Ricottura e normalizzazione: Spiegazione delle principali differenze
Vi siete mai chiesti come i metalli si trasformino da fragili a malleabili? Questo articolo si addentra nell'affascinante mondo della ricottura e della normalizzazione, due processi di trattamento termico essenziali. Imparerete come queste tecniche migliorano le proprietà dei metalli, rendendole cruciali nella produzione.
La ricottura è un processo di trattamento termico critico in metallurgia che prevede un ciclo termico attentamente controllato. Il processo consiste in tre fasi fondamentali: riscaldamento lento del metallo a una temperatura specifica (in genere superiore alla temperatura di ricristallizzazione), mantenimento di questa temperatura per un periodo predeterminato (immersione) e raffreddamento a velocità controllata.
Gli obiettivi principali della ricottura sono molteplici. Riduce la durezza e aumenta la duttilità, migliorando così la lavorabilità e la formabilità. Questo processo è fondamentale per eliminare le tensioni residue che possono essersi accumulate durante le precedenti operazioni di produzione, come la formatura o la saldatura. La ricottura svolge inoltre un ruolo fondamentale nella stabilizzazione dimensionale, minimizzando le deformazioni e riducendo la tendenza alla formazione di cricche nelle lavorazioni successive o durante il servizio.
A livello microstrutturale, la ricottura affina la struttura dei grani attraverso meccanismi di ricristallizzazione e crescita dei grani. Regola la microstruttura del metallo promuovendo le trasformazioni di fase, omogeneizzando la composizione ed eliminando i difetti strutturali come le dislocazioni e le lacune. Questi cambiamenti microstrutturali influenzano in modo significativo le proprietà meccaniche, la resistenza alla corrosione e le prestazioni complessive del metallo.
I parametri specifici di ricottura, tra cui temperatura, tempo di immersione e velocità di raffreddamento, sono adattati al particolare metallo o lega e alle proprietà finali desiderate. Ad esempio, la ricottura completa, la normalizzazione e la ricottura di distensione sono varianti del processo, ciascuna progettata per ottenere risultati specifici in materiali e applicazioni diversi.
Definizione di ricottura
La ricottura è un processo di trattamento termico critico in metallurgia che prevede il riscaldamento accurato di un metallo a una temperatura specifica, il suo mantenimento per una durata predeterminata e il successivo raffreddamento a una velocità controllata. Questa velocità è tipicamente lenta, ma può essere regolata con precisione a seconda del risultato desiderato. Il processo è fondamentale per modificare la microstruttura e le proprietà di metalli e leghe.
Gli obiettivi principali della ricottura sono molteplici:
Ammorbidimento di materiali che sono stati sottoposti a processi di produzione precedenti, come la fusione, la forgiatura, la saldatura o la lavorazione.
Miglioramento della duttilità e della tenacità
Omogeneizzazione della composizione chimica per eliminare la segregazione
Eliminazione o riduzione delle tensioni residue
Ottenimento di specifiche proprietà fisiche, meccaniche o magnetiche
Esistono diversi tipi di processi di ricottura, ognuno dei quali è stato studiato per ottenere risultati metallurgici specifici:
Ricottura completa: Comporta un riscaldamento al di sopra della temperatura critica superiore, seguito da un lento raffreddamento per produrre una struttura morbida e duttile.
Ricottura di processo: Eseguita al di sotto della temperatura critica inferiore per alleviare le tensioni nei materiali lavorati a freddo.
Ricottura di ricristallizzazione: Induce la formazione di nuovi grani privi di deformazioni nei metalli lavorati a freddo.
Ricottura di sferoidizzazione: Produce una microstruttura con carburi sferoidali, migliorando la lavorabilità.
Ricottura con riduzione delle tensioni: Riduce le tensioni residue senza modificare in modo significativo la microstruttura.
Ricottura omogeneizzante: Elimina la segregazione chimica nelle leghe fuse o lavorate.
Ricottura magnetica: Ottimizza le proprietà magnetiche di materiali come gli acciai elettrici.
In pratica, la ricottura può affrontare sfide metallurgiche specifiche:
Ripristino delle proprietà: Gli utensili o i componenti metallici che hanno perso le loro proprietà originali a causa dell'esposizione termica durante il servizio possono essere ringiovaniti attraverso opportuni trattamenti di ricottura.
Miglioramento della lavorabilità: Riscaldando un metallo o una lega a una temperatura specifica, mantenendola per una durata calcolata e consentendo poi un raffreddamento controllato, la ricottura può ridurre significativamente la durezza e la fragilità, migliorando al contempo la plasticità. Questo processo, talvolta definito malleatura, è fondamentale per migliorare la lavorabilità nelle successive operazioni di formatura.
Scopo della ricottura
1) Ridurre la durezza e migliorare la lavorabilità, migliorando i successivi processi produttivi e la durata degli utensili;
2) Attenuare le tensioni residue, stabilizzare le dimensioni e ridurre la tendenza alla deformazione e alla fessurazione, migliorando così l'integrità strutturale complessiva e le prestazioni del componente;
3) Affinare le strutture dei grani, regolare la microstruttura ed eliminare i difetti strutturali, per migliorare le proprietà meccaniche e l'omogeneità del materiale.
Nella produzione industriale, i processi di ricottura sono ampiamente utilizzati in varie applicazioni di lavorazione dei metalli. La tecnica di ricottura specifica viene selezionata in base alle proprietà desiderate del materiale e ai requisiti del pezzo. Le specifiche comuni di ricottura includono:
Ricottura completa: Si usa per ottenere la massima morbidezza e duttilità riscaldando il materiale al di sopra della sua temperatura critica superiore, seguita da un lento raffreddamento.
Ricottura di sferoidizzazione: Utilizzata per produrre una microstruttura di carburi sferoidali in una matrice di ferrite, massimizzando la lavorabilità degli acciai ad alto tenore di carbonio.
Ricottura di distensione: Condotta a temperature più basse per ridurre le tensioni residue senza modifiche significative alla microstruttura, comunemente applicata a strutture saldate e a parti lavorate a freddo.
La scelta del processo di ricottura è fondamentale per ottimizzare le proprietà del materiale per le successive operazioni di produzione e per le prestazioni nell'uso finale.
2. Normalizzazione
La normalizzazione, nota anche come normalizzazione, è un processo di trattamento termico dei metalli in cui il pezzo viene riscaldato a una temperatura di 30-50°C superiore a Ac3 o Accm, mantenuta per un certo periodo di tempo e quindi rimosso dal forno per raffreddarsi all'aria o mediante spruzzi d'acqua, nebbia o aria soffiata.
Il suo scopo è quello di affinare la dimensione dei grani e di omogeneizzare la distribuzione dei carburi. La normalizzazione si differenzia dalla ricottura in quanto la velocità di raffreddamento durante la normalizzazione è leggermente superiore a quella della ricottura, con il risultato di una struttura di normalizzazione più fine e proprietà meccaniche migliori.
Inoltre, la normalizzazione mediante raffreddamento all'esterno del forno non occupa attrezzature e quindi ha un tasso di produzione più elevato. Pertanto, la normalizzazione viene utilizzata il più possibile nella produzione per sostituire la ricottura.
Applicazioni della normalizzazione
1) Per gli acciai a basso tenore di carbonio, la durezza dopo la normalizzazione è leggermente superiore a quella dopo la ricottura e anche la tenacità è migliore, rendendola adatta come pretrattamento per la lavorazione.
2) Per gli acciai a medio tenore di carbonio, può sostituire il rinvenimento come trattamento termico finale, oltre a servire come trattamento preparatorio per indurimento superficiale condotta mediante riscaldamento a induzione.
3) Per l'acciaio per utensili, acciaio per cuscinettie la carburazione dell'acciaio, può ridurre o sopprimere la formazione di carburi di rete, ottenendo così la struttura ideale necessaria per la ricottura di sferoidizzazione.
4) Per le parti in acciaio fuso, può affinare la struttura as-cast e migliorare la lavorabilità.
5) Per i forgiati di grandi dimensioni, può fungere da trattamento termico finale, evitando così un'elevata tendenza alla fessurazione durante la tempra.
6) Per la ghisa duttile, migliora la durezza, la forza e la resistenza all'usura e viene utilizzata per la produzione di componenti importanti come alberi a gomito e bielle di automobili, trattori e motori diesel.
7) Per gli acciai ipereutettoidi, l'esecuzione della normalizzazione prima della ricottura di sferoidizzazione può eliminare la cementite secondaria in rete, garantendo la completa sferoidizzazione della cementite durante la ricottura di sferoidizzazione.
Struttura post-normalizzazione: La struttura dell'acciaio ipoeutettoide è F+S, quella dell'acciaio eutettoide è S e quella dell'acciaio ipereutettoide è S + cementite secondaria ed è discontinua.
Il processo di trattamento termico dei metalli prevede il riscaldamento del pezzo a una temperatura appropriata (Ac3 o ACcm più 30-50°C) (vedi microstruttura dell'acciaio) e il successivo raffreddamento in aria dopo l'isolamento. La normalizzazione è utilizzata principalmente per i pezzi in acciaio.
L'acciaio normalizzato è simile all'acciaio ricotto, ma si raffredda un po' più velocemente e ha una struttura più fine. Alcuni acciai con una struttura molto piccola velocità di raffreddamento critica può trasformare l'austenite in martensite mediante raffreddamento in aria, ma questo trattamento non è considerato normalizzazione, piuttosto è chiamato tempra per raffreddamento in aria.
Al contrario, alcuni pezzi di grandi dimensioni realizzati in acciaio con una velocità di raffreddamento critica maggiore non possono ottenere martensite anche se vengono spenti in acqua, e l'effetto dello spegnimento è prossimo alla normalizzazione.
Il durezza dell'acciaio dopo la normalizzazione è superiore a quello della ricottura.
Durante la normalizzazione, non è necessario raffreddare il pezzo con il forno come nella ricottura, il che fa risparmiare tempo al forno, migliora l'efficienza produttiva e quindi viene generalmente sostituito dalla normalizzazione per quanto possibile nella produzione.
Per gli acciai a basso tenore di carbonio con un contenuto di carbonio inferiore a 0,25%, la durezza raggiunta dopo la normalizzazione è moderata, più favorevole al taglio rispetto alla ricottura, e in genere la normalizzazione viene utilizzata per preparare il taglio.
Per acciaio a medio tenore di carbonio con contenuto di carbonio di 0,25-0,5%, può anche soddisfare i requisiti di taglio dopo la normalizzazione.
Per i pezzi leggeri realizzati in questo tipo di acciaioLa normalizzazione può anche servire come trattamento termico finale.
La normalizzazione dell'acciaio per utensili ad alto tenore di carbonio e dell'acciaio per cuscinetti serve a eliminare i carburi di rete nella struttura e a preparare la struttura per la ricottura di sferoidizzazione.
Processo di trattamento termico di parti in acciaio - Normalizzazione
Processo di trattamento termico di parti in acciaio - Normalizzazione
Il trattamento termico dell'acciaio viene classificato in due tipi principali: trattamento termico di massa e trattamento termico di superficie.
I trattamenti termici di massa comprendono processi quali ricottura, normalizzazione, tempra e rinvenimento, mentre i trattamenti termici superficiali comprendono la tempra superficiale e i trattamenti termochimici.
La normalizzazione è un processo di trattamento termico critico in cui i componenti in acciaio vengono riscaldati a una temperatura di 30-50°C superiore al loro punto critico superiore (Ac3 per gli acciai ipoeutettoidi o Acm per gli acciai ipereutettoidi), mantenuti a questa temperatura per una durata specifica per garantire la completa austenizzazione, e quindi raffreddati in aria calma a temperatura ambiente.
Gli obiettivi principali della normalizzazione sono l'affinamento della struttura dei grani, l'omogeneizzazione della microstruttura, l'eliminazione delle tensioni interne e il miglioramento delle proprietà meccaniche dell'acciaio. Questo processo mira a ottenere una microstruttura vicina all'equilibrio, tipicamente costituita da perlite fine e ferrite negli acciai ipoeutettoidi o da perlite e cementite negli acciai ipereutettoidi.
Rispetto alla ricottura, la normalizzazione comporta una velocità di raffreddamento leggermente superiore, con un conseguente ciclo di trattamento termico complessivo più breve. Questo raffreddamento accelerato porta a una struttura a grana più fine e a una resistenza e una durezza leggermente superiori rispetto all'acciaio ricotto.
Grazie alla sua efficienza e alle favorevoli proprietà meccaniche, la normalizzazione è spesso preferita alla ricottura quando entrambi i processi possono soddisfare le specifiche di prestazione richieste. Gli acciai a medio e basso tenore di carbonio, in particolare quelli utilizzati come materie prime per ulteriori lavorazioni, sono comunemente sottoposti a trattamento termico di normalizzazione.
Al contrario, gli acciai legati generici sono spesso sottoposti a un trattamento di ricottura. La normalizzazione di questi acciai legati può portare a una maggiore durezza a causa della velocità di raffreddamento, che può ostacolare le successive operazioni di lavorazione. La scelta tra normalizzazione e ricottura per gli acciai legati dipende dalla composizione specifica della lega, dalla microstruttura desiderata e dall'applicazione prevista per il prodotto finale.
3. Differenza tra normalizzazione e ricottura
Il processo di trattamento termico prevede il riscaldamento del pezzo a una temperatura appropriata, il mantenimento di questa temperatura per un certo periodo di tempo e la rimozione dal forno per il raffreddamento all'aria aperta.
La differenza tra normalizzazione e ricottura consiste nel fatto che la velocità di raffreddamento della normalizzazione è leggermente superiore a quella della ricottura, il che determina una struttura più fine nella normalizzazione rispetto alla ricottura, migliorando così le proprietà meccaniche.
Inoltre, il raffreddamento di normalizzazione al di fuori del forno non occupa attrezzature, con conseguente aumento del tasso di produzione. Pertanto, la normalizzazione viene utilizzata il più possibile nella produzione per sostituire la ricottura. Le principali applicazioni della normalizzazione comprendono:
1. Per gli acciai a basso tenore di carbonio, la durezza dopo la normalizzazione è leggermente superiore a quella della ricottura, con una migliore tenacità, e serve come pretrattamento per il taglio.
2. Per gli acciai a medio tenore di carbonio, può sostituire il trattamento di tempra come trattamento termico finale, o servire come trattamento preparatorio prima della tempra superficiale mediante riscaldamento a induzione.
3. Per l'acciaio per utensili, l'acciaio per cuscinetti e l'acciaio carburato, può ridurre o inibire la formazione di carburi netti, ottenendo così la buona struttura richiesta per la ricottura di sferoidizzazione.
4. Per le parti in acciaio fuso, può affinare la struttura as-cast e migliorare la lavorabilità.
5. Per i forgiati di grandi dimensioni, può fungere da trattamento termico finale, evitando così la maggiore tendenza alla fessurazione durante la tempra.
6. Per la ghisa duttile, può migliorare la durezza, la forza e la resistenza all'usura, rendendola adatta alla produzione di parti importanti di veicoli, trattori e motori diesel, come alberi a gomito e bielle.
La differenza principale tra la ricottura e la normalizzazione risiede nella velocità di raffreddamento: la normalizzazione ha una velocità maggiore e produce una struttura perlitica più fine. Pertanto, a parità di acciaio, la normalizzazione produce una maggiore forza e durezza rispetto alla ricottura.
