Selezione del filo di saldatura semplificata: i consigli degli esperti
Vi siete mai chiesti perché alcune saldature resistono mentre altre falliscono? Questo articolo svela i segreti delle bacchette per saldatura, i loro tipi e il loro ruolo fondamentale nel garantire saldature durature. Scoprite come la scelta della giusta bacchetta di saldatura possa fare la differenza in termini di sicurezza e resistenza.
Sicuramente saprete che le bacchette di saldatura sono un componente essenziale per la saldatura elettrica.
Una volta collegate le barre di saldatura, le pinze di saldatura possono iniziare a lavorare.
Tuttavia, sapete quale modello di bacchette per saldatura state utilizzando?
L'uso delle barre di saldatura è molto specifico.
L'uso scorretto delle bacchette di saldatura può compromettere la resistenza della saldatura, che deve quindi essere risaldata con un materiale adatto.
Nel caso di pezzi di grandi dimensioni, l'uso non corretto delle bacchette di saldatura può provocare cricche nel sito di saldatura, mettendo a rischio la vita e le cose.
Pertanto, è importante capire la composizione dell'elettrodo.
L'elettrodo è rivestito con un materiale speciale chiamato rivestimento dell'elettrodo.
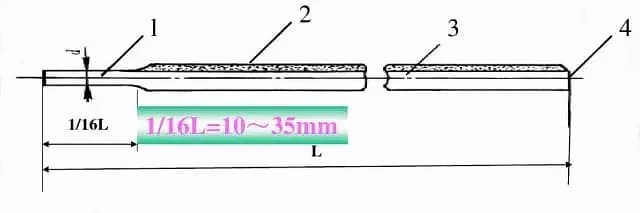
Questo tipo di elettrodo, conosciuto come elettrodo schermato arco metallico L'elettrodo di saldatura è composto da due parti: il rivestimento e l'anima di saldatura.
Il filo metallico ricoperto dal rivestimento dell'elettrodo viene definito anima di saldatura.
In genere, l'anima di saldatura è in acciaio e ha una lunghezza e un diametro specifici.
Funzione del nucleo di saldatura
Il nucleo di saldatura ha due funzioni principali:
Conduce la corrente di saldatura e genera un arco elettrico, convertendo l'energia elettrica in energia termica.
Il nucleo di saldatura fonde e diventa il metallo d'apporto, fondendosi con il metallo di base liquido per formare la saldatura.
Quando si salda con elettrodi, una parte del metallo saldato proviene dal metallo d'anima.
Di conseguenza, la composizione chimica dell'anima di saldatura influisce in modo significativo sulla qualità della saldatura.
Per questo motivo, il filo d'acciaio utilizzato come anima di saldatura deve avere una marca e una composizione specifiche.
Quando altri metodi di saldatura per fusione, come la saldatura automatica ad arco sommerso, la saldatura a elettroscoria, saldatura a gas schermatao la saldatura a gas, vengono utilizzati come metallo d'apporto e sono detti fili di saldatura.
Il rivestimento dell'elettrodo è lo strato applicato alla superficie dell'anima di saldatura.
Durante il processo di saldaturaIl rivestimento si decompone e fonde per produrre gas e scorie, fornendo protezione meccanica, trattamento metallurgico e migliori prestazioni di processo.
La composizione del rivestimento comprende minerali (come il marmo e la fluorite), ferroleghe e polveri metalliche (come il ferromanganese e il ferrotitanio), sostanze organiche (come la farina di legno e l'amido), e prodotti chimici (come la farina di legno e l'amido). titanio biossido e silicato di sodio).
La qualità del rivestimento dell'elettrodo è un fattore cruciale nel determinare la qualità della saldatura.
Ruolo nel processo di saldatura
1. Migliorare la stabilità della combustione ad arco
Anche se si stabilisce un arco, questo non brucia in modo costante.
2. Proteggere il bagno di saldatura
Durante il processo di saldatura, l'immersione nella saldatura di ossigeno, azoto e vapore acqueo provenienti dall'aria può avere un impatto negativo sulla saldatura.
