
Tabella della forza di flessione dell'aria (Amada)
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Vi siete mai chiesti come calcolare con precisione la forza di flessione necessaria per la lavorazione della lamiera? In questo interessante post del blog esploreremo le complessità del calcolo della forza di piegatura, attingendo all'esperienza di esperti ingegneri meccanici. Scoprite i fattori chiave che influenzano la forza di piegatura e imparate ad applicare formule collaudate per ottimizzare i vostri processi di formatura dei metalli. Preparatevi ad elevare le vostre conoscenze sulla piegatura della lamiera a nuovi livelli!

Attualmente, le formule per il calcolo della forza di flessione ampiamente utilizzate sono state adottate da fonti straniere senza alcuna informazione sulla loro origine e sul loro campo di applicazione.
Questo articolo presenta un'analisi sistematica del processo di derivazione della formula per il calcolo della forza di flessione, nonché dei parametri necessari.
Inoltre, viene introdotto un nuovo approccio per il calcolo della forza di flessione, per ampliare il campo di applicazione.
Il calcolo della forza di piegatura della lamiera è essenziale per ottenere processi di piegatura accurati ed efficienti. La comprensione di questi calcoli aiuta a selezionare gli strumenti appropriati e a garantire una piegatura di qualità. Questo capitolo fornisce una panoramica dei concetti chiave, degli strumenti e dei suggerimenti pratici per il calcolo della forza di piegatura nella lavorazione della lamiera.
Il calcolo della forza di piegatura è fondamentale nella lavorazione della lamiera per garantire l'applicazione della giusta quantità di forza durante il processo di piegatura. In questo modo si evitano sprechi di materiale, danni agli utensili e si garantisce la qualità di piegatura desiderata. Calcoli accurati aiutano a scegliere la pressa piegatrice e l'utensileria giusta, consentendo una produzione efficiente e un risparmio sui costi.
La forza di flessione ( F ) necessaria per piegare una lamiera può essere calcolata con la formula:
dove:
Il raggio interno ( R ) della curva viene spesso approssimato in base all'apertura dello stampo ( V ):
L'apertura dello stampo ( V ) viene selezionata in base allo spessore della lamiera ( S ):
La lunghezza minima della flangia garantisce che il materiale non cada durante il processo di piegatura e viene calcolata considerando l'apertura dello stampo e l'angolo di piegatura.
Negli ultimi anni, il macchina pressa piegatrice si è diffuso in vari settori industriali e ha ampliato le sue capacità di lavorazione.
Nonostante la sua popolarità, è mancata una discussione sistematica sul calcolo della forza di flessione.
Attualmente, esistono circa due tipi di formule per il calcolo della forza di flessione raccomandate dai manuali dei prodotti di diversi produttori di presse piegatrici.
Nella formula:
La formula raccomandata dal produttore per il calcolo della forza di flessione si basa su una formula già citata.
Entrambe le formule sono state tratte da vari opuscoli di prodotti, ma non vi è alcuna prova della loro accuratezza.
Calcolatrice correlata: Calcolo del tonnellaggio della pressa piegatrice
La Figura 1 è una rappresentazione schematica della processo di piegatura di un foglio.
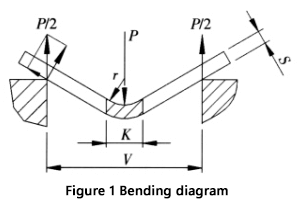
Il calcolo della forza di flessione e i suoi parametri sono spiegati come segue:
La larghezza consigliata dell'apertura inferiore dello stampo (V) per la piegatura libera è da 8 a 10 volte lo spessore della lamiera (S), con un rapporto larghezza/spessore pari a V/S = 9.
I produttori di presse piegatrici forniscono i valori della larghezza dello stampo (V) e del raggio interno (r) del pezzo piegato nella tabella dei parametri della forza di piegatura. Il rapporto raggio/larghezza è solitamente r = (0,16-0,17) V, e in questo caso si utilizza il valore di 0,16.
Durante il processo di piegatura, il materiale nella zona di deformazione subisce una significativa deformazione plastica che lo porta a piegarsi intorno alla linea centrale.
In alcuni casi, sulla superficie esterna dell'area curva possono comparire piccole crepe.
La sollecitazione nella zona di deformazione, tranne che in prossimità dello strato centrale, è vicina alla resistenza alla trazione del materiale, con la parte superiore dello strato neutro compressa e la parte inferiore in tensione.
La Figura 2 illustra la sezione trasversale e il corrispondente diagramma delle sollecitazioni nella zona di deformazione.
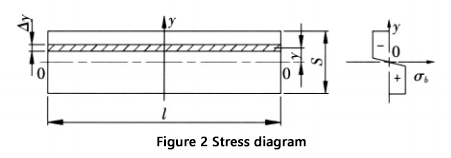
Il momento flettente alla sezione della zona di deformazione è:
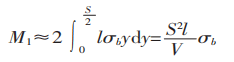
Il momento flettente prodotto dalla forza di flessione nella zona di deformazione è rappresentato nella Figura 1.
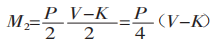
Da M1 = M2, otteniamo:

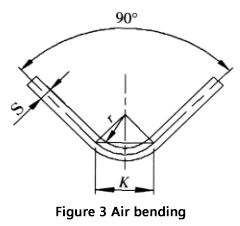
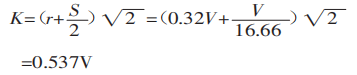
Quando si piega una lamiera con uno stampo universale su una macchina piegatrice, come mostrato nella Figura 3, la maggior parte delle lamiere viene piegata a 90°. In questo caso, K è:

Sostituendo K nell'equazione (1), si ottiene:

La resistenza alla trazione dei materiali ordinari, σb, è di 450 N/mm². Questo valore può essere utilizzato nella formula (2) per calcolare il risultato.
La formula per il calcolo della forza di flessione qui ottenuta è in accordo con le informazioni fornite nelle brochure straniere.
Le variabili della formula sono:
Come si evince dal processo di derivazione, quando si utilizzano le formule (2) o (3) per calcolare la forza di flessione, è importante assicurarsi che siano soddisfatte due condizioni aggiuntive: il rapporto tra larghezza e spessore (V/S) deve essere uguale a 9 e il rapporto tra raggio e larghezza deve essere pari a 0,16.
Se queste condizioni non sono soddisfatte, possono verificarsi errori significativi.
Il calcolo della forza di flessione può essere complicato quando non è possibile soddisfare i due requisiti aggiuntivi (rapporto larghezza/spessore V/S = 9 e rapporto raggio/larghezza = 0,16) a causa di limitazioni di progetto o di processo.
In queste situazioni, è consigliabile seguire i seguenti passaggi:
Questi passaggi forniranno un risultato più preciso e affidabile rispetto all'utilizzo della formula comunemente usata. Un esempio che illustra questo processo è riportato nella Figura 4.
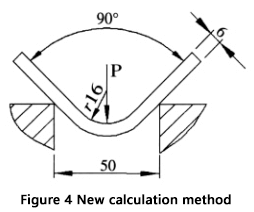
Dati: Spessore della lastra (S) = 6 mm, lunghezza della lastra (l) = 4 m, raggio di curvatura (r) = 16 mm, larghezza di apertura dello stampo inferiore (V) = 50 mm e resistenza alla trazione del materiale (σb) = 450N/mm².
Domanda: Come si può calcolare la forza di flessione necessaria per la piegatura ad aria?
Ecco i passaggi:
Innanzitutto, calcolare il rapporto tra larghezza e spessore e il rapporto tra raggio e larghezza:

Calcolare quindi la larghezza proiettata dell'area di deformazione:
Infine, utilizzare la formula (1) per calcolare la forza di flessione:

Se si utilizza la formula solitamente consigliata per calcolare la forza di flessione:
Da P1/P2 = 1,5 si può dedurre che la differenza tra P1 e P2 è di 1,5 volte.
La ragione di questa discrepanza è che in questo esempio il raggio di curvatura è relativamente grande, il che comporta un'area deformata maggiore e quindi richiede una forza di flessione maggiore.
Il rapporto tra raggio e larghezza in questo esempio è di 0,32, che supera i criteri precedentemente indicati.
L'uso della formula standard per calcolare la forza di flessione non è adatto a questo scenario. I vantaggi dell'utilizzo del nuovo metodo di calcolo possono essere osservati in questo esempio.
Inoltre, è disponibile un calcolatore online per calcolare la forza di flessione con il nuovo metodo.
Tabella della resistenza alla trazione
| Materiale | Resistenza alla trazione | ||
|---|---|---|---|
| Americano | Europeo | Cina | N/mm² |
| Alluminio 6061 | Alu50 | LD30 | 290 |
| Alluminio 5052 | Alu35 | LF2 | 303 |
| 1010 Acciaio dolce | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | GGG-40 | QT400-18 | 400 |
| A 351 G CF 8 | G-X 6CrNi 18 9 | Q235 | 450 |
| A 572 G50 | S 355 MC | Q345 | 550 |
| 304 Inox | Inox V2A | 0Cr18Ni9 | 586 |
| 316 Inox | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| 4140 Bassa lega | 42 CrMo 4 | 42CrMo | 1000 |
Le formule per il calcolo dei parametri di coniatura sono diverse da quelle della piegatura ad aria.

