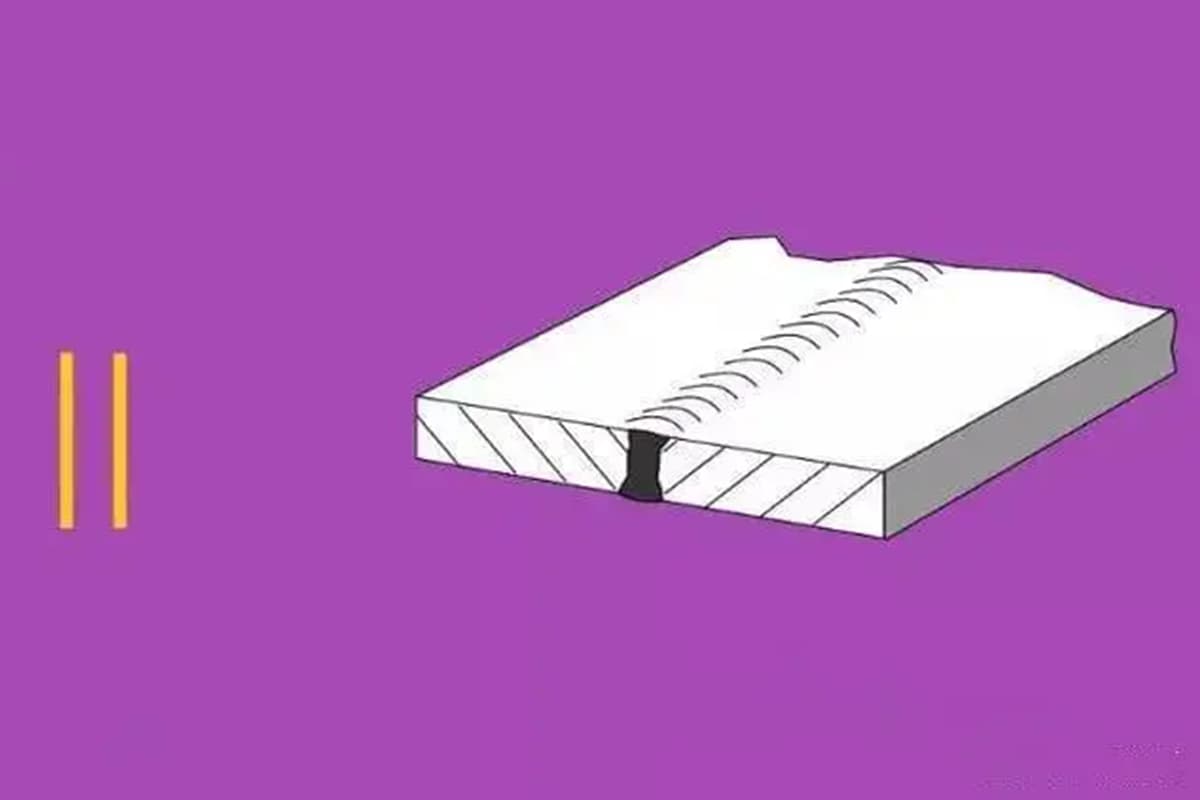
Pada tampilan penampang atau profil, area pengelasan fusi logam pada lasan biasanya ditandai dengan warna hitam, seperti yang digambarkan pada Gambar C.5. Jika bentuk alur juga perlu ditunjukkan, area pengelasan fusi juga dapat direpresentasikan seperti yang diuraikan dalam Klausul C.2.2, seperti yang ditunjukkan pada Gambar C.6.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana pengelasan mengubah potongan logam yang terpisah menjadi satu kesatuan yang utuh? Artikel ini menjelajahi dunia sambungan las yang memukau, memeriksa jenis-jenisnya, karakteristik mekanis, dan...
Pernahkah Anda bertanya-tanya apa arti dari "X-weld" atau "tack-weld"? Artikel terbaru kami menguraikan 292 istilah pengelasan yang penting, memberikan definisi yang jelas dan contoh-contoh praktis. Apakah Anda seorang tukang las berpengalaman atau baru memulai,...
I. Konten Inspeksi untuk Badan Robot Pengelasan II. Konten Inspeksi untuk Kotak Kontrol Robot Pengelasan III. Isi Pemeriksaan untuk Sumbu Eksternal dan Penjepit Pengelasan dari Robot Pengelasan ...
Bayangkan sebuah teknik pengelasan yang menawarkan presisi, efisiensi, dan keserbagunaan, sekaligus meminimalkan cacat. Variable Polarity Plasma Arc Welding (VPPAW) dapat melakukan hal tersebut untuk paduan aluminium. Dengan menyesuaikan arus secara independen...
Pernahkah Anda bertanya-tanya bagaimana lembaran logam tipis disatukan dengan sempurna dalam mesin yang rumit? Artikel ini mengeksplorasi dunia teknik pengelasan yang memukau, mulai dari pengelasan busur manual hingga MIG dan...
Artikel ini mengeksplorasi dunia pengelasan yang menarik, dari pengelasan busur manual hingga teknik canggih berpelindung gas. Anda akan menemukan metode, manfaat, dan aplikasi berbagai proses pengelasan. Bersiaplah untuk...
Pernahkah Anda bertanya-tanya bagaimana logam bergabung untuk menciptakan dunia di sekitar kita? Artikel ini menyelami dunia pengelasan yang memukau, mengeksplorasi prinsip-prinsip dasar, teknik, dan peran penting yang dimainkannya...
Pernahkah Anda bertanya-tanya bagaimana para insinyur pengelasan mengatasi masalah yang paling umum di bidang mereka? Mulai dari memahami cacat las hingga menguasai teknik terbaik untuk material yang berbeda, artikel ini mencakup 80 hal penting...
1. Pendahuluan Ringan, kecepatan tinggi, keamanan, efisiensi energi, kenyamanan, dan masa pakai yang lama adalah simbol dari kendaraan kereta api modern. Kunci untuk mencapai kecepatan kereta api adalah dengan memecahkan...