La scelta tra ricottura e normalizzazione deve basarsi su situazioni specifiche, considerando generalmente tre aspetti:
1) Per migliorare la lavorabilità, l'acciaio a basso tenore di carbonio deve essere normalizzato. Gli acciai a medio tenore di carbonio con un contenuto di carbonio compreso tra 0,25% e 0,45% possono essere ricotti o normalizzati. Acciaio ad alto tenore di carbonio con un contenuto di carbonio compreso tra 0,45% e 0,77% devono essere ricotti completamente, mentre gli acciai ipereutettoidi devono essere sottoposti a ricottura di sferoidizzazione. (Acciaio da costruzione a basso e medio tenore di carbonio - normalizzazione, acciaio da costruzione a medio e alto tenore di carbonio - ricottura completa, acciaio legato per utensili - ricottura di sferoidizzazione).
2) Lavorabilità del trattamento termico; i pezzi di forma complessa, di grandi dimensioni o importanti devono essere ricotti. Poiché la ricottura si raffredda lentamente, stress interno è ridotta al minimo e il pezzo ha meno probabilità di deformarsi o incrinarsi. La normalizzazione può essere utilizzata per pezzi generici.
3) Costo di lavorazione: la normalizzazione è meno costosa della ricottura. Per ridurre i costi e migliorare l'efficienza produttiva, la normalizzazione dovrebbe essere utilizzata il più possibile, pur garantendo la qualità.
Tabella dei processi di ricottura e tempra
Nome del processo
Obiettivo
Ambito di applicazione
Nota
Ricottura completa
(1) Affinare la struttura dei grani.
(2) Eliminare i Widmanstätten e le strutture a bande.
(3) Ridurre la durezza e aumentare la plasticità per migliorare la lavorabilità.
(4) Attenuare le sollecitazioni interne.
(5) Per i getti, rimuovere i grani grossolani per migliorare la tenacità all'impatto, la plasticità e la resistenza.
(1) Per getti di piccole e medie dimensioni, forgiati e laminati a caldo di acciaio ipoeutettoide.
(2) Per il trattamento termico preliminare dell'acciaio ipoeutettoide.
(1) L'uso in acciai iper-eutettoidi è sconsigliato in quanto porta alla formazione di carburi reticolari, riducendo così la tenacità del materiale.
(2) Per le fusioni e i pezzi fucinati di grandi dimensioni si ricorre alla ricottura completa; tuttavia, a causa degli effetti delle sollecitazioni, possono verificarsi deformazioni e cricche, che richiedono una rapida eliminazione delle sollecitazioni.
Ricottura incompleta
(1) Ridurre la durezza, aumentare la plasticità e migliorare la lavorabilità.
(2) Eliminare le sollecitazioni interne.
(3) Ottenere perlite sferoidale.
(1) Gli acciai iper-eutettoidi, caratterizzati da una struttura di carburo non reticolare, sono raramente utilizzati per gli acciai ipo-eutettoidi.
(2) Il trattamento di preriscaldo viene utilizzato per gli acciai ad alto tenore di carbonio e per gli acciai per cuscinetti.
Quando nell'acciaio ipereutettoide sono presenti carburi di rete, l'acciaio deve essere prima normalizzato e poi sottoposto a ricottura incompleta.
Ricottura sferoidale
(1) Ottenere perlite sferoidale ed eliminare le leggere strutture di rete nell'acciaio ipereutettoide.
(2) Ridurre la durezza, migliorare la plasticità e la tenacità.
(3) Migliorare la lavorabilità.
(4) Serve come trattamento termico preparatorio prima della tempra.
Questo processo viene utilizzato per migliorare la struttura degli acciai per utensili al carbonio, degli acciai per utensili legati e degli acciai per cuscinetti con un ωc superiore a 0,65%. Migliora la loro lavorabilità e prepara la struttura al trattamento termico finale, garantendo così prestazioni superiori.
La ricottura sferoidale è un caso specifico e una progressione della ricottura incompleta.
Ricottura isotermica
(1) Utilizzando la ricottura isotermica si ottiene una struttura perlitica uniforme dovuta alla decomposizione a temperatura costante di austenitesoprattutto per i pezzi di grande sezione. Ciò consente di ottenere proprietà meccaniche costanti.
(2) La ricottura isotermica consente all'acciaio, che difficilmente si trasforma in perlite con i metodi di ricottura tradizionali, di ottenere una struttura perlitica. Ciò facilita la lavorazione e accorcia il ciclo di produzione.
(1) La ricottura isotermica, ampiamente adottata nella produzione per le sue finalità, è utilizzata soprattutto per gli acciai ipoeutettoidi e eutettoidi.
(2) La ricottura degli acciai legati è quasi interamente sostituita dalla ricottura isotermica, in contrasto con la ricottura completa tradizionalmente utilizzata.
La granulometria e la durezza ottenute a diverse temperature isotermiche variano. A temperature isotermiche più elevate, la grana è più grossolana e la durezza è inferiore. Al contrario, a temperature più basse, la grana è più fine e la durezza è maggiore.
Ricottura per diffusione
Eliminare la segregazione dendritica nei lingotti e nelle fusioni per unificare la composizione e la struttura, migliorando così le prestazioni e facilitando le operazioni di lavorazione.
(1) Utilizzato principalmente per la fusione di lingotti e parti fuse su larga scala.
(2) Per i fucinati in acciaio altamente legato, la ricottura per diffusione viene attuata per preparare la microstruttura al successivo trattamento termico e alla lavorazione.
A causa del lungo ciclo di produzione e del notevole consumo di elettricità o di combustibile per la ricottura per diffusione, i pezzi con requisiti meno severi non vengono generalmente sottoposti a questo processo.
Ricristallizzazione Ricottura
(1) I metalli sottoposti a deformazione a freddo possono essere liberati dall'indurimento da lavoro mediante ricottura di ricristallizzazione. Questo processo elimina le tensioni interne, riduce la durezza e aumenta la duttilità, facilitando così le successive lavorazioni meccaniche.
(2) Dopo la lavorazione a caldo, a causa del rapido raffreddamento, la ricristallizzazione non è completa, con conseguenti elevate tensioni interne e durezza, che rendono necessaria una ricottura di ricristallizzazione.
(1) Utilizzato per ripristinare la struttura e le prestazioni prima della deformazione a freddo (ad esempio, laminazione a freddo, trafilatura a freddo e punzonatura a freddo) eliminando le tensioni interne.
(2) Realizzato come operazione intermedia nella deformazione a freddo per facilitare la lavorazione successiva.
Quando le parti in acciaio subiscono una deformazione a freddo non uniforme o sono sottoposte a quantità critiche di deformazione comprese approssimativamente tra 5% e 15%, l'esecuzione della ricottura di ricristallizzazione può facilmente portare a una struttura a grana grossa.
Ricottura antistress
(1) Eliminare le tensioni interne e stabilizzare le dimensioni per ridurre le deformazioni durante la lavorazione e l'utilizzo.
(2) Durezza inferiore per facilitare il taglio e la lavorazione.
(1) Utilizzato per pezzi fusi e forgiati, come telai di letti, blocchi motore e carter di trasmissione.
(2) Utilizzato per gli acciai ad alta lega, principalmente per ridurre la durezza e migliorare la lavorabilità.
(3) Per i pezzi di alta precisione, al fine di eliminare le tensioni dopo la lavorazione e stabilizzare le dimensioni, viene mantenuta una temperatura più bassa (200-400℃) per un periodo prolungato.
(1) Per pezzi di grandi dimensioni e quando il carico del forno è notevole, è opportuno prolungare di conseguenza il tempo di isolamento.
(2) Quando si alleggeriscono le tensioni da fusioni standard, per evitare una riduzione della resistenza dovuta alla grafitizzazione secondaria, la temperatura di riscaldamento non deve superare i 600℃.
Ricottura ad alta temperatura
Elimina la bocca bianca e la cementite libera, decompone la cementite per migliorare la lavorabilità e aumenta la plasticità e la tenacità.
Utilizzato per parti in ghisa grigia e ghisa duttile (quando si verifica la bocca bianca).
In genere non si utilizza la ghisa malleabile.
Ricottura malleabile
La decomposizione della cementite porta all'ottenimento di scaglie di grafite, che aumentano significativamente la resistenza e la plasticità.
Utilizzato per convertire la ghisa bianca in ghisa malleabile.
Durante il processo di raffreddamento per ricottura, se il raffreddamento ad aria avviene prima di raggiungere i 650°C, il materiale mantiene una buona tenacità. Tuttavia, durante il raffreddamento in forno può verificarsi una fragilità.
Ricottura di grafitizzazione ad alta temperatura
Eliminare la cementite libera nella struttura as-cast, migliorare la lavorabilità, ridurre la fragilità e migliorare le proprietà meccaniche.
Comunemente utilizzato per la ghisa duttile (quando una certa quantità di cementite libera causa la bocca bianca).
Durante il raffreddamento, la fragilità si manifesta se la temperatura viene gradualmente ridotta nell'intervallo tra 600 e 400 gradi Celsius. Pertanto, dopo aver mantenuto la temperatura di ricottura, il forno deve essere raffreddato a circa 600 gradi Celsius e rimosso immediatamente per il raffreddamento ad aria.
Ricottura di grafitizzazione a bassa temperatura
Per ottenere una ghisa duttile con una matrice ferritica ad alta tenacità.
Spesso utilizzato per la ghisa duttile (quando nella struttura fusa compare solo perlite, senza cementite libera).
Quando la presenza di perlite non è consentita nella struttura di base, la durata della conservazione a caldo deve essere opportunamente prolungata, altrimenti può essere leggermente ridotta.
Ricottura a bassa temperatura
Riducono la fragilità dei getti, migliorano la lavorabilità e la tenacità.
Comunemente utilizzato per ghisa grigia e ferro duttile (quando non compare cementite, è presente solo perlite).
Se nella struttura as-cast è presente cementite libera, al posto di questo processo di ricottura si utilizza una ricottura ad alta temperatura.
Normalizzazione
(1) Aumentare la durezza dell'acciaio a basso tenore di carbonio per migliorarne la lavorabilità.
(2) Affinare la struttura dei grani (eliminando ad esempio la struttura di Widmanstätten, le bande, i grandi grani di ferrite e i carburi a rete) per prepararsi al trattamento termico finale.
(3) Alleviare le tensioni interne, aumentando le prestazioni dell'acciaio a basso tenore di carbonio come prerequisito per il trattamento termico finale.
(1) Utilizzato principalmente per acciaio a basso tenore di carbonio, acciaio a medio tenore di carbonio e acciaio a bassa lega. L'acciaio ad alto tenore di carbonio e l'acciaio ad alta acciaio legato al carbonio non sono comunemente utilizzati, tranne in presenza di carburi netti, poiché questi materiali subiscono una trasformazione martensitica dopo la normalizzazione.
(2) Impiegata per la tempra dei pezzi di riparazione, questa tecnica attenua le tensioni interne e affina la struttura per evitare deformazioni e cricche durante la tempra.
Rispetto alla ricottura, la normalizzazione ha un ciclo di produzione più breve e un maggiore utilizzo delle attrezzature. Inoltre, può migliorare la proprietà meccaniche dell'acciaio. Pertanto, a seconda del materiale e dei requisiti tecnici, in alcune situazioni la normalizzazione può sostituire la ricottura.
Normalizzazione ad alta temperatura
Migliorare l'uniformità della struttura, migliorare la lavorabilità, aumentare la forza, la durezza e la resistenza all'usura o eliminare la bocca bianca e i carburi liberi.
