Evitare i comuni difetti di piegatura dei tubi: Una guida completa
La piegatura dei tubi è essenziale in molti settori, ma i difetti possono compromettere la sicurezza e la qualità. Immaginate di scoprire come prevenire questi problemi prima che inizino. Questa guida approfondisce i più comuni difetti di curvatura dei tubi, come l'appiattimento, l'assottigliamento, la fessurazione e il raggrinzimento, spiegandone le cause e spiegando come evitarli. Alla fine, conoscerete i passi pratici per garantire che i vostri tubi soddisfino gli standard più elevati. Siete pronti a migliorare le vostre capacità di piegatura dei tubi e a produrre curve impeccabili? Continuate a leggere per scoprire come.
I raccordi per tubi piegati sono ampiamente utilizzati in una varietà di prodotti nell'industria meccanica e nella costruzione di capacità nel campo petrolifero, come la produzione di contenitori chimici, l'installazione di condutture per l'approvvigionamento idrico e la fabbricazione di recipienti a pressione per caldaie.
Tuttavia, sia la piegatura a freddo che quella a caldo possono dare origine a vari difetti di diverso grado a causa di condizioni di processo o operazioni non corrette. Questi difetti influiscono direttamente sulla sicurezza e sulla qualità estetica del prodotto finale.
Ad esempio, i tubi a parete raffreddati ad acqua e i tubi di convezione delle caldaie sono erosi dall'acqua e dal vapore da un lato e lavati e corrosi dai gas di scarico dall'altro. Inoltre, la gamma di variazioni di pressione e temperatura è piuttosto ampia.
La presenza di difetti nei raccordi dei tubi compromette il funzionamento sicuro dell'intera unità. I recipienti a pressione, a causa del loro funzionamento in pressione, avranno una resistenza alla pressione ridotta se i raccordi dei tubi sono difettosi, compromettendo così la loro sicurezza.
Pertanto, è particolarmente importante identificare le cause dei vari tipi di difetti e adottare le relative misure preventive.
1. Difetti comuni dei tubi piegati
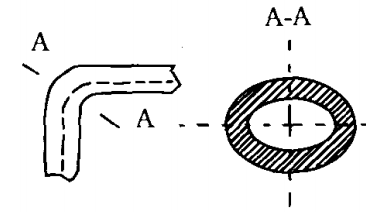
I difetti più comuni dei tubi piegati includono principalmente le seguenti forme: forte appiattimento in corrispondenza dell'arco (ellittico), forte assottigliamento della parete esterna dell'arco, rottura sul lato esterno dell'arco e raggrinzimento sul lato interno dell'arco, come mostrato nella Figura 1.
Questi difetti non si verificano necessariamente simultaneamente e le modalità e le posizioni in cui si manifestano possono variare con il raggio del tubo piegato.
Tuttavia, è necessario adottare misure adeguate per prevenirli prima della piegatura.
(a) La sezione curva del tubo si sta appiattendo.
(b) Assottigliamento eccessivo della parete esterna del tubo dell'arco.
(c) Frattura a flessione laterale curva
(d) L'interno dell'arco inizia a raggrinzirsi.
Figura 1: Tipi di difetti comuni nella curvatura dei tubi
Dal punto di vista del processo, è noto che quando un tubo con diametro esterno D e spessore della parete S è sottoposto a una coppia esterna M, che ne provoca la flessione, il lato esterno dello strato neutro della parete del tubo si assottiglia a causa della tensione di trazione, mentre il lato interno si ispessisce a causa della tensione di compressione (vedere Figura 2a).
Contemporaneamente, le forze combinate deformano la sezione trasversale della curva in una forma approssimativamente ellittica (vedere Figura 2b). Sotto l'influenza delle sollecitazioni di compressione, la parete interna del tubo può diventare instabile e raggrinzirsi (vedi Figura 2c).
In genere, per raggi di curvatura ≥3D, è possibile ottenere tubi piegati in modo soddisfacente. Tuttavia, quando il raggio di curvatura <2D, soprattutto quando R/D o S/D diminuiscono (cioè, il raggio di curvatura R è piccolo, il diametro del tubo è maggiore e la parete è più sottile), è probabile che si verifichino i difetti menzionati.
Inoltre, durante il processo di funzionamento, l'installazione non corretta dello stampo e altri fattori possono portare a diversi problemi. tipi di difetti nei tubi piegati.
(a) Le condizioni di sollecitazione durante la curvatura del tubo.
(c) Il lato interno si raggrinzisce quando il tubo viene piegato.
Figura 2: Sollecitazioni e deformazioni nella flessione pura di un tubo
2. Le cause
Di seguito analizziamo in dettaglio le cause dei difetti che si verificano durante la curvatura di tubi di piccolo raggio:
2.1 Grave appiattimento all'arco
Durante la curvatura del tubo, le forze combinate F1 e F2 fanno sì che l'area della sezione trasversale in corrispondenza dell'arco assuma una forma ellittica.
Per un tubo della stessa specifica, più piccolo è il raggio di curvatura, maggiori sono queste forze e più evidente è l'appiattimento. Se il tubo viene piegato senza mandrino, l'appiattimento è più grave.
Se si utilizza un mandrino, ma il suo diametro è troppo piccolo o è fortemente usurato, causando un grande spazio tra il mandrino e la parete interna del tubo, anche il lato esterno dell'arco può facilmente appiattirsi.
Anche se lo spazio tra il mandrino e la parete del tubo è ragionevole, se il mandrino viene installato troppo presto, la parete del tubo non sarà ben sostenuta e anche il lato esterno dell'arco si appiattirà.
Inoltre, se non si presta attenzione durante l'installazione dello stampo e le facce dello stampo di piegatura e dello stampo di compressione (ruota) sono disallineate, anche il tubo sull'arco si appiattisce.
2.2 Sovradimensionamento sul lato esterno dell'arco
Quando il raggio di curvatura è piccolo, se la curvatubi non dispone di un dispositivo di spinta sul lato esterno e di un dispositivo di spinta sulla coda, la resistenza dello stampo di compressione aumenterà la tensione sul lato esterno dell'arco, causando lo spostamento dello strato neutro verso l'interno.
Ciò comporta un assottigliamento del lato esterno del tubo piegato e, quanto maggiore è la forza di compressione, tanto maggiore è la resistenza e l'assottigliamento. Ciò è particolarmente vero quando il raggio di curvatura relativo R/D e lo spessore relativo della parete S/D sono più piccoli, il che rende l'assottigliamento più evidente.
Oltre a fattori come il materiale del tubo e il raggio di curvatura, anche fattori come il sovradimensionamento dell'installazione del mandrino e la scarsa lubrificazione aumentano l'assottigliamento del lato esterno della parete del tubo.
2.3 Fessurazione sul lato esterno dell'arco
Le crepe o le rotture sul lato esterno dell'arco durante la curvatura del tubo possono essere causate da vari fattori.
Tra questi, un trattamento termico improprio del materiale del tubo, una granulometria eccessiva, una pressione eccessiva dallo stampo di compressione (ruota) che causa un'elevata resistenza alla flessione, uno spazio troppo piccolo tra il mandrino e la parete interna del tubo che causa un attrito elevato, una lubrificazione insufficiente, un'eccessiva resistenza alla flessione, un'eccessiva resistenza alla flessione. forza di flessione che causano le vibrazioni della macchina e altri.
2.4 Rughe sul lato interno dell'arco
Esistono tre situazioni comuni in cui si verifica una grinza sul lato interno dell'arco: grinza nel punto di tangenza anteriore, nel punto di tangenza posteriore o sull'intero lato interno dell'arco.
Le grinze nel punto di tangenza anteriore sono generalmente dovute a una preinstallazione sottodimensionata del mandrino, in cui la parete del tubo nel punto di tangenza anteriore non è ben sostenuta durante la piegatura.
Le grinze nel punto di tangenza posteriore sono in genere dovute al fatto che non è stato installato uno stampo antipiega o che lo stampo antipiega e lo stampo di piegatura non sono stati allineati correttamente nel punto di tangenza.
La grinza completa si verifica di solito se il diametro del mandrino è troppo piccolo, creando un grande spazio tra il mandrino e la parete del tubo, con conseguente facile grinza.
Può anche essere dovuto a una pressione insufficiente da parte della ruota di compressione, che impedisce al tubo di allinearsi correttamente con lo stampo di curvatura e lo stampo antipiega durante la curvatura, causando instabilità e grinze sotto sforzo di compressione.
3. Politiche per la prevenzione dei difetti di curvatura dei tubi
Per prevenire o ridurre i difetti di curvatura e produrre tubi conformi ai requisiti, è necessario adottare contromisure adeguate durante il processo di curvatura.
Nell'ambito della gamma consentita dalla struttura del prodotto, si dovrebbe utilizzare un raggio di curvatura più ampio, per quanto possibile. Per i difetti comuni sopra menzionati, è necessario adottare misure mirate.
3.1 Per i tubi che presentano un forte appiattimento sul lato esterno dell'arco, quando si esegue la curvatura senza mandrino, lo stampo di compressione (ruota) può essere progettato con una struttura di scanalature anti-deformazione per ridurre il grado di appiattimento durante la curvatura.
