Pelatihan Pengelasan 101: Semua yang Perlu Anda Ketahui
Artikel ini mengeksplorasi dunia pengelasan yang menarik, dari pengelasan busur manual hingga teknik canggih berpelindung gas. Anda akan menemukan metode, manfaat, dan aplikasi berbagai proses pengelasan. Bersiaplah untuk mempelajari bagaimana teknik-teknik penting ini membentuk dunia modern kita!
Gunakan logam yang titik lelehnya lebih rendah dari titik leleh logam dasar sebagai logam pengisi untuk memanaskan lasan dan logam pengisi ke suhu antara titik leleh logam dasar dan titik leleh logam pengisi, sehingga logam pengisi menjadi cair dan membasahi logam dasar, mengisi celah sambungan dan berdifusi dengan logam dasar untuk mencapai pengelasan.
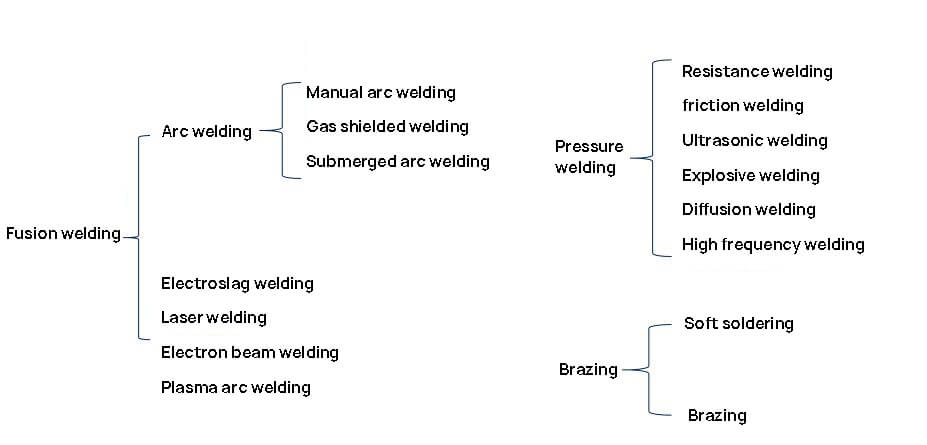
Klasifikasi khusus:
2.1 Metode pengelasan umum
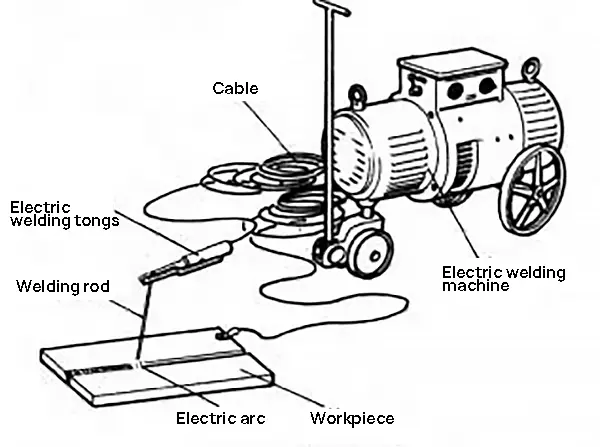
2.1.1 Pengelasan busur elektroda manual
Apa yang dimaksud dengan busur?
Pelepasan gas yang kuat dan tahan lama antara benda kerja dan elektroda disebut busur.
Secara sederhana, ini hanyalah fenomena pelepasan gas.
Namun demikian, busur mencakup tiga bagian: area kolom busur, area katoda dan area anoda.
Suhu busur:
Area katoda 2100 ℃,
Kolom busur 5700 ~ 7700 ℃
Area anoda 2300 ℃
Panas di zona busur:
Anoda menyumbang 43%
Area katoda menyumbang 36%
Area kolom busur menyumbang 21%
Apa yang dimaksud dengan pengelasan busur?
Apa yang dimaksud dengan pengelasan busur manual? Sederhananya, pengelasan busur adalah metode pengelasan yang menggunakan pembakaran busur untuk menyediakan sumber panas.
Metode pengelasan busur listrik dengan menggunakan batang las yang dioperasikan secara manual disebut pengelasan busur elektroda manual, yang disingkat menjadi pengelasan busur manual.
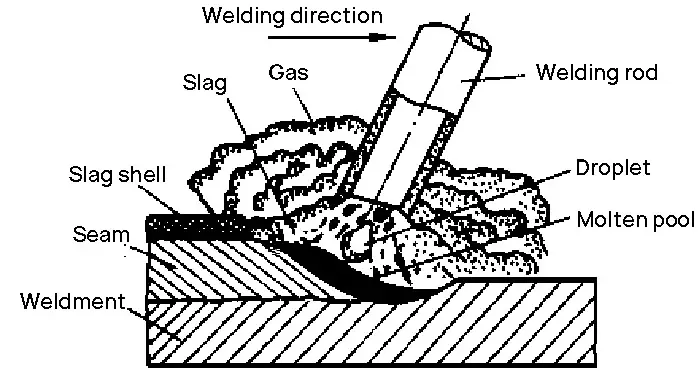
(1) Busur terbakar di antara elektroda dan lasan, dan panasnya busur membuat benda kerja dan elektroda meleleh ke dalam kolam cair pada waktu yang bersamaan;
(2) Busur listrik melelehkan atau membakar lapisan elektroda, menghasilkan terak dan gas, yang melindungi logam cair dan kolam cair;
(3) Ketika busur bergerak maju, kolam cair berikutnya mendingin dan mengeras sementara kolam cair baru terus menerus dihasilkan, sehingga membentuk pengelasan kontinu.
Keuntungan dari pengelasan busur elektroda manual:
Peralatan yang sederhana, pengoperasian yang fleksibel dan kemampuan beradaptasi yang kuat.
Kerugian dari pengelasan busur elektroda manual:
Efisiensi produksi rendah, intensitas tenaga kerja tinggi, dan kualitas pengelasan sambungan tidak mudah untuk dijamin.
Aplikasi dari pengelasan busur elektroda manual:
Dapat mengelas sebagian besar logam, cocok untuk berbagai posisi pengelasan, dan dapat mengelas pelat tipis dan tebal.
2.1.2 Pengelasan busur terendam otomatis
Apa yang dimaksud dengan pengelasan otomatis busur terendam yang biasa dikatakan?
Pengelasan otomatis - Tindakan pengelasan secara otomatis diselesaikan oleh perangkat mekanis.
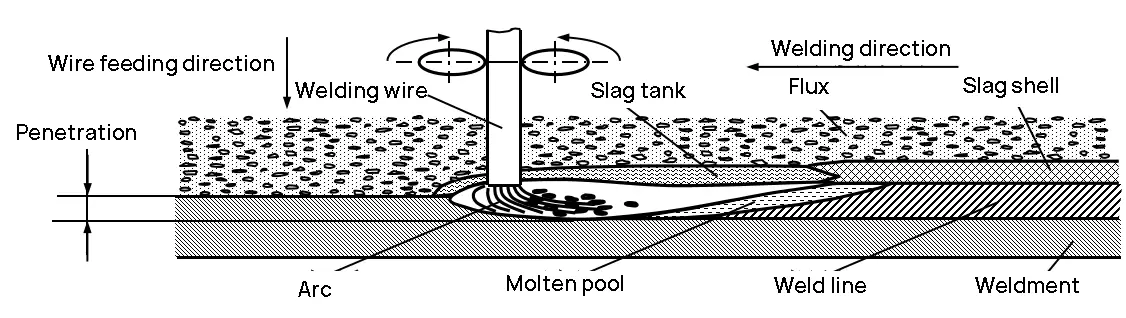
Pengelasan busur terendam - Pengelasan di mana busur terbakar di bawah lapisan fluks granular.
(1) Fluks mengalir keluar dari corong dan ditumpuk secara merata pada bagian benda kerja yang dilas untuk membentuk lapisan fluks (30-50mm);
(2) Kawat las yang diumpankan secara terus menerus menghasilkan busur antara kawat las dan lasan di bawah lapisan fluks, melelehkan kawat las, benda kerja dan fluks, membentuk kolam cairan logam, dan mengisolasinya dari udara;
(3) Saat mesin las bergerak maju secara otomatis, busur terus menerus melelehkan logam, kawat, dan fluks lasan di depan, sementara tepi di belakang kolam cair mulai mendingin dan mengeras untuk membentuk lasan, dan terak cair kemudian mengembun membentuk cangkang terak yang keras.
Mengapa lapisan fluks harus disebarkan pada permukaan posisi pengelasan?
Kamera ini memiliki tiga fungsi berikut ini:
(1) Efek perlindungan
Fluks meleleh untuk membentuk terak dan gas, secara efektif mengisolasi udara, melindungi tetesan dan kolam cair, dan mencegah pembakaran elemen paduan;
(2) Tindakan metalurgi
Dalam proses pengelasan, ini berperan sebagai deoksidasi dan suplementasi elemen paduan;
(3) Meningkatkan proses pengelasan
Jaga agar busur tetap menyala dengan mantap dan buatlah lasan yang indah.
Apa saja karakteristik pengelasan busur terendam otomatis?
Di bidang apa saja lensa ini terutama digunakan?
Keuntungan dari pengelasan busur terendam otomatis:
Efisiensi produksi yang tinggi (5 ~ kali lebih tinggi dari pengelasan busur manual);
Biaya rendah (penghematan tenaga kerja, waktu dan material);
Kondisi kerja yang baik (tidak ada percikan, jumlah tenaga kerja yang sedikit).
Kerugiandari pengelasan busur terendam otomatis:
Tidak cocok untuk pengelasan las yang rumit dan ruang yang sempit;
Peralatannya rumit dan arus pengelasan yang diperlukan besar (arus kecil akan menyebabkan busur tidak stabil);
Kemampuan beradaptasi yang buruk (berlaku untuk pengelasan datarlas lurus panjang dan las melingkar dengan diameter yang lebih besar).
Aplikasi:
Ini digunakan untuk pengelasan lurus panjang dan pengelasan melingkar dengan diameter produksi besar dan struktur pelat sedang, seperti boiler, bejana tekan, kapal, dll.
Untuk mendapatkan pembentukan las yang wajar dan kualitas pengelasan yang baik, serta meningkatkan kecepatan pengelasan, pengelasan busur terendam multi kawat telah muncul.
Ini banyak digunakan dalam aplikasi yang membutuhkan efisiensi pengelasan yang tinggi, seperti tenaga angin, teknik kelautan, pembuatan kapal, bejana tekan, alat berat, jaringan pipa, dan industri lainnya.
Pengelasan busur terendam multi-kawat seri multi daya:
Ini terutama digunakan untuk pengelasan pipa.
Menurut aplikasinya, ini dapat dibagi menjadi pengelasan eksternal jahitan longitudinal lurus panjang pipa, pengelasan internal jahitan longitudinal lurus panjang pipa, pengelasan eksternal pipa las spiral, pengelasan internal pipa las spiral dan jenis lain yang berbeda.
Pengelasan busur terendam multi-kawat paralel daya tunggal:
Sangat meningkatkan efisiensi produksi, meningkatkan kecepatan pengelasan, mengurangi konsumsi fluks, mengurangi input panas dan deformasi, menghemat energi, membuat primer lebih efisien dan menutupi lebih lancar.
2.1.3 Pengelasan berpelindung gas
Pengelasan busur yang menggunakan gas sebagai media busur dan melindungi busur serta area pengelasan disebut pengelasan busur berpelindung gas (GMAW).
Perbedaan antara pengelasan berpelindung gas elektroda habis pakai dan elektroda tidak habis pakai:
MIG / MAG: Langsung memasukkan kawat las, yang merupakan elektroda dan logam pengisi. TIG: Elektroda tungsten adalah elektroda dan tidak meleleh; Kawat las diumpankan secara terpisah dan hanya digunakan sebagai logam pengisi
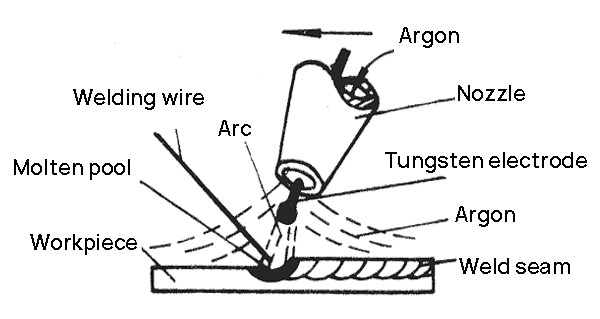
Pengelasan busur argon
Apa saja karakteristik pengelasan busur argon?
Apa saja aplikasi utamanya?
TIG
Elektroda tungsten, pengumpanan kawat manual.
Kawat las hanyalah logam pengisi.
Kawat las tidak mengalirkan arus, jadi tidak ada percikan.
Namun, untuk menghindari elektroda tungsten meleleh dan terbakar, yang dapat menyebabkan kontaminasi tungsten di kolam cair, arus pengelasan tidak mudah terlalu tinggi.
Hanya pelat tipis yang kurang dari 4mm yang dapat dilas.
MIG
Elektroda peleburan, pengumpanan kawat otomatis.
Kawat las adalah elektroda dan logam pengisi.
Tidak ada peleburan dan pembakaran elektroda tungsten yang hilang.
Arus pengelasan dapat disesuaikan dalam kisaran yang luas, sehingga pelat tipis dan pelat dengan ketebalan sedang dapat dilas.
Keuntungan dari pengelasan busur argon
Dapat dilas ke segala arah;
Mudah untuk pengamatan dan kontrol otomatis;
Efek perlindungan yang baik, busur yang stabil dan kualitas pengelasan yang baik;
Dapat mengelas hampir semua logam.
Kerugian dari pengelasan busur argon
Biaya argon yang tinggi;
Kepadatan arus pengelasan busur argon tinggi, cahaya yang dipancarkan relatif kuat, dan radiasi ultraviolet yang dihasilkan oleh busur besar, sehingga menyebabkan kerusakan yang lebih besar pada tubuh;
The zona yang terkena dampak panas dari pengelasan busur argon besar, dan benda kerja rentan terhadap retak, lubang jarum, keausan, goresan, undercut, dan cacat lainnya setelah diperbaiki;
Penerapan pengelasan busur argon
Ini terutama digunakan untuk mengelas logam nonferrous dan baja paduan yang mudah teroksidasi (terutama pengelasan Al, Mg, Ti dan paduannya serta baja tahan karat).
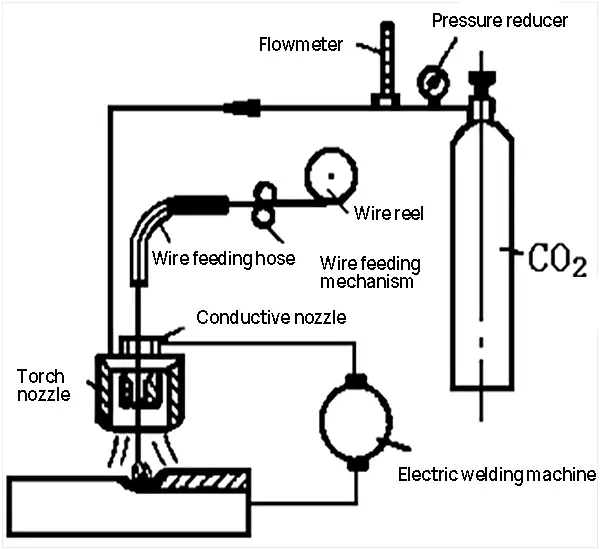
CO2 pengelasan busur berpelindung gas
Prinsip dari pengurangan emisi CO2 las busur berpelindung gas sama dengan pengelasan MIG, kecuali bahwa gas pelindungnya adalah CO2.
Volume gas CO dalam kolam lelehan dan tetesan mengembang dengan cepat dan meledak, sehingga menghasilkan percikan.
Dapat mengoksidasi logam dan membakar elemen paduan, dan tidak dapat mengelas logam nonferrous dan baja paduan.
Diagram struktur peralatan las berpelindung gas CO2
Keuntungan dari pengelasan berpelindung gas CO2
Biaya rendah (40% ~ 50% untuk pengelasan busur terendam dan pengelasan busur manual);
Efisiensi tinggi (kerapatan arus tinggi, penetrasi besar, dan kecepatan pengelasan cepat);
Kualitas pengelasan yang baik (pendinginan aliran udara, zona yang terpengaruh panas kecil, deformasi kecil);
Mampu mengelas di semua posisi.
Kerugian dari pengelasan berpelindung gas CO2
Pembentukan las yang buruk dan percikan yang besar;
Elemen paduan yang terbakar, mudah menghasilkan pori-pori;
Hambatan angin yang buruk selama pengelasan, cocok untuk pengoperasian di dalam ruangan.
Penerapan pengelasan berpelindung gas CO2
Hal ini berlaku untuk pengelasan baja karbon rendah dan lembaran baja paduan rendah (0,8 ~ 4mm).
Kawat las yang mengandung deoxidizer harus digunakan, dan sambungan DC harus dibalik;
Selain itu, tidak boleh ada angin selama pengelasan, dan pengelasan di dalam ruangan lebih disukai.
2.1.4 Pengelasan elektroslag
Pengelasan terak listrik adalah metode pengelasan yang menggunakan resistansi yang dihasilkan oleh arus yang melewati terak untuk memanaskan lelehan kawat las dan logam dasar untuk membentuk lasan.
(1) Pada awalnya, hubung singkat kawat las dan alur awal untuk memulai busur;
(2) Secara terus-menerus menambahkan sejumlah kecil fluks padat untuk melelehkannya dengan panas busur untuk membentuk terak cair;
(3) Ketika terak cair mencapai kedalaman tertentu, tingkatkan kecepatan pengumpanan kawat las dan kurangi voltase, sehingga kawat las dimasukkan ke dalam kolam terak dan busur dipadamkan, sehingga berubah menjadi pengelasan electroslag proses.
Apa saja karakteristik pengelasan electroslag?
Untuk bidang pengelasan apa?
Keuntungan dari pengelasan electroslag
Produktivitas tinggi, tidak perlu mempertimbangkan ketebalan pengelasan;
Sedikit cacat las dan kualitas pengelasan yang baik;
Tidak diperlukan alur, dan biayanya rendah.
