Calcolo dell'indennità di piega (online e gratuito)
Avete mai avuto difficoltà a calcolare il giusto margine di piegatura per i vostri progetti di lamiera? In questo post ci immergeremo nel mondo dei margini di piegatura e scopriremo come utilizzare un calcolatore di margini di piegatura per ottimizzare il vostro flusso di lavoro. In qualità di ingegnere meccanico esperto, condividerò le mie intuizioni e spiegherò i concetti alla base di questo pratico strumento. Preparatevi a imparare come ottenere curve precise e risparmiare tempo nel vostro prossimo progetto!
La tolleranza di piegatura è un concetto fondamentale nella fabbricazione delle lamiere, essenziale per ottenere dimensioni precise nelle parti metalliche piegate. Tiene conto dell'allungamento del materiale che si verifica durante il processo di piegatura, garantendo che le dimensioni finali del pezzo corrispondano alle specifiche di progetto.
Definizione di indennità di piega
Il margine di piegatura si riferisce alla lunghezza dell'asse neutro dall'inizio alla fine della piegatura. L'asse neutro è una linea immaginaria all'interno del materiale che non subisce alcuna compressione o allungamento durante la piegatura. Questo calcolo è fondamentale per determinare il layout del modello piatto di un pezzo in lamiera, in quanto tiene conto della deformazione del materiale quando viene piegato.
Importanza nella progettazione di lamiere
Il calcolo accurato della tolleranza di piegatura è fondamentale per diversi motivi. Innanzitutto, garantisce che le dimensioni finali del pezzo piegato corrispondano alle specifiche di progetto. Inoltre, aiuta a ridurre al minimo gli sprechi di materiale, prevedendo con precisione la quantità di materiale necessario. Questa riduzione degli scarti porta a un risparmio sui costi del processo di produzione, riducendo il rischio di errori e di rilavorazioni.
Fattori che influenzano l'indennità di piega
Diversi fattori influenzano la tolleranza di piegatura. Lo spessore del materiale (T) gioca un ruolo importante, poiché i materiali più spessi hanno caratteristiche di piegatura diverse rispetto a quelli più sottili. L'angolo di piegatura (θ), tipicamente misurato come angolo complementare, influisce sull'allungamento del materiale. Anche il raggio interno (r) della curva all'interno del materiale influisce sul calcolo. Infine, il fattore K (K), una costante specifica del materiale che rappresenta il rapporto tra lo spessore del materiale e l'asse neutro, è fondamentale.
Formula dell'indennità di piega
La tolleranza di curvatura può essere calcolata con la seguente formula:
Dove:
( BA ) è il margine di curvatura.
( θ ) è l'angolo di curvatura in gradi.
( π/180 ) è un fattore di conversione per convertire i gradi in radianti.
( r ) è il raggio interno.
( K ) è il fattore K.
( T ) è lo spessore del materiale.
Esempio pratico
Consideriamo un pezzo di lamiera con le seguenti proprietà:
Angolo di curvatura (( θ )) = 90°
Raggio interno (( r )) = 5 mm
Spessore del materiale (( T )) = 2 mm
Fattore K (( K )) = 0,33
Utilizzando la formula del margine di curvatura:
Questo calcolo fornisce la tolleranza di piegatura necessaria per sviluppare con precisione il modello piatto del pezzo in lamiera.
I. Calcolatore del margine di curvatura
Per i nuovi pressa piegatrice Gli operatori che non hanno familiarità con le complessità del calcolo del margine di curvatura, possono avvalersi di un calcolatore del margine di curvatura come strumento prezioso. Questo calcolatore semplifica il processo, garantendo risultati accurati e rendendo più efficiente il lavoro quotidiano.
I calcolatori online delle tolleranze di piegatura semplificano il processo consentendo agli utenti di inserire parametri quali lo spessore del materiale, l'angolo di piegatura, il raggio interno e il fattore K. Questi calcolatori calcolano quindi la tolleranza di piegatura e talvolta la deduzione di piegatura, assicurando una lavorazione accurata della lamiera. Utilizzando questi strumenti, i produttori possono risparmiare tempo e ridurre il rischio di errori nei calcoli.
Parametri richiesti per il calcolo
Per utilizzare efficacemente il calcolatore di indennità di piega, gli operatori devono inserire i seguenti parametri:
Spessore del materiale: Lo spessore del materiale influenza il raggio di curvatura e il margine di curvatura complessivo.
Raggio interno: Il raggio della curva sulla superficie interna del materiale.
Fattore K: Rapporto che aiuta a determinare la posizione dell'asse neutro durante la flessione.
Angolo di curvatura: L'angolo di piegatura del materiale.
Il margine di piegatura è la lunghezza aggiuntiva del materiale necessaria quando si piega la lamiera per ottenere le dimensioni finali desiderate dopo la formatura. Compensa l'allungamento e la compressione che si verificano nel materiale durante il processo di piegatura. Il margine di piegatura varia in base a diversi fattori:
Proprietà del materiale: Materiali diversi hanno elasticità e plasticità diverse, che influenzano la misura in cui il materiale si allunga o si comprime durante la piegatura.
Spessore della lamiera: Le lamiere più spesse richiedono in genere un margine di piegatura maggiore rispetto alle lamiere più sottili dello stesso materiale.
Metodo di piegatura e utensili: Il tipo di processo di piegatura (ad esempio, piegatura ad aria, fondo, coniatura) e il design dello stampo di piegatura possono influenzare la tolleranza di piegatura.
Raggio di curvatura interno: Un raggio di curvatura interno più stretto richiede in genere un margine di curvatura inferiore rispetto a un raggio maggiore.
I valori di tolleranza di piegatura sono in genere determinati attraverso una combinazione di dati empirici, calcoli matematici ed esperienza pratica. Progettisti e ingegneri esperti di lamiere hanno sviluppato tabelle e formule di tolleranza di piegatura nel corso di anni di prove e verifiche ripetute.
Utilizzando la formula di piegatura appropriata o facendo riferimento a tabelle di piegatura affidabili, i progettisti possono calcolare con precisione le dimensioni del modello piatto di un pezzo in lamiera che produrrà le dimensioni finali desiderate della piegatura. Questo è fondamentale per creare modelli piani accurati e garantire che il pezzo piegato si adatti e funzioni come previsto.
III. Formula dell'indennità di piega
I calcoli della tolleranza di piegatura e della deduzione di piegatura sono metodi essenziali utilizzati per determinare la lunghezza delle materie prime in lamiera nella loro forma piatta, assicurando il raggiungimento delle dimensioni desiderate del pezzo piegato. La comprensione di questi calcoli è fondamentale per la precisione nella lavorazione della lamiera.
Metodo di calcolo dell'indennità di piega:
Il margine di piegatura (BA) è la quantità di materiale che viene aggiunta alla lunghezza totale della lamiera piatta per tenere conto del materiale che verrà utilizzato nella piegatura.
La seguente equazione viene utilizzata per determinare la lunghezza totale di appiattimento quando si utilizza il valore di tolleranza di piegatura:
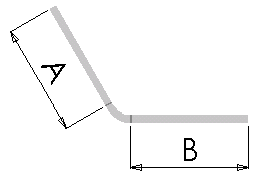
Lt = A + B + BA
Dove:
𝐿𝑡 è la lunghezza totale del piatto.
𝐴 e 𝐵 sono le lunghezze delle due sezioni rettilinee della lamiera prima della piegatura (come mostrato in figura).
𝐵𝐴 è il valore della tolleranza di piegatura.
Metodo di calcolo della detrazione per ansa:
La deduzione di piega (BD) è la quantità di materiale che viene sottratta dalla lunghezza totale della lamiera piana per tenere conto del materiale che verrà utilizzato nella piega.
La seguente equazione viene utilizzata per determinare la lunghezza totale di appiattimento quando si utilizza il valore di deduzione della curva:
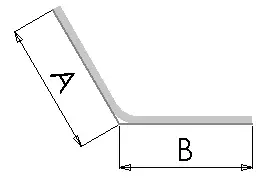
Lt = A + B - BD
Dove:
𝐿𝑡 è la lunghezza totale del piatto.
𝐴 e 𝐵 sono le lunghezze delle due sezioni rettilinee della lamiera prima della piegatura (come mostrato in figura).
𝐵𝐷 è il valore di deduzione della curva.
Altri metodi di calcolo
Oltre ai metodi di deduzione e di piegatura, si possono utilizzare altre tecniche per determinare la lunghezza in piano delle lamiere grezze. Queste includono:
Tabella di piegatura: Una tabella precalcolata che fornisce i valori di tolleranza di piegatura per vari materiali e angoli di piegatura.
Fattore K: Rapporto che rappresenta la posizione dell'asse neutro rispetto allo spessore del materiale. Viene utilizzato nei calcoli di flessione più precisi.
Calcoli di flessione: Queste comportano formule e considerazioni più complesse, come le proprietà del materiale, il raggio di curvatura e lo spessore, per ottenere risultati accurati.
IV. Tabella di piegatura
1. Tabella di tolleranza di piegatura per SPCC (acciaio dolce)
Materiale
Spessore
Angolo di flessione
V apertura
Raggio interno
Tolleranza alle curve
SPCC
0.5
90
V4
0.5
0.95
100
0.73
135
0.3
175
0.03
SPCC
0.5
90
V5
0.5
1.03
100
0.79
135
0.33
175
0.03
SPCC
0.5
90
V6
0.5
1.1
100
0.85
135
0.35
175
0.03
SPCC
0.6
90
V4
0.5
1.08
100
0.83
135
0.35
175
0.03
SPCC
0.6
90
V5
0.5
1.15
100
0.89
135
0.37
175
0.03
SPCC
0.6
90
V6
0.5
1.23
100
0.95
135
0.39
175
0.03
SPCC
0.8
90
V6
0.5
1.49
120
0.73
135
0.47
150
0.25
SPCC
0.8
90
V8
0
1.64
120
0.81
135
0.52
150
0.27
SPCC
0.8
90
V10
0
1.79
120
0.88
135
0.57
150
0.3
SPCC
1
90
V10
0
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPCC
1
90
V8
0
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPCC
1
90
V6
0
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPCC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPCC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPCC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SPCC
1.5
90
V6
1.7
2.36
100
1.82
120
1.16
135
0.75
175
0.06
SPCC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPCC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPCC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPCC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPCC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPCC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SPCC
2.5
90
V12
3.03
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPCC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SPCC
3
90
V18
3.133.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPCC
3
90
V12
3.13
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPCC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
2. Tabella delle tolleranze di piegatura per SUS (acciaio inossidabile)
Materiale
Spessore
Angolo di flessione
V apertura
Raggio interno
Tolleranza alle curve
SUS
0.5
90
4
0.6
1.04
100
0.79
120
0.48
135
0.3
175
0.04
SUS
0.5
90
5
0.6
1.15
100
0.88
120
0.54
135
0.33
175
0.04
SUS
0.5
90
6
0.6
1.27
100
1.13
120
0.59
135
0.37
175
0.04
SUS
0.6
90
4
0.6
1.16
100
0.88
120
0.54
135
0.34
175
0.04
SUS
0.6
90
5
0.6
1.27
100
0.97
120
0.59
135
0.37
175
0.04
SUS
0.6
90
6
0.6
1.38
100
1.05
120
0.64
135
0.4
175
0.05
SUS
0.8
90
4
1.1
1.4
100
1.06
120
0.65
135
0.4
175
0.05
SUS
0.8
90
5
1.1
1.51
100
1.15
120
0.7
135
0.44
175
0.05
SUS
0.8
90
6
1.1
1.62
100
1.23
120
0.75
135
0.47
175
0.06
SUS
1
90
6
1.9
1.87
100
1.42
120
0.87
135
0.54
175
0.07
SUS
1
90
8
1.9
2.1
100
1.6
120
0.98
135
0.61
175
0.07
SUS
1.2
90
6
1.6
2.1
100
1.59
120
0.97
135
0.61
175
0.07
SUS
1.2
90
8
1.6
2.32
100
1.76
120
1.08
135
0.67
175
0.08
SUS
1.2
90
10
1.6
2.54
100
1.93
120
1.18
135
0.74
175
0.09
SUS
1.5
90
8
2.1
2.68
100
2.03
120
1.24
135
0.77
175
0.09
SUS
1.5
90
10
2.1
2.9
100
2.2
120
1.35
135
0.84
175
0.1
SUS
2
90
10
3.49
100
2.65
120
1.62
135
1.01
175
0.12
SUS
2
90
12
3.7
100
2.82
120
1.72
135
1.07
175
0.13
3. Tabella dei margini di piegatura per SPHC (acciaio inox)
Materiale
Spessore
Angolo di flessione
V apertura
Raggio interno
Tolleranza alle curve
SPHC
1
90
V10
1.86
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPHC
1
90
V8
1.86
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPHC
1
90
V6
1.86
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPHC
1.2
90
V10
1.44
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPHC
1.2
90
V8
1.44
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPHC
1.2
90
V6
1.44
2
100
1.55
120
0.98
135
0.64
175
0.05
SPHC
1.5
90
V12
1.74
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPHC
1.5
90
V10
1.74
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPHC
1.5
90
V8
1.74
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPHC
2
90
V12
2.01
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPHC
2
90
V10
2.01
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPHC
2.5
90
V18
3
4.6
100
3.25
120
2.26
135
1.47
175
0.12
SPHC
2.5
90
V12
3
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPHC
2.5
90
V10
3
4
100
3.09
120
1.97
135
1.28
175
0.11
SPHC
3
90
V18
3.1
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPHC
3
90
V12
3.1
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPHC
3
90
V10
3.1
4.63
100
3.58
120
2.28
135
1.48
175
0.13
4. Tabella di tolleranza di curvatura per SECC (lamiera d'acciaio zincata)
Materiale
Spessore
Angolo di flessione
V apertura
Raggio interno
Tolleranza alle curve
SECC
1
90
V10
1.9
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SECC
1
90
V8
1.9
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SECC
1
90
V6
1.9
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SECC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SECC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SECC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SECC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SECC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SECC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SECC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SECC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SECC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SECC
2.5
90
V12
3.03
4.15
100
3.21
120
2.01
135
1.32
175
0.11
SECC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SECC
3
90
V18
3.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SECC
3
90
V12
3.13
1.78
100
3.69
120
2.35
135
1.52
175
0.13
SECC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
5. Tabella di tolleranza di curvatura per lamiere di alluminio
Materiale
Spessore
Angolo di flessione
V apertura
Raggio interno
Tolleranza alle curve
AL
0.8
90
4
0.6
1.15
100
0.81
120
0.5
135
0.36
175
0.03
AL
0.8
90
5
0.6
1.2
100
0.85
120
0.52
135
0.37
175
0.03
AL
0.8
90
6
0.6
1.25
100
0.88
120
0.54
135
0.39
175
0.03
AL
1
90
6
0.6
1.49
100
1.05
120
6.5
135
0.46
175
0.04
AL
1
90
8
0.6
1.59
100
1.13
120
0.69
135
0.5
175
0.04
AL
1.2
90
6
0.9
1.73
100
1.22
120
0.75
135
0.54
175
0.04
AL
1.2
90
8
0.9
1.82
100
1.29
120
0.79
135
0.57
175
0.05
AL
1.5
90
8
1.2
2.18
100
1.54
120
0.95
135
0.68
175
0.06
AL
1.5
90
10
1.2
2.28
100
1.61
120
0.99
135
0.71
175
0.06
AL
1.5
90
12
1.2
2.38
100
1.68
120
1.03
135
0.74
175
0.06
AL
2
90
14
1.6
3.07
100
2.17
120
1.3
135
0.93
175
0.08
AL
2
90
12
1.6
2.98
100
2.11
120
1.34
135
0.95
175
0.08
AL
2
90
18
1.6
3.25
100
2.3
120
1.42
135
1.01
175
0.08
AL
2.5
90
18
2.4
3.89
100
2.75
120
1.7
135
1.21
175
0.1
AL
3
90
18
2.5
4.5
100
3.18
120
1.96
135
1.4
175
0.1
AL
3.2
90
18
2.5
4.74
100
3.35
120
2.06
135
1.47
175
0.12
AL
4
90
40
4.6
6.77
100
4.79
120
2.95
135
2.11
175
0.17
AL
6.8
90
800
9.4
12.09
100
8.55
120
5.27
135
3.76
175
0.31
V. Importanza del fattore K
Definizione e ruolo del fattore K
Il fattore K è un coefficiente cruciale nella fabbricazione delle lamiere, che rappresenta la posizione relativa dell'asse neutro all'interno dello spessore del materiale. L'asse neutro è il piano immaginario all'interno del materiale in cui non si verificano compressioni o tensioni durante il processo di piegatura. Il fattore K è calcolato come il rapporto tra la distanza dalla superficie interna all'asse neutro e lo spessore totale del materiale. La comprensione del fattore K è essenziale per calcolare in modo accurato le quote di piegatura, garantendo la precisione delle dimensioni finali dei pezzi piegati.
Influenza sulla tolleranza di curvatura
Il fattore K influenza direttamente il margine di curvatura, che è la lunghezza aggiuntiva di materiale necessaria per accogliere la curva. La formula del margine di curvatura, che di solito include l'angolo di curvatura, il raggio interno, lo spessore del materiale e il fattore K, è la seguente:
dove ( BA ) è il margine di piegatura, ( θ ) è l'angolo di piegatura in radianti, ( r ) è il raggio interno, ( K ) è il fattore K e ( T ) è lo spessore del materiale. Questa formula mette in evidenza l'importanza del fattore K per garantire un calcolo accurato dell'angolo di curvatura, fondamentale per ottenere dimensioni precise del pezzo e ridurre lo spreco di materiale.
