Calcolo della lunghezza minima della flangia per la piegatura della lamiera
Vi siete mai chiesti come si piegano sottili fogli di metallo in forme precise? Questo articolo esplora l'affascinante mondo delle tecniche di piegatura a L, U e Z nella lavorazione della lamiera. Imparerete i fattori chiave, le formule e i consigli pratici per ottenere pieghe sempre perfette.
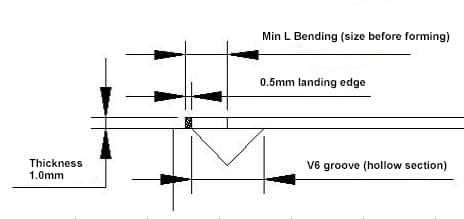
Come la metà del pressa piegatrice La scanalatura a V è cava, quando si forma, la piega del bordo deve essere più lunga della sezione cava e la dimensione specifica del bordo di atterraggio varia nella produzione di diverse aziende (la sezione inferiore della scanalatura a V è in uso per lungo tempo, l'angolo R aumenta, il che fa sì che la distanza del bordo di scarto aumenti di conseguenza, altrimenti, "scivolare" accadrà)
2) Formula di riduzione (empirica): 6T/2+0.5+(1.8T/2)
3) Come mostra l'immagine sottostante, quando T=1, K=1,8*1, la flessione minima L è 3+0,5+0,9=4,4
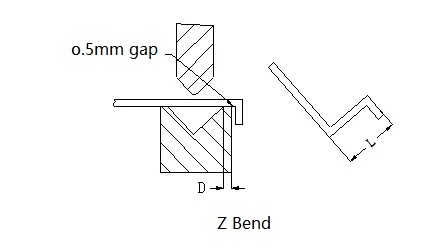
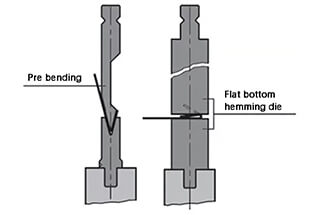
B. Piegatura-retro-orlatura della guarnizione (prima piegatura a 30°, posizionamento di una guarnizione adeguata al centro e successiva orlatura).
2) Fattori che determinano la flessione minima U
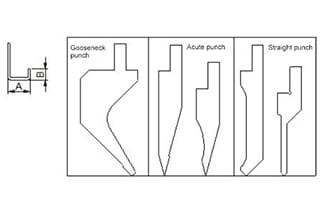
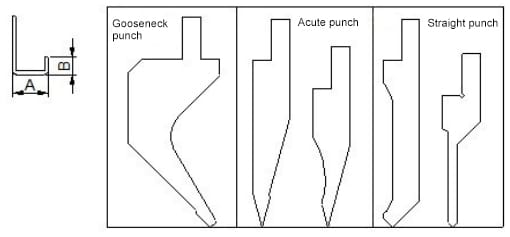
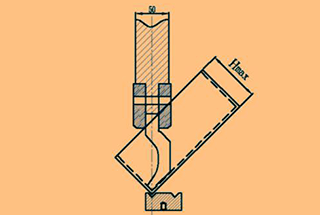
Forme di punzonatura (mostrato nell'immagine seguente).
A giudicare dal comune stampo per punzoni, il migliore per la piegatura a U è "punzone a collo d'oca", che è di molti tipi e specificamente soggetta alle esigenze delle varie aziende.
Dimensione di piegatura (mostrato nell'immagine seguente).
La relazione crescente tra due dimensioni: il
Più A è lungo, più B è lungo.
3)Formula di riduzione (valore empirico del punzone a collo d'oca)
Foglio da 0,5 mm:
Curvatura U minima: A =7,67, B= 0,5, flessione minima L=3,0
Valore crescente: ogni volta che A aumenta di 1 mm, B aumenta di conseguenza di 1,87.