Keuntungan dari pengelasan elektroslag
Masukan panasnya besar, dan mudah menjadi terlalu panas di dekat lasan;
Logam las memiliki kristal kasar sebagai struktur cor dan ketangguhan benturan rendah;
Hal ini berlaku untuk pengelasan vertikal dan pengelasan pelat tebal 40 ~ 450mm, umumnya digunakan untuk pengelasan jahitan lurus atau jahitan melingkar, penyambungan pelat tebal, pengelasan vertikal tanur sembur di pabrik baja, pengelasan coran besar, tempa, dll.
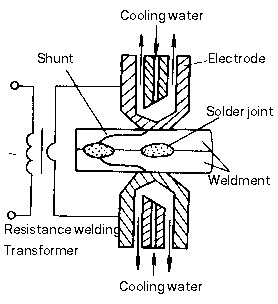
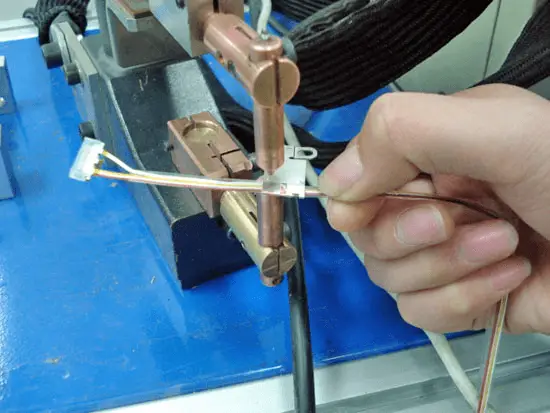
2.1.5 Pengelasan resistansi
Sederhananya, pengelasan di bawah tekanan menggunakan panas resistansi sebagai panas pengelasan sumber disebut pengelasan resistansi.
Lasan dirakit sebagai sambungan pangkuan, dan elektroda silinder diberi tekanan dan diberi energi untuk menghasilkan panas resistensi untuk melelehkan logam las dan membentuk bongkahan (titik pengelasan).
Fenomena shunt: ketika mengelas titik kedua, titik pengelasan yang ada akan mengalirkan arus, menyebabkan hilangnya daya. Arus pada titik pengelasan berkurang, yang mempengaruhi kualitas pengelasan.
Mencegah shunt: harus ada jarak tertentu antara dua titik pengelasan.
Jarak antara dua kepala las yang berdekatan tidak boleh terlalu kecil, dan jarak titik minimum ditunjukkan pada tabel berikut.
Ketebalan benda kerja / mm
Pitch titik/mm
Baja struktural
Paduan tahan panas
Paduan aluminium
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Penerapan pengelasan titik
Ini terutama digunakan untuk lembaran logam struktur stamping dan komponen penguat;
Hal ini berlaku untuk pengelasan bagian struktural yang tumpang tindih dari pelat tipis dengan persyaratan penyegelan atau persyaratan kekuatan sambungan yang tinggi, seperti tangki minyak, tangki air, dll.
2. Pengelasan jahitan
Lasan dirakit menjadi sambungan tumpang tindih atau diagonal dan ditempatkan di antara dua elektroda rol.
Rol memberi tekanan pada lasan dan berputar untuk mendorong lasan bergerak maju.
Pengelasan diberi daya secara terus menerus atau terputus-putus, dan logam las dilebur oleh panas resistensi untuk membentuk serangkaian titik pengelasan.
Klasifikasi pengelasan jahitan
Formulir
Arus listrik
Elektroda
Karakteristik
Aplikasi
Pengelasan jahitan berkelanjutan
Konduksi berkelanjutan
putaran terus menerus
Peralatan sederhana dan produktivitas tinggi, tetapi keausan elektroda sangat serius.
Kecil pengelasan daya struktur yang tidak penting (pembuatan silinder, laras, dll.)
pengelasan jahitan dan jahitan
Kontinuitas yang terputus-putus
putaran terus menerus
Aplikasi yang luas (logam besi)
Pengelasan jahitan langkah
Kontinuitas yang terputus-putus
Rotasi terputus-putus
Peralatan yang kompleks, persyaratan tinggi, keausan elektroda yang rendah, dan kualitas pengelasan yang tinggi.
Ini terutama digunakan untuk pengelasan jahitan magnesium dan paduan aluminium.
Karakteristik pengelasan jahitan
Sambungan solder saling tumpang tindih dan perbedaan aliran sangat serius.
Arusnya sekitar 1,5 ~ 2,0 kali lipat dari pengelasan titik;
Tekanannya sekitar 1,2 ~ 1,6 kali lipat dari tekanan pengelasan titik;
Oleh karena itu, diperlukan mesin las berdaya tinggi.
Berikan tekanan dan gunakan roller sebagai elektroda.
Penerapan pengelasan jahitan
Pengelasan jahitan adalah terutama digunakan untuk struktur berdinding tipis dengan lapisan las biasa dan ketebalan kurang dari 3mm dan dengan persyaratan penyegelan;
Seperti tangki bahan bakar pesawat dan mobil, berbagai kontainer, radiator baja, dll.
3. Pengelasan pantat
Jenis metode pengelasan resistansi yang menggunakan panas resistansi untuk mengelas dua benda kerja secara bersamaan di sepanjang permukaan ujung disebut pengelasan resistansi pantat, atau disingkat pengelasan pantat.
Pengelasan pantat dapat dibagi menjadi pengelasan pantat resistansi dan pengelasan pantat flash.
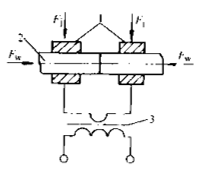
3.1 Pengelasan pantat resistansi
(a) Pengelasan pantat resistansi
Pengelasan pantat resistansi mengacu pada metode menekan permukaan ujung dua benda kerja sepanjang waktu, memanaskannya ke kondisi plastik dengan panas resistansi, dan kemudian dengan cepat menerapkan tekanan yang mengganggu (atau hanya mempertahankan tekanan selama pengelasan tanpa tekanan yang mengganggu) untuk menyelesaikan pengelasan.
Karakteristik pengelasan pantat resistansi
Pengoperasian yang sederhana dan bentuk sambungan yang simetris;
Persyaratan pemrosesan permukaan akhir tinggi, jika tidak, kualitas pengelasan sulit dipastikan.
Penerapan pengelasan pantat resistansi
Sangat cocok untuk pengelasan rendah karbon batang baja dan pipa dengan bagian pengelasan yang ringkas, persyaratan kekuatan rendah, diameter (atau panjang sisi) kurang dari 20mm, atau batang dan pipa logam non-besi kurang dari 8mm (pengelasan bagian berbentuk batang dengan bentuk dan ukuran ujung yang sama).
3.2 Pengelasan flash butt
(b) Pengelasan flash butt
Lasan dirakit sebagai sambungan pantat, daya dihubungkan, dan bagiannya secara bertahap dipindahkan lebih dekat ke kontak lokal.
Logam pada bagian tersebut meleleh dan terbang keluar akibat pemanasan resistansi, membentuk kilatan cahaya.
Apabila ujungnya mencapai suhu yang sudah ditentukan sebelumnya dalam kisaran kedalaman tertentu, gaya yang mengganggu diterapkan secara cepat untuk menyelesaikan pengelasan.
Proses: tekanan - energi - flash - penempaan yang mengganggu
Karakteristik pengelasan flash butt
Lebih sedikit terak yang masuk ke dalam sambungan, kualitas pengelasan yang baik, dan kekuatan sambungan yang tinggi;
Persyaratan untuk membersihkan permukaan ujung lasan sebelum pengelasan tidak ketat;
Pengelasan flash butt memiliki kehilangan logam yang besar, dan gerinda sambungan setelah pengelasan perlu diproses dan dibersihkan. Kondisi tenaga kerja buruk.
Penerapan pengelasan flash butt
Pada prinsipnya, semua bahan logam yang dapat dicor dapat dilas dengan pengelasan flash butt.
Misalnya, baja karbon rendah, baja karbon tinggibaja paduan, baja tahan karat;
Aluminium, tembaga, titanium dan logam dan paduan non-besi lainnya;
Alat ini juga dapat mengelas sambungan paduan yang berbeda.
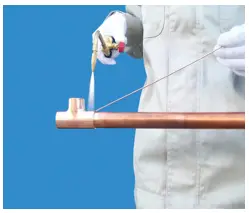
2.1.6. Mematri
(Mematri besi dengan solder)
(Mematri api)
(Induksi mematri)
Gunakan logam dengan titik leleh lebih rendah dari lasan sebagai logam pengisi, panaskan lasan (logam dasar) dan logam pengisi ke suhu yang lebih tinggi dari titik leleh logam pengisi dan lebih rendah dari suhu leleh logam dasar, lelehkan dan basahi logam dasar, isi celah sambungan, dan berdifusi dengan logam dasar untuk membentuk sambungan lasyang disebut mematri.
Proses mematri
Peleburan solder - solder cair mengalir ke celah sambungan - difusi timbal balik antara solder dan logam dasar - mengisi celah - membentuk sambungan setelah pemadatan
Karakteristik mematri
1) Titik leleh logam pengisi lebih rendah daripada logam dasar, dan logam dasar tidak akan meleleh selama mematri;
2) Komposisi logam pengisi dan logam dasar sangat berbeda;
3) Logam pengisi yang meleleh tersedot oleh pembasahan dan kapilaritas dan disimpan di celah logam dasar;
4) Ikatan metalurgi dibentuk oleh difusi timbal balik antara solder cair dan logam dasar padat.
Keuntungan mematri
Struktur dan sifat logam dasar tidak berubah (logam dasar tidak meleleh, hanya logam pengisi yang meleleh);
Peralatan sederhana, investasi produksi lebih sedikit;
Suhu pemanasan rendah, deformasi kecil, dan sambungannya mulus;
Produktivitas tinggi, dapat mengelas beberapa pengelasan dan sambungan pada saat yang bersamaan;
Ini dapat digunakan untuk mengelas logam yang berbeda atau bahan yang berbeda, tanpa batasan perbedaan ketebalan benda kerja.
Kerugian dari mematri
Sambungan brazing memiliki kekuatan yang rendah dan ketahanan panas yang buruk.
Klasifikasi mematri
Jenis/karakteristik
Solder lunak (timah, solder timah)
Mematri (Solder berbahan dasar tembaga dan perak)
Titik leleh solder
≤ 450℃
> 450℃
Karakteristik Kinerja
Kekuatan sambungan ≤ 100MPa, suhu kerja rendah
Kekuatan sambungan > 200MPa, suhu kerja tinggi
Aplikasi
Ini digunakan untuk instrumen pengelasan dan komponen konduktif dengan sedikit tekanan.
Ini digunakan untuk pengelasan komponen, perkakas dan peralatan dengan kekuatan besar.
Penerapan mematri
Ini terutama digunakan untuk membuat instrumen presisi, komponen listrik, komponen logam yang berbeda, dan pengelasan struktur lembaran yang rumit, seperti komponen sandwich, struktur sarang lebah, dll.
Pengelasan gesekan adalah metode pengelasan bertekanan yang menggunakan panas yang dihasilkan oleh gesekan antara permukaan lasan untuk membuat permukaan akhir mencapai kondisi termoplastik, dan kemudian dengan cepat naik untuk menyelesaikan pengelasan.
Pengelasan aduk gesekan
Pengelasan gesekan penggerak terus menerus
Pengelasan gesekan inersia
Proses pengelasan pengelasan gesekan:
1) Pergerakan relatif pengelasan;
2) Kontak permukaan akhir antara kedua lasan menghasilkan panas gesekan;
3) Apabila bagian tersebut mencapai kondisi termoplastik, tekan bagian atas dengan cepat untuk menyelesaikan pengelasan.
Keuntungan dari pengelasan gesekan:
Produktivitas pengelasan yang tinggi, 5-6 kali lebih tinggi dari pengelasan flash butt;
Kualitas pengelasan yang stabil dan akurasi dimensi yang tinggi pada pengelasan;
Biaya pemrosesan rendah, hemat daya, tidak perlu pembersihan khusus untuk pengelasan;
Mekanisasi dan otomatisasi yang mudah direalisasikan, pengoperasian yang sederhana;
Tidak ada percikan api, busur api, dan gas berbahaya.
Kerugian dari pengelasan gesekan:
Investasi besar;
Sulit untuk mengelas bagian yang tidak melingkar dan area pengelasan terbatas.
Penerapan pengelasan gesekan:
Ini dapat digunakan untuk mengelas logam yang sama atau berbeda dan produk baja yang berbeda, seperti sambungan transisi aluminium tembaga dalam industri tenaga listrik, alat baja struktural baja berkecepatan tinggi untuk pemotongan logampipa serpentin, katup, bantalan traktor, dll.
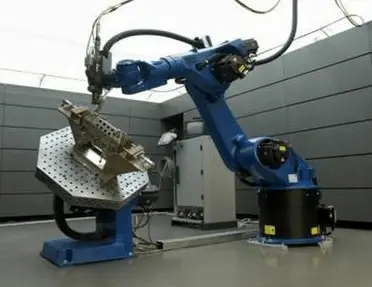
Permukaan yang akan dikerjakan dipanaskan oleh radiasi laserdan panas permukaan diarahkan ke difusi internal melalui perpindahan panas untuk melelehkan benda kerja dan membentuk kolam cair tertentu. Lasan terbentuk setelah kolam cair mengeras.
Keuntungan dari pengelasan laser:
Kecepatan dan efisiensi pengelasan yang tinggi;
Presisi pengelasan yang tinggi, deformasi yang kecil dan kontrol otomatis yang mudah;
Tidak diperlukan elektroda, jadi tidak ada polusi elektroda.
Kerugian dari pengelasan laser:
Investasi besar, daya kecil, dan ketebalan yang dapat dilas terbatas;
Sulit untuk menyelaraskan titik pengelasan dengan area pengumpulan sinar laser;
Pemadatan yang cepat dari manik-manik las dapat menyebabkan porositas.
Penerapan pengelasan laser:
Ini terutama digunakan untuk mengelas bagian di bidang manufaktur presisi seperti industri kedirgantaraan, pembuatan kapal, mobil dan elektronik.
Sederhananya: busur di mana kolom busur dikompresi dan energinya sangat terkonsentrasi, dan gas dalam kolom busur terionisasi sepenuhnya, disebut busur plasma, juga disebut busur kompresi.
Gas dipanaskan oleh busur dan pada awalnya terionisasi. Ketika melewati nosel berpendingin air dengan kecepatan tinggi, gas akan dikompresi, meningkatkan densitas energi dan derajat ionisasi, dan membentuk busur plasma.
Karena panas yang tinggi dan kekuatan penetrasi busur plasma, benda kerja pada titik pengelasan meleleh untuk membentuk kolam cair, sehingga dapat mewujudkan pengelasan benda kerja.
Keuntungan dari pengelasan busur plasma:
Kepadatan energi yang tinggi, pengarahan busur yang kuat dan kemampuan penetrasi yang kuat;
Rasio lebar kedalaman lasan besar, dan zona yang terpengaruh panas kecil;
Pembakaran busur yang stabil (stabil meskipun arusnya kecil);
Biaya pengelasan rendah, dan ketika ketebalan pengelasan kecil, tidak ada alur dan tidak perlu mengisi kawat;
Ini memiliki efek lubang kunci yang stabil, dan dapat lebih baik mewujudkan pembentukan bebas pengelasan sisi tunggal dan sisi ganda.
Kerugian pengelasan busur plasma:
Peralatan itu mahal;
Pengamatan area aksi busur yang buruk;
Ketebalan yang dapat dilas terbatas (umumnya kurang dari 25mm).
Penerapan pengelasan busur plasma:
Ini banyak digunakan dalam produksi industri, terutama di pengelasan tembaga dan paduan tembaga, titanium dan paduan titanium, baja paduan, baja tahan karat, molibdenum, dan logam lain yang digunakan dalam teknologi militer dan industri mutakhir seperti kedirgantaraan, seperti peluru rudal paduan titanium, dan beberapa wadah berdinding tipis pada pesawat terbang.
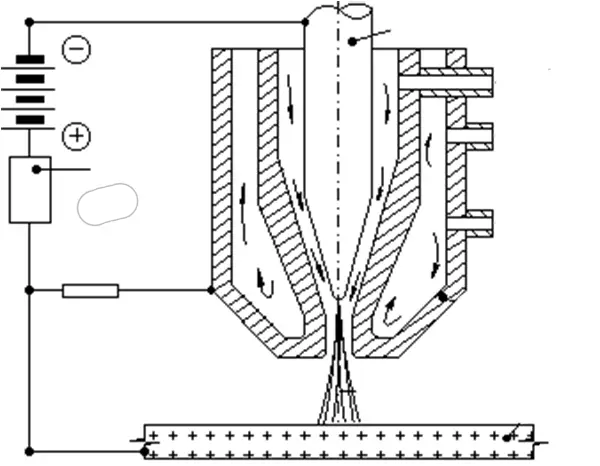
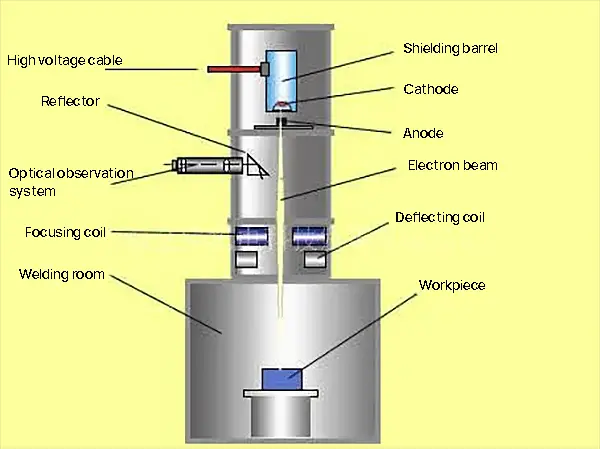
2.2.4 Pengelasan berkas elektron
Metode pengelasan dengan menggunakan energi panas yang dihasilkan oleh berkas elektron yang dipercepat dan terfokus yang membombardir lasan yang ditempatkan di ruang hampa udara atau non hampa udara disebut pengelasan berkas elektron.
Dengan kata lain, panas yang diperlukan untuk pengelasan dihasilkan oleh sinar elektron yang membombardir lasan.
Proses pengelasan:
1) Katoda senapan elektron memancarkan elektron karena pemanasan langsung atau tidak langsung;
2) Di bawah akselerasi medan elektrostatik tegangan tinggi, berkas elektron dengan kepadatan energi tinggi dapat dibentuk dengan memfokuskan medan elektromagnetik;
3) Berkas elektron dengan kepadatan energi tinggi membombardir benda kerja, dan energi kinetik yang sangat besar diubah menjadi energi panas untuk melelehkan lasan, membentuk kolam cair, dan kemudian menyelesaikan pengelasan.