Dipendenza da materiali e processi
Il fattore K non è un valore costante e varia in base a diversi fattori, tra cui le proprietà del materiale, il metodo di piegatura, il raggio di curvatura e l'angolo di piegatura. Materiali e condizioni di piegatura diversi danno luogo a valori diversi del fattore K, che in genere variano tra 0,3 e 0,5. Ad esempio, un materiale ad alta duttilità può avere un fattore K diverso rispetto a un materiale più fragile, influenzando la tolleranza di piegatura e, di conseguenza, le dimensioni finali del pezzo.
VI. Applicazione pratica: Guida passo-passo
Passo 1: raccogliere i parametri necessari
Per calcolare con precisione il margine di curvatura e la deduzione di curvatura, iniziare a raccogliere i seguenti parametri:
Spessore del materiale (T): Misurare lo spessore della lamiera, in genere in millimetri (mm) o pollici (in).
Angolo di curvatura (θ): Determinare l'angolo di piegatura della lamiera. Gli angoli più comuni sono 90°, 120°, ecc.
Raggio interno (IR): Misurare il raggio della curva all'interno del materiale.
Fattore K (K): Il fattore K rappresenta il rapporto tra l'asse neutro del materiale e il suo spessore ed è essenziale per determinare la quantità di materiale necessaria per una curva. Di solito varia da 0,3 a 0,5, a seconda delle proprietà e dello spessore del materiale.
Fase 2: Calcolo della tolleranza di curvatura (BA)
La tolleranza di curvatura tiene conto della lunghezza aggiuntiva di materiale necessaria per accogliere la curvatura. Per determinare questo valore, utilizzare la formula del margine di curvatura:
Esempio di calcolo:
Materiale: Acciaio dolce
Spessore (T): 0,125 pollici
Raggio interno (IR): 0,250 pollici
Angolo di curvatura (θ): 90 gradi
Fattore K (K): 0.42
1. Convertire l'angolo di curvatura in radianti:
2. Applicare la formula della tolleranza di curvatura:
Fase 3: calcolo dell'arretramento esterno (OSSB)
Quindi, determinare l'arretramento esterno, importante per il calcolo della detrazione per le curve. La formula per l'OSSB è:
Esempio di calcolo:
Angolo di curvatura (θ): 90 gradi
Spessore del materiale (T): 0,125 pollici
Raggio interno (IR): 0,250 pollici
Convertire l'angolo di curvatura in radianti:
Applicare la formula dell'arretramento esterno:
Fase 4: Calcolo della deduzione di curvatura (BD)
Infine, utilizzare l'arretramento esterno e la tolleranza di curvatura per determinare la deduzione di curvatura, che è fondamentale per ottenere dimensioni precise nella fabbricazione di lamiere:
Esempio di calcolo:
Arretramento esterno (OSSB): 0,375 pollici
Larghezza di curvatura (BA): 0,475 pollici
Applicare la formula di deduzione della curva:
Considerazioni pratiche
La comprensione del significato di ciascun parametro è fondamentale per il successo delle operazioni di piegatura. Il fattore K, ad esempio, influenza la quantità di materiale necessaria per la piegatura, mentre il margine di piegatura assicura che il materiale si adatti correttamente dopo la piegatura. Inoltre, è essenziale tenere conto del ritorno elastico, un fenomeno per cui il metallo ritorna leggermente alla sua forma originale dopo la piegatura, il che può richiedere una piegatura eccessiva del materiale.
Seguendo questi passaggi e considerando attentamente ogni parametro, è possibile calcolare con precisione il margine di piegatura e la deduzione di piegatura necessari per una precisa lavorazione della lamiera.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come calcolare con precisione il margine di piegatura per i vostri progetti di fabbricazione di metalli? In questo post esploreremo l'affascinante mondo delle formule di piegatura e...
Vi siete mai chiesti perché i vostri progetti di lamiera non si incastrano sempre perfettamente? La chiave sta nella comprensione della tolleranza di piegatura. Questo concetto assicura una piegatura precisa e riduce lo spreco di materiale. In questo...
Vi siete mai chiesti come i progettisti di lamiere assicurino l'accuratezza dei loro progetti? In questo blog post, ci immergeremo nell'affascinante mondo della progettazione di lamiere ed esploreremo...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto...