Tempra in acqua vs. tempra in olio: qual è la differenza per l'acciaio 35CrMo?
Cosa differenzia la tempra in acqua da quella in olio per l'acciaio 35CrMo? Questo articolo esplora i diversi effetti di questi due metodi sulla durezza e sulle proprietà meccaniche dell'acciaio. Confrontando i risultati delle due tecniche, l'articolo fa luce su quale metodo si adatta meglio alle specifiche esigenze di produzione. I lettori potranno così comprendere il processo di tempra ottimale, l'equilibrio tra resistenza e flessibilità e i vantaggi economici di ciascun approccio.
L'acciaio 35CrMo, un materiale comunemente utilizzato nei componenti della nostra azienda, viene solitamente temprato e rinvenuto mediante raffreddamento ad olio o ad acqua con raffreddamento ad olio. Tuttavia, da quando è stato messo in funzione il forno multifunzione della linea di produzione, questo non è in grado di completare il processo di tempra ad acqua con raffreddamento ad olio.
Di conseguenza, i pezzi temprati in olio, in particolare quelli con barre laminate senza lavorazione superficiale, presentano una bassa durezza e non soddisfano i requisiti di trafilatura. Ciò richiede una tempra secondaria, che influisce negativamente sulle prestazioni dei pezzi, aumenta i costi di produzione e comporta perdite inutili.
Un'analisi ha rivelato che la bassa durezza è dovuta principalmente a una velocità di raffreddamento insufficiente. Sulla base di dati rilevanti e dell'esperienza di produzione di altri impianti di trattamento termico, il raffreddamento delle barre di acciaio 35CrMo con salamoia può aumentare la velocità di raffreddamento.
Poiché la nostra azienda non ha mai utilizzato la tempra in acqua nella produzione di barre di acciaio 35CrMo, dobbiamo testare sia il metodo di tempra in acqua che quello in olio e confrontare le loro proprietà meccaniche prima di decidere di implementare la tempra in acqua per le barre di acciaio 35CrMo.
1. Determinazione del piano di test
(1) Materiali di prova
Il materiale di prova è 35CrMo barra d'acciaio prodotto dalla nostra azienda (φ 60 mm), vedi Tabella 1 per la composizione chimica.
Tabella 1 Composizione chimica del 35CrMo Barra d'acciaio (Analisi di massa) (%)
Progetto
C
Si
Mn
Cr
Mo
S
P
Cu
Ni
Standard nazionale
0.32~0.40
0.17~0.37
0.40~0.70
0.80~1.10
0.15~0.25
≤0.035
≤0.035
≤0.30
≤0.30
Materiali di prova
0.36
0.26
0.56
0.99
0.17
0.03
0.02
0.1
0.1
(2) Strumenti e attrezzature di prova
La linea di produzione delle apparecchiature di prova per forni multiuso è illustrata nella Figura 1. La macchina di prova universale elettronica è controllata dal tester di durezza Rockwell e dal microcomputer CMT8202.
Fig. 1 Linea di produzione del forno multiuso
(3) Metodo di prova
Il test consiste in due parti: un confronto della profondità dello strato indurito tra due metodi di tempra.
I campioni di entrambi i metodi di tempra vengono sottoposti a una prova di trazione e i risultati della resistenza alla trazione e dell'allungamento vengono confrontati.
2. Analisi del processo di prova e dei risultati
2.1 Profondità di tempra
Prendere una barra di 60 mm come campione di prova e procedere alla tempra in olio e alla tempra in acqua.
Le barre di acciaio 35CrMo possono essere sottoposte a tempra in olio e in acqua e la durezza può essere regolata per raggiungere 28-30HRC attraverso la regolazione della temperatura di tempra.
(1) Processo di tempra dell'olio
Tempra a 860 ℃, mantenimento per 45 minuti, raffreddamento dell'olio a 150 ℃;
Temperare a 520 ℃, mantenere per 90 minuti e raffreddare in aria a temperatura ambiente. La curva di processo è illustrata nella Fig. 3.
Fig. 3 Curva del processo di tempra dell'olio
(2) Processo di tempra in acqua
Tempra a 860 ℃, mantenimento per 45 minuti, raffreddamento ad acqua a 150 ℃;
Temperare a 580 ℃, mantenere per 90 minuti e raffreddare in aria a temperatura ambiente. La curva di processo è illustrata nella Fig. 4.
Fig. 4 Curva del processo di tempra in acqua
La barra di prova è stata trasformata in un campione per la prova di trazione e i risultati sono riportati nella Tabella 3.
Dalla Tabella 3 si evince che la resistenza dopo la tempra in acqua è relativamente alta e la tenacità è relativamente bassa, con poche differenze nel complesso.
In base ai risultati dei test, si può dedurre che mentre la resistenza alla trazione è migliorata in modo significativo, l'allungamento è diminuito a parità di durezza superficiale. Ciò è dovuto alla rapida velocità di raffreddamento dell'acqua di tempra, che determina uno strato profondamente indurito e un'elevata durezza.
Questa soluzione risolve il problema della durezza insufficiente delle barre di acciaio 35CrMo dopo la tempra in olio.
3. Analisi dei benefici
Il passaggio di alcuni pezzi in acciaio 35CrMo al processo di tempra in acqua non solo può soddisfare i requisiti di produzione e ridurre il tasso di rilavorazione, ma anche risparmiare sui costi. Il risparmio di elettricità è pari al costo dell'elettricità per la rilavorazione più il costo dell'elettricità risparmiato dal processo esistente. Il calcolo è il seguente: Risparmio di elettricità = (209 × 1,5 + 78 × 3) × 120 (circa 120 riscaldamenti di produzione di acciaio 35CrMo all'anno) × 10% × 1,2 + 91 (potenza della lavatrice) × 0,5 × 120 × 1,2 yuan = 14436 yuan.
Costo del lavoro risparmiato = (tempo risparmiato+tempo di rilavorazione) × numero di operatori × forno di produzione annuale × prezzo unitario dell'ora uomo=(0,5+4,5×10%)×2×120×8,571yuan = 1954yuan.
Costo del materiale risparmiato = (olio di spegnimento perdita per forno+perdita di liquido di pulizia) × calore di produzione annuale=(50+20) × 120 yuan = 8400 yuan.
Il totale annuo è di circa 24790 yuan.
4. Conclusione
Le barre di acciaio 35CrMo possono essere bonificate con acqua anziché con olio.
Non solo la durezza può soddisfare i requisiti, ma ha anche un impatto minimo sulle proprietà meccaniche complessive.
Oltre a questi vantaggi, il tasso di rilavorazione è diminuito significativamente, con conseguente miglioramento dell'efficienza del lavoro e riduzione dei costi di produzione. Inoltre, l'utilizzo di una temperatura di tempra più bassa e l'eliminazione dei fumi d'olio generati nel processo di tempra del materiale per raffreddamento dell'olio comportano un miglioramento dei vantaggi economici, nonché un risparmio energetico e una riduzione delle emissioni.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come sia possibile rendere l'acciaio incredibilmente resistente e allo stesso tempo flessibile? In questo blog post scopriremo l'affascinante mondo della tempra, un processo di trattamento termico cruciale...
Perché i componenti in acciaio vengono sottoposti a tempra e rinvenimento? Questo cruciale processo di trattamento termico migliora la resistenza, la plasticità e la tenacità dell'acciaio, rendendolo adatto ad applicazioni complesse. Comprendendo il...
Vi siete mai chiesti perché l'olio di tempra è fondamentale nel trattamento termico? Questo articolo approfondisce i principi e i metodi di selezione del giusto olio di tempra, sottolineando il suo ruolo nel controllo del raffreddamento...
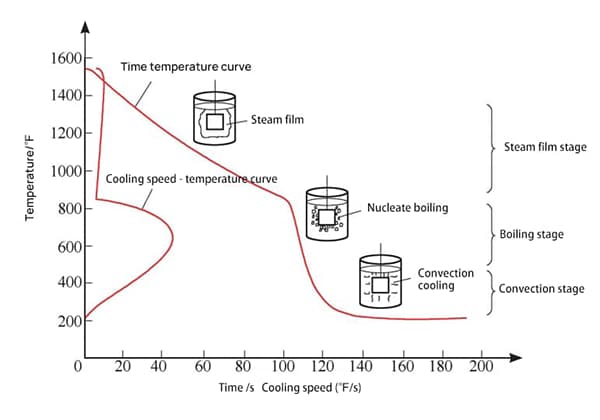
Perché alcuni metalli si raffreddano in modo non uniforme durante la tempra, causando difetti? Il fenomeno della formazione di film di vapore durante la tempra è un fattore cruciale. Questo articolo analizza come il film di vapore...
Vi siete mai chiesti perché il mezzo di raffreddamento utilizzato per la tempra è così fondamentale? La scelta del giusto mezzo di raffreddamento per la tempra può determinare la qualità interna e la forma della...
Vi siete mai chiesti perché i vostri pezzi temprati non hanno la durezza prevista? Questo problema comune nei processi di trattamento termico può influire pesantemente sulle prestazioni dei vostri componenti. Questo articolo si...
Vi siete mai chiesti cosa rende così precisi e resistenti gli intricati stampi utilizzati negli oggetti di uso quotidiano? Questo articolo esplora i 24 materiali metallici più frequentemente utilizzati nella lavorazione degli stampi....
Vi siete mai chiesti perché le cricche compaiono nelle parti metalliche durante la produzione? In questo interessante post del blog, ci addentreremo nell'intrigante mondo delle cricche da forgiatura, da trattamento termico e...
Cosa rende i bulloni ad alta resistenza così importanti nell'ingegneria moderna? Man mano che le macchine e le strutture diventano più potenti e complesse, le richieste di bulloni aumentano in modo esponenziale. Questo articolo analizza i materiali...