Keuntungan dari pengelasan berkas elektron:
Kecepatan pengelasan yang cepat dan efisiensi tinggi;
Tidak ada alur, tidak ada kawat las, tidak ada fluks, dll;
Konsumsi energi yang rendah, zona yang terpengaruh panas yang sempit, deformasi pengelasan yang kecil, dan kualitas yang sangat baik;
Kemampuan penetrasi sinar elektron kuat, dan rasio lebar kedalaman lasan besar, yang bisa mencapai 50:1.
Kerugian pengelasan berkas elektron:
Peralatannya rumit dan mahal;
Ukuran dan bentuk lasan sering kali dibatasi oleh ruang vakum;
Berkas elektron mudah terganggu oleh medan elektromagnetik yang menyimpang, yang mempengaruhi kualitas pengelasan.
Pengelasan berkas elektron vakum
Penerapan pengelasan berkas elektron:
Cocok untuk pengelasan halus logam tahan api, logam aktif, dan logam dengan kemurnian tinggi.
Ini banyak digunakan dalam pengelasan energi nuklir, penerbangan, kedirgantaraan, mobil, bejana tekan, pembuatan alat, dan bidang industri lainnya.
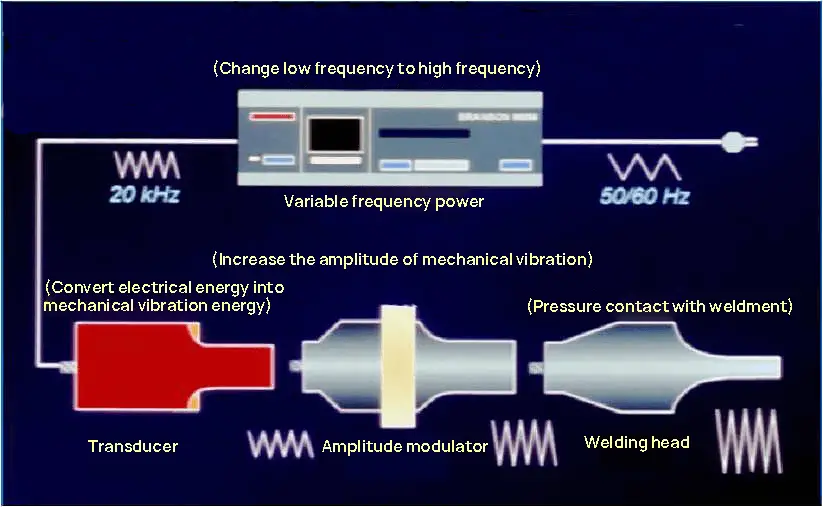
2.2.5 Pengelasan ultrasonik
Pengelasan ultrasonik adalah metode yang menggunakan osilasi frekuensi tinggi gelombang ultrasonik untuk memanaskan dan membersihkan sambungan benda kerja secara lokal, dan kemudian memberikan tekanan untuk mewujudkan pengelasan.
Proses pengelasan
1) Arus bolak-balik frekuensi rendah ke arus bolak-balik frekuensi tinggi;
4) Berikan tekanan, dan kepala pengelasan menyentuh benda kerja untuk pengelasan.
Keuntungan dari pengelasan ultrasonik:
Pengoperasian yang mudah, kecepatan pengelasan yang cepat, dan efisiensi produksi yang tinggi;
Persyaratan untuk kebersihan permukaan benda kerja tidak tinggi;
Tidak perlu menambahkan pengikat, pengisi atau pelarut apa pun.
Kerugian dari pengelasan ultrasonik:
Ini hanya berlaku untuk pengelasan bagian tipis seperti kawat, foil, lembaran, strip dan strip;
Dalam kebanyakan kasus, bentuk sambungan hanya bisa berupa sambungan pangkuan.
Penerapan pengelasan ultrasonik:
Hal ini berlaku untuk pengelasan konduktivitas tinggi, bahan konduktivitas termal tinggi dan berbagai bahan komposit, dan secara luas digunakan dalam pengelasan perangkat mikroelektronik dan bidang finishing.
2.2.6 Pengelasan frekuensi tinggi
Pengelasan frekuensi tinggi adalah metode yang menggunakan panas resistansi yang dihasilkan oleh arus frekuensi tinggi pada benda kerja untuk memanaskan lapisan permukaan area pengelasan benda kerja hingga meleleh atau mendekati kondisi plastis, dan kemudian menerapkan (atau tidak menerapkan) gaya kesal untuk mencapai ikatan logam.
Efek kulit: Ketika konduktor dihubungkan dengan arus AC, sebagian besar arus hanya mengalir di sepanjang permukaan konduktor.
Efek kedekatan: Ketika arus frekuensi tinggi mengalir berlawanan arah antara dua konduktor atau dalam konduktor bolak-balik, arus akan terkonsentrasi pada aliran di dekat konduktor.
Sederhananya, efek kulit adalah "arus menuju ke permukaan"; Efek kedekatan adalah "pintasan arus".
Keuntungan dari pengelasan frekuensi tinggi:
Kecepatan dan efisiensi pengelasan yang tinggi (arus sangat terkonsentrasi di area pengelasan);
Berbagai macam bahan yang dapat dilas juga dapat digunakan untuk mengelas logam yang berbeda;
Pembersihan sebelum pengelasan sederhana (pengelasan fusi, dengan efek tekanan, tidak perlu membersihkan permukaan sambungan).
Kerugian dari pengelasan frekuensi tinggi:
Akurasi perakitan sambungan harus tinggi;
Tegangan tinggi dan arus frekuensi tinggi berbahaya bagi tubuh manusia dan peralatan lainnya.
Penerapan pengelasan frekuensi tinggi:
Sangat cocok untuk pengelasan baja karbonbaja paduan, baja tahan karat, tembaga, aluminium, titanium, dan logam lain yang berbeda.
Ini banyak digunakan untuk mengelas jahitan longitudinal atau jahitan spiral saat membuat pipa.
2.2.7 Pengelasan difusi
Pengelasan difusi mengacu pada metode pengelasan yang menyesuaikan lasan secara cermat, menjaganya di bawah suhu dan tekanan tertentu untuk jangka waktu tertentu, dan memanfaatkan difusi timbal balik atom di antara permukaan kontak untuk membentuk sambungan.
Proses pengelasan
Model tiga tahap pengelasan difusi
a) Kontak awal yang kasar b) Fase I: deformasi dan pembentukan antarmuka c) Tahap II: migrasi batas butir dan eliminasi mikropori d) Fase III: difusi volume, eliminasi mikropori
Tampilan pengelasan fisik
Kontak awal
Deformasi dan pembentukan antarmuka
Migrasi batas butir dan hilangnya pori mikro
Difusi volume dan eliminasi mikropori
Keuntungan dari pengelasan difusi:
Beberapa sambungan dapat dilas sekaligus;
Kualitas sambungannya bagus, dan tidak diperlukan pemesinan setelah pengelasan;
Deformasi kecil pada pengelasan (tekanan rendah, pemanasan keseluruhan benda kerja, pendinginan dalam tungku).
Kerugian dari pengelasan difusi:
Investasi besar dan biaya tinggi;
Waktu pengelasan yang lama, persiapan permukaan yang memakan waktu dan tenaga, serta produktivitas yang rendah;
Tidak ada metode pengujian tak rusak yang dapat diandalkan untuk kualitas las.
Penerapan pengelasan difusi:
Hal ini berlaku untuk pengelasan berbagai bahan yang berbeda, bahan khusus dan struktur khusus, dan secara luas digunakan di bidang kedirgantaraan, elektronik, tenaga nuklir, dan bidang industri lainnya.
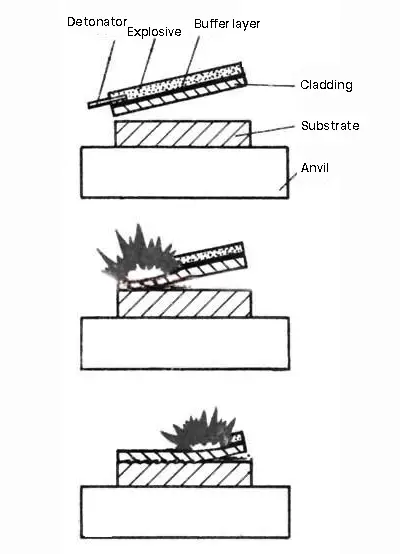
2.2.8 Pengelasan bahan peledak
Pengelasan eksplosif adalah metode untuk merealisasikan pengelasan dengan menggunakan gaya tumbukan yang dihasilkan oleh ledakan eksplosif untuk menyebabkan tabrakan benda kerja secara cepat.
Pengelasan eksplosif juga merupakan jenis pengelasan bertekanan.
Untuk pengelasan benda kerja kecil, metode paralel dan metode sudut dapat digunakan;
Metode paralel sering digunakan untuk pengelasan area yang luas.
Celah antara bagian depan kedua pelat terlalu besar, yang akan menyebabkan akselerasi yang berlebihan pada pelat yang dilapisi dan energi tumbukan yang berlebihan, sehingga mengakibatkan kerusakan dan retakan pada tepi pelat, sehingga mengurangi area efektif pelat yang dilapisi dan menghabiskan pelat.
Keuntungan dari pengelasan bahan peledak:
Investasi kecil dan biaya rendah;
Terutama cocok untuk logam yang berbeda dan pengelasan area yang luas;
Prosesnya sederhana, tidak diperlukan pembersihan yang rumit, dan aplikasinya nyaman.
Kerugian dari pengelasan eksplosif:
Ini hanya dapat digunakan untuk pengelasan struktur bidang atau silinder;
Pengoperasian di udara terbuka memiliki mekanisasi yang rendah dan mempengaruhi lingkungan.
Penerapan pengelasan bahan peledak:
Cocok untuk mengelas logam yang berbeda, seperti aluminium, tembaga, titanium, nikel, tantalum, baja tahan karat dan baja karbon, aluminium dan pengelasan tembaga.
Ini banyak digunakan untuk pengelasan sambungan transisi bus konduktif, tabung penukar panas dan lembaran tabung, dan pembuatan pelat komposit area luas.
3. Bahan pengelasan
Apa yang dimaksud dengan bahan las?
Nama umum bahan yang dikonsumsi selama pengelasan disebut bahan pengelasanseperti batang las, kawat las, serbuk logam, fluks las, gas, dll.
Bahan pengelasan yang umum
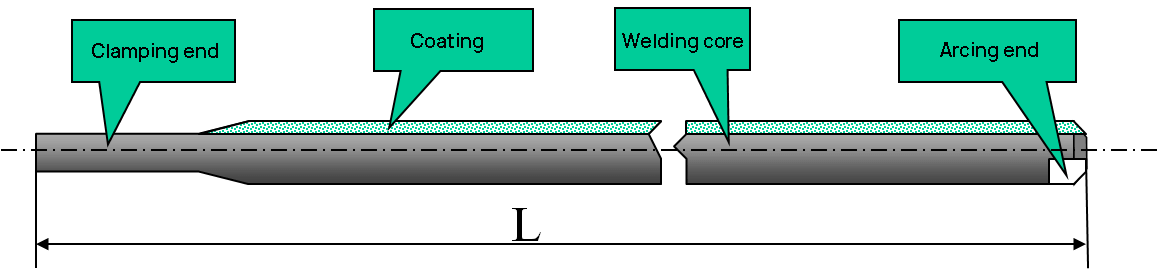
3.1 Batang las
Elektroda yang digunakan dalam pengelasan busur, yang dilapisi dengan lapisan pelindung, disebut sebagai "elektroda."
Elektroda terdiri dari inti las dan lapisan.
1. Inti pengelasan
Inti elektroda, yang ditutupi oleh lapisan, disebut sebagai inti pengelasan.
Inti las memiliki dua fungsi: sebagai elektroda yang menghantarkan arus, dan sebagai logam pengisi yang bergabung dengan logam dasar yang meleleh untuk membuat lasan.
2. Pelapisan
Pelapisan adalah lapisan yang diaplikasikan pada permukaan inti las setelah bahan baku, seperti bubuk bijih, bubuk ferroalloy, bahan organik, dan produk kimia, disiapkan dalam proporsi tertentu.
Fungsi pelapisan:
1) Perlindungan Mekanis (Perlindungan Gabungan Gas dan Terak)
Gas dan terak digunakan untuk melindungi udara dan mencegah kontak antara tetesan cairan, logam kolam cair, dan udara.
Terak yang dipadatkan membentuk lapisan pelindung di atas permukaan las, yang membantu mencegah oksidasi dan nitridasi dari logam las bersuhu tinggi.
Proses ini menghilangkan elemen berbahaya dan menambahkan elemen paduan.
3) Meningkatkan Performa Proses Pengelasan (Stabilisasi Busur)
Busur listrik mudah menyala dan terbakar dengan mantap, sehingga menghasilkan percikan yang lebih sedikit, bentuk lasan yang terlihat lebih baik, dan terak yang mudah dihilangkan. Proses ini cocok untuk semua posisi pengelasan.
Komposisi lapisan:
Nama
Efek
Bahan baku umum
Penstabil busur
Mengandung bahan yang mudah terionisasi, meningkatkan stabilitas busur
Pembentukan terak untuk melindungi peleburan dan rendaman
Ilmenit, rutil, marmer, kuarsit, mika, dll
Gasifier
Menghasilkan gas dan mengisolasi udara untuk melindungi area pengelasan
Bahan organik (seperti pati, dekstrin, serbuk gergaji, dll.) dan karbonat (marmer, dolomit, dll.)
pengikat
Membuat setiap komponen pelapis terikat dan terikat di sekitar inti
Natrium silikat, kalium natrium silikat
Deoxidizer
Mengurangi kemampuan oksidasi lapisan dan terak, dan menghilangkan oksigen dari logam
Ferromangan, ferrosilikon, ferrotitanium, dan aluminium
Agen paduan
Unsur-unsur yang mengkompensasi kerugian dapat memperoleh bahan-bahan yang diperlukan untuk membuat kulit obat memiliki plastisitas, elastisitas, dan aliran tertentu
Ferroalloy atau bubuk logam, seperti ferromangan, ferrosilicon, ferromolybdenum, ferrotitanium, dll.
Formant
Lapisan ini memiliki plastisitas, elastisitas dan fluiditas tertentu, yang nyaman untuk penekanan elektroda, dan membuat permukaannya halus tanpa retak
Lumpur putih, mika, titanium dioksida, dekstrin, dll
(1) Ada beberapa asam oksida yang ada di kulit obat, termasuk FeO, SiO2, dan TiO2antara lain.
(2) Kemampuan prosesnya bagus, dan formasi lasannya menarik dengan riak yang halus.
(3) Terak menunjukkan oksidasi yang kuat.
(4) Dapat digunakan dengan daya AC dan DC.
b. Elektroda dasar (elektroda hidrogen rendah)
Ckarakteristik:
(1) Kulit obat mengandung kadar oksida alkali yang lebih tinggi, seperti marmer (CaCO3) dan fluorit (CaF2).
(2) Selama pengelasan, CO2 dan HF diproduksi, yang mengurangi kandungan hidrogen dalam lasan, sehingga mendapat julukan "elektroda hidrogen rendah."
(3) Lasan dicirikan oleh plastisitas dan ketangguhannya yang tinggi, meskipun kemampuan proses dan bentuknya tidak sebaik elektroda asam. Biasanya, koneksi DC terbalik digunakan.
2) Klasifikasi menurut penggunaan batang las
Elektroda baja struktural, elektroda baja tahan panas, elektroda baja tahan karat, elektroda permukaan, elektroda baja suhu rendah, elektroda besi tuang, elektroda nikel dan paduan nikel, elektroda tembaga dan paduan tembaga, elektroda aluminium dan paduan aluminium, dan elektroda tujuan khusus.
Jenis batang las ditentukan berdasarkan standar nasional untuk batang las, dan ini adalah cara untuk mengekspresikan karakteristik utama dari batang las reaksi.
Model batang las mencakup pengertian berikut ini: jenis batang las, karakteristik batang las (jenis logam inti, suhu servis, komposisi kimiawi logam yang diendapkan, kekuatan tarik, dll.), jenis pelapis dan kekuatan pengelasan sumber.
Kelas
Kelas batang las mengacu pada klasifikasi spesifik produk batang las berdasarkan tujuan penggunaan dan karakteristik kinerjanya.
Tingkatan elektroda las dikategorikan ke dalam sepuluh kelompok, termasuk elektroda baja struktural, elektroda baja tahan panas, elektroda baja tahan karat, dan lain-lain.
Bagaimana cara menentukan apakah batang las yang digunakan masuk akal?
Untuk menentukan kesesuaian pemilihan batang las, harus dievaluasi berdasarkan indikator kinerja teknisnya.
Indeks kinerja proses
1) Stabilitas busur
Busur mudah menyala, dan tingkat pembakaran yang stabil (tidak ada busur yang putus, melayang, hembusan bias magnetik, dll.) dipertahankan.
2) Formasi las
Pembentukan yang baik berarti permukaannya mulus, riak halus dan indah, serta bentuk geometris dan ukuran lasan sudah tepat.
3) Kemampuan beradaptasi pengelasan di berbagai posisi
Kemampuan adaptasi pengelasan semua posisi - semua elektroda dapat digunakan untuk pengelasan datar, tetapi beberapa elektroda tidak cocok untuk pengelasan horizontal, pengelasan vertikal, dan pengelasan di atas kepalasehingga kinerja pengelasan semua posisi mereka buruk.
4) Percikan
Partikel logam yang beterbangan keluar dari tetesan atau kolam lelehan selama pengelasan disebut spatter.
Laju percikan = Massa percikan / (Kualitas batang las sebelum pengelasan - kualitas batang las setelah pengelasan) * 200%
5) Menghapus properti
Hal ini mengacu pada kesulitan menghilangkan cangkang terak dari permukaan las setelah pengelasan.
6) Kecepatan leleh batang las
Ini mengacu pada kualitas dan panjang inti yang meleleh dalam satuan waktu ketika elektroda diterapkan; Secara relatif, semakin besar kecepatan leleh, semakin baik.
7) Kemerahan pada lapisan elektroda
Hal ini mengacu ke fenomena bahwa apabila elektroda digunakan pada paruh kedua, lapisan menjadi merah, retak atau rontok akibat suhu lapisan yang tinggi.
