1. Processo di produzione di porte e finestre in lega di alluminio
2. Preparativi prima del funzionamento: Familiarizzare con lo schema della griglia di porte e finestre e consultare il manuale di istruzioni. scheda di processo di porte e finestre
Processo di produzione:
1. Processo di produzione di porte e finestre a battente
Taglio del telaio e dell'anta → Fresatura delle fessure del telaio e dell'anta → Fresatura dei fori e delle scanalature per la serratura → Perforazione dei fori della ferramenta → Taglio della barra di pressione del vetro → Installazione delle strisce di tenuta del telaio e dell'anta → Installazione delle barre di pressione del vetro → Combinazione di anta e vetro → Installazione degli accessori della ferramenta → Ispezione → Imballaggio → Stoccaggio
2. Processo di produzione di porte e finestre scorrevoli
Taglio del telaio e dell'anta → Fresatura delle fessure del telaio e dell'anta → Fresatura dei fori di drenaggio → Fresatura dei fori e delle scanalature per la serratura → Installazione delle strisce di lana → Esecuzione dei fori per la ferramenta → Taglio della barra di pressione del vetro → Installazione della striscia di lana di foca → Installazione delle barre di pressione del vetro → Installazione delle pulegge → Combinazione di telaio e anta → Ispezione → Imballaggio → Stoccaggio
1. Taglio del materiale del telaio
(1) Verifica della misura: Verificare l'errore tra il righello della sega a doppia testa e il metro a nastro in acciaio. Se si utilizzano due seghe a doppia testa per tagliare i profili esterni del telaio di una stessa finestra, entrambe le seghe devono essere calibrate fino a quando i loro righelli e il metro a nastro d'acciaio hanno le stesse dimensioni.
(2) Controllare l'accuratezza delle dimensioni di taglio: Per lo stesso lotto di materiali con le stesse dimensioni, il primo materiale deve essere controllato due volte per confermare che le dimensioni siano corrette prima di iniziare il taglio. E nel lotto di materiali con le stesse dimensioni, controllare a caso le dimensioni del pezzo per verificare se ci sono errori nel taglio.
(3) Per il taglio del telaio esterno con giunzione angolare a 45 gradi, durante il taglio del primo pezzo è necessario utilizzare un righello angolare universale per verificare che il valore di errore dell'angolo non sia superiore a 10um.
2. Fresatura di fori e scanalature di processo nel materiale del telaio
(1) Telaio esterno incernierato:
La colonna centrale del telaio esterno deve essere fresata per ottenere un incavo e un tenone. Durante la fresatura dell'incavo e del tenone, utilizzare alluminio di scarto o un campione di materiale corto dello stesso modello per confermare che l'incavo e il tenone della colonna centrale si adattino perfettamente al giunto angolare del telaio esterno.
(2) Telaio esterno scorrevole:
Quando si fresa il telaio inferiore scorrevole, utilizzare la testa del materiale per realizzare un campione fino a quando la fessura di fresatura della testa del materiale scorrevole inferiore si adatta perfettamente al telaio prima di utilizzare nuovo materiale per fresare la scanalatura.
Quando il gambo della puleggia scorrevole viene fresato come foro di drenaggio, la sua lunghezza non deve superare i 20 mm. La lunghezza di entrambe le estremità deve essere costante. Per i profili di dimensioni pari o inferiori a 1800 mm si devono praticare due fori di drenaggio, mentre per quelli superiori a 1800 mm se ne devono praticare tre.
Dopo la fresatura della scanalatura, le parti scorrevoli superiori e inferiori devono essere rigorosamente accoppiate per evitare una fresatura errata o inversa. Durante il processo di fresatura, il profilo non deve presentare graffi o segni.
3. Fresatura di fori e scanalature di processo nel materiale dell'anta
(1) Ante di porte e finestre scorrevoli:
Il gancio e la scanalatura devono essere fresati in modo quadrato quando si regola l'altezza. I margini destro e sinistro devono essere coerenti.
Il foro di regolazione delle pulegge per porte e finestre scorrevoli deve essere corretto e la distanza tra il foro e il bordo del profilo deve essere la stessa su entrambi i lati.
L'altezza del foro della serratura per le porte scorrevoli: Per le ante con un'altezza di 2300 mm o inferiore, la posizione del foro di serratura da terra dovrebbe essere una distanza verticale di 950-1150 mm; l'altezza del foro di serratura per le finestre scorrevoli fresate da terra dovrebbe essere una distanza verticale di 1500-1600 mm; l'altezza del foro di serratura di porte e finestre adiacenti deve essere coerente.