Utilizzato principalmente per parti in ghisa duttile che richiedono un'alta resistenza e un'eccellente resistenza all'usura.
Quando la cementite libera è presente nella struttura as-cast, la temperatura di ricottura deve essere impostata al limite superiore. I getti con elevato contenuto di silicio devono essere raffreddati più rapidamente per evitare la grafitizzazione.
Normalizzazione a bassa temperatura
Ottenendo eccellenti caratteristiche di resistenza, tenacità e duttilità.
Utilizzato principalmente per componenti in ghisa duttile in cui sono richieste elevata resistenza e tenacità, ma la richiesta di resistenza all'usura non è particolarmente elevata.
Durante il processo di utilizzo della ghisa locale per la fusione della ghisa duttile, è difficile garantire un'adeguata plasticità e tenacità a causa dell'elevato contenuto di zolfo e fosforo. L'impiego di una ricottura a bassa temperatura può compensare efficacemente la mancanza di plasticità e tenacità indotta da questo problema.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai pensato agli eroi non celebrati che tengono insieme le nostre macchine? In questo articolo esploreremo l'affascinante mondo delle connessioni meccaniche, dall'umile rivetto alla potente saldatura....
Cosa differenzia l'acciaio fuso dalla ghisa e perché dovrebbe interessarvi? Conoscere questi materiali è essenziale per scegliere quello giusto per il vostro progetto. In questo articolo si analizzeranno...
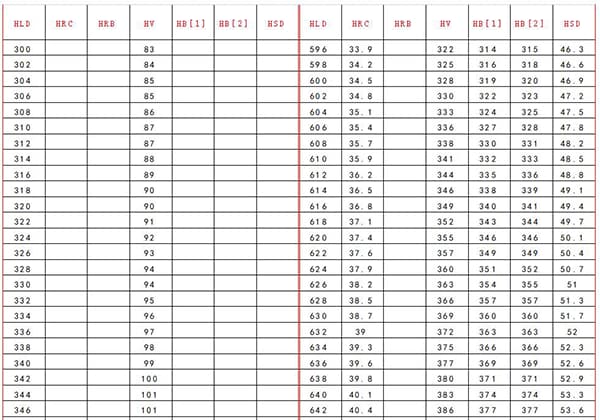
Perché misuriamo la durezza nei materiali? Capire come si confrontano le scale di durezza Rockwell (HRC) e Brinell (HB) è fondamentale per selezionare i materiali giusti in ingegneria. Questo articolo esplora...
Siete in difficoltà nel decidere tra cavi con anima in rame e in alluminio? Comprendere le principali differenze può aiutarvi a fare una scelta consapevole. I cavi in rame offrono una minore resistività, una maggiore resistenza e...
Che tipo di domande possono aiutarvi a superare un colloquio di ingegneria meccanica? Questo articolo analizza le 20 domande principali che mettono alla prova vari aspetti dell'ingegneria meccanica, dai sistemi di trasmissione...
Questo articolo si immerge nell'affascinante mondo della produzione di fusioni, rivelando il processo che, passo dopo passo, trasforma le materie prime in componenti essenziali. Scoprite le tecniche, i materiali e i controlli di qualità coinvolti,...
Vi siete mai chiesti cosa rende le parti del motore della vostra auto così resistenti ed efficienti? Questo articolo svela i segreti della fusione delle leghe di alluminio, i campioni non celebrati dell'ingegneria automobilistica. Imparare...
Vi siete mai chiesti come sia possibile rendere l'acciaio incredibilmente resistente e allo stesso tempo flessibile? In questo blog post scopriremo l'affascinante mondo della tempra, un processo di trattamento termico cruciale...
Vi siete mai chiesti cosa significhino quei numeri misteriosi su un pezzo di metallo? In questo blog post, ci immergeremo nell'affascinante mondo dei test di durezza ed esploreremo i diversi...