8) Asap pengelasan
Prinsip pemilihan batang las
a. Prinsip Kekuatan yang Sama menyatakan bahwa kekuatan tarik dari logam yang diendapkan dari elektroda yang dipilih harus sama atau serupa dengan logam dasar yang dilas.
b. Prinsip Ketangguhan yang Sama menyatakan bahwa ketangguhan logam yang diendapkan dari elektroda yang dipilih harus sama atau serupa dengan logam dasar yang dilas.
c. Prinsip Komposisi yang Sama menyatakan bahwa komposisi kimiawi dari logam yang disimpan dari elektroda yang dipilih harus sesuai atau mendekati komposisi logam dasar.
Penggunaan dan penyimpanan batang las
1. Pengeringan batang las
Batang las rentan menyerap kelembapan dari atmosfer, yang dapat berdampak negatif pada kinerja dan kualitas las.
Oleh karena itu, penting untuk mengeringkan batang las (terutama batang las alkali) sebelum digunakan.
Biasanya, suhu pengeringan untuk elektroda asam adalah antara 75-150°C, dan harus dijaga pada suhu ini selama 1-2 jam.
Untuk elektroda alkali, suhu pengeringan harus antara 350-400°C, dan harus dijaga pada suhu ini selama 1-2 jam.
Penting untuk diperhatikan bahwa waktu pengeringan kumulatif batang las tidak boleh melebihi 3.
2. Penyimpanan batang las
1) Batang las harus diatur dan disimpan berdasarkan jenis, model, dan spesifikasi untuk mencegah kebingungan.
2) Area penyimpanan harus berventilasi baik dan tetap kering.
3) Elektroda hidrogen rendah, yang sangat penting untuk struktur pengelasan yang kritis, harus disimpan di gudang khusus dengan suhu di atas 5°C dan kelembapan relatif tidak lebih tinggi dari 60%.
4) Untuk melindungi dari kerusakan akibat kelembaban, batang las harus diletakkan di atas rak kayu dengan jarak minimum 0,3 meter dari tanah dan dinding.
3.2 Kawat las
Bidang pengelasan telah mengalami kemajuan teknologi yang berkelanjutan, yang mengarah pada peningkatan mekanisasi dan otomatisasi. Hal ini menghasilkan efisiensi produksi yang lebih tinggi, peningkatan kualitas pengelasandan kondisi kerja yang lebih baik.
Untuk lebih memajukan mekanisasi dan otomatisasi pengelasan, kabel las digunakan sebagai bahan pengelasan.
Apa yang dimaksud dengan kabel las dalam hal bahan las?
Kawat yang digunakan sebagai logam pengisi atau untuk menghantarkan listrik selama pengelasan disebut kawat las.
Klasifikasi kabel las
a. Klasifikasi menurut metode pembuatan dan bentuk kawat las
Ini dapat dibagi menjadi kawat padat dan kawat berinti fluks.
b. Klasifikasi menurut metode pengelasan yang berlaku
Ini dapat dibagi menjadi kawat las busur terendam, pengelasan berpelindung gas kawat, kawat las elektroslag, kawat las permukaan, dan kawat las gas.
c. Klasifikasi menurut sifat bahan logam yang akan dilas
Ini dapat dibagi menjadi kawat las baja karbon, kawat las baja paduan rendah, kawat las stainless steel, kawat las paduan dasar nikel, kawat las besi cor dan kawat las paduan khusus.
d. Diklasifikasikan berdasarkan pelapisan tembaga atau tidak
Kawat berlapis tembaga dan kawat berlapis non tembaga.
1. Jenis kawat las apa yang disebut kawat las padat?
Kawat langsung ditarik ke diameter kawat target. Kawat las tanpa bubuk disebut kawat las padat.
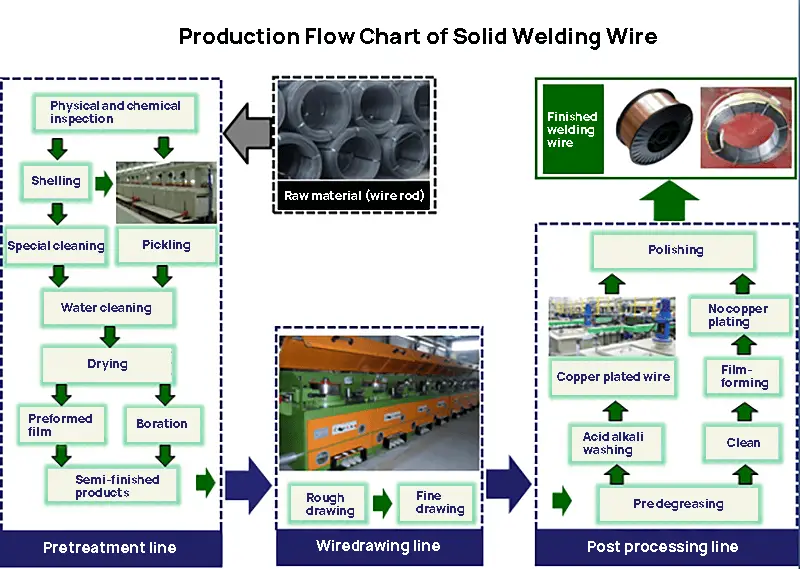
1.1 Proses produksi kawat las padat
1.2 Model kawat las padat
1.3 Merek kawat las padat
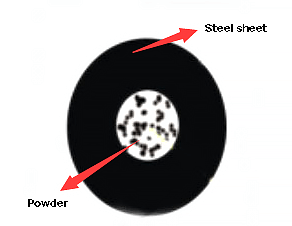
2. Jenis kawat las apa yang berinti fluks?
Strip baja tipis digulung menjadi berbagai bentuk penampang, diisi dengan bubuk, dan kemudian ditarik ke dalam sejenis kawat las yang disebut kawat berinti fluks.
Serbuk yang terisi disebut inti, dan efeknya mirip dengan lapisan elektroda.
2.1 Model kawat berinti fluks
2.2 Merek kawat berinti fluks
Menurut struktur kawat, kawat berinti fluks dapat dibagi menjadi: jahitan dan mulus.
Kawat inti fluks yang mulus dapat dilapisi tembaga, dengan kinerja yang baik dan biaya rendah, yang telah menjadi arah pengembangan di masa depan.
2.3 Proses produksi kawat berinti fluks
Untuk produksi kawat inti fluks jahitan, "metode strip baja" biasanya digunakan;
Untuk produksi kawat berinti fluks mulus, "metode pipa baja" biasanya digunakan.
a. Metode strip baja
b. Metode tabung baja
3. Keuntungan dan kerugian dari kawat berinti fluks (dibandingkan dengan kawat padat)
Keuntungan:
Percikan kecil, kecepatan deposisi cepat, dan efisiensi produksi tinggi.
Pengelasan berbagai baja dengan kemampuan beradaptasi yang kuat.
Performa proses yang baik dan formasi las yang indah.
Arus pengelasan yang besar dapat digunakan untuk pengelasan di semua posisi.
Hal ini dapat dikategorikan ke dalam tiga jenis: Busur Terendam Fluks Pengelasan, Fluks Pengelasan Elektroslag, dan Fluks Permukaan.
(2) Klasifikasi berdasarkan Metode Manufaktur
Ini dapat dibagi menjadi dua kategori: Fluks Peleburan dan Fluks Non-Peleburan.
(3) Klasifikasi berdasarkan Alkalinitas Terak
Hal ini dapat diklasifikasikan ke dalam tiga kategori: Fluks Asam, Fluks Netral, dan Fluks Basa.
a. Fluks leleh
Fluks dibuat dengan melelehkan berbagai bahan dalam proporsi yang tepat di dalam tungku. Campuran tersebut kemudian digranulasi, dikeringkan, dan disaring sambil didinginkan dengan air.
Ckarakteristik:
1) Tidak sulit menyerap kelembapan dan biasanya tidak perlu dikeringkan sebelum digunakan.
2) Fluks yang belum meleleh dapat dimanfaatkan kembali.
3) Setelah dilelehkan, kemudian didinginkan dengan cepat, dan sering kali berbentuk seperti kaca.
4) Hanya sejumlah elemen paduan yang dapat ditambahkan ke fluks dalam kolam cair, karena jumlah yang besar tidak dapat ditransfer.
Fluks leleh
Komponen utama:
SiO2: 40 ~ 44%;
MnO: 32 ~ 38%;
CaF2: 3 ~ 7%;
CaO: ≤8%.
b. Fluks yang tidak meleleh
Fluks non-peleburan diperoleh dengan mencampurkan berbagai serbuk menurut formula tertentu, menambahkan pengikat untuk membentuk partikel dengan ukuran tertentu, dan kemudian dipanggang atau disinter.
Fluks pengikat adalah jenis fluks yang dipanggang pada suhu rendah (di bawah 400 ℃).
Sebaliknya, fluks yang disinter, dihasilkan dengan menyinter fluks pada suhu tinggi (700 hingga 1000 ℃).
Ckarakteristik:
1) Penyerapan kelembapan relatif tinggi, dan harus dikeringkan kembali sebelum digunakan.
2) Mudah dibuat dan sangat aplikatif.
Fluks yang disinter
Komponen penting (SJ101): SJ102
SiO2+ TiO2: 20 ~ 30%, 10 ~ 15%
CaO + MgO: 25 ~ 35%, 35 ~ 45%
Al2O3+ MnO: 20 ~ 30%, 15 ~ 25%
CaF2:15~25%, 20~30%
Klasifikasi menurut alkalinitas terak:
(1) Fluks asam (alkalinitas B <1,0)
Terak terutama terdiri dari oksida asam dan memiliki kinerja pengelasan yang sangat baik, sehingga menghasilkan formasi las yang menarik secara visual. Namun, logam las memiliki kandungan oksigen yang tinggi, yang menghasilkan ketangguhan benturan pada suhu rendah yang rendah.
(2) Fluks netral (alkalinitas 1,0 ~ 1,5)
Komposisi logam yang diendapkan mirip dengan kawat las, dengan kandungan oksigen yang berkurang dalam logam las.
(3) Fluks basa (alkalinitas B>1,5)
Komponen utama terak adalah oksida alkali dan kalsium fluorida. Logam las dicirikan oleh kandungan oksigen yang rendah, ketangguhan benturan yang tinggi, dan sifat tarik yang baik.
3.4 Solder
Dalam proyek ilmiah dan teknologi modern dan mutakhir, seperti radiator sirip pelat pesawat terbang, cangkang roket, nosel mesin, dan lain-lain, semuanya memerlukan presisi dan ketajaman tinggi serta tidak dapat mentolerir cacat apa pun. Hampir semua produk harus memiliki kualitas yang sempurna.
Mematri Teknologi ini banyak digunakan di bidang ini karena keunggulannya dalam hal dampak termal yang rendah, presisi tinggi, penerapan yang luas, dan efisiensi pengelasan yang tinggi. Hal ini memungkinkan penyambungan beberapa komponen yang kompleks dan presisi tinggi.
Logam pengisi mematri memainkan peran penting dalam proses mematri.
Untuk merealisasikan kombinasi dua bahan (atau bagian), pengisi yang ditambahkan di dalam atau di samping celah disebut logam pengisi.
1. Apa saja persyaratan untuk logam pengisi?
(1) Titik leleh yang sesuai (beberapa puluh derajat lebih rendah dari logam dasar);
(2) Kemampuan membasahi yang istimewa;
(3) Sepenuhnya larut dan menyatu dengan logam dasar;
(4) Komposisi yang seragam dan stabil;
(5) Hemat biaya dan aman (mengandung lebih sedikit logam mulia dan logam beracun).
2. Klasifikasi logam pengisi
1) Klasifikasi berdasarkan titik leleh
"Solder lunak" (juga dikenal sebagai "solder yang dapat melebur") mengacu pada solder dengan titik leleh lebih rendah dari 450°C, termasuk solder timah-timah, solder kadmium-perak, dan solder timah-perak, di antaranya.
"Logam pengisi mematri" (juga disebut sebagai "logam pengisi tahan api") mengacu pada logam pengisi mematri dengan titik leleh lebih tinggi dari 450°C, termasuk di antaranya adalah logam pengisi mematri berbahan dasar aluminium, berbahan dasar tembaga, berbahan dasar perak, dan berbahan dasar nikel.
2) Klasifikasi berdasarkan komponen kimia utama
Menurut utama elemen logam solder, disebut × solder dasar, seperti solder dasar mematri, solder dasar seng, dll.
3) Urutkan berdasarkan bentuk
Ini dapat dibagi menjadi kawat, batang, lembaran, foil, bubuk atau solder dengan bentuk khusus (seperti solder annular atau solder tempel).
3. Penerapan logam pengisi
(1) Solder lunak
Ini terutama digunakan untuk mengelas benda kerja dengan tekanan rendah dan suhu pengoperasian rendah, seperti menghubungkan berbagai kabel listrik dan instrumen solder, komponen instrumen, dan sirkuit elektronik lainnya.
(2) Logam pengisi mematri
Ini terutama digunakan untuk mengelas benda kerja dengan kekuatan besar dan suhu kerja yang tinggi, seperti rangka sepeda, pemotong karbida, pengeboran bit dan bagian mekanis lainnya.
3.5 Fluks
Untuk mendapatkan hasil yang lebih baik sambungan lasperlu untuk mencocokkan fluks mematri secara wajar sesuai dengan logam pengisi mematri yang berbeda untuk digunakan bersama sebagai bahan pengelasan dalam proses mematri.
1. Apa yang dimaksud dengan fluks?
Fluks yang digunakan dalam mematri disebut fluks mematri, termasuk pasta, bubuk, dll.
2. Apa fungsi fluks?
1) Lepaskan lapisan oksida dari permukaan solder dan logam dasar.
2) Meningkatkan kemampuan solder cair untuk membasahi lasan.
3) Mencegah pengelasan dan solder cair agar tidak teroksidasi selama proses mematri.
3. Persyaratan untuk fluks
1) Pastikan bahwa ada kemampuan yang cukup untuk menghilangkan oksida dari permukaan logam dasar dan logam pengisi.
2) Titik leleh fluks mematri dan suhu aktif minimum harus lebih rendah dari titik leleh logam pengisi mematri.
3) Pastikan kemampuan pembasahan yang memadai pada suhu mematri.
4) Volatil dalam fluks harus tidak beracun.
5) Fluks dan residunya harus memiliki korosi minimal pada solder dan logam dasar dan harus mudah dilepas.
4. Klasifikasi fluks
1) Fluks Solder Lembut
Fluks solder yang digunakan untuk mematri pada suhu di bawah 450℃ dapat dibagi ke dalam dua jenis: anorganik dan organik.
a. Solder Lunak Anorganik (Solder Lunak Korosif) - Solder ini terdiri dari garam dan asam anorganik dan memiliki aktivitas kimia dan stabilitas termal yang kuat. Solder jenis ini mendorong pembasahan solder cair ke logam dasar secara efektif, tetapi residunya memiliki efek korosif yang kuat.
b. Fluks Solder Organik (Fluks Solder Non-Korosif) - Aktivitas kimianya relatif lemah dan tidak menimbulkan korosi pada logam dasar. Contoh fluks solder non-korosif antara lain damar, amina, dan halida organik.
2) Fluks Mematri
Fluks yang digunakan untuk mematri pada suhu di atas 450℃ memiliki viskositas tinggi dan memerlukan aktivasi suhu tinggi.
Ini harus digunakan pada suhu di atas 800℃, dan residunya sulit dihilangkan.
Fluks mematri yang umum termasuk boraks, asam borat, dan campurannya. Menambahkan fluorida dan klorida dari logam alkali dan alkali tanah ke dalam borida dapat meningkatkan keterbasahan fluks mematri boraks dan asam borat, meningkatkan penghilangan oksida, dan menurunkan suhu leleh dan aktivasi fluks mematri.
3.6 Gas
Gas pengelasan terutama mengacu pada gas pelindung yang digunakan dalam proses pengelasan berpelindung gas, seperti pengelasan berpelindung gas CO2 dan pengelasan berpelindung gas inert, serta gas yang digunakan dalam pengelasan dan pemotongan gas.
Saat mengelas, tombol gas pelindung tidak hanya berfungsi sebagai media pelindung untuk area pengelasan, tetapi juga sebagai media gas yang menghasilkan busur.
Pengelasan gas dan pemotongan biasanya dilakukan dengan menggunakan nyala api bersuhu tinggi yang dihasilkan dari pembakaran gas, yang menyediakan sumber panas yang terkonsentrasi.
1. Gas pelindung umum
Gas emosional
Gas molekuler
Gas majemuk
Argon, amonia
Oksigen, nitrogen, hidrogen
karbon dioksida
2. Gas umum untuk pengelasan dan pemotongan gas
Artinya, gas pendukung pembakaran (O2) dan gas yang mudah terbakar (asetilena C2H2).
3. Karakteristik dan penggunaan gas las yang umum
Gas
Simbol
Properti utama
Aplikasi dalam pengelasan
karbon dioksida
CO2
Ini memiliki sifat kimia yang stabil, tidak terbakar atau mendukung pembakaran, dapat diuraikan menjadi C0 dan 0 pada suhu tinggi, dan memiliki kemampuan oksidasi tertentu terhadap logam. Dapat mencairkan CO2 cair, menyerap banyak panas saat menguap, dan mengeras menjadi CO2 padat, umumnya dikenal sebagai es kering
Kawat las dapat digunakan sebagai gas pelindung selama pengelasan, seperti pengelasan berpelindung gas CO2 dan pengelasan berpelindung gas C02 + O2, C02 + A dan pengelasan berpelindung gas campuran lainnya
argon
Ar
Gas emosional, tidak aktif dalam properti kimia, tidak bereaksi dengan elemen lain pada suhu kamar dan suhu tinggi
Sebagai gas pelindung untuk perlindungan mekanis selama pengelasan busur, pengelasan plasma dan pemotongan
oksigen
O2
Gas tak berwarna, pendukung pembakaran, sangat aktif di bawah suhu tinggi, langsung dikombinasikan dengan berbagai elemen. Selama pengelasan, oksigen akan teroksidasi elemen logam ketika memasuki kolam cair, yang akan memainkan peran berbahaya
Dapat mencapai suhu yang sangat tinggi bila dicampur dengan gas yang mudah terbakar untuk pengelasan dan pemotongan, seperti nyala oksigen asetilena dan nyala oksigen hidrogen. Campur dengan argon, karbon dioksida, dll. Secara proporsional, dan lakukan pengelasan berpelindung gas campuran
B cepat
CH2
Umumnya dikenal sebagai gas kalsium karbida, gas ini kurang larut dalam air, larut dalam alkohol, dan sebagian besar larut dalam aseton. Gas ini bercampur dengan udara dan oksigen untuk membentuk campuran gas yang mudah meledak. Terbakar dalam oksigen dan memancarkan suhu tinggi dan cahaya yang kuat
Dapat terbakar, tidak aktif pada suhu normal, dan sangat aktif pada suhu tinggi. Ini dapat digunakan sebagai agen pereduksi untuk bijih logam dan oksida logam. Dapat dilebur dalam logam cair selama pengelasan dan diendapkan saat pendinginan, yang mudah membentuk pori-pori
Saat pengelasan, dapat digunakan sebagai gas pelindung pereduksi, dicampur dengan oksigen untuk pembakaran, dan dapat digunakan sebagai sumber panas untuk pengelasan gas
nitrogen
N2
Sifat kimianya tidak aktif, dan dapat langsung dikombinasikan dengan hidrogen dan oksigen pada suhu tinggi. Berbahaya jika masuk ke dalam kolam cair selama pengelasan. Pada dasarnya tidak bereaksi dengan tembaga dan dapat digunakan sebagai gas pelindung
Selama pengelasan busur nitrogen, nitrogen digunakan sebagai gas pelindung untuk mengelas tembaga dan baja tahan karat. Nitrogen juga biasa digunakan dalam plasma pemotongan busur sebagai gas pelindung luar
Kandungan oksigen dalam Ar+O2 (kandungan rendah) berada dalam kisaran 1-5%, yang meningkatkan keterbasahan larutan, meminimalkan porositas, dan menstabilkan busur. Metode ini cocok untuk pengelasan baja tahan karattermasuk baja karbon rendah dan baja paduan rendah.
Ar+O2 (kandungan tinggi) memiliki kandungan oksigen sekitar 20%, yang meningkatkan efisiensi produksi, mengurangi porositas, dan meningkatkan ketangguhan benturan pada pengelasan. Metode ini sesuai untuk mengelas baja karbon dan baja struktural paduan rendah.
5) Ar + CO2
Busur yang stabil, percikan minimal, transfer semprotan aksial yang mudah dicapai, pembentukan las yang optimal, dan berbagai aplikasi (cocok untuk transfer semprotan dan transfer hubung singkat).
6) Ar + CO2 + O2
Telah dikonfirmasi bahwa campuran gas yang optimal untuk pengelasan rendah karbon dan rendah baja paduan adalah 80% Argon, 15% Karbon Dioksida, dan 5% Oksigen. Campuran ini memberikan hasil yang sangat baik dalam hal pembentukan las, kualitas sambungan, transfer logam, dan stabilitas busur, dan sangat memuaskan.
7) CO2 + O2
Laju deposisi tinggi, penetrasi dalam, kandungan hidrogen rendah pada logam las, pengelasan yang kuat dengan spesifikasi arus tinggi, busur stabil, dan percikan minimal.
Cacat pengelasan yang umum terjadi
1. Cacat bentuk las (Gbr. 6-1)
6-1
2. Ukuran las yang tidak memenuhi syarat (Gbr. 6-2)
6-2
3. Memotong bagian bawah (Gbr. 6-3)
6-3
Alur yang dibuat di sepanjang ujung atau akar lasan.
1) Arus pengelasan yang berlebihan;
2) Busur las terlalu panjang;
3) Sudut elektroda tidak tepat.
4. Penetrasi yang tidak sempurna (Gbr. 6-4)
6-4
Penetrasi akar sambungan yang tidak sempurna selama pengelasan.
1) Ukuran alur yang salah;
2) Pemilihan parameter proses pengelasan yang tidak tepat;
3) Elektroda menyimpang dari pusat alur atau sudutnya tidak tepat.
5. Tidak ada fusi (Gbr. 6-5)
6-5
Fusi dan ikatan yang tidak sempurna antara logam las dan logam dasar atau manik-manik las logam.
② Retakan yang didinginkan di bawah suhu transformasi martensit
③ Panaskan kembali retakan
④ Retakan berbentuk tangga di sepanjang arah penggulungan pelat akibat sobekan pipih
12. Percikan
Dalam CO2 pengelasan, sebagian besar logam yang meleleh dari kawat las dipindahkan ke kolam las, tetapi sebagian lagi lolos dan membentuk percikan. Saat menggunakan kawat las tebal untuk pengelasan CO2pengelasan berpelindung gas dengan parameter yang besar, percikan bisa menjadi sangat parah, dengan tingkat setinggi 20%.
Hal ini mengakibatkan ketidakmampuan untuk melakukan pengelasan normal. Percikan ini berbahaya, karena mengurangi efisiensi pengelasan, berdampak pada kualitas lasan, dan menciptakan kondisi kerja yang buruk.
Bahaya percikan
Kehilangan percikan logam dalam CO2 Pengelasan berpelindung gas dapat mencapai 10% hingga 30-40% dari logam yang meleleh dari kawat las. Kehilangan yang ideal dikontrol hingga 2-4%.
Kerugian ini memiliki beberapa dampak negatif:
Hal ini meningkatkan konsumsi kawat las dan listrik, mengurangi efisiensi dan menaikkan biaya.
Logam yang tercecer dapat menyumbat nosel kontak dan nosel, menyebabkan masalah pengumpanan dan merusak stabilitas busur, serta mengurangi efek perlindungan gas pelindung dan kualitas lasan.
Logam yang tercecer harus dibersihkan setelah pengelasan, yang menambah waktu kerja secara keseluruhan.
Percikannya bahkan dapat membakar pakaian dan kulit tukang las, sehingga membuat lingkungan kerja menjadi berbahaya.
Mencegah dan mengurangi percikan logam merupakan pertimbangan penting dalam penanganan CO2 pengelasan berpelindung gas.
Terdapat korelasi antara laju percikan dan arus pengelasan untuk setiap diameter kawat las pada pengelasan busur CO2. Pada area arus rendah (area transisi korsleting), laju percikan rendah. Ketika arus memasuki area arus tinggi (area transisi partikel halus), tingkat percikan menurun lagi. Namun, tingkat percikan paling tinggi di area tengah.
Tingkat percikan rendah apabila arus pengelasan kurang dari 150A atau lebih dari 300A, dan tinggi di antara kedua nilai ini. Untuk meminimalkan tingkat percikan, sebaiknya hindari memilih arus pengelasan di area dengan tingkat percikan yang tinggi ini.
Setelah arus pengelasan ditentukan, voltase yang sesuai harus dipilih untuk memastikan tingkat percikan serendah mungkin.
Sudut Pistol Las:
Jumlah percikan berada pada titik minimum apabila pistol las dipegang secara vertikal. Saat sudut kemiringan pistol meningkat, tingkat percikan juga meningkat. Disarankan untuk tidak memiringkan pistol las ke depan atau ke belakang lebih dari 20 derajat.
Panjang Perpanjangan Kawat Las:
Tingkat percikan juga dipengaruhi oleh panjang perpanjangan kawat las. Yang terbaik adalah menjaga panjang kawat las sependek mungkin untuk meminimalkan percikan.
(2) Pilih bahan kawat las dan komposisi gas pelindung yang sesuai.
Sebagai contoh:
Untuk meminimalkan timbulnya gas CO selama pengelasan, disarankan untuk memilih kawat las baja dengan kandungan karbon sebanyak mungkin.
Pengalaman menunjukkan bahwa ketika kandungan karbon dalam kawat las dikurangi menjadi 0,04%, percikan dapat dikurangi secara signifikan.
Pilihlah kawat las berbentuk tabung saat mengelas.
Inti fluks pada kawat las tubular mencakup deoxidizer dan penstabil busur, memberikan perlindungan sambungan terak gas, membuat proses pengelasan lebih stabil, dan mengurangi percikan secara signifikan. Tingkat percikan logam dari kawat berinti fluks kira-kira sepertiga dari kawat padat.
(3) CO2 digunakan sebagai gas pelindung selama pengelasan busur panjang.
Walaupun tingkat percikan dapat dikurangi melalui pemilihan parameter spesifikasi yang tepat dan penggunaan metode busur terendam, namun jumlah percikan yang dihasilkan masih signifikan.
Memasukkan sejumlah gas Argon (Ar) ke dalam Karbon Dioksida (CO2) gas adalah metode yang paling efektif untuk mengurangi percikan logam yang disebabkan oleh pengelasan partikel yang berlebihan.
Sifat-sifat fisik dan kimia dari CO2 gas diubah ketika Argon ditambahkan ke dalam campuran.
Seiring dengan meningkatnya rasio gas Argon, jumlah percikan akan berkurang secara bertahap.
CO2Gas campuran +Ar tidak hanya mengurangi percikan tetapi juga meningkatkan pembentukan las, yang memengaruhi penetrasi, ketinggian, dan penguatan las.
Apabila kandungan Argon mencapai 60%, ukuran tetesan transfer dapat dikurangi secara nyata dan transfer semprotan yang merata dapat dicapai, sehingga meningkatkan karakteristik transfer tetesan dan mengurangi percikan logam.
Diagram cacat pengelasan
1. Skala las
Metode perbaikan
Permukaan las setelah pembersihan kerak
2. Lubang udara
Metode perbaikan: Giling dan lepaskan lasan dan las ulang.
3. Lubang udara berbentuk jarum kawah
4. Lubang udara (lubang pasir)
5. Rongga penyusutan
6. Retak ujung / retak las
7. Penampilan lasan yang buruk
8. Tumpang tindih dan flash
9. Memotong
10. Pengelasan yang tidak rata
11. Penampilan yang buruk
Simbol dan tanda las
1. Simbol dasar
Simbol las terdiri dari simbol dasar dan garis pemimpin, dan jika perlu, simbol tambahan, simbol tambahan, dan simbol yang menunjukkan ukuran las.
Simbol dasar mewakili bentuk penampang lasan dan mirip dengan simbol untuk bentuk penampang lasan yang terdapat pada Tabel 4-2.
2. Simbol bantu dan simbol tambahan
Simbol bantu adalah simbol yang menunjukkan karakteristik bentuk permukaan las. Simbol-simbol ini dapat dihilangkan jika menentukan bentuk permukaan las tidak diperlukan.
Simbol tambahan digunakan untuk melengkapi simbol yang mewakili karakteristik tertentu dari permukaan las. Metode representasi simbol-simbol ini ditunjukkan pada Tabel 4-3.
3. Simbol ukuran las
Jika ukuran las perlu ditentukan selama desain atau produksi, hal ini ditunjukkan dengan simbol ukuran las, seperti yang diilustrasikan pada Tabel 4-4.
Menunjukkan bahwa ada pelat pendukung di bagian bawah lasan
2
Simbol las tiga sisi
Arah pembukaan simbol las tiga sisi pada dasarnya harus konsisten dengan arah las tiga sisi yang sebenarnya
3
Simbol las periferal
Menunjukkan pengelasan di sekitar benda kerja
4
Simbol Situs
Menunjukkan pengelasan di lokasi atau lokasi konstruksi
Tabel 4-4 Simbol Ukuran Las
Simbol
Nama
Peta Sketsa
δ
Ketebalan lembaran
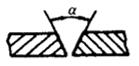
α
Sudut alur
b
Pembersihan pantat
p
Ketinggian tepi tumpul
c
Lebar las
K
Ukuran fillet
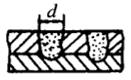
d
Diameter nugget
S
Ketebalan las yang efektif
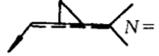
N
Jumlah simbol las yang identik
K
Ukuran fillet
R
Jari-jari akar
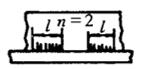
l
Panjang las
n
Jumlah segmen las
H
Kedalaman alur
h
Penguatan las
β
Sudut permukaan alur
4. Pemimpin
(1) Garis utama terdiri dari garis panah dengan kepala panah, dan dua garis referensi (satu garis padat tipis, dan yang lainnya adalah garis putus-putus).
(2) Garis putus-putus dapat ditempatkan di atas atau di bawah garis solid tipis.
Garis datum biasanya sejajar dengan sisi panjang blok judul, tetapi dapat juga tegak lurus dengan sisi panjang blok judul jika diperlukan.
Garis panah digambar dengan menggunakan garis padat tipis, dan tanda panah menunjuk ke jahitan las yang relevan. Jika perlu, garis panah dapat dibengkokkan satu kali.
Jika perlu untuk menjelaskan metode pengelasan, simbol ekor dapat ditambahkan di akhir garis referensi.
Gbr. 4-1 Simbol pemimpin las
5. Metode penentuan dimensi pengelasan umum
(1) Dimensi pada penampang melintang las ditandai di sisi kiri simbol dasar.
(2) Dimensi sepanjang lasan ditandai di sisi kanan simbol dasar.
(3) Sudut alur (α), sudut muka alur (β), dan celah akar (b) ditandai di atas atau di bawah simbol dasar.
(4) Jumlah pengelasan dan kode metode pengelasan yang sama ditunjukkan di bagian ekor.
(5) Jika ada sejumlah besar data dimensi yang harus ditandai dan sulit dibedakan, simbol dimensi yang sesuai dapat ditambahkan di depan data untuk membantu memperjelas informasi.
Tabel 12-1 Simbol Las dan Metode Penandaan
Jenis sambungan dan alur pengelasan
Yang umum sambungan las adalah sambungan pantat, sambungan-T, sambungan sudut, dan sambungan pangkuan, seperti yang ditunjukkan pada gambar.
Pemilihan sambungan las terutama didasarkan pada struktur pengelasan, ketebalan las, persyaratan kekuatan las, dan kondisi di mana konstruksi berlangsung.
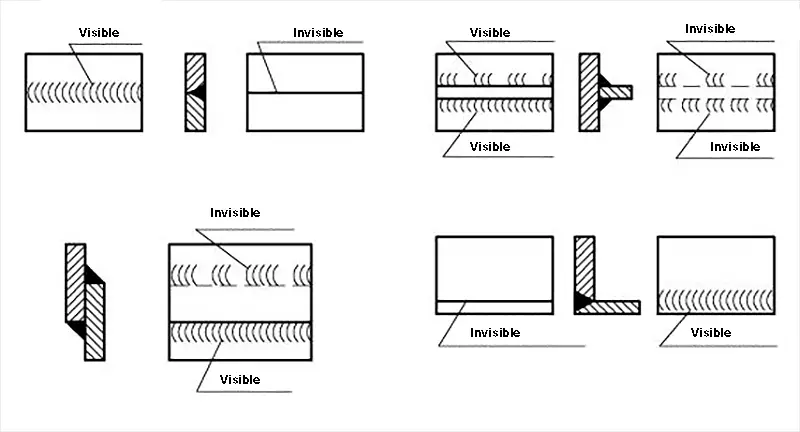
Metode gambar las yang ditentukan
Garis yang terbentuk setelah mengelas benda kerja menjadi satu disebut sebagai lapisan las.
Jika representasi sederhana dari lasan diperlukan dalam gambar, maka dapat digambarkan dengan menggunakan tampilan, tampilan bagian, atau diagram aksonometri.
Metode spesifik untuk merepresentasikan lasan dalam gambar ditunjukkan dalam gambar.
Tegangan dan deformasi pengelasan
Pengelasan struktural selalu menghasilkan deformasi dan tegangan pengelasan.
Selama proses pengelasan, deformasi dan stres internal yang dihasilkan dalam pengelasan yang berubah seiring waktu disebut sebagai deformasi transien dan tegangan pengelasan transien.
Deformasi dan tegangan yang tersisa dalam lasan setelah suhu mendingin ke suhu kamar setelah pengelasan masing-masing dikenal sebagai deformasi pengelasan sisa dan tegangan pengelasan sisa.
3.1 Penyebab tegangan dan deformasi pengelasan
Akar penyebab stres dan deformasi pengelasan adalah pemanasan dan pendinginan zona las yang tidak merata.
Selama proses pengelasan, lasan dipanaskan secara lokal, menyebabkan deformasi terjadi karena karakteristik logam yang mengembang dan berkontraksi.
Akan tetapi, sistem pelat baja adalah bagian yang solid, dan pemuaian ini tidak dapat terjadi secara bebas.
Akhir dari pelat baja hanya dapat memuai secara merata sebesar Δι.
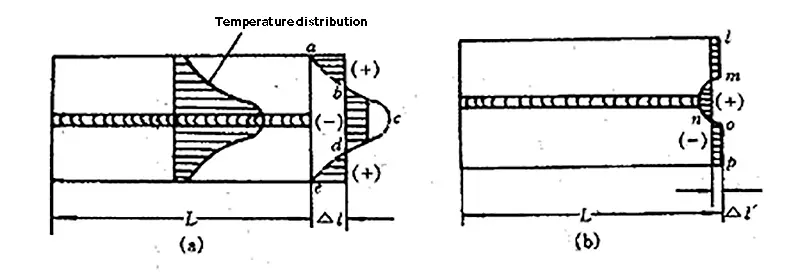
Tegangan dan deformasi selama pengelasan butt pada pelat datar
(a) Selama pengelasan; (b) Setelah pengelasan.
Selama pendinginan, logam di dekat lasan telah mengalami deformasi plastis tekan permanen selama pengelasan dan juga dibatasi oleh logam di kedua sisi.
Untuk mempertahankan konsistensi secara keseluruhan, Δι' dikurangi secara merata, yang menghasilkan sejumlah tegangan elastis pada area pengelasan dan sejumlah kompresi elastis pada logam di kedua sisi.
Akibatnya, terdapat tegangan tarik di zona las dan logam di sekitarnya, serta terdapat tegangan tekan pada logam di kedua sisi.
Tekanan pada anggota tubuh dalam keadaan seimbang. Dapat diamati bahwa setelah pengelasan pantat pelat datar, panjang Δι' lebih pendek daripada sebelum pengelasan.
Pada saat yang sama, tegangan tarik dihasilkan di zona las dan logam di kedua sisi, jauh dari las, mengalami tegangan kompresi.
Dengan kata lain, tegangan dan deformasi pengelasan dipertahankan pada suhu kamar dan dikenal sebagai tegangan dan deformasi pengelasan sisa.
3.2 Distribusi, pengaruh, dan penghapusan tegangan sisa pengelasan
Tegangan pengelasan dapat dibagi menjadi empat kategori: tegangan termal, tegangan penahan, tegangan perubahan fasa, dan tegangan pengelasan sisa. Tegangan pengelasan sisa sering kali sangat tinggi.
Pada struktur dengan pengelasan tebal, tegangan sisa pengelasan biasanya dapat mencapai kekuatan luluh dari bahan tersebut.
1. Klasifikasi tegangan pengelasan
(1) Tegangan longitudinal: Tegangan di sepanjang lasan.
(2) Tegangan melintang: Tegangan yang tegak lurus dengan panjang las dan sejajar dengan permukaan komponen.
(3) Tegangan dalam arah ketebalan: Tegangan tegak lurus terhadap panjang lasan dan permukaan komponen.
2. Distribusi tegangan sisa pengelasan
(1) Tegangan longitudinal las σ x
Tegangan di sepanjang arah longitudinal las disebut sebagai tegangan longitudinal (σ x).
Tegangan yang tegak lurus terhadap arah longitudinal las disebut sebagai tegangan transversal (σ y).
Pada zona deformasi plastis tekan di dekat lasan, tegangan longitudinal (σ x) adalah tegangan tarik, yang biasanya dapat mencapai kekuatan luluh dari bahan tersebut.
Distribusi bagian las
(2) Tegangan transversal las
Gambar tersebut mengilustrasikan distribusi tegangan transversal (σy) dalam las pelat dengan panjang tertentu.
σy adalah tegangan tarik pada lasan dan zona deformasi plastis tekan di dekat lasan, sedangkan kedua ujungnya mengalami tegangan tekan.
Semakin jauh dari pusat lasan, semakin cepat σy menurun.
Selain tegangan longitudinal dan transversal, terdapat juga tegangan sepanjang arah ketebalan pada struktur las pelat tebal.
Distribusi tegangan pada ketiga arah sangat tidak merata pada arah ketebalan.
Pengelasan elektroslag pelat tebal menghasilkan tiga tegangan tarik aksial pada pusat pengelasan, yang meningkat seiring dengan bertambahnya ketebalan pelat, tetapi permukaannya mengalami tegangan tekan.
3. Pengaruh tegangan sisa pengelasan
(1) Dampak pada Kekuatan dan Stabilitas Komponen Tekan
Ketika komponen berada di bawah beban tarik, tegangan pengelasan sisa akan ditambahkan ke tegangan beban, yang mempengaruhi kekuatan komponen.
(2) Pengaruh terhadap Fraktur Rapuh Komponen
Peningkatan tegangan nominal komponen, dikombinasikan dengan penurunan ketangguhan material di area sambungan las dan adanya cacat pengelasanakan meningkatkan kemungkinan patah getas di bawah beban eksternal yang rendah.
Tegangan tarik sisa pada zona las dapat meningkatkan nilai tegangan tarik rata-rata struktur dan mengurangi umur fatiknya.
(4) Dampak pada Akurasi Pemesinan dan Stabilitas Dimensi Lasan
(5) Efek pada Perambatan Retak
Saat mengevaluasi kondisi retak pada zona pengelasan, tegangan pengelasan sisa harus dipertimbangkan.
Saat menghitung faktor intensitas tegangan (KI) yang mendorong pertumbuhan retak, faktor tegangan sisa (σr) diperhitungkan dengan menggunakan tegangan tarik ekuivalen (σ3), yang mewakili kontribusi tegangan sisa terhadap pertumbuhan retak:
σ3 = αrσr
Di mana σr terkait dengan jenis retakan (retakan tembus, retakan tertimbun, retakan permukaan) dan arah retakan (retakan sejajar garis fusi, retakan tegak lurus garis fusi, dan retakan fillet). retakan las).
4. Tindakan dan metode untuk mengurangi dan menghilangkan tegangan sisa pengelasan
(1) Kunci untuk mengurangi tekanan pengelasan dalam desain adalah mengatur pengelasan dengan benar untuk menghindari tumpang tindih tegangan dan mengurangi tegangan puncak.
① Meminimalkan jumlah lasan dan mengurangi ukuran dan panjang lasan.
② Lasan harus diberi jarak yang cukup dan sebisa mungkin menghindari persilangan untuk mencegah tekanan tiga dimensi yang rumit.
③ Pengelasan tidak boleh dilakukan di area dengan tegangan tinggi dan perubahan penampang yang mendadak untuk menghindari konsentrasi tegangan.
④ Sambungan jenis meja yang lebih fleksibel harus digunakan, dan flanging harus mengganti tabung penyisipan.
Dua Metode Penyambungan Kapal Bulat (a) Pengelasan terhuyung-huyung; (b) Persimpangan las
(2) Teknik untuk Mengurangi Tekanan Pengelasan dalam Proses
① Terapkan urutan dan arah pengelasan yang wajar, dan lakukan sebagian besar pengelasan dengan kekakuan yang lebih rendah.
② Meminimalkan perbedaan suhu antara area pengelasan dan seluruh struktur untuk mengurangi tekanan pengelasan internal. Gunakan pemanasan awal secara keseluruhan dan energi linier yang rendah.
③ Memanfaatkan pengelasan palu untuk mengurangi tekanan dan deformasi pengelasan.
④ Mengurangi kandungan hidrogen dan menghilangkan hidrogen.
(3) Metode untuk menghilangkan tegangan sisa terutama melibatkan penghilangan tegangan sisa setelah pengelasan. Untuk boiler dan bejana tekan dengan ketebalan komponen tekanan melebihi ukuran tertentu, diperlukan perlakuan panas pasca pengelasan untuk menghilangkan stres internal.
Pada umumnya, pengelasan menyebabkan deformasi benda kerja. Jika deformasi melebihi batas yang dapat diterima, ini akan memengaruhi fungsionalitas.
Penyebab utama deformasi adalah pemanasan dan pendinginan yang tidak merata pada lasan selama pengelasan.
Selama pengelasan, pengelasan hanya dipanaskan di area lokal, tetapi logam di area yang dipanaskan tidak dapat mengembang secara bebas karena logam dengan suhu yang lebih rendah di sekelilingnya.
Ketika mendingin, kamera tidak dapat menyusut secara bebas karena tertahan oleh logam di sekelilingnya.
Akibatnya, bagian logam yang dipanaskan ini mengalami tegangan tarik, sementara bagian logam lainnya mengalami tegangan tekan yang seimbang dengannya.
Apabila tekanan ini melebihi batas leleh logam, maka akan terjadi deformasi pengelasan.
Retakan muncul apabila batas kekuatan logam terlampaui.
3.3 Bentuk, faktor yang memengaruhi, dan metode kontrol deformasi pengelasan
1. Bentuk deformasi pengelasan
Bentuk deformasi pengelasan dapat bervariasi. Bentuk yang paling umum adalah lima bentuk dasar, atau kombinasi dari bentuk-bentuk ini.
Bentuk dasar deformasi pengelasan
Gambar (a) mengilustrasikan deformasi penyusutan memanjang dan melintang pada pelat datar setelah pengelasan butt;
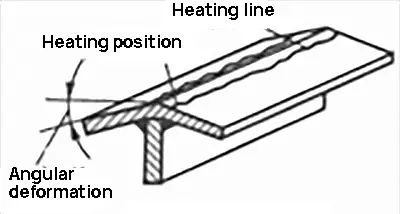
Gambar (b) mengilustrasikan deformasi sudut pada pelat datar setelah docking;
Gambar (c) mengilustrasikan deformasi tekukan yang disebabkan oleh deviasi susunan pengelasan dalam silinder dari sumbu tengah las;
Gambar (d) mengilustrasikan deformasi bergelombang pada pengelasan berdinding tipis setelah pengelasan.
Selain itu, struktur balok-kolom rentan terhadap distorsi selama pengelasan.
Deformasi penyusutan dan deformasi lentur adalah bentuk deformasi keseluruhan, sedangkan bentuk lainnya dianggap sebagai deformasi lokal.
2. Faktor-faktor yang mempengaruhi deformasi pengelasan
(1) Pengaruh Posisi Pengelasan terhadap Deformasi Pengelasan
Ketika pengelasan disusun secara simetris dalam struktur, hanya pemendekan memanjang dan melintang yang terjadi. Namun, jika lasan disusun secara asimetris dalam struktur, deformasi lentur akan terjadi. Deformasi sudut akan terjadi jika pusat gravitasi bagian las menyimpang dari pusat gravitasi bagian sambungan.
(2) Pengaruh Kekakuan Struktural
Di bawah gaya yang sama, struktur dengan kekakuan yang besar memiliki lebih sedikit deformasi, sedangkan struktur dengan kekakuan rendah memiliki lebih banyak deformasi. Deformasi pengelasan selalu dilakukan pada arah dengan kekakuan struktur atau kekakuan pengelasan yang paling kecil.
(3) Pengaruh Urutan Perakitan dan Pengelasan
Kendala kekakuan saat mengelas las strip tergantung pada prosedur perakitan dan pengelasan. Untuk struktur dengan bagian dan las yang simetris, metode perakitan pertama menjadi satu kesatuan dapat digunakan. Untuk struktur pengelasan yang kompleks, karena adanya beberapa pengelasan, deformasi yang disebabkan oleh setiap pengelasan mempengaruhi pengelasan lainnya, sehingga sulit untuk dikontrol. Oleh karena itu, prosedur perakitan parsial, pengelasan, pemasangan kembali, dan pengelasan ulang harus dilakukan untuk mengontrol deformasi pengelasan secara keseluruhan.
(4) Faktor-faktor Lain yang Berpengaruh
Deformasi juga terkait erat dengan jenis alur, jarak perakitan, spesifikasi pengelasan, dan metode pengelasan.
3. Metode untuk mengendalikan deformasi pengelasan
Untuk mengontrol dan meminimalkan deformasi pengelasan, sangat penting untuk mengadopsi skema desain dan langkah-langkah proses yang tepat.
(1) Kurangi jumlah, panjang, dan ukuran las sebanyak mungkin sambil memastikan desain yang wajar untuk daya dukung.
Atur posisi pengelasan dengan cara yang wajar, sehingga semua pengelasan dalam struktur simetris, atau sedekat mungkin dengan sumbu netral penampang. Hal ini akan membantu mengurangi deformasi pengelasan.
(2) Tindakan Proses yang Diperlukan:
① Cadangan Penyusutan:
Sewaktu menyiapkan benda kerja, tambahkan tunjangan penyusutan yang sesuai.
Biasanya, penyusutan longitudinal las dihitung berdasarkan panjang las dan tergantung pada faktor-faktor seperti alur, jenis sambungan, dan ketebalan pelat.
② Metode Deformasi Terbalik:
Menggunakan pengalaman atau metode perhitungan untuk menentukan metode deformasi terbalik.
Sebelum melakukan pengelasan, sangat penting untuk menilai ukuran dan arah potensi deformasi benda kerja. Untuk mencegah deformasi sisa, tempatkan pengelasan pada arah yang berlawanan dengan deformasi atau terapkan deformasi buatan terlebih dahulu selama perakitan. Kontrol yang tepat akan membantu memastikan bahwa benda kerja mencapai bentuk yang benar.
Kontrol anti deformasi pengelasan pantat pelat baja setebal 8 ~ 12mm
③ Pilih Metode dan Spesifikasi Pengelasan yang Sesuai:
Memanfaatkan sumber panas yang terkonsentrasi energi dan metode pengelasan cepat untuk mengurangi deformasi.
④ Urutan Perakitan dan Pengelasan yang Optimal:
Bagilah struktur besar menjadi bagian-bagian yang lebih kecil, rakit dan las setiap bagian secara terpisah, lalu gabungkan bagian-bagian tersebut menjadi satu kesatuan yang utuh.
⑤ Fiksasi Kokoh:
Perbaiki dan jepit struktur sebelum pengelasan untuk mengurangi deformasi melalui kendala eksternal. Namun, kaku menjepit dapat mencegah penyusutan bebas pada lasan, yang menyebabkan tekanan internal yang tinggi di dalam komponen.
Oleh karena itu, sangat penting untuk memilih bahan dan struktur pengelasan secara hati-hati.
⑥ Gunakan urutan pengelasan yang wajar
4. Koreksi deformasi pengelasan
Meskipun telah mengadopsi metode kontrol deformasi, tetap saja sulit untuk menghindari deformasi setelah pengelasan. Apabila deformasi pengelasan melebihi batas yang ditentukan dalam persyaratan teknis produk, maka perlu dilakukan koreksi pasca-pengelasan untuk memenuhi standar kualitas produk.
Tujuan dari koreksi adalah untuk menginduksi deformasi baru pada komponen pengelasan untuk melawan deformasi yang terjadi selama pengelasan. Namun, proses koreksi sering kali meningkatkan tekanan internal pada komponen.
Untuk menghindari fraktur lokal selama koreksi, disarankan untuk meredakan tegangan sisa pengelasan sebelum mengoreksi deformasi. Hal ini akan membantu memastikan integritas dan stabilitas komponen.
Metode Umum Koreksi Mekanik dan Api dalam Produksi:
(1) Metode Koreksi Mekanis:
Metode koreksi mekanis melibatkan penggunaan tekanan mekanis atau palu dingin untuk menghasilkan deformasi plastis dan mengoreksi deformasi pengelasan.
(2) Metode Koreksi Api:
Metode koreksi nyala api menggunakan kontraksi yang disebabkan oleh pemanasan lokal dengan nyala api untuk menangkal pemanjangan dan deformasi di area yang terpengaruh. Sangatlah penting untuk mengidentifikasi posisi pemanasan dengan benar, dan suhu pemanasan untuk koreksi nyala api biasanya antara 600-800°C.
Koreksi deformasi pengelasan balok-T dengan pemanasan api
Koreksi deformasi lengkung atas
Koreksi deformasi sudut
(3) Berikan Perhatian Khusus pada Jenis Baja selama Koreksi:
Apabila melakukan koreksi, penting untuk memperhatikan jenis baja sedang digunakan:
Hindari penggunaan palu untuk peralatan yang tahan korosi untuk mencegah korosi tegangan.
Baja dengan kecenderungan ke arah korosi intergranular dan pengerasan tinggi tidak boleh dikoreksi dengan menggunakan koreksi nyala.
Untuk baja berkekuatan tinggi dengan kecenderungan tinggi terhadap retak dingin, sebaiknya meminimalkan penggunaan metode mekanis karena dapat dengan mudah menyebabkan pengerasan kerja dingin.
Elemen dan spesifikasi proses pengelasan
Teknologi pengelasan merupakan faktor penting dalam memastikan kualitas sambungan las. Dalam lingkungan manufaktur, elemen-elemen proses pengelasan diuraikan dalam panduan prosedur pengelasan yang terperinci.
Kartu prosedur pengelasan terperinci dibuat berdasarkan hasil uji kualifikasi prosedur pengelasan yang sesuai.
Elemen-elemen yang ditentukan dalam kartu prosedur pengelasan yang terinci meliputi:
(1) Saat menggunakan pengelasan AC atau DC kontinu, parameter kelistrikan utama dalam spesifikasi pengelasan adalah tegangan pengelasan dan saat ini.
(2) Untuk pengelasan arus pulsa, parameter kelistrikan tambahan meliputi frekuensi bolak-balik, rasio on-off, arus dasar, dan nilai arus puncak.
(3) Prinsip pemilihan parameter spesifikasi pengelasan adalah untuk memastikan penetrasi yang tepat dan manik las yang bebas dari retakan, sekaligus memenuhi persyaratan kinerja yang ditentukan dalam kondisi teknis.
Ketika memilih parameter listrik, penting untuk mempertimbangkan dampak dari panas pengelasan masukan tentang kinerja bersama.
Lihat Tabel 4-8 untuk pemilihan diameter elektroda las busur manual dan kisaran arus pengelasan yang sesuai.
Tabel 4-8 Pemilihan diameter elektroda dan arus pengelasan untuk pengelasan busur manual
Ketebalan bagian baja (mm)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Diameter elektroda (mm)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Arus pengelasan (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Tabel 4-9 Pemilihan spesifikasi pengelasan otomatis busur terendam sisi ganda untuk benda kerja miring
Pengelasan busur terendam otomatis
Bentuk alur
Diameter kawat las (mm)
Urutan pengelasan
arus pengelasan (A)
Tegangan busur (V)
Kecepatan pengelasan (m / jam)
14
5
positif
830~850
36~38
5
negatif
600~620
36~38
16
5
positif
830~850
36~38
5
negatif
600~620
36~38
18
5
positif
830~850
36~38
5
negatif
600~620
36~38
22
6
positif
1050~1150
38~40
5
negatif
600-620
36~38
24
6
positif
1100
38~40
5
negatif
800
36~38
30
6
positif
100~1100
36~40
5
negatif
900~1000
36~38
Retak dan kontrol pengelasan
Retakan pengelasan mengacu pada pemisahan material logam (fraktur lokal) di dalam sambungan las karena penyebab yang terkait dengan pengelasan, seperti metalurgi, material, atau kekuatan internal dan eksternal, selama atau setelah pengelasan.
Retakan adalah salah satu yang paling berbahaya cacat pengelasanyang ditandai dengan ujung yang tajam dan lebar pemisahan (perpindahan bukaan) yang jauh lebih kecil daripada panjang retak.
Mencegah keretakan pengelasan adalah aspek penting dalam desain dan produksi struktur pengelasan.
1. Klasifikasi retakan pengelasan
Ada berbagai macam jenis pengelasan retakan, dan metode klasifikasinya telah berkembang seiring dengan semakin dalamnya pemahaman kita tentang sifat retakan.
Tabel berikut ini memberikan klasifikasi umum berdasarkan waktu dan lokasi retakan.
Tabel 4-11 Metode klasifikasi retak saat ini
Periode terjadinya retakan
Lokasi kejadian
Nama
Proses pengelasan
Di dekat garis padat
garis las
Retak pemadatan
Retak panas
Zona yang terpengaruh panas
Retak akibat likuifaksi
Di bawah garis fase padat
garis las
Retak poligonal
Suhu rekristalisasi dekat T
Zona yang terpengaruh panas
Retak plastik suhu tinggi
Dekat suhu kamar
Zona yang terpengaruh panas
Retak dingin
Zona yang terpengaruh panas dan lapisan penggulungan logam dasar
Sobeknya selaput pipi
Selama pemanasan temper suhu tinggi setelah pengelasan
Zona yang terpengaruh panas
Panaskan kembali retakan
Selama penggunaan media korosif
Lasan, zona yang terpengaruh panas
Retak korosi tegangan
2. Kondisi umum untuk pembentukan retakan pengelasan
Retak pada jembatan baja berkekuatan tinggi dan struktur baja pembuatan kapal sebagian besar merupakan retak dingin, mencapai 90% dari seluruh retak. Di pabrik petrokimia dan peralatan listrik, retakan panas lebih umum terjadi. Baja tahan panas pearlitic rentan terhadap retakan akibat pemanasan ulang.
Ada dua alasan utama terjadinya keretakan:
(1) Tegangan dan regangan akibat pengekangan merupakan penyebab utama keretakan. Tingkat tegangan tertentu diperlukan untuk terjadinya keretakan, dan proses pemanasan yang tidak merata selama pengelasan dapat menyebabkan tegangan tarik dan regangan pada sambungan akibat pengekangan seluruh struktur selama proses pendinginan pengelasan.
(2) Pada kisaran suhu tertentu, karena adanya faktor kerapuhan, bagian tertentu dari sambungan akan retak di bawah tegangan tarik.
3. Retakan pengelasan
1. Retak panas
(1) Karakteristik Retak Pengelasan Panas:
Retakan panas memiliki karakteristik morfologi berikut, yang membedakannya dengan retakan lainnya:
① Sebagian besar retakan terbuka pada permukaan las dan memiliki warna yang teroksidasi.
② Retak sering terjadi pada persimpangan dendrit dan sepanjang arah memanjang di tengah penampang las.
③ Retakan biasanya bersifat intergranular dan menunjukkan sifat fraktur intergranular suhu tinggi.
④ Sebagian besar terjadi selama dan setelah pemadatan.
(2) Mekanisme Pembentukan:
Dalam pemadatan proses pengelasanKetika terdapat eutektik dengan titik leleh rendah, kecepatan pendinginan pengelasan yang cepat dapat menyebabkan batas butir terlepas dan membentuk retakan ketika butir telah mengeras dan batas butir masih dalam keadaan cair dengan ketahanan deformasi hampir nol, dan regangan tarik pengelasan tinggi.
(3) Faktor-faktor yang Mempengaruhi:
(1) Pengaruh Komposisi Kimia Las:
Banyak kristal eutektik dalam pengelasan merupakan hasil reaksi metalurgi pengelasan.
Elemen yang dapat menghasilkan eutektik adalah elemen yang mendorong terjadinya retak panas.
Elemen yang dapat menghaluskan butiran, menghasilkan senyawa dengan titik leleh tinggi, atau mendistribusikan eutektik dengan titik leleh rendah dalam bentuk bola atau gumpalan efektif dalam menghambat retak panas.
Tabel 4-12 Pengaruh elemen paduan pada kecenderungan retak panas
Secara serius mempengaruhi pembentukan retakan panas
Jumlah yang sedikit memiliki efek yang kecil, sedangkan jumlah yang banyak akan menyebabkan keretakan panas
Retak panas cenderung terbentuk pada lasan yang dalam dan sempit karena pemisahan makro yang terkonsentrasi di tengah-tengah lasan. Oleh karena itu, ketika melakukan pengelasan busur terendam otomatis pada pelat tebal, sangat penting untuk menyesuaikan proporsi arus pengelasan dan tegangan busur untuk memastikan bahwa koefisien bentuk pengelasan lebih besar dari 1,3 ~ 1,5.
Pada pengelasan busur manual, bagian lasnya kecil dan arusnya rendah, sehingga kecil kemungkinannya untuk menyebabkan las yang dalam dan sempit.
Pengaruh Proses Pengelasan dan Struktur Pengelasan:
Struktur pengelasan dan proses pengelasan secara langsung berdampak pada pengekangan sambungan las, yang tercermin dalam regangan tarik pengelasan. Efeknya pada retakan panas dianggap sebagai faktor mekanis.
(4) Tindakan untuk Mencegah Retak Pengelasan Panas:
(1) Langkah-langkah dasar untuk mencegah retakan panas adalah dengan mengontrol komposisi kimiawi las secara ketat, membatasi kandungan karbon, sulfur, dan pengotor fosfor, serta menambahkan desulfurizer yang cukup pada bahan las.
② Menerapkan langkah-langkah proses seperti pemanasan awal sebelum pengelasan, pelacakan panas, dan pengelasan dengan energi kawat tinggi (memastikan faktor bentuk las tidak terlalu kecil).
③ Kurangi kekakuan pengelasan sebanyak mungkin untuk meminimalkan tekanan internal pengelasan.
2. Retak dingin
(1) Karakteristik Retak Dingin:
Retak dingin adalah cacat pengelasan yang paling sering terjadi ketika mengelas baja paduan rendah berkekuatan tinggi, baja paduan sedang, baja karbon sedang, dan baja yang mudah dipadamkan lainnya.
① Terjadi setelah pemadatan logam las, biasanya di bawah martensit suhu transformasi atau pada suhu kamar.
② Mereka terutama terjadi di zona yang terpengaruh panas dan jarang terjadi di zona pengelasan.
③ Sering tertunda.
(2) Penyebab: Akar penyebab retakan dingin adalah efek gabungan dari struktur plastisitas rendah (struktur pengerasan) di zona yang terpengaruh panas pada lasan, hidrogen pada sambungan las, dan tegangan pengelasan.
(3) Faktor-faktor yang Mempengaruhi:
① Efek Pengerasan:
Ketika baja yang mudah dipadamkan dilas, zona yang terlalu panas membentuk struktur martensit kasar, mengurangi plastisitas logam di zona yang terkena panas dan meningkatkan kerapuhannya. Hal ini membuatnya rentan terhadap keretakan di bawah tegangan tarik pengelasan yang tinggi.
② Peran Hidrogen:
Retak dingin yang disebabkan oleh hidrogen menunjukkan karakteristik fraktur tertunda, mulai dari latensi hingga inisiasi, perambatan, dan retak. Lamanya waktu penundaan terkait dengan konsentrasi hidrogen dan tingkat tegangan sambungan las.
TW - Transformasi austenitik permukaan isotermal lasan; TH - Permukaan isotermal transformasi austenitik di zona yang terpengaruh panas Difusi hidrogen yang diinduksi yang sesuai
③ Pengaruh Tegangan Pengelasan:
Retak dingin lebih mungkin terjadi ketika tegangan pengelasan adalah tegangan tarik dan terjadi secara bersamaan dengan pengendapan hidrogen dan pengerasan material.
Pengelasan pelat tebal lebih rentan terhadap retakan dingin di bagian akar. Hal ini disebabkan oleh kekakuan pelat tebal dan pendinginan yang cepat, yang mengarah pada pembentukan struktur pendinginan dan menghasilkan tegangan pengelasan yang tinggi.
3. Panaskan kembali retakan
(1) Karakteristik Retak Panas Ulang
(1)Retak panas ulang terjadi pada kisaran suhu 540-930°C setelah perlakuan panas penghilang stres pasca pengelasan.
② Retakan merambat di sepanjang batas butir di zona butir kasar pada zona yang terpengaruh panas.
③ Retak intergranular dengan bentuk bercabang akan berhenti ketika mencapai area butiran halus pada lasan atau logam dasar.
(2) Mekanisme Pembentukan Retak Panas Ulang
Setelah perlakuan panas penghilang tegangan pasca-pengelasan dan pemanasan ulang, karbida paduan didispersikan dan diendapkan pada garis dislokasi setelah pengawetan panas pada suhu 550-700°C, yang memperkuat struktur intragranular.
Pada saat yang sama, kekuatan batas butir pada area butiran kasar rendah dan plastisitasnya buruk.
Selama proses pemanasan ulang, tegangan sisa dilepaskan dan kekuatan batas butir lebih lemah daripada kekuatan butir, sehingga mengakibatkan retak batas butir.
(3) Faktor-faktor yang Mempengaruhi
Ada beberapa faktor yang memengaruhi retakan akibat pemanasan ulang:
Ini termasuk komposisi kimia, kondisi pengekangan, spesifikasi pengelasan, batang las kekuatan, spesifikasi pelepasan tegangan, dan suhu servis logam dasar.
① Komposisi kimiawi terutama memengaruhi plastisitas batas butir di zona yang terpengaruh panas.
② Kondisi pengekangan dan spesifikasi pengelasan mempengaruhi tegangan sisa pengelasan.
③ Spesifikasi perlakuan panas pelepas stres dan suhu servis terutama memengaruhi regangan plastis dan derajat presipitasi karbida paduan yang disebabkan oleh pemanasan ulang.
Oleh karena itu, kemampuan deformasi plastis dari zona butiran kasar di zona yang terpengaruh panas, tegangan sisa pengelasan, dan regangan plastis yang disebabkan oleh pemanasan ulang merupakan tiga faktor dasar yang memengaruhi retakan panas ulang.
(4) Langkah-langkah untuk Mencegah Retak Panas Ulang
Meningkatkan plastisitas zona butiran kasar di zona yang terpengaruh panas pengelasan.
Mengurangi tegangan sisa pengelasan.
① Langkah utama adalah memilih logam dasar dengan sensitivitas rendah terhadap retakan yang memanas kembali.
② Mengambil semua langkah yang diperlukan untuk mengurangi tegangan sisa.
③ Hindari menggabungkan tegangan sisa pengelasan dengan tegangan lain, seperti tegangan struktural dan tegangan termal selama pemanasan ulang.
④ Penggunaan bahan las yang tidak cocok membantu menyerap deformasi.
⑤ Dalam kondisi untuk memastikan pelepasan stres, gunakan suhu pemanasan ulang serendah mungkin dan waktu penahanan yang singkat.
Jika memungkinkan, ganti pemanasan ulang dengan pemanasan ulang yang sedikit lebih rendah dari suhu pemanasan awal untuk hasil yang lebih baik.
4. Air mata pipih
(1) Karakteristik Robekan Lamelar
(1) Selama pendinginan las yang cepat, retakan yang sejajar dengan permukaan penggulungan logam dasar terjadi pada pelat baja akibat tegangan tarik pengelasan yang searah dengan ketebalan pelat. Retakan ini dikenal sebagai robekan pipih dan sering terjadi pada sambungan pelat tebal berbentuk T dan K.
② Sobek pipih adalah jenis retakan yang terjadi pada suhu kamar, biasanya setelah pendinginan hingga di bawah 150°C atau suhu kamar setelah pengelasan. Namun, ketika pengekangan struktural sangat tinggi dan baja sangat sensitif terhadap robekan lamelar, hal ini juga dapat terjadi pada suhu antara 300-250°C.
(a) Posisi Khas Robekan Lamelar pada Sendi "T"
(b) Sobekan Lamelar pada Sambungan Downcomer Drum Boiler
(2) Faktor Utama Penyebab Robeknya Lamela
① Pengaruh Inklusi
Inklusi adalah penyebab utama anisotropi baja dan asal mula robekan lamelar.
② Pengaruh Sifat Logam Dasar
Plastisitas dan ketangguhan matriks logam itu sendiri memiliki dampak yang signifikan pada robekan lamelar. Plastisitas dan ketangguhan yang buruk menghasilkan ketahanan yang buruk terhadap sobekan lamelar.
③ Pengaruh Stres Pengekangan
Semua retakan pengelasan terjadi di bawah aksi tegangan tarik dan tidak terkecuali robekan lamelar. Sobekan lamelar hanya terjadi jika sambungan sudut dan sambungan T cenderung membentuk tegangan penahan dua arah yang besar.
(3) Tindakan Pencegahan untuk Robekan Lamela
Robekan lamelar sulit diperbaiki, jadi mencegah cacat ini adalah tujuan utamanya.
① Ketika sambungan las rentan menyebabkan robekan lamelar, evaluasi sensitivitas robekan lamelar pelat baja yang digunakan dan pilih pelat baja dengan sensitivitas rendah.
② Gunakan jenis alur yang wajar untuk menyelaraskan garis fusi las sedekat mungkin dengan pelat baja.
③ Untuk mutu baja yang sensitif terhadap sobekan lamelar, jika memungkinkan, gunakan material las dengan tingkat kekuatan yang lebih rendah, plastisitas yang lebih baik, dan ketangguhan untuk mengurangi tegangan pada arah ketebalan pelat baja.
④ Untuk kelas baja dengan sensitivitas tinggi terhadap sobekan lamelar, simpan terlebih dahulu beberapa lapis logam las berkekuatan rendah pada permukaan pelat baja di alur pengelasan.
Pengerjaan struktur pengelasan
Susunan lapisan las dalam sebuah struktur pengelasan memiliki dampak yang signifikan terhadap kualitas dan efisiensi sambungan las.
Prinsip umum pengaturan sambungan las:
Pengaturan Las Harus Memfasilitasi Operasi Pengelasan
Pengaturan pengelasan harus memberikan ruang yang jelas bagi tukang las untuk bekerja dengan bebas dan agar peralatan las dapat beroperasi secara normal.
Saat melakukan pengelasan busur terendam, pertimbangkan kemudahan penyimpanan fluks pengelasan.
Untuk pengelasan titik dan pengelasan jahitankemudahan memasukkan elektroda harus dipertimbangkan.
Posisi Pengelasan Harus Menghindari Tegangan Maksimum dan Konsentrasi Tegangan
Untuk komponen dengan tegangan yang besar dan kompleks, pengelasan tidak boleh ditempatkan pada posisi dengan tegangan dan konsentrasi tegangan maksimum.
Sebagai contoh, las penyambungan untuk balok dan pelat baja yang dilas dengan bentang besar tidak boleh ditempatkan di tengah-tengah balok, melainkan harus ditambahkan las tambahan.
Pengaturan Las Terdesentralisasi Mengurangi Tekanan dan Deformasi Pengelasan
Pengelasan yang padat atau menyilang dapat menyebabkan panas berlebih, memperbesar zona yang terpengaruh panas, dan melemahkan struktur.
Biasanya, jarak antara dua lasan harus lebih dari tiga kali ketebalan pelat dan tidak kurang dari 100mm.
Pengelasan Harus Menghindari Permukaan Mesin Jika Memungkinkan
Jika pemesinan diperlukan sebelum pengelasan, posisi pengelasan harus dirancang sejauh mungkin dari permukaan mesin.
Pada permukaan dengan persyaratan pemesinan yang tinggi, sebaiknya hindari pengaturan pengelasan.
Desain Transisi Akhir Pengelasan Harus Halus dan Menghindari Peleburan
Untuk mencegah peleburan selama pengelasan, tidak boleh ada sudut yang tajam di ujung pengelasan. Transisi antara dua sambungan las harus halus untuk menghindari konsentrasi tegangan.
GB/T 19804-2005/ISO 13920:1996
(1) Toleransi dimensi umum dan toleransi geometris berbagai struktur yang dilas
Tabel 1 Satuan Toleransi Dimensi Linier: mm
Rentang ukuran nominal l
Kelas toleransi
A
B
C
D
2~30
Toleransi t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Toleransi dimensi sudut
Sisi sudut yang lebih pendek harus digunakan sebagai tepi referensi dan panjangnya dapat diperpanjang ke titik referensi yang ditentukan. Dalam hal ini, titik datum harus ditandai pada gambar. Lihat Tabel 2 untuk toleransi. Gambar 1 sampai 5 memberikan contoh spesifik.
Tabel 2 Toleransi Dimensi Sudut
Kelas toleransi
Kisaran ukuran nominal (panjang benda kerja atau panjang sisi pendek) / mm
The kelurusanToleransi kerataan, kerataan, dan paralelisme yang tercantum dalam Tabel 3 berlaku untuk semua dimensi las, rakitan las, atau komponen las, serta dimensi yang ditandai pada gambar. Toleransi koaksialitas dan simetri tidak ditentukan. Jika toleransi ini diperlukan untuk produksi, maka harus ditandai pada gambar sesuai dengan GB / T1182.
Tabel 3 Toleransi untuk Kelurusan, Kerataan dan Kesejajaran Satuan: mm
Kelas umum
E
F
G
H
Kisaran dimensi nominal l (sesuai dengan sisi permukaan yang lebih panjang)
>30~120
Toleransi t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Inspeksi bagian pengelasan memukau lembaran logam
1. Standar pemeriksaan bahan baku
1.1 Bahan logam
1.1.1 Lembaran Logam Ketebalan dan Kualitas Ketebalan dan kualitas lembaran logam harus sesuai dengan standar nasional, dan laporan uji kinerja serta sertifikat produsen untuk lembaran logam yang digunakan harus disediakan.
1.1.2 Penampilan Material Material harus rata, bebas dari karat, retakan, dan perubahan bentuk.
1.1.3 Dimensi Dimensi harus sesuai dengan gambar atau persyaratan teknis. Jika tidak disediakan oleh perusahaan kami, maka harus sesuai dengan standar nasional yang berlaku.
1.2 Bubuk plastik
1.2.1 Konsistensi Serbuk Plastik Seluruh batch serbuk plastik harus memiliki konsistensi yang baik, dengan sertifikat pabrik dan laporan inspeksi yang mencakup nomor serbuk, nomor warna, dan berbagai parameter inspeksi.
1.2.2 Persyaratan Uji Coba Serbuk plastik harus memenuhi persyaratan produk setelah uji coba, termasuk warna, kilau, leveling, daya rekat, dll.
1.3 Perangkat keras dan pengencang umum
1.3.1 Penampilan Permukaan harus bebas dari sulaman dan gerinda, dan penampilan seluruh batch bahan yang masuk harus konsisten.
1.3.2 Ukuran Ukuran harus memenuhi persyaratan gambar dan standar nasional.
1.3.3 Performa Performa harus memenuhi persyaratan produk setelah uji coba perakitan dan performa servis.
2. Standar pemeriksaan kualitas proses
2.1 Standar pemeriksaan kosong
Semua sudut tajam, tepi, dan permukaan kasar yang dapat menyebabkan kerusakan harus dihilangkan.
Gerinda yang dihasilkan dari stamping tidak boleh memiliki tonjolan, lekukan, kekasaran, goresan, karat, atau ketidaksempurnaan lainnya yang terlihat pada permukaan panel pintu dan panel yang terbuka dan terlihat.
Gerinda: Setelah pengosongan, tinggi duri tidak boleh melebihi 5% dari ketebalan pelat (t).
Goresan dan bekas pisau: Produk dianggap memenuhi syarat jika tidak ada goresan yang terlihat apabila disentuh dengan tangan, dan goresan tidak boleh lebih besar dari 0,1.
Spesifikasi untuk toleransi permukaan disajikan pada Tabel I.
2.2.1 Duri: Ketinggian duri yang diekstrusi setelah pembengkokan tidak boleh melebihi 10% dari ketebalan pelat (t). Kecuali ditentukan lain, maka radius lentur harus R1.
2.2.2 Lekukan: Produk mungkin memiliki lipatan yang terlihat, tetapi seharusnya tidak terlihat ketika disentuh. Produk dapat dibandingkan dengan sampel referensi.
2.2.3 Standar Deformasi Pembengkokan: Standar deformasi tekukan harus sesuai dengan Tabel II, III, dan IV.
2.2.4 Arah dan Ukuran Pembengkokan: Arah dan ukuran pembengkokan harus konsisten dengan gambar.
Sudut harus diperiksa dan diukur sesuai dengan spesifikasi dalam gambar. Toleransi untuk sudut disajikan dalam Tabel III.
Nilai deviasi batas dimensi sudut
Nilai deviasi batas dimensi sudut
Kelas toleransi
Segmentasi ukuran dasar
0-10
>10-50
>50-120
>120-400
>400
Presisi f
± 1 °
±30'
+20'
±10'
±5'
Sedang m
Kasar c
+1°30
+1°
+30
+15′
+10'
V yang paling kasar
+3°
±2°
+1°
+30'
+20'
2.4 Standar inspeksi untuk benda kerja lembaran logam
Dimensi harus diperiksa sesuai dengan persyaratan gambar, dan toleransi dimensi ditunjukkan pada Tabel IV.
Tabel 4 Terlampir: Persyaratan Toleransi Dimensi
Ukuran standar
Toleransi dimensi (mm)
Di bawah 3
±0.2
Lebih dari 3 tetapi kurang dari 30
±0.3
Lebih dari 30 tetapi kurang dari 400
± 0.5
Lebih dari 400 tetapi kurang dari 1000
±1.0
Lebih dari 1000 tetapi kurang dari 2000
± 1.5
Lebih dari 2000 tetapi kurang dari 4000
± 2.0
2.5 Pengelasan
2.5.1 Pengelasan harus kuat dan konsisten, tanpa cacat seperti pengelasan yang tidak memadai, retakan, penetrasi yang tidak sempurna, penetrasi pengelasantakik, lekukan, atau potongan.
Panjang dan tinggi lasan tidak boleh melebihi 10% dari panjang dan tinggi yang diperlukan.
2.5.2 Persyaratan Titik Pengelasan: Panjang setiap titik pengelasan harus antara 8mm dan 12mm, dengan jarak 200 ± 20mm antara dua titik pengelasan. Titik pengelasan V harus simetris dan memiliki posisi atas dan bawah yang seragam.
Jika gambar pemrosesan memiliki persyaratan khusus untuk titik pengelasan, persyaratan ini diutamakan.
2.5.3 Jarak antara pengelasan titik harus kurang dari 50mm, diameter pengelasan titik harus kurang dari φ5, dan pengelasan titik harus diberi jarak yang sama. Kedalaman lekukan pada las titik tidak boleh melebihi 15% dari ketebalan pelat yang sebenarnya, dan tidak ada bekas luka pengelasan yang terlihat setelah pengelasan.
2.5.4 Setelah pengelasan, tidak ada bagian non-pengelasan lain yang dapat rusak oleh terak atau busur las, dan semua pengelasan permukaan terak dan percikan harus dihilangkan.
2.5.5 Setelah pengelasan, permukaan luar komponen harus bebas dari inklusi terak, lubang udara, tumpang tindih, tonjolan, cekungan, atau cacat lainnya. Cacat pada permukaan bagian dalam tidak boleh terlihat dan tidak boleh mempengaruhi perakitan.
Tekanan pasca pengelasan pada bagian penting seperti panel pintu dan panel juga harus dihilangkan untuk mencegah deformasi benda kerja.
2.5.6 Permukaan luar komponen pengelasan harus dihaluskan dengan cara digerinda. Untuk bagian yang disemprot bubuk dan bagian yang dilapisi, kekasaran setelah penggerindaan harus Ra3.2-6.3, dan untuk bagian yang dicat harus Ra6.3-12.5.
3. Standar pemeriksaan untuk komponen yang disemprot
3.1 Inspeksi penampilan (metode inspeksi: inspeksi visual dan perabaan tangan)
3.1.1 Sebelum penyemprotan, permukaan benda kerja harus dibersihkan, derustedterfosfatisasi, dan dibersihkan.
3.1.2 Permukaan benda kerja tidak boleh memiliki tanda air atau sisa larutan pembersih.
3.1.3 Permukaan benda kerja tidak boleh terdapat noda minyak, debu, serat, atau fenomena yang tidak diinginkan lainnya yang dapat memengaruhi kualitas atau daya rekat permukaan yang disemprot.
3.1.4 Warna harus sesuai dengan pelat sampel (tidak ada perbedaan warna yang jelas yang harus diamati di bawah cahaya alami atau lampu neon 60w untuk penglihatan normal), dan tidak boleh ada perbedaan warna untuk kelompok produk yang sama (catatan: perbedaan warna termasuk warna dan kilau).
3.1.5 Permukaan pelapis harus halus, rata, dan rata, serta tidak boleh memiliki cacat berikut ini:
Tidak kering dan lengket di bagian belakang: permukaan tampak kering, tetapi sesungguhnya tidak sepenuhnya kering, dengan (atau rentan terhadap) bekas serat pada permukaan dan bulu kain;
Kendur: terdapat tonjolan cairan pada permukaan yang berbentuk manik-manik di bagian atas;
Partikel: permukaannya memiliki penampilan seperti pasir dan terasa tersumbat saat disentuh;
Kulit jeruk: permukaannya tampak tidak rata dan tidak beraturan seperti kulit jeruk;
Kebocoran bagian bawah: permukaannya transparan dan warna substrat terlihat;
Pits: lubang kecil (pit) pada permukaan karena penyusutan, juga disebut lubang jarum;
Dengan pola: warna permukaan bervariasi dalam kedalaman, menunjukkan pola;
Kerut: permukaannya bertumpuk dan terangkat secara lokal, menunjukkan kerutan (kecuali bedak kerut);
Inklusi: ada benda asing dalam lapisan;
Kerusakan mekanis: goresan, lecet, dan memar yang disebabkan oleh kekuatan eksternal.
3.1.6 Standar Klasifikasi Kelas Permukaan:
Permukaan Grade A: permukaan luar yang sering terlihat setelah perakitan, seperti panel kabinet, pintu kabinet, sisi-sisi di sekeliling kabinet, permukaan atas yang terlihat oleh orang awam, dan permukaan bawah yang terlihat tanpa membungkuk.
Permukaan Grade B: permukaan yang jarang terlihat tetapi dapat dilihat dalam kondisi tertentu, seperti aksesori bagian dalam, rusuk penguat, dan sisi dalam gerbang yang dapat dilihat setelah dibuka.
Permukaan Grade C: permukaan yang umumnya tidak terlihat atau hanya terlihat selama perakitan, seperti permukaan kontak antara kereta dan rel pemandu di kabinet.
3.1.7 Kondisi Pemeriksaan:
Persyaratan sumber cahaya: Cahaya siang hari Arktik atau lampu neon efisiensi tinggi dalam ruangan dengan dua sumber cahaya (pencahayaan 1000 lumens).
Jarak inspeksi visual: 300mm untuk permukaan Grade A, 500mm untuk permukaan Grade B, dan 1000mm untuk permukaan Grade C.
3.1.8 Standar Inspeksi:
Permukaan kelas produk harus dibedakan menurut standar sumber cahaya.
Film pelapis pada semua permukaan kelas tidak boleh memiliki paparan bahan dasar, pengelupasan, atau cacat lainnya, dan semua permukaan tidak boleh memiliki goresan, gelembung, lubang kecil, akumulasi bubuk, atau fenomena yang tidak diinginkan lainnya.
Warna dan pola: produsen harus membuat sampel sesuai kebutuhan, yang harus dikonfirmasi oleh kedua belah pihak.
Penerimaan harus dilakukan sesuai dengan sampel, tanpa perbedaan warna yang jelas (tidak lebih dari 3 derajat), dan butirannya harus sesuai dengan sampel.
Pemeriksaan harus dilakukan pada level jarak mata, memindai pada kecepatan 3m/menit.
3.1.9 Standar Cacat Penampilan:
Lihat Tabel 5 terlampir untuk kriteria penentuan.
Terlampir Tabel 5: Kriteria Penilaian untuk Cacat Permukaan
Nomor Seri
Jenis cacat
Nilai spesifikasi (mm)
Batas area (mm2)
Alat inspeksi
Di bawah 100
100-300
Di atas 300
A
B
C
A
B
C
AB
C
1
Abrasi, goresan, goresan
Panjangnya 10 dan lebarnya kurang dari 0,1 inci
0
2
2
0
3
1
4
4
Pita vernier
Panjang: 10, lebar: kurang dari 0,15
0
1
1
0
2
21
3
3
Panjangnya 15 dan lebarnya kurang dari 0,1 inci
0
0
0
0
1
1
1
2
2
Lebar lebih dari 0,15
0
0
0
0
0
0
1
1
2
Partikel asing
Di bawah 1
1
2
3
2
3
4
3
4
5
vernier
Di bawah 1,5
0
1
2
1
2
3
2
3
4
Di bawah 2
0
0
1
0
1
2
0
2
3
3
Rongga penyusutan
Di bawah φ0,3
1
1
2
2
2
3
3
3
4
vernier
Di bawah φ0,5
0
0
1
1
1
2
2
2
3
Di atas φ0,5
0
0
0
0
0
1
0
0
2
4
Titik hitam Titik putih Titik warna lain
Di bawah 0,3
1
2
2
2
3
3
3
4
4
vernier
5.
Lekukan lentur
Panjangnya 3 dan lebarnya kurang dari 0,2 inci.
2
3
3
3
4
4
4
5.
5.
vernier
Panjang: 5, lebar: kurang dari 0,2
1
2
2
2
3
3
3
4
4
Lebih dari 5 panjang
0
1
1
1
2
2
2
3
3
Lebar lebih dari 0,2.
0
0
1
1
0
2
0
2
3
6.
warna dan kilau
-
Selain batas atas dan bawah dari palet warna yang ditentukan, tidak ada warna campuran dan penumpahan yang diperbolehkan
Inspeksi visual
7.
kilap
-
Tidak boleh ada ketidakrataan seperti yang ditentukan dalam desain.
Inspeksi visual
8.
Noda dan noda minyak
-
Tidak.
Inspeksi visual
Keterangan: Nilai dalam kotak hitam tebal adalah kriteria penilaian. Contohnya, "2" berarti bahwa di bawah kondisi yang ditentukan, tidak boleh lebih dari 2 poin..:
3.2 Standar pemeriksaan ketebalan lapisan
unit: µm
Proyek
Bedak luar ruangan
Bedak dalam ruangan
Lukisan
Metode pengujian
Ketebalan permukaan produk
60~120
50~100
40~70
Pengukur ketebalan lapisan
Ketebalan bagian dalam produk
60~100
50~80
30~60
Pengukur ketebalan lapisan
3.3 Lapisan kilap dan deteksi warna
3.3.1 Fabrikasi pelat warna penyemprotan
A. Selama pemanggangan, dua pelat warna harus dibuat untuk setiap tungku untuk melakukan uji kinerja. Pelat logam yang digunakan harus dari bahan yang sama dengan produk, dengan ukuran 80 × 120, dan harus ditambahkan ke produk dalam kondisi normal. Nomor bubuk, kondisi pengawetan, tanggal, dan waktu harus ditandai dengan jelas dan ditandatangani oleh Insinyur Kualitas (QE).
Setelah konfirmasi, nomor, nama, dan registrasi harus dicatat dan dikelola. Satu pelat harus disimpan untuk tujuan pengujian dan yang lainnya untuk pengarsipan.
B. Masa berlaku pelat warna yang digunakan dalam proses pembuatan semprotan bubuk adalah dua tahun, dan harus disimpan pada suhu kamar (70 ± 15%) di lingkungan yang bebas dari cahaya. Lingkungan penyimpanan juga harus mempertahankan suhu dan tingkat kelembapan yang konsisten.
3.3.2 Metode pendeteksian kilap dan warna
Kilap: Kilap harus dievaluasi dengan menggunakan glossmeter dengan sudut datang 60° dan toleransi kesalahan ± 5%. Jika hasilnya memenuhi kriteria ini, produk dianggap memenuhi syarat.
Warna: Warna produk harus sesuai dengan gambar desain atau tidak berbeda secara signifikan dari pelat warna standar.
3.4 Uji daya rekat lapisan
3.4.1 Metode uji Baige
Setelah proses penyemprotan, pelat warna tungku harus diambil dan 11 lapis lapisan harus diukir di permukaan secara vertikal dan horizontal, dengan interval 1mm. Pengukiran harus dilakukan dengan kekuatan yang sesuai, sehingga goresan tidak mencapai substrat.
Selanjutnya, permukaan pelapis harus dibagi menjadi 100 kotak, dan kemudian diamankan dengan perekat transparan yang kuat pada sudut 45 derajat. Perekat kemudian harus dilepas secara tiba-tiba. Pada titik ini, isi di dalam setiap kotak harus diperiksa untuk mengetahui apakah ada yang terlepas.
Setiap kotak mewakili 1 persen, dan standar penerimaan adalah Level 5, yang berarti bahwa jumlah kotak dengan isi yang jatuh tidak boleh melebihi 5.
3.4.2 Metode penilaian
Kelas 0: Tidak boleh ada persimpangan di persimpangan mana pun.
Kelas 1: Kurang dari 5% konten di persimpangan seharusnya telah jatuh.
Kelas 2: Antara 5% dan 15% dari konten di persimpangan seharusnya sudah rontok.
Kelas 3: Antara 15% dan 25% konten di persimpangan seharusnya sudah rontok.
Kelas 4: Antara 25% dan 35% konten di persimpangan seharusnya sudah rontok.
Kelas 5: Lebih dari 35% konten di persimpangan seharusnya telah jatuh.
3.4.3 Metode penilaian
Apabila ketebalan lapisan kurang dari 40μm, panjang sisi setiap kotak tidak boleh melebihi 1mm dan harus memenuhi persyaratan Grade 2.
Apabila ketebalan lapisan antara 40μm dan 90μm, panjang sisi setiap kotak harus antara 1mm dan 2mm dan harus memenuhi persyaratan Grade 3.
Apabila ketebalan lapisan antara 90μm dan 120μm, panjang sisi setiap kotak harus 2mm dan harus memenuhi persyaratan Grade 4.
Apabila ketebalan lapisan melebihi 120μm, daya rekatnya bisa berkurang. Secara umum, sebaiknya ketebalan lapisan tidak melebihi 120μm.
Sebagai standar tentatif, jika ada kotak yang penuh dengan isi yang jatuh, produk akan dianggap tidak memenuhi syarat.
3.5 Metode uji pelat lentur
Setelah proses penyemprotan, pelat warna tungku harus diambil dan ditekuk 180 derajat, sehingga sudut tekukan internal sama dengan ketebalannya (r = t). Sebagai alternatif, pelat warna dapat ditekuk 90 derajat sekali, dan lapisannya tidak boleh rontok.
3.6 Uji ketahanan pelarut alkohol pada lapisan
Permukaan lapisan harus berulang kali diseka dengan kain katun putih yang dicelupkan ke dalam alkohol sebanyak 10 kali (tanpa tekanan yang berlebihan). Setelah menyeka, seharusnya tidak ada lapisan yang terlihat rontok pada kain katun. Setelah alkohol menguap sepenuhnya, seharusnya tidak ada perbedaan yang mencolok dalam warna atau kilau antara area yang dilap dan area yang tidak dilap.
3.7 Uji ketahanan benturan
Dengan menggunakan alat uji, palu seberat 500g harus dijatuhkan secara bebas dari ketinggian 500mm. Kriteria evaluasinya adalah sebagai berikut: setelah menumbuk seperempat bagian depan palu, tidak boleh ada retakan atau film yang jatuh pada lapisan permukaan.
3.8 Uji kekerasan
Pensil 2H yang diasah harus digunakan untuk membentuk sudut 45 derajat dengan permukaan film dan didorong ke depan sepanjang penggaris sejauh 15-30mm. Permukaan film kemudian harus diperiksa setelah menyeka tanda yang dihasilkan dengan karet. Produk akan dianggap memenuhi syarat jika tidak ada substrat yang terpapar.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana gedung pencakar langit berdiri tegak atau mobil tetap menyatu? Blog ini mengungkap keajaiban di balik mesin las listrik. Pelajari tentang produsen terkemuka seperti Lincoln Electric dan Miller Welds,...
Pernahkah Anda bertanya-tanya merek peralatan las mana yang memimpin industri saat ini? Artikel ini membahas sepuluh produsen mesin las teratas, menyoroti inovasi, kehadiran global, dan kekuatan unik mereka ....
Pernahkah Anda bertanya-tanya bagaimana tukang las mencapai sambungan yang sempurna dalam posisi yang menantang? Pengelasan 6GR adalah teknik khusus untuk mengelas pipa dengan cincin penghalang pada sudut 45°, yang sangat penting untuk memastikan...
Pernahkah Anda bertanya-tanya tentang bahaya tersembunyi di balik percikan api las yang terang? Dalam artikel ini, kami mengeksplorasi efek berbahaya dari pengelasan busur argon pada tubuh manusia ....
Pernahkah Anda bertanya-tanya bagaimana cara menghitung konsumsi batang las secara akurat? Dalam artikel blog ini, kami akan membahas metode dan formula yang digunakan oleh para ahli industri untuk memperkirakan konsumsi las...
Deformasi pengelasan pada baja tahan karat dapat menyebabkan masalah yang signifikan dalam fabrikasi logam. Artikel ini mengeksplorasi berbagai metode untuk mengontrol dan memperbaiki deformasi ini, seperti menggunakan pelat tembaga, air...
Pernahkah Anda bertanya-tanya bagaimana cara menyempurnakan teknik pengelasan TIG Anda? Memilih parameter yang tepat sangat penting untuk menghasilkan pengelasan yang kuat dan bersih. Dalam artikel ini, kita akan membahas hal-hal penting: memilih...
Bagaimana jika Anda dapat memastikan pengelasan Anda sempurna setiap saat? Dalam artikel ini, kita akan mengeksplorasi evaluasi proses pengelasan, sebuah metode penting untuk menguji dan menyempurnakan teknik pengelasan. Anda akan...
Apa yang membuat satu metode pengelasan lebih baik dari yang lain? Artikel ini mengeksplorasi kelebihan dan kekurangan unik dari tujuh teknik pengelasan, dari Tungsten Inert Gas (TIG) hingga Busur Logam Terlindung Manual...