(2) Porte e finestre a battente:
L'altezza del foro della serratura per le porte a battente fresate da terra dovrebbe essere una distanza verticale di 950-1150 mm, mentre per le finestre a battente l'altezza del foro della serratura fresato da terra dovrebbe essere una distanza verticale di 1500-1600 mm.
La distanza del foro di chiusura dal bordo del profilo per le finestre a battente deve essere coerente, con un errore non superiore a 1 mm. L'altezza del foro di chiusura deve essere coerente con quella delle finestre adiacenti. Il foro per la serratura della finestra a bilico deve essere fresato al centro.
(3) Se il telaio esterno di una finestra a battente deve essere fresato con nervature, la lunghezza della nervatura deve essere coerente con la lunghezza di capitolato del supporto. La direzione della nervatura deve essere coerente con la direzione di apertura della finestra a battente.
4. Fresatura della sezione trasversale nel materiale del telaio:
La lunghezza della sezione trasversale fresata nella colonna centrale è pari alla distanza tra gli angoli interni di un lato del telaio esterno a 45 gradi e non devono verificarsi rigonfiamenti o restringimenti in corrispondenza della giunzione tra l'estremità della colonna centrale e il tenone del telaio esterno a 45 gradi.
5. Taglio dell'angolo Codice per il materiale del telaio e dell'anta:
La larghezza del codice angolare per il telaio e l'anta deve essere inferiore a 1 mm dalla parete interna del profilo.
Controllare la larghezza del codice angolare per verificare se corrisponde al profilo in qualsiasi momento. La sezione del codice angolare deve essere quadrata e la superficie deve essere liscia senza bave.
6. Processo di giunzione degli angoli di telaio e anta
Descrizione del progetto di tenoni giuntati, teste di tenoni e giunti angolari in lega di alluminio;
I tenoni giuntati e le teste dei tenoni devono essere collegati con connessioni meccaniche elastiche e lo spazio tra i pezzi di collegamento e il profilo deve essere sigillato con adesivo. Per sigillare le giunzioni dei tenoni si deve utilizzare una colla per tenoni di alta qualità e non ci devono essere punti di perdita.
Il giunto angolare in lega di alluminio deve essere assemblato con un processo di iniezione adesiva. Prima dell'assemblaggio, la sezione del profilo deve essere rivestita con una speciale colla per giunti angolari. La striscia di posizionamento del giunto angolare deve essere in acciaio inox.
Lo spazio tra il codice del giunto d'angolo e il profilo deve essere riempito con un'iniezione di adesivo ad alta pressione senza allentamenti.
Tecnologia di giunzione a tenone elastico:
Fase 1: fresatura dei fori nel profilo.
Fase 2: installazione dei tamponi di tenuta (tampone elastico).
Marcatura del centro: Applicare il sigillante con una larghezza di circa 5 mm sul profilo, quindi posizionare il tampone di tenuta sopra il sigillante e premere. Se la superficie interna visibile del profilo è più larga di 5 mm, è necessario utilizzare due tamponi sigillanti.
Fase 3: installazione dei pezzi di collegamento.
Far scorrere l'elemento di collegamento interno nella posizione desiderata, quindi serrare completamente la vite punzonata con una chiave a brugola in modo che la vite punzonata penetri nella parete del profilo e fissi l'elemento di collegamento. Agganciare l'elemento di collegamento esterno al profilo del telaio esterno.
Attenzione:
Quando si fissa l'elemento di collegamento, questo deve essere posizionato con precisione.
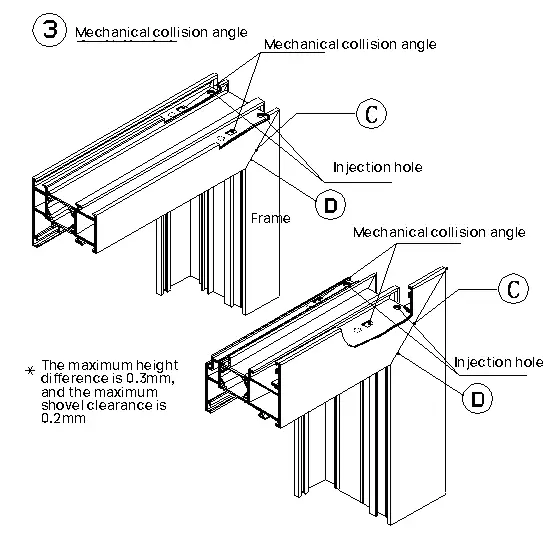
Fase 4: giunzione a tenone del profilo.
Nota:
Pulire le parti da collegare con un detergente/sgrassante.
Fase 5: fissaggio del giunto a tenone.