Formula: quando la dimensione A è nota, allora la dimensione B=(A-7,67)/T*valore crescente + il valore minimo di flessione L di questa piastra
Ad esempio,
quando A=15, allora B=(15-7,67)/0,5*1,87+3,0=30,4
Quando la dimensione B è nota, allora la dimensione A=(B- il valore minimo di flessione L di questa piastra)/valore crescente *T+7,67
Ad esempio,
quando B=30,4, allora A=(30,4-3)/1,87*0,5+7,67=15
Foglio da 0,8 mm
Flessione U minima A=8,5, B=0,8, flessione L minima=4,2。
Increasing value:1.87/0.5*0.8=2.99
Foglio da 1,0 mm
Flessione U minima A=8,94, B=1,0, flessione L minima=4,5
Valore crescente: 1,87/0,5*1,0=3,7
Foglio da 1,2 mm
Curvatura min U dimensione A=9,3, B=1,2, curvatura min L=4,5
Valore crescente: 1,87/0,5*1,2=4,5
Foglio da 1,5 mm
Curvatura min U dimensione A=10,3, B= 1,5, curvatura min L=6,2
Valore crescente: 1,87/0,5*1,5=5,5
Foglio da 2,0 mm
Curvatura min U dimensione A=12,7, B= 2,0, curvatura min L=12,0
Valore crescente: 1,87/0,5*2=7,4
Note:
Quando le dimensioni di A superano 85,0MM e quelle di B superano 60,0MM, questa formula non è applicabile.
Tabella allegata: A= valore di prova, B= flessione minima L, K=valore di prova
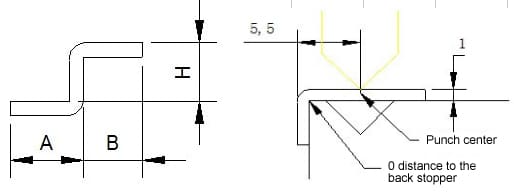
Quando H è maggiore o uguale a 5T, calcolare come due piegature a 90°.
Quando H è inferiore a 5T, è sufficiente una sola formatura.
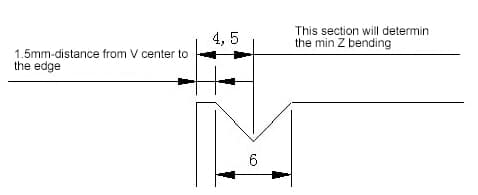
2) Il principale fattori che influenzano il valore minimo di flessione Z sono la larghezza di Scanalatura a V e la distanza dal centro della scanalatura a V al bordo.
3) Formula: 6T/2+distanza dal bordo di Scanalatura a V +(1.8T/2)+T(vedi l'immagine)
Ad esempio, nel caso di una lastra di 1,0 mm, alla distanza dal bordo = 1,5, la flessione Z minima H = 61/2+1.5+(1.81/2)+1=6.4.
Calcolo del bordo minimo di curvatura di una curva
Lo stato iniziale della curva a L è mostrato nella seguente figura:
Tabella di riferimento per la curvatura interna R e l'altezza minima di curvatura della lamiera laminata a freddo
No.
Spessore
Larghezza della scanalatura dello stampo
Dado convesso R
Altezza minima di piegatura
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8/6
1/0.2
5.5/4.5
6
1.5
10/8
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16/14
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
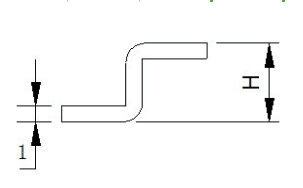
Lo stato iniziale della curva a Z è mostrato nella seguente figura:
La dimensione minima di curvatura (L) della lamiera corrispondente alla piegatura a Z per materiali di diverso spessore è riportata nella tabella seguente:
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
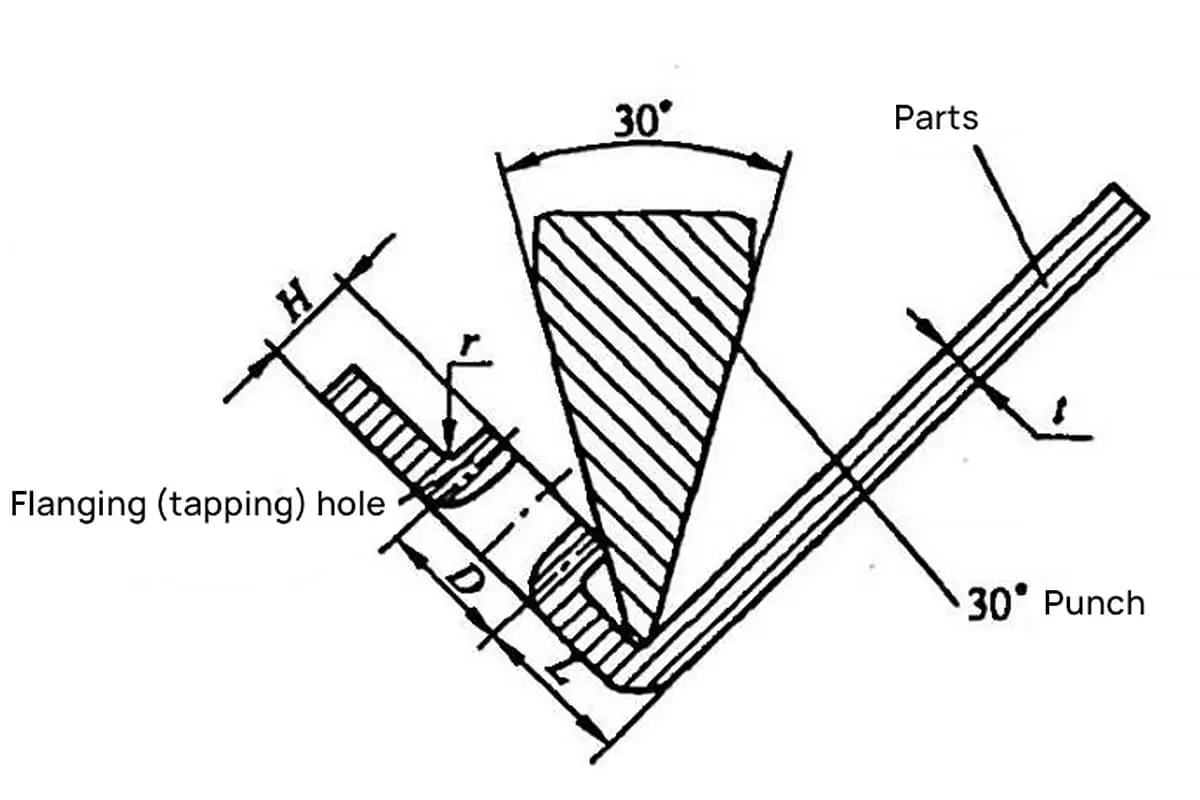
In che modo la distanza tra la parete di un foro flangiato e un bordo di piegatura influisce sull'integrità di un pezzo metallico? Nella lavorazione dei metalli, questa distanza è fondamentale per evitare danni...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Come possiamo trasformare sottili fogli di metallo in componenti resistenti e dai bordi lisci? La risposta si trova nell'affascinante processo di piegatura con orlatura. Questo articolo esplora quattro tecniche efficaci, da...
Vi siete mai chiesti come calcolare con precisione i limiti di piegatura della lamiera? Questo articolo esplora le formule e le linee guida essenziali per determinare le dimensioni minime e massime di piegatura, garantendo la precisione...
Come garantire la precisione nelle operazioni di piegatura dei metalli? La scelta della giusta attrezzatura per presse piegatrici è fondamentale. Questa guida approfondisce la selezione di stampi e punzoni, offrendo...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...