Per la curvatura con mandrino, l'usura del mandrino deve essere controllata periodicamente per garantire che lo spazio unilaterale tra il mandrino e la parete interna del tubo non sia superiore a 0,5 mm. Inoltre, le dimensioni del mandrino prima dell'installazione devono essere adeguate.
3.2 L'assottigliamento sul lato esterno dell'arco durante la curvatura di tubi di piccolo raggio è una caratteristica della processo di piegatura ed è inevitabile.
Tuttavia, è necessario adottare misure per superare l'eccessivo assottigliamento. Un metodo comunemente efficace è quello di utilizzare una piegatrice con un booster laterale e uno spintore posteriore.
Durante il funzionamento, il booster o lo spingitore spinge il tubo in avanti, compensando una certa resistenza durante la piegatura, migliorando la distribuzione delle sollecitazioni sulla sezione trasversale del tubo e spostando lo strato neutro verso l'esterno, riducendo così l'assottigliamento sul lato esterno dell'arco.
La velocità del booster e dello spintore viene determinata in base alle condizioni effettive di piegatura, in modo che corrisponda alla velocità di piegatura.
3.3 Per le situazioni in cui il tubo si fessura sulla curva esterna dell'arco, è essenziale assicurarsi innanzitutto che il materiale del tubo sia in buone condizioni di trattamento termico.
Dopo aver escluso i fattori legati al materiale del tubo, verificare se la serraggio La pressione dello stampo è troppo alta e va regolata in modo che sia giusta.
Verificare se il diametro dell'asta d'anima è troppo grande e, in tal caso, ridurlo, assicurandosi che l'asta d'anima e la parete interna del tubo abbiano una buona lubrificazione per ridurre la resistenza alla flessione e l'attrito. Allo stesso tempo, adottare misure adeguate per evitare le vibrazioni della macchina utensile, ecc.
3.4 In caso di grinze sul lato interno dell'arco, è necessario adottare misure in base alla posizione delle grinze.
Se le grinze si formano nel punto di taglio anteriore, regolare la posizione dell'asta d'anima in avanti, rendendo il piombo dell'asta d'anima appropriato per ottenere un supporto ragionevole per il tubo durante la piegatura.
Se si formano delle grinze nel punto di taglio posteriore, installare un blocco antirughe, assicurarsi della sua corretta posizione di installazione e regolare la pressione dello stampo di serraggio (ruota) in modo appropriato.
Se sono presenti grinze su tutto il lato interno dell'arco, oltre a regolare lo stampo di serraggio (ruota) per rendere la pressione adeguata, controllare anche il diametro dell'asta d'anima: se è troppo piccolo o fortemente usurato, sostituire l'asta d'anima.
4. Conclusione
Nel processo di curvatura dei tubi, possono verificarsi diversi tipi e gradi di difetti a causa di tecniche e operazioni non corrette.
Pertanto, le cause dei vari tipi di difetti devono essere analizzate in modo specifico e le misure corrispondenti devono essere adottate in base alle diverse situazioni.
In questo modo è possibile ridurre o addirittura eliminare la presenza di difetti, producendo così tubi curvati migliori.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai meravigliati delle intricate curve e piegature dei tubi industriali? In questo post esploreremo l'affascinante mondo delle attrezzature e dei calcoli per la piegatura dei tubi. Il nostro esperto...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
Vi siete mai chiesti come fa una pressa piegatrice a modellare il metallo con tanta precisione? Questo articolo svela le affascinanti parti e funzioni di una pressa piegatrice, mostrandovi il suo ruolo essenziale...
Avete mai pensato a cosa sorregge i lampioni che ci guidano verso casa? In questo blog esploreremo l'affascinante mondo dei pali della luce, dai materiali e...
Vi siete mai chiesti come si trasforma una lamiera piatta in una forma complessa? Le presse piegatrici sono gli eroi non celebrati del mondo produttivo, che piegano e modellano il metallo...
Vi siete mai chiesti come funziona il sistema idraulico di una pressa piegatrice? In questo articolo ci addentreremo nelle complessità di questo componente essenziale. Il nostro esperto ingegnere meccanico vi guiderà...
Attenzione a tutti gli appassionati di meccanica e ingegneria! Vi siete mai chiesti come funziona una pressa piegatrice? In questo post ci immergeremo nel mondo...
La scelta tra una pressa piegatrice elettrica e una idraulica può avere un impatto significativo sull'efficienza e sui costi dell'azienda. Le presse piegatrici elettriche offrono un risparmio energetico superiore, vantaggi ambientali e velocità di funzionamento più elevate, mentre...
La vostra pressa piegatrice idraulica vi crea più grattacapi del dovuto? Garantire il buon funzionamento di queste macchine complesse è fondamentale per evitare costosi fermi macchina e riparazioni. Questo articolo tratta della manutenzione essenziale...