Formatura di urti: Piegatura di lamiere a grande raggio
Vi siete mai chiesti come fanno le massicce strutture in acciaio delle locomotive a ottenere curve precise? In questo articolo vi sveliamo i segreti della creazione di grandi raggi di curvatura nelle parti in lamiera. Imparerete a conoscere metodi innovativi come la piegatura ad urto e la piegatura a gradino, e a capire come si trasformano le lamiere piatte in complessi capolavori curvilinei. Preparatevi a scoprire la magia ingegneristica che rende possibili queste strutture impressionanti!
I pezzi ad arco di grandi dimensioni sono un componente prevalente nella fabbricazione di lamiere per le strutture in acciaio delle locomotive. Le loro geometrie complesse e le strutture variabili pongono sfide significative alla lavorazione rispetto ai pezzi convenzionali.
Questo articolo presenta un metodo di processo innovativo per ottenere grandi raggi di curvatura nelle parti in lamiera, con una descrizione dettagliata della sua applicazione a uno specifico pezzo piegato. La tecnica di piegatura a urto, che esploreremo, può essere efficacemente utilizzata anche per la formazione di coni con una pressa piegatrice.
Nella produzione industriale, per i pezzi di grande raggio si utilizzano in genere tre metodi di formatura principali:
Stampo di formatura integrale a passo singolo: Questo metodo è ideale per pezzi con forme complesse. I suoi vantaggi includono una qualità di formatura superiore, superfici del pezzo lisce e piatte, assenza di rientranze ed elevata efficienza di lavorazione. Tuttavia, gli elevati costi di attrezzaggio e la limitata versatilità sono svantaggi significativi. Questo approccio è tipicamente riservato alle geometrie che non possono essere ottenute con i processi convenzionali o quando è richiesta una qualità superficiale eccezionale.
Punzone personalizzato a grande raggio per macchine per presse piegatrici: Questa soluzione è generalmente adatta a pezzi con grandi raggi che non superano i limiti della tavola della pressa piegatrice. Sebbene siano più convenienti degli stampi di formatura a passo singolo, questi punzoni personalizzati offrono un certo grado di versatilità per applicazioni simili a raggio ampio.
Metodo di formatura a più curve (piegatura a gradini): Il principio fondamentale di questa tecnica consiste nell'approssimare un arco con una serie di segmenti lineari. Può essere eseguita utilizzando gli utensili e le attrezzature esistenti, il che la rende particolarmente adatta per i pezzi non esposti. Il metodo vanta un'ampia gamma di applicazioni, un costo contenuto, elimina la necessità di utensili personalizzati e offre una buona qualità di formatura.
Analisi della flessione lamiera parti con ampio raggio
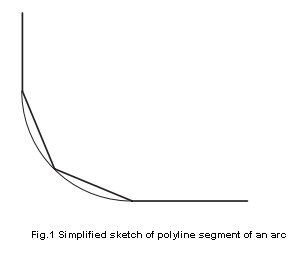
Il processo di formatura in più fasi è una tecnica sofisticata per ottenere curve di grande raggio nella lamiera utilizzando punzoni di raggio inferiore. Il principio fondamentale di questo metodo consiste nel segmentare l'arco desiderato in più sezioni di polilinea, come illustrato nella Figura 1. Questa segmentazione consente di approssimare gradualmente la curva di grande raggio attraverso una serie di curve più piccole. Questa segmentazione consente di approssimare gradualmente la curva di grande raggio attraverso una serie di curve più piccole.
La precisione e la scorrevolezza dell'arco finale sono direttamente proporzionali al numero di segmenti di polilinea utilizzati nel processo. Aumentando il numero di segmenti si ottiene una maggiore approssimazione alla curva ideale, anche se a costo di aumentare i tempi di produzione e la complessità degli utensili.
Pur essendo molto efficace, questo metodo produce intrinsecamente una struttura superficiale sfaccettata o prismatica sul pezzo. Questa caratteristica è dovuta alla natura discreta delle fasi di piegatura. Per le superfici non visibili o non critiche, questo approccio offre un eccellente equilibrio tra precisione della forma ed efficienza produttiva. Nel valutare l'idoneità di questo metodo, i produttori devono considerare diversi fattori:
Volume di produzione: Volumi più elevati possono giustificare utensili più sofisticati per ottenere risultati più uniformi.
Proprietà del materiale: Lo spessore, la resistenza e le caratteristiche di indurimento della lamiera influenzano il numero di passaggi necessari.
Applicazione finale: Requisiti di tolleranza e considerazioni estetiche del pezzo nell'uso finale.
Efficienza dei costi: Bilanciare la qualità superficiale desiderata con il tempo del ciclo di produzione e le spese per gli utensili.
Per le applicazioni in cui la struttura prismatica è accettabile, questo processo di formatura in più fasi rappresenta una soluzione economica per la produzione di curve a grande raggio, soprattutto quando non sono disponibili o economicamente convenienti utensili specializzati per i grandi raggi.
Applicazione della curvatura a urto
Come determinare la segmentazione della polilinea e angolo di curvatura di segmenti di arco circolare:
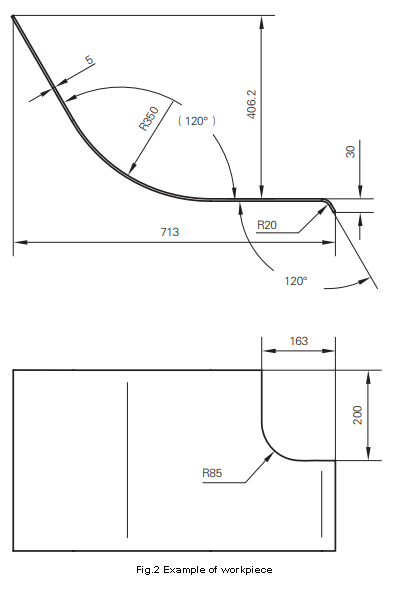
Come mostrato nella Figura 2, il raggio interno dell'arco di curvatura di questo pezzo è R350, l'angolo di curvatura è di 120° e lo spessore della piastra è di 5 mm.
Poiché l'ambiente di utilizzo del pezzo soddisfa le condizioni del metodo di piegatura a urto di cui sopra, per la lavorazione viene utilizzato il metodo di piegatura a più fasi.
Sulla base delle esperienze passate e delle condizioni di stampo esistenti in officina, lo stampo superiore adotta un punzone a raggio R120.
Dopo aver analizzato l'ampio segmento ad arco del pezzo in Figura 2, questo segmento ad arco R350 viene suddiviso in 6 segmenti di polilinea.
Si noti che, per garantire una transizione fluida tra il segmento ad arco e il segmento rettilineo del pezzo (cioè le due estremità del segmento ad arco), l'angolo di segmentazione deve essere impostato alla metà degli altri segmenti in cui il segmento ad arco è tangente al segmento rettilineo.
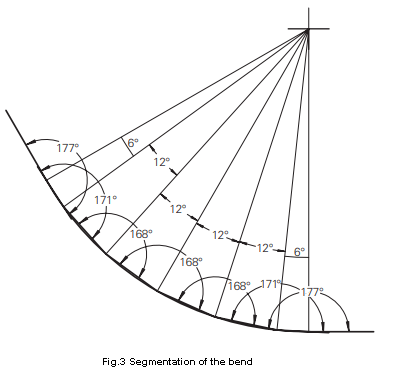
In base alla FIG. 3, si può notare che il pezzo in FIG. 2 è formato da 7 piegature.
Quando il sistema elettroidraulico servo pressa Se la macchina piegatrice piega parti di lamiera, sono necessari tre parametri fondamentali: lo spessore della lamiera, l'angolo di piegatura e la posizione della linea di piegatura.
Il primo e il secondo angolo di divisione sono calcolati come 6°, mentre gli altri sono 12°. L'angolo di flessione dopo la divisione può essere misurato direttamente dal software CAD. L'angolo di flessione specifico è illustrato nella Figura 3.
Conferma delle dimensioni della posizione della linea di piegatura e delle dimensioni del dispiegato
Per garantire l'accuratezza delle dimensioni non piegate del linea di piegaturaIn generale esistono due metodi: il metodo di calcolo dell'espansione dello strato neutro e il metodo di espansione assistito da software.
Per ottenere i dati di flessione in modo conciso, rapido e preciso, viene utilizzato il metodo di espansione assistito da software per il calcolo.
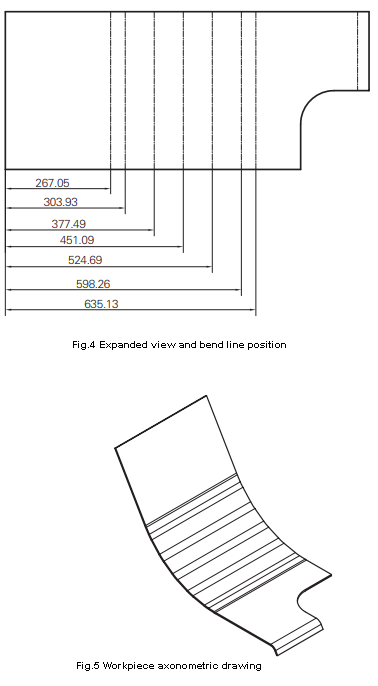
La sezione trasversale della parte divisa viene importata direttamente in Catia, e il software Generative Progettazione di lamiere viene utilizzato per generare il modello del pezzo. Quindi, il modulo linea di piegatura e la vista dispiegata vengono esportate, come mostrato nella Figura 4. Il disegno assonometrico del pezzo da lavorare è mostrato nella Figura 5.
Durante la produzione, è stato riscontrato che alcuni pezzi di piccolo spessore (circa 2 mm) presentano gravi deformazioni durante la lavorazione, con conseguente calo significativo della precisione di lavorazione e mancata conformità ai requisiti di progettazione. Il motivo è dovuto a un insufficiente rilascio delle tensioni nella lastra.
Durante il taglio e la tranciatura laser, abbiamo osservato che il pezzo in questo lotto si è deformato a causa di stress interno. Questo fornisce anche un metodo preliminare per valutare se una lamiera sottile con un ampio raggio può essere piegata direttamente con il processo di multipiegatura, cioè osservando la deformazione del pezzo durante il processo di piegatura. taglio laser.
Se la deformazione è grave, è necessario adottare misure per sbloccare la stress internoaltrimenti è difficile ottenere un pezzo qualificato. Se il ciclo di produzione lo consente, l'invecchiamento naturale è un metodo economico ed efficace. Tuttavia, i pezzi separati sono sottoposti a un trattamento di invecchiamento per lungo tempo, che inevitabilmente produce ruggine galleggiante sulla superficie. Pertanto, devono essere puliti o granigliati con un antiruggine, con conseguente aumento dei costi di manodopera e di attrezzature.
Pertanto, l'uso diretto di lamiere d'acciaio che hanno subito un sufficiente invecchiamento naturale è la scelta migliore. Se il ciclo di produzione non è consentito, dopo la lastra viene separata, ricottura può essere utilizzata anche per eliminare le tensioni interne, ma la durezza del materiale si riduce dopo la ricottura. Pertanto, è necessario valutare in modo esaustivo se la ricottura viene eseguita in base ai requisiti di progettazione del pezzo.
Calcolo di wpezzo eespansione diagramma in curvatura delle protuberanze
Va notato che quando si utilizza il metodo di piegatura in più fasi per lavorare lamiere con un raggio elevato, è necessario seguire le condizioni reali del pezzo.
In altre parole, la vista estesa viene calcolata utilizzando il segmento di arco dopo aver approssimato il segmento di polilinea. La vista espansa del pezzo calcolata in base all'arco non può essere utilizzata direttamente, altrimenti il pezzo risulterà inevitabilmente fuori tolleranza dopo la lavorazione.
Rilevamento della forma del pezzo in lavorazione con l'ausilio di sistemi multipassoprocesso di piegatura
Vale la pena di notare che quando si utilizza un foglio di riscontro generico per rilevare le dimensioni dell'arco di un pezzo lavorato con la piegatura a urto, il foglio di riscontro deve essere progettato come un tipo di grippaggio esterno e l'esterno dell'arco del pezzo deve essere utilizzato come superficie di rilevamento.
Se il foglio di confronto è progettato con il lato interno come superficie di rilevamento e il foglio di confronto interferisce con il segmento di polilinea, è inevitabile che il foglio di confronto non sia in posizione, con conseguente fallimento del rilevamento.
Pensieri finali
Come metodo di processo ingegnoso, la piegatura a urto a grande arco ha le sue caratteristiche di flessibilità ed efficienza, ma ha anche i suoi limiti.
I problemi specifici devono essere analizzati in base ai requisiti di progettazione e all'applicazione del pezzo.
Per scegliere il metodo di lavorazione è necessario considerare in modo completo il costo di produzione e la qualità estetica del pezzo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Come si può piegare con precisione un pezzo di lamiera senza fare tentativi ed errori? Il fattore Y è la chiave. Questo articolo spiega il fattore Y, una costante fondamentale utilizzata per calcolare...
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni che stanno alla base di difetti comuni come...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Avete mai avuto difficoltà a calcolare il giusto margine di piegatura per i vostri progetti di lamiera? In questo post del blog ci immergeremo nel mondo delle tolleranze di piegatura ed esploreremo come...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Vi siete mai chiesti come calcolare con precisione il margine di piegatura per i vostri progetti di fabbricazione di metalli? In questo post esploreremo l'affascinante mondo delle formule di piegatura e...