Piegatura con pressa piegatrice: 7 consigli degli esperti
Vi siete mai chiesti perché le vostre piegature di lamiera non vengono realizzate come previsto? Per padroneggiare l'arte della piegatura con la pressa piegatrice è necessario comprendere le sfumature che possono rendere il vostro lavoro più o meno efficace. Questo articolo offre sette consigli di esperti per migliorare la precisione, evitare le deformazioni e garantire risultati uniformi. Seguendo queste linee guida, migliorerete le vostre tecniche di piegatura e otterrete sempre piegature di qualità professionale. Immergetevi per scoprire consigli pratici e soluzioni per le sfide più comuni della piegatura.
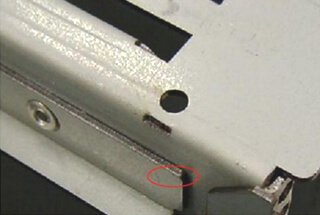
(1) Dopo aver piegato la lamiera su entrambi i lati dell'angolo, il materiale metallico sporgerà a causa dell'estrusione. Ciò comporta un aumento della larghezza rispetto alle dimensioni originali e la dimensione della sporgenza dipende dallo spessore del materiale utilizzato. Più spesso è il materiale, più grande è il punto sporgente.
Per evitare questo fenomeno, si può realizzare un semicerchio su entrambi i lati del linea di piegatura in anticipo. Il diametro del semicerchio deve essere preferibilmente pari a 1,5 volte lo spessore del materiale.
Lo stesso metodo si applica quando si ripiega il materiale avanzato.
(2) Quando si utilizza un macchina pressa piegatrice per piegare la lamiera, è preferibile che l'angolo R interno sia maggiore o uguale a 1/2 dello spessore del materiale.
Se l'angolo R non viene realizzato inizialmente, l'angolo retto scomparirà gradualmente dopo più punzonature e l'angolo R si formerà naturalmente. In seguito, la lunghezza di uno o di entrambi i lati dell'angolo R diventerà leggermente più lunga.
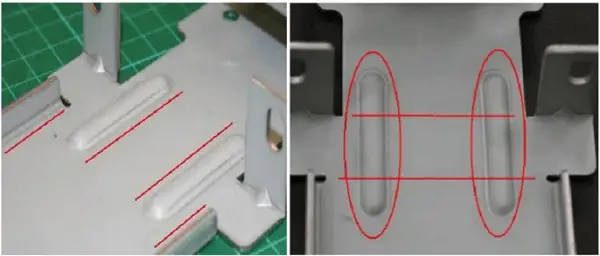
(3) La lamiera si deforma facilmente quando viene piegata.
Per evitare la deformazione, è possibile aggiungere alle curve una quantità adeguata di nervature di rinforzo a 45 gradi per aumentarne la resistenza, senza interferire con altre parti.
(4) In generale, è difficile mantenere la rettilineità di una parte di lamiera stretta e allungata, ed è soggetta a deformazioni sotto sforzo. Per mantenere la resistenza e la rettilineità, un lato può essere piegato a L o due lati possono essere piegati a 冂.
Tuttavia, spesso non è possibile collegare le forme L e 冂 dall'inizio alla fine. Quindi, cosa fare se si interrompono a causa di alcuni fattori?
In questi casi, l'aggiunta di una quantità adeguata di nervature può contribuire ad aumentare la resistenza della parte in lamiera.
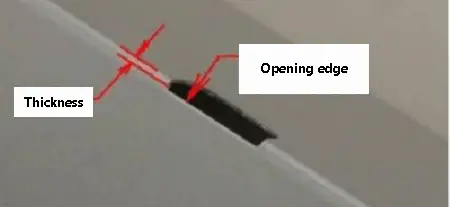
(5) È preferibile avere aperture strette nella curva tra la superficie piana e la superficie di piegatura, oppure il bordo dell'apertura deve essere ritirato dopo la piegatura, altrimenti si possono formare bave.
La larghezza dell'apertura deve essere almeno 1,5 volte superiore allo spessore della lastra.
Inoltre, è essenziale segnare l'angolo R quando si creano i disegni, evitando la negligenza o la pigrizia in questo senso.
Gli stampi maschio e femmina ad angolo retto o acuto sono soggetti a fessurazioni, che possono comportare spese aggiuntive per sospensioni e riparazioni in futuro.
(6) A meno che non ci sia un requisito specifico per un angolo di 90 gradi, si prega di elaborare l'angolo di lamiera ad un angolo R appropriato.
Un angolo retto sul bordo della lamiera può creare punti affilati che possono tagliare il personale.
La punta ad angolo retto dello stampo è soggetta a cricche a causa della concentrazione delle tensioni.
Anche la punta del punzone superiore è soggetta a rotture, con conseguenti riparazioni dello stampo e ritardi di produzione.
Inoltre, anche se lo stampo non si rompe, con il tempo l'angolo R si consuma, causando bave sul prodotto e articoli difettosi.
Ci sono due tipi di piegaturaUnilaterale e bilaterale. Per una maggiore precisione, si consiglia di utilizzare la curvatura bilaterale, che offre una migliore accuratezza.
Si consiglia di assicurarsi che l'altezza del bordo piegato sia superiore a 3 mm (con una tolleranza di T: 1,0 ~ 1,2 mm), in quanto insufficiente. serraggio possono dare luogo a dimensioni instabili.
Quando si piegano i bordi, assicurarsi che le parti sulle pareti laterali o le sporgenze interne non siano troppo vicine alla superficie inferiore. Si consiglia di mantenere una distanza superiore a 10 mm. Infatti, se la distanza è troppo ridotta, la raggio di curvatura degli angoli sotto le sporgenze sarà più grande del raggio dei lati destro e sinistro, in quanto non ci sarà il punzone.
Ciò può comportare una forma irregolare, che influisce sull'aspetto generale. Pertanto, è fondamentale mantenere un angolo R costante durante tutto il processo di piegatura.
Soluzione:
Prima della piegatura, è possibile realizzare una rientranza di lunghezza adeguata sulla linea di piegatura, che ne migliorerà l'aspetto.
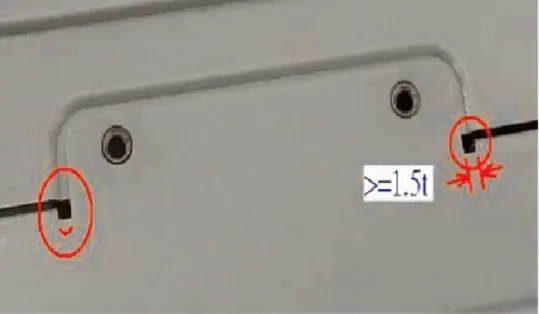
Quando si piegano i bordi, è importante assicurarsi che le aperture sulle pareti laterali non siano troppo vicine alla superficie inferiore. L'ideale è che ci sia una distanza di almeno 3 mm tra le due per evitare che le aperture si deformino durante il processo di piegatura.
Soluzione
Prima della piegatura, lungo la linea di piegatura viene praticato un lungo foro di lunghezza pari a 1,5 volte lo spessore del materiale. Lo scopo di questo foro è quello di consentire una facile rimozione del materiale in eccesso senza alterare l'aspetto dell'apertura.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo esploreremo i consigli essenziali per la sicurezza...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Avete mai avuto difficoltà a impostare la corretta lunghezza della corsa della pressa piegatrice? Molti operatori lo fanno, spesso ricorrendo a tentativi ed errori. Questo articolo demistifica il processo, fornendo una formula chiara per calcolare...