Vi siete mai chiesti perché alcune parti metalliche si ritraggono dopo la piegatura? In questo articolo esploreremo l'affascinante mondo degli stampi di piegatura e come prevedere con precisione il ritorno elastico. Imparerete consigli pratici e formule per ottenere risultati precisi nei vostri progetti di lavorazione del metallo.
Quando si progetta uno stampo di piegatura con arco interno, la precisione e il comportamento del materiale sono fattori critici spesso trascurati negli approcci convenzionali. Molti progettisti trascurano completamente il ritorno elastico, utilizzando lo stesso raggio (R) del prodotto finito, oppure applicano un fattore di riduzione rudimentale al valore R senza considerare le complessità delle proprietà e delle geometrie dei materiali.
Ad esempio, una pratica comune per un prodotto con un valore R originale di 1 mm prevede la riduzione del raggio convesso dello stampo di un fattore 0,8 per i materiali più duri o 0,9 per quelli più morbidi. Questo approccio semplicistico, pur essendo talvolta efficace per le applicazioni di base, manca delle sfumature necessarie per le specifiche più esigenti.
I limiti di questo metodo diventano particolarmente evidenti quando si tratta di materiali sottili e di grandi raggi. Si consideri un prodotto con uno spessore di 0,5 mm e un raggio interno di 200 mm. In questi casi, prevedere con precisione il ritorno elastico diventa difficile a causa della complessa interazione tra proprietà del materiale, rapporto spessore/raggio e angolo di flessione.
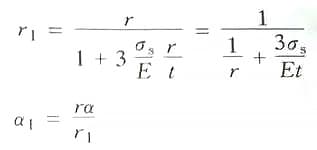
Per ovviare a queste limitazioni e migliorare la precisione nella progettazione degli stampi, è necessario un approccio più sofisticato. La sezione seguente introduce una formula universale per il ritorno elastico che tiene conto di vari parametri geometrici e del materiale, consentendo calcoli più accurati basati su input numerici. Questo metodo fornisce una base solida per la progettazione di stampi in un'ampia gamma di applicazioni e materiali.
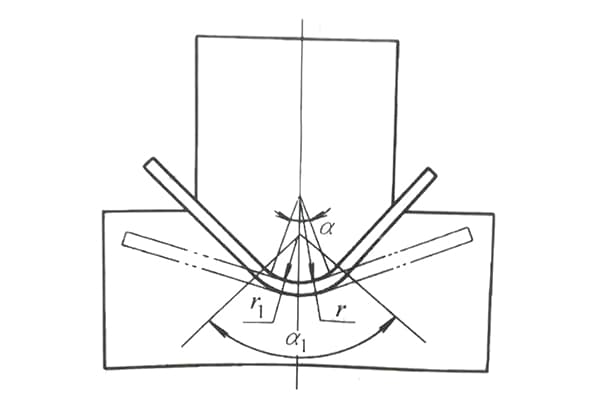
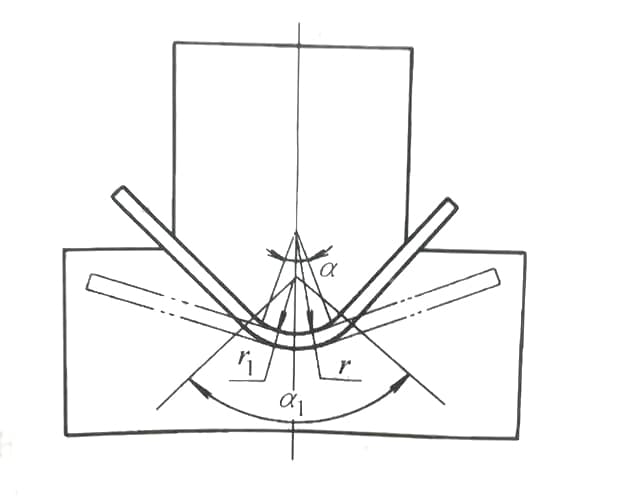
Nella formula:
r - raggio di raccordo del pezzo (mm):
r1 - raggio del punzone (mm);
a - l'angolo centrale dell'arco di lunghezza del filetto del pezzo;
a1 - l'angolo centrale dell'arco di lunghezza del filetto del punzone;
t - spessore del materiale;
E - modulo elastico del materiale;
σs - punto di snervamento del materiale.
Assumendo 3σs/E=A come coefficiente di semplificazione, con i valori elencati nella Tabella 2-27. La formula di calcolo per il raggio d'angolo convesso della matrice durante la flessione di barre a sezione circolare è la seguente:
Il valore di A è riportato nella tabella seguente.
Se i materiali necessari non sono disponibili, è possibile consultare la tabella sottostante per trovare i materiali necessari. modulo di elasticità e la resistenza allo snervamento del materiale, per poi sostituirli nella formula di calcolo precedente.
È meglio creare un database di materiali comunemente utilizzati e ottenere i parametri fisici mancanti dai fornitori. Se i parametri per il modulo elastico e resistenza allo snervamento sono corretti, la piegatura e il rimbalzo di terminali a molla generici, parti estetiche e profili sono più precisi.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti perché i vostri progetti di lamiera a volte si piegano in modo strano o si rompono? Questo articolo spiega il ruolo cruciale dei fori di fabbricazione nella piegatura della lamiera. Imparerete come questi fori...
Avete mai affrontato le sfide della piegatura di lastre di acciaio inossidabile? Questo articolo svela le complessità della piegatura dell'acciaio inossidabile, dalla forza necessaria all'impatto del ritorno elastico. Per saperne di più...
Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto...