Mengatasi Kerutan & Sobekan pada Pembengkokan Tabung: Metode Analisis & Kontrol Pakar
Pernahkah Anda bertanya-tanya mengapa beberapa tabung berkerut atau sobek saat dibengkokkan? Artikel ini mengeksplorasi akar penyebab masalah ini, dengan fokus pada faktor-faktor seperti radius pembengkokan, sifat material, dan pengaturan mesin. Dengan memahami variabel-variabel ini, Anda dapat meningkatkan kualitas proyek pembengkokan tabung Anda, mengurangi limbah, dan meningkatkan efisiensi secara keseluruhan. Bersiaplah untuk menemukan solusi praktis untuk mencapai tekukan yang mulus dan bebas cacat pada tabung Anda.
Dalam fabrikasi pipa knalpot otomotif dan komponen tubular serupa, masalah kualitas seperti kerutan atau sobekan sering terjadi karena faktor-faktor seperti radius tekukan dan sifat material. Sangatlah penting untuk mengurangi atau menghilangkan masalah ini untuk meningkatkan kualitas produk dan menurunkan tingkat skrap.
Proses pembengkokan untuk tabung sebanding dengan proses pembengkokan pada lembaran logam: dinding luar lapisan netral mengalami tegangan tarik, menipiskan dinding, sedangkan dinding bagian dalam lapisan netral mengalami tegangan tekan, menebalkan dinding. Deformasi yang berlebihan dapat menyebabkan keretakan pada dinding luar dan kerutan pada dinding bagian dalam. Tabel 1 menyajikan jari-jari tekukan minimum untuk tabung baja.
Metode pembengkokan tabung umumnya meliputi: pembengkokan dengan alat pembengkokan tabung manual; pembengkokan dengan mesin pembengkok tabung khusus; metode pembengkokan anti-deformasi; pembengkokan ekstrusi dingin; pengepresan cetakan untuk membentuk siku; pembengkokan ekstrusi panas batang inti. Artikel ini terutama berfokus pada penggunaan mesin pembengkok tabung khusus sebagai contoh untuk menganalisis masalah kerutan dan robekan.
2. Proses pembengkokan tabung menggunakan mesin pembengkok tabung khusus.
Penyok pipa khusus biasanya menggunakan mandrel untuk menekuk. Prosesnya melibatkan pemasangan cetakan, item 3, pada spindel mesin yang dapat diputar. Sebelum pipa dibengkokkan, pipa dijepit ke cetakan oleh blok tekanan, item 4. Mandrel, item 1, dimasukkan ke dalam pipa. Saat mesin dinyalakan, material pipa secara bertahap membengkok di sekitar cetakan untuk dibentuk.
3. Analisis Elemen Kontrol dan Metode Kontrol yang Sesuai
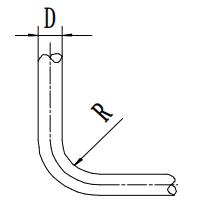
3.1 Jari-jari Pembengkokan
Selama proses pembengkokanradius tekukan yang lebih kecil berpotensi menyebabkan kerutan di sisi dalam atau bahkan retakan di dinding luar. Desain harus mempertimbangkan ketebalan dinding pipa, diameter luar, dan sifat material. Tabel 1 harus dirujuk ketika memilih radius tekukan.
Secara empiris, ketika menggunakan mandrel silinder biasa untuk pembengkokan, radius pembengkokan minimum dapat sedikit lebih kecil dari yang dinyatakan dalam Tabel 1, selama tidak menyebabkan kerutan atau keretakan. Ketika radius tekukan yang lebih kecil diperlukan, ketebalan dinding pipa dapat ditingkatkan, diameter luar dikurangi, dan bahan dengan keuletan yang baik dan eksterior yang halus harus dipilih.
3.2 Bentuk Mandrel dan Posisi Penjepitan
3.2.1 Posisi Kerja Mandrel
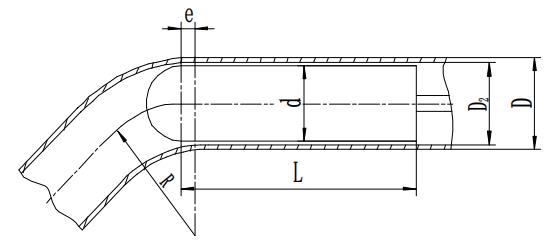
Gambar 2 Posisi Kerja Mandrel
Dalam pembengkokan inti tabung, bentuk dan posisi pengoperasian mandrel memiliki dampak signifikan pada kualitas pembengkokan tabung. Biasanya, diameter d dari mandrel harus lebih kecil 0,5-1,5 mm dari diameter bagian dalam tabung, sehingga memudahkan penyisipan ke dalam tabung.
Jarak e dari titik di mana mandrel memasuki tabung ke awal proses pembengkokan (lihat Gambar 2) dapat dihitung dengan menggunakan rumus empiris berikut.
Dalam persamaan,
e - jarak di mana mandrel mulai menekuk di dalam tabung
R - radius tekukan lapisan tengah penampang melintang
D2 - diameter bagian dalam tabung
c - jarak antara diameter bagian dalam tabung dan mandrel. Biasanya, c dipilih antara 0,5 hingga 1,5 mm.
3.2.2 Pemilihan Bentuk Mandrel
Ada berbagai bentuk mandrel, yang secara garis besar dibagi menjadi: mandrel silinder standar, mandrel berbentuk sendok, mandrel rantai-rantai, dan mandrel poros fleksibel. Mandrel silinder standar sering digunakan karena strukturnya yang sederhana, kemudahan pembuatannya, dan mudah dilepas setelah ditekuk.
Namun demikian, karena area kontak antara mandrel dan dinding tabung kecil, ini kurang efektif dalam mencegah penciptaan bentuk elips.
Panjang mandrel, dilambangkan sebagai L, seharusnya (lihat Gbr. 2)
L = (3 hingga 5) d mm
Apabila diameter d dari mandrel besar, maka koefisiennya mengambil nilai yang lebih kecil, dan sebaliknya.
3.2.3 Kontrol Celah Antara Mandrel dan Dinding Bagian Dalam Fitting Pipa
Jika celah antara mandrel dan dinding bagian dalam alat kelengkapan pipa terlalu besar, pada awal proses pembengkokan, mandrel dan dinding pipa tidak sepenuhnya bersentuhan, yang menyebabkan kerutan parah di sisi dalam alat kelengkapan pipa, dan terjadinya tikungan mati. Jika celahnya terlalu kecil, kapan menjepit pipa yang dilas biasa, ketinggian lasan yang tidak beraturan pada dinding bagian dalam fitting pipa dapat membuat mandrel sulit dimasukkan ke dalam fitting pipa.
Melalui periode panjang meringkas pipa lentur bekerja, penulis telah menentukan celah yang lebih tepat antara dinding bagian dalam pipa dan mandrel:
c = D2 - d = 0,5 hingga 1,5 mm.
3.3 Penyesuaian Kecepatan Pelat Pemandu
Dalam operasi pembengkokan pipa standar pada mesin pembengkok, pelat pemandu (Gambar 1) menjepit benda kerja dan bergerak secara serempak dengannya. Kecepatan pelat pemandu ini dapat disesuaikan, dan kecepatan gerakannya secara langsung memengaruhi kualitas pipa yang dibengkokkan.
Benda kerja, yang dijepit oleh blok tekan ke cetakan, berisi mandrel di dalamnya. Saat mesin beroperasi, material pipa secara bertahap membengkok di sekeliling cetakan, dengan pelat pemandu bergerak maju selaras dengan kecepatan cetakan. Selama proses ini, gesekan statis antara pelat pemandu dan benda kerja bekerja pada benda kerja.
Jika kecepatan pelat pemandu lebih tinggi dari kecepatan die, maka akan memberikan dorongan ke depan ke benda kerja; sebaliknya, akan memberikan gaya tahanan jika kecepatannya lebih rendah. Uji pembengkokan menunjukkan bahwa dalam kondisi yang sama, jika kecepatan pelat pemandu secara substansial melebihi kecepatan linier die, kerutan cenderung terbentuk pada dinding bagian dalam pipa.
Sebaliknya, jika kecepatan pelat pemandu secara signifikan tertinggal, dinding luar pipa akan menipis, bahkan sampai robek. Oleh karena itu, secara efektif menyesuaikan kecepatan dorong pelat pemandu agar sesuai dengan cetakan sangat penting untuk memastikan kualitas pembengkokan.
Dari analisis ini, jelas bahwa kecepatan dorong pelat pemandu harus disinkronkan dengan kecepatan pembengkokan selama proses pembengkokan. Oleh karena itu, sebelum menekuk atau setelah mengganti ke cetakan radius tekukan yang berbeda, kecepatan pelat pemandu harus disesuaikan.
Seperti ditunjukkan pada Gambar 1, kecepatan pembengkokan α dan radius pembengkokan R sudah ditetapkan sebelumnya. Panjang busur yang membungkuk mati harus berputar, yaitu jarak pelat pemandu harus bergerak maju secara serempak dalam waktu yang sama, dihitung. Mesin tekuk diam sementara operator perlahan-lahan memutar pegangan katup kontrol kecepatan, mengamati gerakan pelat pemandu.
Setelah menekuk ke sudut yang ditetapkan dan berhenti, perpindahan aktual pelat pemandu diukur dengan penggaris, membandingkannya dengan perhitungan teoretis. Jika berbeda, penyesuaian idle dapat diulangi sampai nilai yang diukur sesuai dengan nilai yang dihitung.
Pada kenyataannya, karena faktor beban, kecepatan gerakan pelat pemandu selama pembengkokan aktual sering kali lebih lambat daripada saat diam. Oleh karena itu, ketika menyesuaikan kecepatan dorong pelat pemandu, nilai aktual bisa sedikit lebih tinggi daripada nilai teoretis.
4. Kesimpulan
Kesimpulannya, adanya kerutan, sobekan, atau kelainan bentuk elips pada pipa merupakan ukuran penting dari kualitas tekukan.
Cacat kualitas ini dapat diminimalkan dengan memilih radius tekukan yang sesuai, bentuk mandrel yang sesuai, mengontrol celah antara mandrel dan dinding bagian dalam pipa, menyesuaikan posisi penyisipan mandrel, dan kecepatan gerakan pelat pemandu.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana komponen lembaran logam dirancang dan diproduksi dengan presisi? Dalam artikel blog ini, kita akan menyelami dunia bend allowance yang memukau - sebuah hal yang sangat penting...
Bagaimana Anda bisa membengkokkan bagian lembaran logam secara akurat tanpa coba-coba? Faktor Y memegang kuncinya. Artikel ini menjelaskan faktor Y, konstanta penting yang digunakan untuk menghitung...
Pernahkah Anda bertanya-tanya mengapa baja terkadang retak saat ditekuk? Dalam artikel ini, kami menjelajahi dunia teknologi pembengkokan baja yang menarik, mengungkap alasan di balik cacat umum seperti sudut dan pusat...
Pernahkah Anda bertanya-tanya bagaimana cara menghitung gaya tekukan secara akurat yang diperlukan untuk fabrikasi lembaran logam? Dalam artikel blog yang penuh wawasan ini, kita akan menjelajahi seluk-beluk perhitungan gaya tekukan, menggambar...
Pernahkah Anda bertanya-tanya bagaimana material yang berbeda memengaruhi pembengkokan lembaran logam? Dalam artikel yang penuh wawasan ini, seorang insinyur mekanik berpengalaman berbagi keahlian mereka tentang dampak jenis material, ketebalan, dan...
Dalam artikel blog ini, kita akan menjelajahi dunia pembengkokan udara yang menarik dan grafik gaya yang memungkinkannya. Bergabunglah bersama kami saat kami mempelajari ilmu pengetahuan di baliknya...
Pernahkah Anda kesulitan dalam menghitung kelonggaran tikungan yang tepat untuk proyek lembaran logam Anda? Dalam artikel blog ini, kita akan menyelami dunia kelonggaran tikungan dan mengeksplorasi bagaimana...
Perhatian semua perakit dan perancang lembaran logam! Apakah Anda kesulitan menentukan radius tekukan yang optimal untuk proyek Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan membahas tentang...
Perhatian semua penggemar pengerjaan logam! Apakah Anda lelah menebak-nebak tonase yang tepat untuk rem tekan Anda? Tidak perlu mencari lagi! Dalam artikel blog ini, kita akan menyelami dunia press brake...