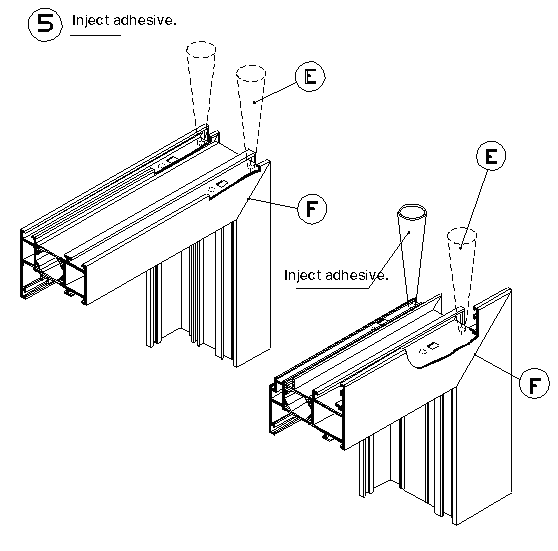
Fase 6: iniezione dell'adesivo nella giunzione del tenone.
- Iniettare l'adesivo metallico fino a farlo fuoriuscire dal foro del perno.
- Pulire l'adesivo in eccesso con un detergente/sgrassante prima che si indurisca.
- Pulire accuratamente la superficie esposta del profilo.
- Deve essere mantenuto per 24 ore.
Fase 7: applicazione della colla sigillante sulla giunzione a tenone.
Applicare il sigillante sulle parti tagliate, in particolare sugli angoli e sul retro. Per le parti di collegamento verticali, applicare il sigillante sulla parte anteriore della fessura della striscia sigillante e premere il sigillante. L'altezza del sigillante applicato deve essere a filo con la struttura di sovrapposizione del profilo. Infine, eseguire la sigillatura intorno al foro di spillo.
Processo di assemblaggio dell'angolo adesivo:
A. Pulire le parti da collegare con un detergente speciale.
B. Applicare la colla (disco di plastica e rullo di gomma) sulla faccia d'angolo di uno dei profili.
C. Raggruppare gli angoli ed effettuare le regolazioni.
D. Prima che l'adesivo si indurisca, pulire accuratamente l'adesivo in eccesso negli angoli con un detergente.
Inserire l'angolo lamiera d'acciaio nell'area del profilo esterno del telaio e dell'anta. Dopo aver inserito l'angolo, inserire il supporto dell'angolo dietro la fessura della striscia di tenuta per rinforzare il profilo esterno prima che la colla dell'angolo si indurisca. Utilizzare uno strumento appropriato, ad esempio un cacciavite piatto di grandi dimensioni.
E. Iniettare l'adesivo fino a quando non si verifica un eccesso di adesivo in corrispondenza dei fori o dei perni generati dall'estrusione dell'angolo.
F. Controllare l'area dell'angolo e, se necessario, ripetere il passaggio D.
7. Montaggio della ferramenta del telaio:
Installare i componenti della ferramenta a partire da 150 mm di distanza dall'angolo del telaio, con una distanza massima di 600 mm.
8. Montaggio della ferramenta dell'anta:
I componenti della ferramenta, come le pulegge e le schede di fine corsa delle ante scorrevoli, non devono essere mancanti o installati in modo errato. La lana dritta e orizzontale dell'anta deve essere saldamente incollata.
La posizione del supporto scorrevole per le finestre a battente deve essere provata per prima e, dopo averne verificato l'accuratezza, si può procedere al montaggio in massa. Le viti di supporto non devono mancare.
La striscia di tenuta della finestra a battente non deve essere tagliata e il giunto deve essere incollato sotto l'anta.
9. Montaggio del vetro dell'anta:
L'etichetta del vetro deve essere rivolta verso l'interno, e il contatto tra il vetro e il profilo deve essere posizionato con cuscinetti di vetro e strisce adesive puntiformi.
Dopo aver controllato visivamente che la griglia di magnesio sia sovrapposta in modo uniforme, è possibile applicare l'adesivo. Dopo l'asciugatura dell'adesivo, la colla in eccesso deve essere tagliata.
10. Ispezione della qualità di porte e finestre in alluminio:
La lavorazione del materiale deve essere completata nell'impianto di lavorazione per garantire la bellezza dell'aspetto e la precisione dell'assemblaggio degli angoli (45 gradi); ogni angolo di porte e finestre in lega di alluminio deve impedire la penetrazione dell'acqua e deve essere trattato con iniezione a doppio codice d'angolo (iniezione bicomponente: Defender, Omni).
Occorre prestare particolare attenzione alla qualità dei divisori interni in vetro, controllare la planarità, la verticalità (con un errore di 2 mm) e la posizione di sovrapposizione dei divisori delle ante interne ed esterne della finestra.