Calcolatrice, formule e grafici per la detrazione della curva
Vi siete mai chiesti come si trasforma la lamiera in forme complesse? La deduzione della curvatura, un concetto cruciale nella lavorazione della lamiera, è la chiave. In questo post ci addentreremo nella complessità della deduzione di piegatura, esplorando le formule, i calcolatori e le applicazioni pratiche. Scoprite con noi i segreti della creazione di componenti in lamiera precisi e belli.
La deduzione di piegatura è un concetto cruciale nel campo della fabbricazione di lamiere, in particolare nel processo di piegatura. Viene comunemente chiamata "quantità di back-off" e svolge un ruolo importante nel determinare le dimensioni precise di un pezzo piegato.
Definizione
La deduzione di piegatura (BD) è la quantità sottratta dalla lunghezza totale della lamiera piana per ottenere le dimensioni finali desiderate dopo la piegatura. Tiene conto del materiale che si sposta durante il processo di piegatura.
Importanza nella piegatura della lamiera
La deduzione di piegatura è essenziale per calcolare con precisione il modello piatto di un pezzo di lamiera prima che venga piegato. Assicura che le dimensioni finali del pezzo piegato corrispondano alle specifiche di progetto. Se non si tiene conto della deduzione di piegatura, il pezzo potrebbe avere dimensioni errate, con conseguenti potenziali problemi di assemblaggio e funzionalità.
Fattori che influenzano la deduzione delle curve
Diversi fattori possono influenzare il valore della deduzione della curva, tra cui:
Tipo di materiale: I diversi materiali hanno proprietà di curvatura diverse.
Spessore: I materiali più spessi richiedono detrazioni diverse rispetto a quelli più sottili.
Angolo di curvatura: L'angolo della curva influisce sulla quantità di materiale spostato.
Raggio di curvatura: Un raggio di curvatura maggiore richiede una deduzione diversa rispetto a un raggio minore.
Applicazione pratica
In pratica, la deduzione di piegatura viene determinata attraverso dati empirici, linee guida del produttore o software specializzati che tengono conto delle proprietà specifiche del materiale e del processo di piegatura. Calcoli accurati della deduzione di curvatura sono fondamentali per garantire che il prodotto finale soddisfi i requisiti di progettazione e funzioni correttamente nell'applicazione prevista.
3. Formula di deduzione della curva
La deduzione di piegatura (BD) è un fattore critico nella fabbricazione delle lamiere, utilizzato per calcolare la lunghezza del modello piatto di una parte di lamiera. Tiene conto del materiale che si sposta durante il processo di piegatura. Questo valore è essenziale per garantire che le dimensioni finali del pezzo piegato siano precise.
Termini e notazioni chiave
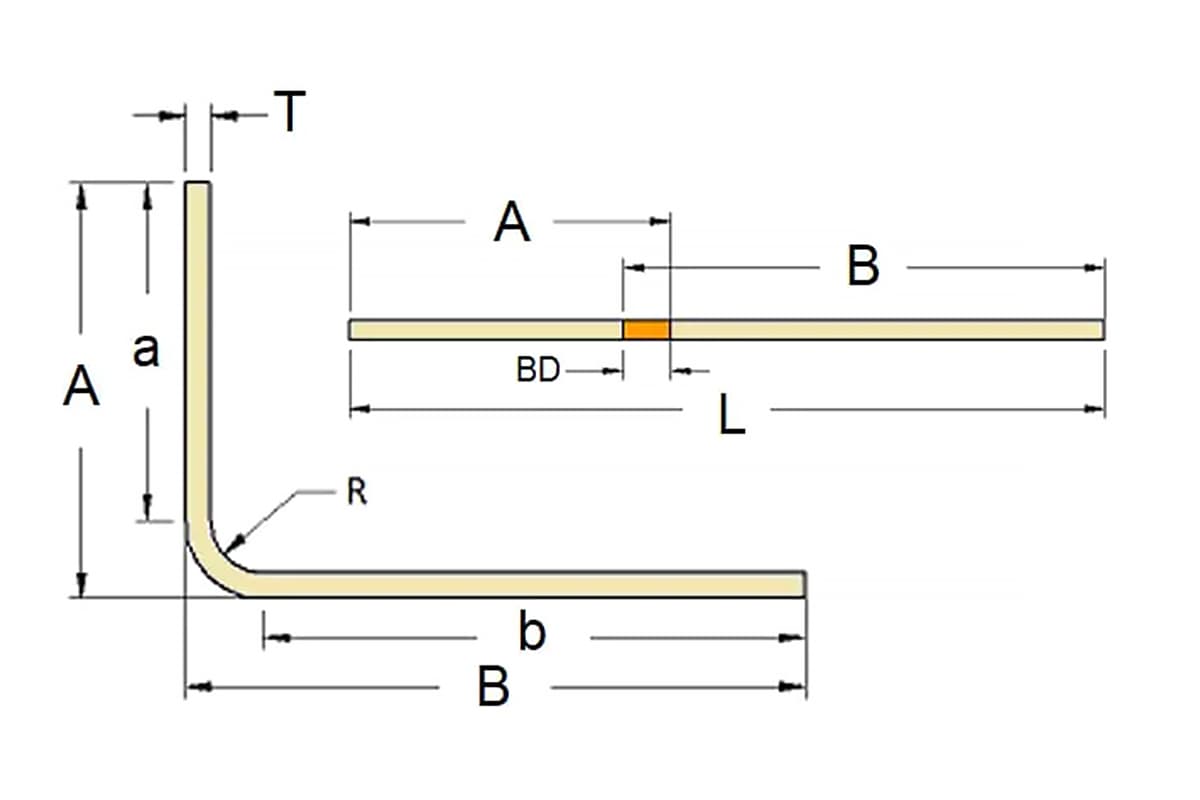
Tenente: Lunghezza totale non piegata del pezzo di lamiera.
A e B: Lunghezze delle due flange adiacenti alla curva.
BD: Valore di deduzione della curva.
Calcolo della detrazione per ansa
La formula della deduzione di piegatura viene utilizzata per determinare la lunghezza in piano di un pezzo di lamiera prima che venga piegato. La formula è la seguente:
Lt=A+B-BD
Dove:
BD è il valore di deduzione della curva, che viene sottratto dalla lunghezza totale per tenere conto del materiale spostato dalla curva.
A e B sono le lunghezze dal bordo del pezzo ai punti tangenti della curva.
La deduzione di piegatura in Solidworks viene utilizzata solo per il calcolo di curve a 90 gradi nella lamiera.
Tuttavia, può essere utilizzato anche per il calcolo della piegatura della lamiera non a 90 gradi, ma il valore della deduzione di piegatura non a 90 gradi deve essere utilizzato in base alla tabella dei coefficienti di piegatura.
Ogni produttore ha una tabella diversa e possono esserci degli errori. Alcune fabbriche di lamiere potrebbero non utilizzare spesso la piegatura a non 90 gradi.
Oggi condividerò il metodo di calcolo per la deduzione della flessione a 90 gradi che conosco bene.
La deduzione di curvatura è un fattore cruciale nella lavorazione della lamiera, in particolare quando si utilizzano macchine come freni a pressa. Rappresenta la quantità di materiale consumato durante il processo di piegatura. Il calcolo accurato delle deduzioni di piegatura è essenziale per ottenere dimensioni precise dei pezzi e un uso efficiente del materiale. Questo articolo illustra tre metodi comuni per il calcolo delle deduzioni di piegatura.
Metodo 1: Fattore di moltiplicazione semplice
Il metodo più semplice utilizza un fattore di moltiplicazione basato sullo spessore del materiale:
Regola generale: deduzione di flessione = 1,7 × spessore del materiale
Per l'alluminio: deduzione di curvatura ≈ 1,6 × spessore del materiale
Per l'acciaio inossidabile: Deduzione di curvatura ≈ 1,8 × spessore del materiale
Questo metodo è facile e veloce, ma manca di precisione. È adatto per applicazioni con requisiti di precisione inferiori o per stime iniziali.
Metodo 2: Formula standard del settore
Un approccio più raffinato sviluppato dall'industria della lamiera:
Deduzione di flessione = 2 × spessore del materiale + 1/3 × spessore del materiale
Questa formula tiene conto dell'allungamento del materiale durante la piegatura. Si ricava da: Lunghezza non piegata = Lunghezza A + Lunghezza B - Deduzione di curvatura
Dove la deduzione per flessione considera sia lo spessore del materiale che l'allungamento.
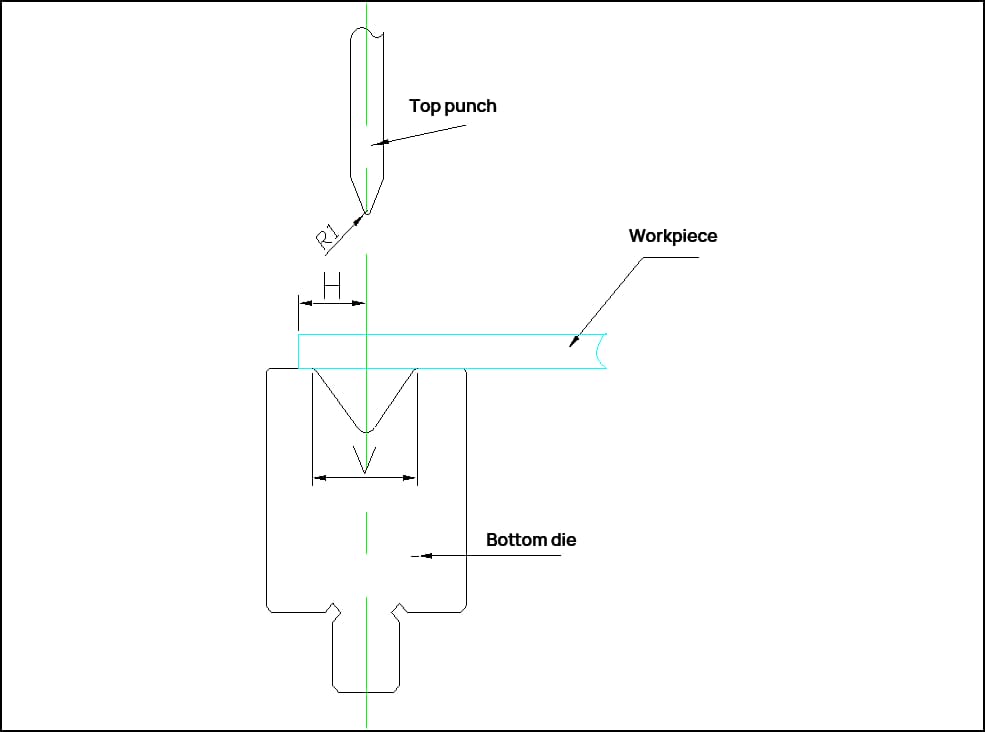
Metodo 3: Formula avanzata che considera la larghezza dello stampo
Una formula più sofisticata derivata da studi empirici:
Deduzione di flessione = 2 × t - (0,72t - 0,075V - 0,01)
Dove:
t = spessore effettivo del materiale (misurato, non nominale)
V = larghezza della fessura inferiore dello stampo (in genere 6-8 volte lo spessore del materiale)
Questa formula tiene conto dell'influenza della larghezza inferiore dello stampo sulla deduzione di piegatura. È particolarmente accurata per le lastre di acciaio al carbonio, ma ha dato buoni risultati con altri materiali come l'alluminio quando la larghezza della matrice è circa 4 volte lo spessore del materiale.
Considerazioni importanti
Lo spessore del materiale (t) deve essere quello effettivamente misurato, non il valore nominale.
La larghezza dello stampo (V) influisce in modo significativo sulla deduzione di piegatura e deve essere determinata con precisione in base alla specifica attrezzatura utilizzata.
Sebbene esistano metodi più complessi basati sulla teoria dell'asse neutro, i tre metodi qui presentati offrono un equilibrio tra praticità e precisione per la maggior parte delle applicazioni di fabbricazione della lamiera.
Conclusione
La scelta del metodo di calcolo della deduzione di curvatura dipende dalla precisione richiesta, dal tipo di materiale e dalle informazioni disponibili sugli utensili. Per lavori di alta precisione, si consiglia la formula avanzata (Metodo 3), mentre i metodi più semplici possono essere utili per stime rapide o applicazioni meno critiche.
4. Tabella di deduzione delle curve
(1) Lamiera Tabella di deduzione della curvatura del materiale
V
Larghezza dello stampo w
Raggio di curvatura
T
30°
45°
60°
90°
120°
150°
180°
Strato esterno a doppia curvatura a 90°
Dimensione minima di curvatura H
Dimensione minima della curva a Z (Z)
8.0
12.0
R1
0.6
0.2
0.5
0.9
1.0
0.7
0.2
0.3
1.9
6.0
10.0
0.8
0.3
0.6
1.0
1.6
0.8
0.3
0.4
2.2
1
0.3
0.7
1.1
1.7
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.3
2.2
1.1
0.4
0.6
2.8
R2
0.6
0.2
0.5
0.9
1.6
0.7
0.2
0.3
1.9
0.8
0.3
0.6
1.2
1.8
0.8
0.3
0.4
2.2
1
0.3
0.7
1.2
2.0
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.4
2.3
1.1
0.4
0.6
2.8
10.0
14.0
R1
1.5
0.7
1.2
1.6
2.5
1.3
0.5
0.7
3.2
7.0
11.0
R2
1.5
0.6
1.0
1.5
2.7
1.3
0.5
0.7
3.5
12.0
16.0
R1
2
0.6
1.3
2.0
3.4
1.7
0.6
0.9
4.4
8.5
13.0
R2
2
0.9
1.4
2.0
3.6
1.7
0.6
0.9
4.5
16.0
26.0
R1
2.5
0.7
1.5
2.4
4.3
2.2
0.8
1.1
5.6
12.0
20.0
3
0.8
1.7
2.8
5.1
2.8
0.8
1.3
5.8
R2
2.5
0.8
1.6
2.5
4.8
2.3
0.9
1.1
6.2
3
1.0
2.0
3.0
5.2
2.8
1.0
1.3
6.4
22.0
32.5
R1
4
1.0
2.4
3.5
6.5
3.3
1.1
16.0
26.0
R2
4
1.2
2.6
4.0
6.8
3.5
1.1
32.0
50.0
R1
5
1.2
3.2
4.8
8.6
4.6
1.4
24.0
38.0
6
1.5
3.5
4.5
9.5
5.0
1.8
R2
5
1.5
3.4
5.0
8.8
4.5
1.6
6
1.8
3.8
5.5
9.8
5.2
2.0
Spiegazione:
T: spessore del materiale; V: Stampo inferiore larghezza della scanalatura; W: larghezza della matrice inferiore; α: Angolo interno dopo la piegatura; H: distanza minima dal centro di piegatura della matrice al bordo del materiale; Z: dimensione minima della curva a Z.
Formula di apertura: L = A + B - K; (A, B: dimensioni esterne del pezzo; K: coefficiente di flessione del materiale);
Dimensione espansa dell'appiattito lamiera d'acciaio: L = A + B - 0,45T;
Dimensione espansa dei passi pressati: L = A + B - 0,3T;
Dimensione minima della curva a Z: Z = W/2 + 2T + 1;
I coefficienti di deduzione per le lamiere di acciaio laminate a freddo, le lamiere rivestite di alluminio e zinco, le lamiere di acciaio inossidabile, le lamiere elettrolitiche e le lamiere di alluminio sono gli stessi;
In base alle condizioni attuali dello stampo superiore dell'azienda, il coefficiente di piegatura dello stampo superiore R1 è adatto per lamiere di acciaio laminate a freddo, lamiere rivestite di alluminio e zinco e lamiere di acciaio inossidabile; il coefficiente di piegatura dello stampo superiore R2 è adatto per lamiere di alluminio, lamiere di rame, lamiere elettrolitiche, ecc.
(2) Tabella di deduzione della curvatura dell'acciaio dolce
La seguente tabella mostra il fattore di detrazione per ogni incremento angolare di 5 gradi da 90 gradi in su: (180°-n°)÷90°×(fattore di detrazione a 90°).
L'interno raggio di curvatura è impostato uniformemente su R0,2 e la distanza di separazione è impostata su G0,2.
No.
Angolo /Spessore
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) Tavolo di deduzione per la piegatura della lamiera da 0° a 180°
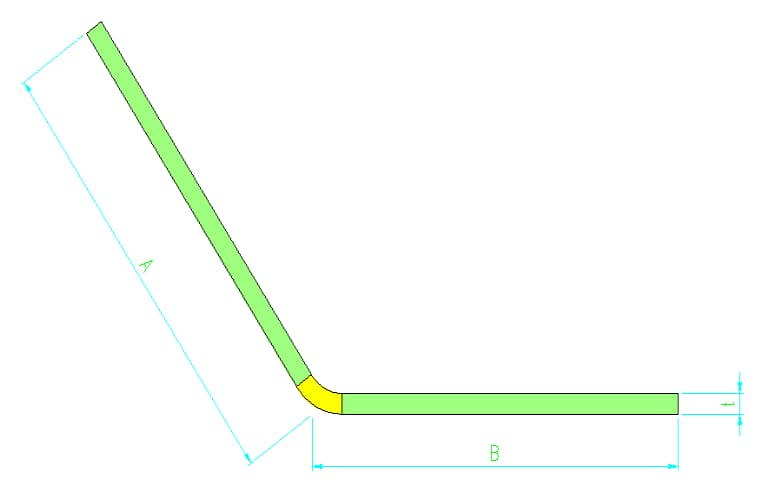
Calcolo del valore di deduzione per la dimensione non piegata di un pezzo grezzo piegato a) φ>90° b)≤90°
1) La tabella di deduzione della piegatura è applicabile ai processi di piegatura delle lamiere in cui non viene utilizzata alcuna piastra di pressatura e la larghezza della lamiera è superiore a tre volte lo spessore (t). 2) Quando si esegue la piegatura sulla macchina piegatrice, i calcoli possono essere eseguiti in base a questa tabella. 3) In base alle dimensioni indicate nel diagramma, la formula di calcolo per le dimensioni del pezzo piegato non piegato è la seguente:
L=a+b-y
Dove:
L - Dimensioni non piegate del pezzo piegato;
a, b - Lunghezze indicate dal bordo dritto al vertice del pezzo piegato nel diagramma;
y - Valore della deduzione di flessione del pezzo piegato (valore di correzione per la parte R);
4) A causa dei numerosi fattori che influenzano la piegatura delle lamiere, questa tabella dei valori di deduzione per la piegatura delle lamiere è fornita solo come riferimento.
La precisione dimensionale dei pezzi piegati è legata alla precisione di posizionamento del calibro posteriore della pressa piegatrice e alla precisione della lamiera. macchina per il taglio dei metalli. L'utilizzo di macchine affidabili per i processi di taglio e piegatura può risolvere questi problemi.
Un fattore critico che influisce sulla precisione dimensionale dei pezzi piegati è l'accuratezza dello sviluppo del modello piatto della lamiera. Quando una lamiera piana viene piegata in un pezzo con un angolo specifico, la misurazione delle dimensioni del pezzo piegato rivela che non sono uguali alle dimensioni della lamiera piana, come mostrato nell'illustrazione.
Questa discrepanza è nota come deduzione di curvatura.
Se la deduzione di piegatura è imprecisa, le dimensioni del modello piatto saranno imprecise e, indipendentemente dalla precisione delle operazioni successive, il pezzo finale non soddisferà la precisione dimensionale richiesta.
Schema delle dimensioni della lamiera e delle dimensioni del modello piatto del pezzo da lavorare
La deduzione della flessione è complessa e un metodo rudimentale consiste semplicemente nell'utilizzare il doppio dello spessore del materiale.
Tuttavia, questo approccio è piuttosto rozzo. Un metodo più raffinato consiste nell'applicare la teoria dell'asse neutro della norma DIN 6935, che prevede il calcolo di un fattore "k" e la sua combinazione con lo spessore e l'angolo della lamiera da piegare.
Questa formula consente di ottenere una deduzione di flessione più precisa. Tuttavia, anche le deduzioni di flessione calcolate secondo la teoria dell'asse neutro della norma DIN 6935 possono non essere sufficientemente precise, in quanto le deduzioni effettive dipendono anche dalle caratteristiche del materiale, dallo spessore, dalle angolo di curvaturae l'utensileria utilizzata.
Materiali, spessori e metodi di calcolo diversi producono deduzioni di flessione diverse, come mostrato nella tabella seguente.
Tabella Valore di deduzione per le dimensioni di piegatura corrispondenti a materiali, spessori e metodi diversi
Spessore della piastra S/mm
Morire
Materiale
-S × 2
DIN6935
Database
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
Ad esempio, per una piastra S235JRG2 di 4 mm di spessore che utilizza uno stampo inferiore V30, la deduzione di piegatura varia a seconda del metodo: il doppio dello spessore del materiale dà come risultato 8 mm, la formula DIN 6935 dà come risultato 7,57 mm e il valore empirico del database dà come risultato 7,26 mm.
Esistono discrepanze tra i metodi, che diventano ancora più significative quando i pezzi richiedono più piegature, con conseguenti scostamenti cumulativi maggiori. I valori empirici del database sono derivati da test pratici approfonditi e sono memorizzati nel database, garantendo la massima precisione.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come i progettisti di lamiere assicurino l'accuratezza dei loro progetti? In questo blog post, ci immergeremo nell'affascinante mondo della progettazione di lamiere ed esploreremo...
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Avete mai avuto difficoltà a calcolare il giusto margine di piegatura per i vostri progetti di lamiera? In questo post del blog ci immergeremo nel mondo delle tolleranze di piegatura ed esploreremo come...
Vi siete mai chiesti come calcolare con precisione il margine di piegatura per i vostri progetti di fabbricazione di metalli? In questo post esploreremo l'affascinante mondo delle formule di piegatura e...
Vi siete mai chiesti perché i vostri progetti di lamiera non si incastrano sempre perfettamente? La chiave sta nella comprensione della tolleranza di piegatura. Questo concetto assicura una piegatura precisa e riduce lo spreco di materiale. In questo...
Vi siete mai chiesti come una semplice lastra di metallo si trasformi in un oggetto complesso e tridimensionale? La piegatura con la pressa piegatrice, un processo cruciale nella fabbricazione dei metalli, è la chiave...
Avete difficoltà a progettare parti di lamiera precise? Scoprite i segreti del fattore K, un concetto cruciale nella fabbricazione delle lamiere. In questo articolo, il nostro ingegnere meccanico esperto demistifica...