Brasatura 101: tutto quello che c'è da sapere per i principianti
Vi siete mai chiesti quale sia la scienza che sta dietro all'unione dei metalli senza fonderli? La brasatura è un processo affascinante che unisce i metalli utilizzando un materiale d'apporto riscaldato a una temperatura specifica. In questo articolo ci immergeremo nel mondo della brasatura, esplorandone le caratteristiche, i vantaggi e i vari tipi. Scoprite con noi i segreti di questa tecnica essenziale per la lavorazione dei metalli e scoprite come dà forma ai prodotti che utilizziamo ogni giorno.
La brasatura è un processo di giunzione ad alta temperatura in cui un metallo d'apporto viene riscaldato a una temperatura generalmente superiore a 450°C (842°F). Questa temperatura è accuratamente selezionata per essere superiore al punto di fusione del metallo d'apporto ma inferiore alla temperatura di fusione dei materiali di base da unire.
Durante il processo di brasatura, il metallo d'apporto fuso bagna la superficie dei metalli di base, facilitato dall'applicazione di un flusso adeguato o dall'atmosfera controllata. L'azione capillare attira quindi il metallo d'apporto liquido nello spazio ristretto del giunto. Quando il gruppo si raffredda, il metallo d'apporto si solidifica, creando un forte legame metallurgico tra i materiali di base.
Questa tecnica versatile consente di unire metalli simili o dissimili, producendo connessioni ad alta resistenza con un'eccellente conducibilità termica ed elettrica. La brasatura è ampiamente utilizzata in settori quali l'aerospaziale, l'automobilistico e l'HVAC per la sua capacità di creare giunti a tenuta stagna e di unire gruppi complessi con una distorsione minima.
Caratteristiche di brasatura
(1) Il punto di fusione del metallo d'apporto è sostanzialmente inferiore a quello del metallo di base, in genere di almeno 50°C (90°F). Questo differenziale di temperatura garantisce che il metallo base rimanga allo stato solido durante il processo di brasatura, preservandone l'integrità strutturale e le proprietà meccaniche.
(2) La composizione del metallo d'apporto è nettamente diversa da quella del metallo di base. Questa variazione compositiva è studiata per ottenere specifiche proprietà metallurgiche, come una migliore bagnabilità, migliori caratteristiche di fluidità e compatibilità con il metallo di base per una resistenza ottimale del giunto.
(3) Il metallo d'apporto fuso viene aspirato e trattenuto nella fessura di giunzione tra i componenti in metallo di base attraverso una combinazione di azione bagnante e forza capillare. Questo fenomeno, noto come azione capillare o flusso capillare, è governato da fattori quali la tensione superficiale, la viscosità e la distanza tra le fessure, che in genere varia da 0,025 a 0,125 mm (da 0,001 a 0,005 pollici) per ottenere risultati ottimali.
(4) Il legame metallico si stabilisce attraverso la diffusione reciproca degli atomi all'interfaccia tra il metallo d'apporto liquido e il metallo di base solido. Questo processo di diffusione crea uno strato intermetallico, fondamentale per la formazione di un legame metallurgico forte e continuo. L'estensione e la natura di questa zona di diffusione influenzano in modo significativo le proprietà meccaniche e la resistenza alla corrosione del giunto.
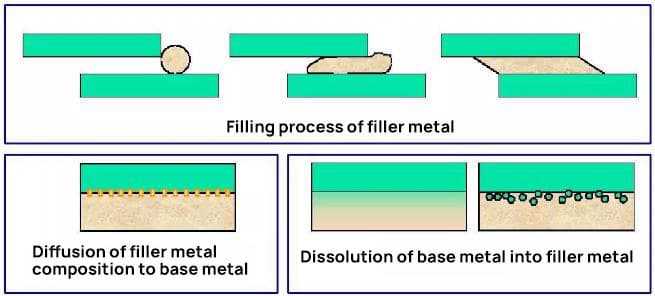
Decomposizione del processo di brasatura
Vantaggi e svantaggi della brasatura
Vantaggi della brasatura:
Processo a bassa temperatura: La brasatura avviene a temperature inferiori al punto di fusione del metallo di base, riducendo al minimo le alterazioni strutturali e delle proprietà dei materiali di partenza.
Distorsione minima: Il processo induce sollecitazioni e deformazioni trascurabili, rendendolo ideale per la giunzione di componenti di alta precisione e strutture intricate.
Alta efficienza: La brasatura consente la creazione simultanea di più giunti, aumentando in modo significativo i tassi di produzione.
Versatilità: Si adatta a un'ampia gamma di materiali, compresi metalli, non metalli e combinazioni di materiali dissimili, offrendo un ampio potenziale applicativo.
Qualità superiore del giunto: I collegamenti brasati presentano tipicamente superfici lisce ed esteticamente gradevoli, con eccellenti caratteristiche di filettatura.
Conservazione delle proprietà dei materiali: Il minore apporto di calore aiuta a mantenere le proprietà meccaniche e fisiche dei materiali di base, fondamentali per le applicazioni specializzate.
Tenuta ermetica: I giunti brasati possono fornire guarnizioni a tenuta stagna, essenziali in settori come quello aerospaziale ed elettronico.
Svantaggi della brasatura:
Limiti di resistenza del giunto: I giunti brasati hanno generalmente una resistenza inferiore rispetto ai giunti saldati, in particolare a temperature elevate.
Vincoli di progettazione: Le giunzioni a staffa, pur essendo versatili, possono comportare un maggiore impiego di materiale, un aumento di peso e potenziali punti di concentrazione delle sollecitazioni nella struttura.
Preparazione rigorosa della superficie: Il processo richiede una pulizia meticolosa della superficie e un controllo preciso del gioco dei giunti per garantire una corretta azione capillare e il flusso del metallo d'apporto.
Considerazioni su attrezzature e costi: Alcune tecniche di brasatura avanzate richiedono un investimento significativo in attrezzature e strutture specializzate, con un potenziale aumento dei costi operativi.
Sensibilità alla temperatura: Il punto di fusione più basso delle leghe per brasatura può limitare la temperatura di esercizio dei componenti uniti.
Potenziale di corrosione galvanica: Quando si uniscono metalli dissimili, il materiale di riempimento può creare una coppia galvanica, rendendo necessaria un'attenta selezione del materiale e considerazioni di progettazione.
Dipendenza dalle competenze: La realizzazione di giunti brasati di alta qualità richiede spesso operatori qualificati, in particolare per geometrie complesse o applicazioni critiche.
Tipi di brasatura
1) Classificazione in base al punto di fusione delle saldature
Saldatura: Sotto i 450°C (842°F)
Brasatura: Sopra i 450°C (842°F)
2) Classificazione in base alla temperatura di brasatura
Brasatura ad alta temperatura: Oltre 800°C (1472°F)
Brasatura a media temperatura: da 550°C a 800°C (da 1022°F a 1472°F)
Brasatura a bassa temperatura: inferiore a 550°C (1022°F)
3) Classificazione per fonte di calore
Brasatura a fiamma: Utilizza fiamme di gas (ad esempio, ossiacetilene, propano).
Brasatura in forno: Utilizza forni ad atmosfera controllata
Brasatura a induzione: Utilizza il riscaldamento a induzione elettromagnetica
Brasatura a resistenza: Applica la resistenza elettrica per il riscaldamento localizzato
Brasatura per immersione: immersione dei pezzi in bagni di sale o di metallo fuso.
Brasatura a infrarossi: Utilizza la radiazione infrarossa per un riscaldamento preciso
4) Classificazione per atmosfera
Brasatura atmosferica: Eseguita all'aria aperta
Brasatura in atmosfera controllata: Utilizza gas inerti o riducenti (ad esempio, azoto, argon).
Brasatura sotto vuoto: Condotta in un ambiente sotto vuoto per giunti di elevata purezza.
5) Classificazione per applicazione del metallo d'apporto
Brasatura preposizionata: Posizionamento del metallo d'apporto prima del riscaldamento
Brasatura ad alimentazione continua: Metallo d'apporto aggiunto durante il processo di brasatura.
6) Classificazione in base alla struttura del giunto
Brasatura del giunto a labbro
Brasatura del giunto di testa
Brasatura dei giunti a T
Brasatura dei giunti d'angolo
Termini e definizioni relativi alla brasatura
Liquidus: La temperatura più bassa alla quale il metallo d'apporto per brasatura è completamente liquido.
Solidus: La temperatura più alta alla quale il metallo d'apporto per brasatura è completamente solido.
Bagnatura:
La bagnatura è la capacità di un liquido di mantenere il contatto con una superficie solida, risultante dalle interazioni intermolecolari quando i due vengono avvicinati. Si tratta di un fenomeno cruciale nella brasatura, che comprende:
Bagnatura per immersione: Quando un solido viene immerso in un liquido.
Bagnatura per adesione: Il contatto iniziale tra un liquido e una superficie solida.
Bagnatura per diffusione: L'espansione di un liquido su una superficie solida.
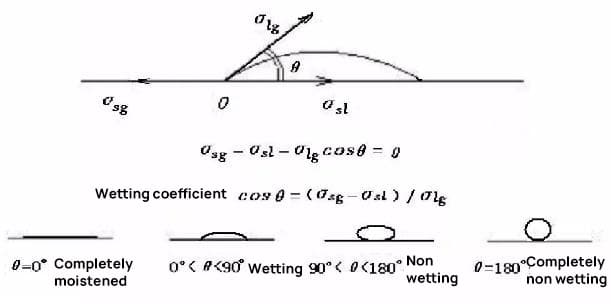
Allo stato libero, un liquido tende a formare una forma sferica a causa della tensione superficiale. Quando un liquido entra in contatto con un solido:
Se le forze coesive del liquido superano le forze adesive al solido, non bagnerà la superficie.
Se le forze adesive del liquido al solido superano le sue forze coesive, si verifica la bagnatura.
Il grado di bagnatura è quantificato dall'angolo di contatto (θ) che si forma tra la fase liquida e quella solida alla loro interfaccia. Per una brasatura efficace, l'angolo di bagnatura del metallo d'apporto dovrebbe essere tipicamente inferiore a 20°.
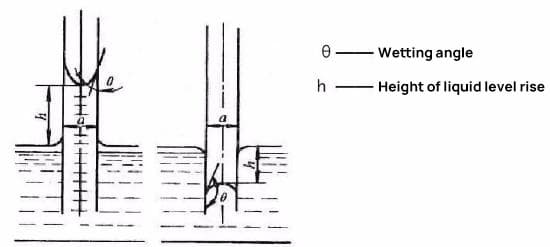
Azione capillare:
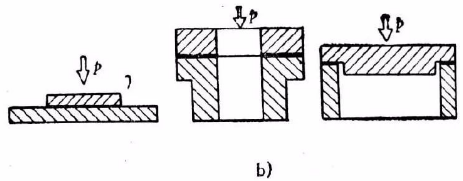
Si presume che quando due piastre metalliche parallele tra loro vengono inserite verticalmente in una quantità infinita di saldatura liquida, le piastre sono infinite e la quantità di saldatura è illimitata.
A seconda delle proprietà di bagnatura della saldatura sulle piastre metalliche, l'effetto capillare determinerà la situazione illustrata nella Figura (a) o quella illustrata nella Figura (b). Se la saldatura riesce a bagnare le piastre metalliche, si verifica il risultato illustrato nella Figura (a); in caso contrario, si verifica il risultato illustrato nella Figura (b).
Brasatura del metallo d'apporto e saldatura
Saldature morbide a base di Sn e Pb: Queste saldature presentano eccellenti capacità di bagnatura e spalmatura sul rame e su vari altri metalli, il che le rende la scelta predominante nell'industria elettronica. Le saldature a base di Sn, in particolare, stanno guadagnando importanza a causa delle preoccupazioni ambientali e dei requisiti normativi.
Saldatura a base di Cd: Composte principalmente da leghe di cadmio e argento, queste saldature offrono una resistenza superiore al calore e alla corrosione. Tuttavia, il loro uso è sempre più limitato a causa della tossicità del cadmio, che ha portato allo sviluppo di alternative più sicure.
Saldatura a base di Zn: Le saldature a base di zinco rappresentano un'opzione economica con buone proprietà meccaniche e resistenza alla corrosione. Sono particolarmente utili nelle applicazioni che richiedono punti di fusione più elevati rispetto alle tradizionali saldature Sn-Pb.
Saldatura morbida a base di Au: Le saldature a base di oro offrono un'eccezionale resistenza alla corrosione e sono spesso utilizzate in applicazioni elettroniche e aerospaziali ad alta affidabilità. Il loro costo elevato limita l'uso diffuso a settori specializzati.
Altre saldature morbide a basso punto di fusione:
Saldatura a base di In (indio): Le saldature a base di indio offrono un'eccellente duttilità e resistenza alla fatica termica. Sono particolarmente utili nelle applicazioni criogeniche e per l'incollaggio di componenti sensibili al calore.
Saldatura a base di Bi (Bismuto): Le saldature a base di bismuto stanno guadagnando popolarità come alternativa senza piombo. Offrono un basso punto di fusione e una buona resistenza dei giunti, rendendoli adatti ai componenti sensibili alla temperatura.
Saldatura a base di Ga (gallio): Le saldature a base di gallio offrono proprietà uniche, come punti di fusione molto bassi e la capacità di bagnare superfici non metalliche. Trovano applicazione in settori specializzati come l'optoelettronica e la gestione termica.
Saldatura senza piombo: In risposta alle preoccupazioni per l'ambiente e la salute, sono state sviluppate saldature senza piombo, oggi ampiamente adottate nell'industria elettronica. Le formulazioni più comuni senza piombo includono le leghe SAC (stagno-argento-rame), che offrono un equilibrio tra prestazioni, affidabilità ed economicità. Queste saldature richiedono in genere temperature di lavorazione leggermente più elevate e possono presentare caratteristiche di bagnatura diverse rispetto alle tradizionali saldature Pb-Sn.
Metallo d'apporto per brasatura - Brasatura
I metalli d'apporto per la brasatura svolgono un ruolo cruciale nella giunzione di componenti ad alta resistenza e affidabilità. La loro scelta è fondamentale per ottenere prestazioni di giunzione ottimali in diverse applicazioni industriali.
Le principali categorie di metalli d'apporto per la brasatura comprendono:
Metalli d'apporto a base di alluminio: Specificamente progettati per la brasatura dell'alluminio e delle sue leghe. Offrono eccellenti caratteristiche di bagnabilità e fluidità, garantendo legami forti e mantenendo la resistenza alla corrosione del materiale di base. Sono comunemente utilizzati nei settori aerospaziale, automobilistico e HVAC.
Metalli d'apporto per brasatura a base di argento: Conosciute per la loro eccezionale versatilità e le loro prestazioni in un'ampia gamma di metalli. Queste leghe offrono bassi punti di fusione, eccellenti proprietà di scorrimento ed elevata resistenza dei giunti. Sono ampiamente utilizzate nelle applicazioni elettriche, mediche e aerospaziali grazie alla loro superiore conduttività e resistenza alla corrosione.
Metalli d'apporto a base di rame:
Riempitivo per brasatura in rame puro: ideale per la brasatura dell'acciaio al carbonio e dell'acciaio debolmente legato. Garantisce giunti ad alta resistenza e una buona conducibilità termica, rendendolo adatto alle applicazioni con scambiatori di calore.
Leghe rame-zinco (ottone): Metalli d'apporto versatili utilizzati in vari metodi di brasatura per unire metalli dissimili. Offrono buone proprietà di bagnatura e sono convenienti per molte applicazioni industriali.
Leghe rame-fosforo: Utilizzate principalmente per la brasatura di rame e leghe di rame. Queste leghe autofluenti sono ampiamente utilizzate nelle industrie HVAC, idrauliche ed elettriche grazie alla loro eccellente azione capillare e alla capacità di produrre giunti a tenuta stagna.
Metalli d'apporto a base di nichel: Anche se non menzionati nel testo originale, sono importanti per le applicazioni ad alta temperatura. Offrono un'eccellente forza e resistenza alla corrosione a temperature elevate, rendendoli adatti all'industria aerospaziale, nucleare e chimica.
Metalli d'apporto a base di metalli preziosi (compresi oro e palladio): Questi metalli d'apporto specializzati offrono proprietà uniche, come l'elevata resistenza alla corrosione, la biocompatibilità e le prestazioni in ambienti estremi. Sono utilizzati in applicazioni critiche nei settori medico, aerospaziale ed elettronico.
Funzione e requisiti prestazionali del flusso di brasatura:
1) Eliminare le pellicole di ossido sulle superfici metalliche, creando le condizioni ottimali per la bagnatura e la diffusione del metallo d'apporto.
2) Formare una barriera liquida protettiva sulle superfici del metallo di base e del metallo d'apporto durante il processo di brasatura.
3) agire come agente interfacciale per migliorare le caratteristiche di bagnatura e promuovere la diffusione del metallo d'apporto.
Necessità di rimuovere la pellicola di ossido durante la brasatura
La presenza di pellicole di ossido sulle superfici metalliche ostacola in modo significativo il comportamento di bagnatura e diffusione dei metalli d'apporto per la brasatura, rendendo necessaria la loro rimozione per il successo della formazione del giunto. Le sfide associate alla rimozione dei film di ossido sono direttamente proporzionali a:
Spessore del film: Gli strati di ossido più spessi formano legami più forti con il substrato metallico.
Stabilità termica: la maggiore resistenza alla temperatura dell'ossido rende più difficile la rimozione.
Stabilità chimica: Gli ossidi con maggiore inerzia chimica richiedono metodi di rimozione più aggressivi.
La rimozione efficace della pellicola di ossido può essere ottenuta con diverse tecniche:
Applicazione dei flussi di brasatura
Utilizzo di ambienti ad atmosfera controllata o sottovuoto
Metodi di pulizia meccanica (ad esempio, sabbiatura abrasiva, spazzolatura a filo)
Tecniche di rimozione fisica (ad es. bombardamento ionico, pulizia al plasma)
Il flusso di brasatura svolge molteplici funzioni critiche oltre alla rimozione dell'ossido:
Impedisce la riossidazione delle superfici metalliche pulite durante il riscaldamento
Scioglie e assorbe gli ossidi residui
Riduce la tensione superficiale all'interfaccia metallo d'apporto liquido-metallo di base
Favorisce il flusso capillare del metallo d'apporto fuso
Facilita la formazione di giunzioni brasate robuste e continue
Tabella 1 Tasso di formazione della pellicola di ossido in aria secca
Metallo
1 minuto
1 ora
1 giorno
Acciaio inox
10
10
10
Ferro
20
24
33
Alluminio
20
80
100
Rame
33
50
50
Spessore del film di ossido (10-8 cm)
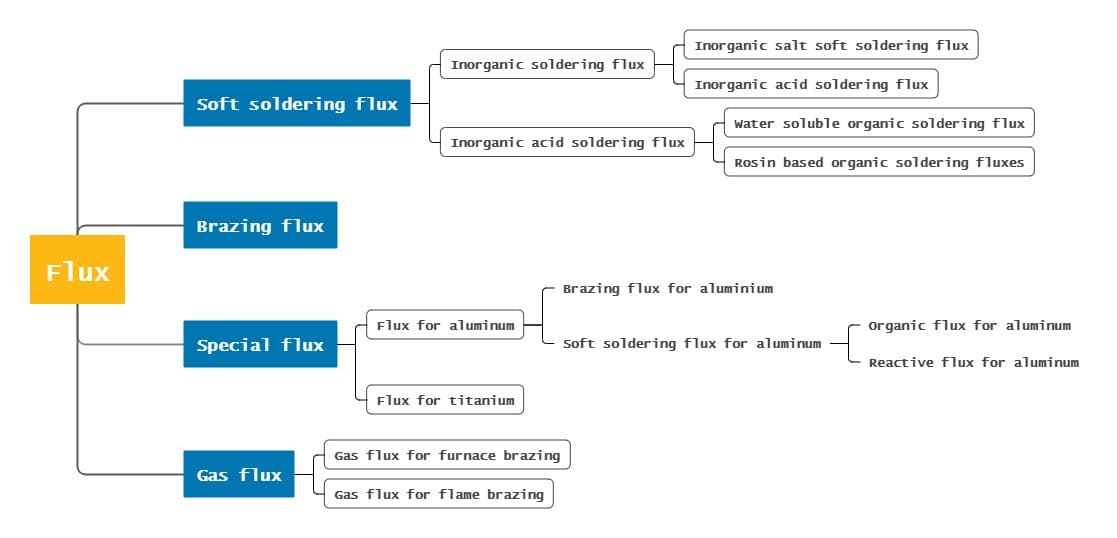
Classificazione del flusso
Mezzo di brasatura e sua funzione
Nelle operazioni di brasatura, il gas neutro principale utilizzato è l'argon, con l'azoto come alternativa in applicazioni specifiche.
L'argon, un gas nobile inerte, funge principalmente da atmosfera protettiva per il pezzo in lavorazione. Pur proteggendo efficacemente l'area di brasatura dai contaminanti atmosferici, non è in grado di rimuovere direttamente le pellicole di ossido dalle superfici metalliche.
La rimozione di alcune pellicole di ossido durante la brasatura avviene attraverso una combinazione di meccanismi:
Assorbimento della saldatura liquida sulla superficie del metallo
Riduzione degli ossidi da parte degli elementi attivi della lega di brasatura
Dispersione di film di ossido indeboliti
Dissoluzione degli ossidi nella lega di brasatura fusa
Come illustrato nelle tabelle dei dati metallurgici, le temperature di decomposizione della maggior parte degli ossidi metallici superano notevolmente i punti di fusione e di ebollizione dei rispettivi metalli di base. Questa relazione termica porta alla conclusione che la decomposizione degli ossidi non può essere ottenuta solo attraverso il processo di riscaldamento inerente alle operazioni di brasatura.
Per gestire efficacemente i film di ossido durante la brasatura, spesso si ricorre a strategie aggiuntive:
Uso del flussante per ridurre chimicamente gli ossidi
Incorporazione di elementi attivi (ad es. titanio, zirconio) nella lega di brasatura per reagire con gli ossidi e dissolverli.
Pre-pulizia e preparazione della superficie per ridurre al minimo la presenza iniziale di ossido
Brasatura sotto vuoto per limitare la formazione di ossido e migliorare i meccanismi di rimozione dello stesso
Ossido
Temperatura di decomposizione (℃)
Ossido
Temperatura di decomposizione (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Pt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Metodo e processo di brasatura
Metodo di brasatura
1. Saldatura a ferro da stiro
Caratteristiche: bassa temperatura
Ambito di applicazione:
1. È applicabile alla saldatura (utilizzando piombo di stagno o metallo d'apporto a base di piombo) con una temperatura di saldatura inferiore a 300C;
2. Il flusso di saldatura è necessario per la brasatura di parti sottili e piccole.
2. Brasatura a cannello, saldatura a cannello
Caratteristiche: semplice, flessibile e ampiamente utilizzato
Ambito di applicazione: in genere, per riscaldare il pezzo in lavorazione si utilizza una fiamma neutra o una fiamma a leggera carbonizzazione/una torcia a gas generica o una torcia speciale per brasatura (la torcia può essere utilizzata anche per la saldatura dolce):
1. È applicabile alla brasatura di alcune saldature che sono limitate dalla forma, dalle dimensioni e dall'equipaggiamento delle saldature e non possono essere brasate con altri metodi.
2. È possibile utilizzare la brasatura a fiamma automatica
3. Acciaio saldabile, acciaio inox, leghe dure, ghisa, rame, argento, alluminio, ecc. e le loro leghe
4. I metalli d'apporto più comuni includono zinco rame, fosforo rame, base argento, base alluminio e zinco alluminio.
3. Brasatura ad immersione, saldatura ad immersione
(Bagno di sale e bagno di metallo, adatto alla produzione di massa)
4. Saldatura a flusso, saldatura a onda, saldatura a spruzzo
(Una varietà di brasatura a bagno di metallo, utilizzata principalmente per la brasatura di circuiti stampati)
5. Brasatura a resistenza
Riscaldamento estremamente rapido ed elevata produttività.
6. Brasatura a induzione
Riscaldamento rapido, minore ossidazione e piccole brasature.
Tecniche di brasatura
Il processo di produzione della brasatura comprende diverse fasi, tra cui la preparazione della superficie del pezzo prima della brasatura, l'assemblaggio, il posizionamento del metallo d'apporto, la brasatura, il trattamento post-brasatura e altri processi correlati.
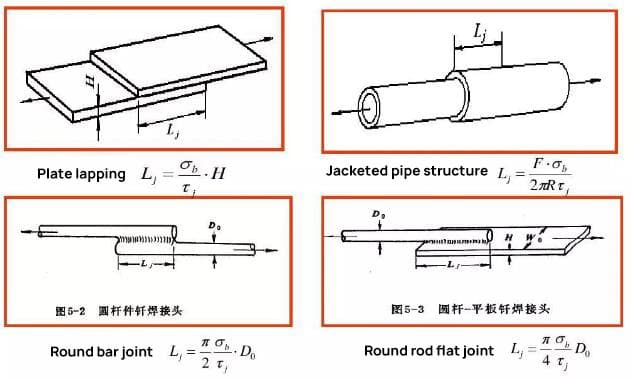
1. Design del giunto brasato
Quando si progetta un giunto brasato, la considerazione principale deve essere la sua resistenza, seguita da considerazioni di processo come la garanzia di accuratezza dimensionale dell'assemblaggio, il corretto assemblaggio e posizionamento delle parti, il posizionamento della saldatura e il gioco del giunto brasato.
La giunzione a sovrapposizione è comunemente utilizzata per i giunti di brasatura.
Nella produzione pratica, per i giunti di brasatura realizzati con metalli d'apporto ad alta resistenza a base di argento, rame o nichel, la lunghezza del giro è in genere 2-3 volte lo spessore del pezzo più sottile.
Per le giunzioni saldate con saldature morbide come il piombo-stagno, la lunghezza del giro può essere 4-5 volte lo spessore del pezzo più sottile, ma non deve superare i 15 mm.
Prima del processo di brasatura, è fondamentale rimuovere accuratamente ossido, grasso, sporco e vernice dalla superficie del pezzo.
In alcuni casi, può essere necessario pre-rivestire le parti con uno strato metallico specifico prima della brasatura.
(1) Rimuovere la macchia d'olio
Le macchie di olio possono essere rimosse con solventi organici.
I solventi organici più comuni includono alcool, tetracloruro di carbonio, benzina, tricloroetilene, dicloroetano e tricloroetano.
(2) Rimozione dell'ossido
Prima della brasatura, i film di ossido sulla superficie del pezzo possono essere trattati con metodi meccanici, metodi di incisione chimica e metodi di incisione elettrochimica.
3. Montaggio e fissaggio
I metalli d'apporto sono utilizzati in vari metodi di brasatura, ad eccezione della brasatura a fiamma e della brasatura con il saldatore, la maggior parte dei quali viene pre-posizionata sul giunto. La gravità e la capillarità dell'intercapedine devono essere sfruttate il più possibile per incoraggiare il metallo d'apporto a riempire l'intercapedine una volta posizionato.
Il metallo d'apporto in pasta deve essere applicato direttamente al giunto brasato, mentre la saldatura in polvere può essere miscelata con un adesivo prima di essere applicata al giunto.
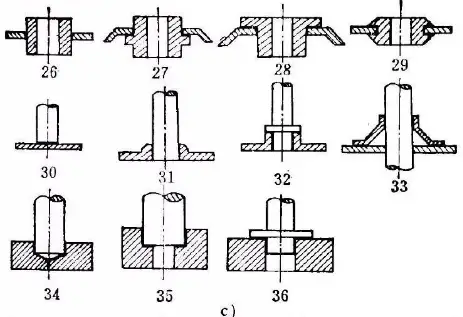
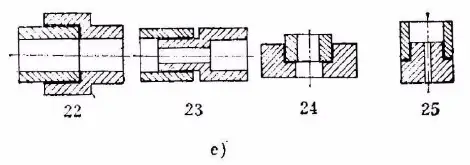
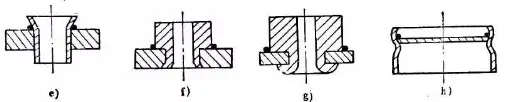
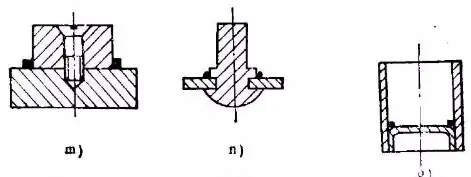
4. Metodo di posizionamento del metallo d'apporto
a) Posizionamento della saldatura anulare
1, 2 - Posizionamento ragionevole di un materiale a forma di anello
3, 4 - Posizionamento per evitare perdite lungo il piano della flangia
5, 6 - Posizionamento del metallo d'apporto vicino al giunto
7, 8 - Viene praticata una scanalatura per il posizionamento della saldatura su un giunto
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...
Vi siete mai chiesti perché le strutture saldate a volte falliscono nonostante il loro aspetto robusto? Questo articolo si addentra nelle sfide nascoste della saldatura, esplorando come il riscaldamento e il raffreddamento non uniformi possano...
Vi siete mai chiesti come fanno i grattacieli a stare in piedi o le auto a rimanere saldate insieme? Questo blog svela la magia delle saldatrici elettriche. Scoprite i principali produttori come Lincoln Electric e Miller Welds,...
Vi siete mai chiesti quali sono i marchi di saldatrici leader del settore? Questo articolo esplora i dieci principali produttori di saldatrici, evidenziandone le innovazioni, la presenza globale e i punti di forza unici....
Vi siete mai chiesti come fanno i saldatori a ottenere giunzioni perfette in posizioni difficili? La saldatura 6GR è una tecnica specializzata per la saldatura di condotte con un anello di ostacolo a 45°, fondamentale per garantire...
Vi siete mai chiesti quali siano i pericoli nascosti dietro le scintille luminose della saldatura? In questo articolo esploriamo gli effetti nocivi della saldatura ad arco di argon sul corpo umano....
Vi siete mai chiesti cosa significhino i numeri e le lettere sulle barre di saldatura? Questo articolo spiega il sistema di codifica delle bacchette per saldatura in acciaio al carbonio e in acciaio inox, aiutandovi a capire la loro resistenza alla...
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...