1. Larghezza della vena della matrice:
V = lamiera spessore × 5
2. Il raggio interno è determinato dalla punta del punzone, che deve essere scelta in base alla seguente formula:
Raggio = spessore della lamiera × 0.43.
3. Forza necessaria per la coniazione: la forza necessaria per la coniazione
F(kn/m)=Spessore2×1,65×Resistenza alla trazione (N/mm)2)×4,5/Larghezza del Vee del dado
4. La formula per il calcolo del bordo interno minimo rimane invariata:
Bordo interno minimo = Die vee × 0.67

Alcuni utensili necessitano di una forza particolare per cedere la lamiera e gestire il ritorno elastico al fine di ottenere il profilo richiesto.
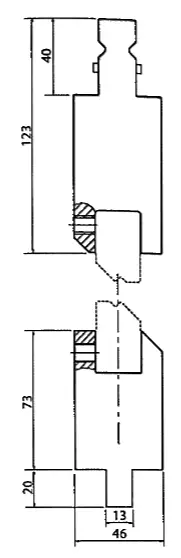
A titolo di esempio, consideriamo gli utensili a ginocchiera, che eseguono due curve contemporaneamente con una breve distanza tra la curva e la controcurva.
Poiché questi strumenti eseguono due curve contemporaneamente, ritorno a molla deve essere completamente annullato dalla coniazione.
L'equazione per calcolare la forza necessaria è:

Gli utensili a gattuccio sono generalmente costituiti da un supporto per inserti in cui gli utensili a gattuccio scelti in base al tipo di gattuccio e all'angolo richiesto sono fissati con viti a testa cilindrica.
È importante chiedere una consulenza tecnica al produttore prima dell'acquisto, perché questi sistemi possono piegare solo lamiere sottili, al massimo 2 mm, ma lo spessore massimo dipende dal tipo di inserto e potrebbe essere inferiore a 2 mm.
Di seguito sono riportate le risposte ad alcune domande frequenti:
La resistenza alla trazione gioca un ruolo cruciale nel determinare la forza di piegatura richiesta per le lamiere. La resistenza alla trazione è la sollecitazione massima che un materiale può sopportare mentre viene teso prima di rompersi. Quando la lamiera viene piegata, subisce sollecitazioni sia di trazione che di compressione. La superficie esterna della piegatura è soggetta a sollecitazioni di trazione, mentre la superficie interna è sottoposta a sollecitazioni di compressione.
La forza di flessione richiesta è direttamente influenzata dalla resistenza alla trazione del materiale, perché una maggiore resistenza alla trazione significa che il materiale può sopportare maggiori sollecitazioni senza cedere. Ciò implica che per i materiali con resistenza alla trazione più elevata è necessaria una forza maggiore per ottenere lo stesso grado di flessione rispetto ai materiali con resistenza alla trazione inferiore.
Per calcolare la forza di flessione, si considera lo sforzo di flessione, che è correlato alla resistenza alla trazione. La formula della sollecitazione di flessione
Il momento flettente (M), la distanza dall'asse neutro alla fibra più esterna (c) e il momento d'inerzia della sezione trasversale (I). Il momento flettente è influenzato dalla forza applicata e dalla lunghezza del braccio di leva. Assicurarsi che la sollecitazione di flessione non superi la resistenza alla trazione del materiale è fondamentale per evitare cedimenti durante la flessione.
In sintesi, una maggiore resistenza alla trazione richiede una forza di flessione più elevata per piegare la lamiera senza provocarne la rottura, evidenziando l'importanza di considerare le proprietà del materiale nel calcolo della forza di flessione.
Quando si calcola la forza di flessione per la lamiera, è necessario considerare diversi fattori chiave per garantire risultati accurati e affidabili. I principali fattori che influenzano il calcolo della forza di flessione sono:
Le proprietà dei materiali svolgono un ruolo cruciale, in particolare la resistenza alla trazione e allo snervamento. La resistenza alla trazione è la sollecitazione massima che un materiale può sopportare prima di cedere; i diversi materiali hanno resistenze diverse. Ad esempio, l'alluminio ha una resistenza alla trazione di 200-300 N/mm², l'acciaio dolce (Q235) varia da 370-500 N/mm² e l'acciaio inossidabile si aggira intorno a 650-700 N/mm². Il limite di snervamento determina la tensione alla quale il materiale inizia a deformarsi plasticamente: un limite di snervamento più elevato richiede una maggiore forza di flessione.
Lo spessore del materiale influisce in modo significativo sulla forza di flessione, poiché i materiali più spessi resistono maggiormente alla deformazione e richiedono una forza maggiore. Le formule di calcolo includono tipicamente lo spessore del materiale come variabile chiave.
Anche il raggio e l'angolo di curvatura sono importanti. Il raggio di curvatura interno, o il raggio della curva, influenza la forza necessaria, con raggi più piccoli che richiedono una forza maggiore a causa della maggiore concentrazione di sollecitazioni. L'angolo di curvatura influisce sulla forza necessaria; la maggior parte dei calcoli si basa su una curvatura di 90 gradi, ma richiede aggiustamenti per angoli diversi.
La configurazione degli utensili e degli stampi, in particolare l'apertura del canale inferiore dello stampo, influisce sulla forza di piegatura. La larghezza del canale inferiore dello stampo nella piegatrice è correlata allo spessore del materiale e la piegatura di precisione può richiedere un'apertura a V più stretta per i materiali più sottili.
Anche il fattore K e la posizione dell'asse neutro influenzano il processo di piegatura. Il fattore K, pur essendo più direttamente correlato al calcolo delle quote di piegatura e delle detrazioni, influisce sul comportamento complessivo della flessione e sulla forza necessaria, determinando il punto in cui il materiale non è né compresso né allungato.
Infine, il calcolo della forza di flessione prevede una formula che incorpora la resistenza alla trazione del materiale, lo spessore e la lunghezza della curva. Ad esempio, una formula semplificata per l'acciaio a basso tenore di carbonio è:
dove ( t ) è lo spessore in mm e ( l ) è la lunghezza in metri, con il risultato in tonnellate.
Considerando questi fattori, è possibile calcolare con precisione la forza di piegatura necessaria per le operazioni di piegatura delle lamiere, assicurando che la pressa piegatrice sia impostata correttamente per ottenere la piegatura desiderata senza causare cedimenti del materiale o deformazioni eccessive.
Per determinare le impostazioni appropriate per una pressa piegatrice, è necessario considerare diversi fattori chiave per garantire una piegatura precisa ed efficiente della lamiera. Innanzitutto, è necessario identificare il tipo e lo spessore del materiale, in quanto influenzano in modo significativo la forza di piegatura richiesta. Metalli diversi, come l'acciaio inox e l'alluminio, hanno resistenze ed elasticità diverse, che influenzano la forza necessaria per la piegatura.
Quindi, calcolare il tonnellaggio richiesto utilizzando la formula ( P=650S²L/V ), dove ( P ) è la forza di piegatura, ( S ) è lo spessore della lamiera e ( V ) è l'apertura dello stampo inferiore. Tenere conto della lunghezza e dell'angolo di piegatura, poiché gli angoli più acuti richiedono un tonnellaggio maggiore. Assicurare il corretto supporto e allineamento del materiale per evitare deviazioni e imprecisioni.
I diversi metodi di piegatura, come la piegatura ad aria, la piegatura in basso e la coniatura, richiedono tonnellaggi diversi, con la piegatura ad aria come base e la coniatura che richiede circa otto volte il tonnellaggio della piegatura ad aria. Verificare che il tonnellaggio non superi il limite di tonnellaggio centrale della pressa piegatrice per evitare sovraccarichi e potenziali danni.
Selezionare l'attrezzatura appropriata in base al materiale e ai requisiti di piegatura, assicurandosi che l'attrezzatura sia correttamente allineata e installata. Calibrare la macchina ispezionandola e pulendola, regolando il registro posteriore e calibrando la posizione e l'angolo dello slittone. Programmare la pressa piegatrice in base al tonnellaggio e ai parametri di piegatura calcolati ed eseguire una prova su materiale di scarto per mettere a punto le impostazioni e garantire i risultati desiderati.
Seguendo questi passaggi, è possibile determinare con precisione le impostazioni appropriate per la propria pressa piegatrice, ottenendo operazioni di piegatura della lamiera precise ed efficienti.
Le formule e i passaggi forniti per il calcolo della forza di piegatura sono adatti non solo per la piegatura angolare di una lastra, ma anche per la piegatura ad arco (che tecnicamente dovrebbe essere indicata come piegatura angolare con un ampio raggio di curvatura).
È fondamentale tenere presente che la formazione di una forma ad arco richiede un design unico dello stampo.
Quando si proietta l'area di deformazione, il calcolo deve basarsi sui parametri di processo stabiliti durante il processo, che non possono essere determinati attraverso un'unica formula.
In una specifica fabbrica di torri di ferro, abbiamo piegato con successo un cilindro con uno spessore di 12 mm, un diametro di 800 mm e una lunghezza di 16 m utilizzando una pressa da 28000 kN. macchina per freni e uno stampo circolare.
Il metodo descritto in questo articolo è stato utilizzato per determinare la forza di flessione e ha prodotto risultati soddisfacenti nella progettazione di uno stampo per una forma ad arco.
Ulteriori letture:

In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.