Ciò può provocare la formazione di pori e la riduzione delle proprietà meccaniche, fino a provocare cricche.
Tuttavia, quando il rivestimento dell'elettrodo viene fuso durante la saldatura, la grande quantità di gas prodotta copre l'arco e il bagno fuso, riducendo l'interazione tra il metallo fuso e l'aria.
Dopo il raffreddamento, il rivestimento fuso forma uno strato di scorie sulla superficie della saldatura, proteggendo il metallo saldato, rallentando il processo di raffreddamento e riducendo il rischio di sacche d'aria.
3. Assicurare la disossidazione e la rimozione di zolfo, fosforo e impurità dalle saldature.
Nonostante le misure di protezione adottate durante il processo di saldatura, una piccola quantità di ossigeno entra inevitabilmente nel bagno fuso. Ciò può provocare l'ossidazione del metallo e la elementi in lega, bruciatura degli elementi della lega e diminuzione della qualità della saldatura.
Per contrastare questo fenomeno, al rivestimento dell'elettrodo vengono aggiunti agenti riducenti, come manganese, silicio, titanio e alluminio, per ridurre gli ossidi presenti nel bagno fuso.
4. Elementi di lega supplementari per le saldature
L'alta temperatura dell'arco può causare la vaporizzazione e la combustione degli elementi di lega nel metallo saldato, riducendone le proprietà meccaniche.
Per compensare questa perdita, è necessario aggiungere alla saldatura, attraverso il rivestimento, elementi di lega appropriati per mantenere o migliorare le proprietà meccaniche della saldatura.
Per la saldatura di alcuni tipi di acciai legatiÈ inoltre necessario introdurre la lega nella saldatura attraverso il rivestimento, in modo che la composizione del metallo saldato sia simile a quella del metallo di base e le sue proprietà meccaniche corrispondano o addirittura superino quelle del metallo di base.
5. Migliorare la produttività della saldatura e ridurre gli schizzi
Il rivestimento dell'elettrodo ha l'ulteriore vantaggio di aumentare la formazione di gocce e ridurre gli schizzi.
Il punto di fusione del rivestimento dell'elettrodo è leggermente inferiore a quello del nucleo, ma poiché il nucleo si trova al centro dell'arco e ha una temperatura elevata, fonde per primo, seguito dal rivestimento.
Ciò si traduce in una riduzione della perdita di metallo dovuta agli spruzzi, in un migliore coefficiente di deposito e in una maggiore produttività della saldatura.
Finora abbiamo parlato della composizione delle bacchette per saldatura. Quando si sceglie una bacchetta per saldatura, è importante capire che esistono diversi tipi di bacchette per saldatura.
Ad esempio, consideriamo un elettrodo J422.
Vedi il numero sul disegno?
La barra di saldatura J422 è un nome comune che corrisponde al grado standard internazionale E4303.
Si tratta di una bacchetta per saldatura acida con un rivestimento in calcio di titanio.
La "J" in J422 rappresenta una struttura saldatura dell'acciaio e "42" rappresenta la resistenza alla trazione del metallo saldato, pari a 42 kg/mm2.
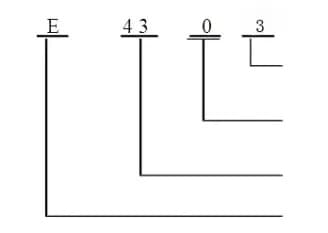
Il grado standard internazionale E4303 può essere spiegato come segue:
E - elettrodo
43 - La resistenza alla trazione del metallo depositato non è inferiore a 430Mpa.
0 - Rappresenta che la posizione di saldatura dell'elettrodo è rettilinea ("0" e "1" sono adatti per la saldatura in tutte le posizioni, "2" sono adatti per la saldatura in tutte le posizioni). saldatura in piano e la saldatura a filetto piatto, e "4" sono adatti alla saldatura verticale verso il basso).
3 - La combinazione della terza e della quarta cifra rappresenta il tipo di corrente di saldatura e il tipo di rivestimento.
In parole povere, la bacchetta per saldatura J422 utilizzata in Cina è equivalente alla bacchetta per saldatura E4303 utilizzata a livello internazionale.
Prendiamo ad esempio alcuni modelli.
Confronto tra modelli e marche di comuni bacchette per saldatura
Modello
Marchio
Modello
Marchio
E4303
J422
E5003
T502
E4316
J426
E5015
J507
E5016
J506
E6016
T606
E6015
J607
E7015
3707
Ecco un breve riassunto dei criteri generali di selezione:
I marchi delle bacchette per saldatura comunemente utilizzate sono stabiliti dal produttore o dall'industria, e i modelli sono ampiamente riconosciuti a livello internazionale, con una grande varietà di tipi.
Esistono circa 300 tipi diversi di bacchette per saldatura.
All'interno dello stesso tipo, i diversi modelli sono classificati in base alle loro caratteristiche uniche.
Un tipo specifico di bacchetta per saldatura può avere una o più varianti.
È comune che le bacchette di saldatura dello stesso tipo abbiano marchi diversi in bacchette diverse.
Le comuni bacchette per saldatura includono principalmente:
(1) Per le parti strutturali in acciaio a basso tenore di carbonio, in genere si utilizzano bacchette per saldatura al titanio e calcio del tipo E4303 (J422) o E5023 (J502).
(2) Per parti strutturali importanti con elevati requisiti di plasticità, tenacità e resistenza alle cricche, devono essere utilizzate barre di saldatura a basso contenuto di idrogeno E4315 (J427) o E5015 (J507).
Quando si utilizza una saldatrice a corrente alternata, è possibile scegliere le bacchette di saldatura a basso contenuto di idrogeno E4316 (J426) o E5016 (J506).
(3) Per i componenti in lamiera sottile che richiedono una superficie di saldatura bella e liscia, sono da preferire le bacchette per saldatura in titanio E4313 (J421).
(4) Per la saldatura di componenti che non possono essere rimossi da olio, ruggine e altre impurità e che richiedono una penetrazione profonda, si consigliano le bacchette di ossido di ferro E4320 (J424).
(5) Per i componenti con molte saldature verticali, se le condizioni lo consentono, si possono scegliere elettrodi speciali per la saldatura verticale discendente, come le bacchette E4300 (J420).
Queste sono alcune delle comuni barre di saldatura che si distinguono in base alla loro destinazione d'uso.
Il diametro della barra di saldatura è determinato dallo spessore della saldatura ed è generalmente suddiviso in 2, 2,5, 3,2, 4, 5, 6 mm e altre dimensioni per l'anima.
I formati più utilizzati sono 2,5, 3,2 e 4 mm.
Il diametro approssimativo e la corrente di saldatura sono i seguenti:
Diametro delle barre di saldatura (mm)
Corrente di saldatura (A)
1.6
25-40
2
40~65
2.5
50~80
3.2
100~130
4
160~210
5
200~270
6
260~500
Il metodo di selezione del diametro dell'elettrodo in base allo spessore della saldatura è il seguente:
(1) Se lo spessore della saldatura è inferiore o uguale a 4 mm, il diametro dell'elettrodo selezionato non deve superare lo spessore della saldatura.
(2) Per saldature di spessore compreso tra 4 e 12 mm, il diametro dell'elettrodo deve essere compreso tra 3 e 4 mm.
(3) Se lo spessore della saldatura è superiore a 12 mm, il diametro del filo di saldatura deve essere di almeno 4 mm.
A titolo di esempio, l'acciaio strutturale è designato con la sigla "J XXX", dove "J" rappresenta un acciaio strutturale. saldatura dell'acciaio e il terzo numero rappresenta il tipo di rivestimento e i requisiti di corrente di saldatura. Il primo e il secondo numero indicano la resistenza alla trazione del metallo saldato.
7 sta per rivestimento dell'elettrodo a basso contenuto di idrogeno, DC.
Il tipo di bacchetta per saldatura viene determinato in base agli standard nazionali e internazionali pertinenti. Per l'acciaio strutturale, la lettera "E" indica la bacchetta di saldatura. La prima e la seconda cifra indicano la resistenza minima alla trazione del metallo depositato, mentre la terza cifra rappresenta la posizione di saldatura dell'elettrodo. La terza e la quarta cifra indicano il tipo di corrente di saldatura e di rivestimento utilizzato.
E4315:
E: Indicare la barra di saldatura;
43: Valore minimo della resistenza alla trazione del metallo depositato;
1: Indica la saldatura di prova e di posizione completa;
5: indica che il rivestimento dell'elettrodo è del tipo a basso contenuto di idrogeno e sodio e che è possibile adottare la connessione inversa in corrente continua;
I comuni elettrodi per acciaio strutturale includono J421, J422, J423, J424, J506 e J507. Ad esempio, le bacchette della serie E43 possono essere utilizzate per la saldatura di acciai a basso tenore di carbonio come 20Mn e Q235 o acciai con una resistenza alla trazione di circa 400MPa. Le bacchette della serie E50 possono essere utilizzate per la saldatura di acciai 16Mn, 16Mng e altri acciai con resistenza alla trazione da 500MPa (1MPa equivale a circa 10kg di forza).
Ecco un esempio.
Prendiamo ora come esempio il Q235 e discutiamo di come scegliere un Spessore 5 mm acciaio. (Nota: le risposte alle domande seguenti sono riportate nell'articolo).
Il Q235 è un acciaio a basso tenore di carbonio con una resistenza allo snervamento di 235 Mpa e una resistenza alla trazione di 370-500 Mpa.
Per questo materiale, possiamo scegliere le bacchette di saldatura della serie E43. Poiché i requisiti del pezzo non sono impegnativi, possiamo utilizzare le E430 o le E431 per la saldatura in tutte le posizioni.
Inoltre, l'acciaio a basso tenore di carbonio è contraddistinto da un rivestimento di tipo titanio-calcio.
Per materiali di 5 mm di spessore, il diametro dell'elettrodo consigliato è di 3,2 mm.
Per le bacchette di saldatura con un diametro di 3,2 mm, la corrente consigliata è di 100-130A.
In conclusione, per la saldatura dell'acciaio Q235 di 5 mm di spessore dovremmo utilizzare bacchette E4303 con un diametro di 3,2 mm e una corrente di circa 110A.
Per facilitare l'uso, ho fornito un semplice modulo da seguire per comprendere le informazioni presentate sopra.
J422 è utilizzato per strutture generiche, con forma complessa e grande rigidità.
J426
E4316
J426 e J427 sono utilizzati per saldature spesse;
J427
E4315
J426 e J427 sono utilizzati per Q235-C e Q235D.
20R; 20g
J426
E4316
J427
E4315
16MnR
J502
E5003
In genere, si scelgono i primi tre tipi di bacchette per saldatura. Quando i requisiti di tenacità della saldatura sono elevati, si possono scegliere gli ultimi due tipi di bacchette.
J506
E5016
J507
E5015
J506R
E5016-G
J507R
E5015-G
15MnVR
J506R
E5016-G
Quando lo spessore della piastra è elevato, si possono scegliere le prime due barre di saldatura.
J507R
E5015-G
J556
E5516-G
J557
E5515-G
15MnVNR
J556
E5516-G
In genere, si scelgono i primi tre tipi di bacchette per saldatura. Quando la rigidità strutturale è ridotta e i requisiti di resistenza sono elevati, si possono scegliere gli ultimi due tipi di barre per saldatura.
J557
E5515-G
J557MoV
E5515-G
J606
E6016-D1
J607
E6015-D1
18MnMoNbR
J606
E6016-D1
La struttura della piastra rigida di grande spessore può essere utilizzata con bacchette di saldatura a bassissimo gas e alta tenacità o con bacchette di saldatura contenenti Ni;
J607
E6015-D1
Preriscaldare 150~250 ℃ prima della saldatura e condurre un post-trattamento termico di 250~350 ℃ subito dopo la saldatura o quando la saldatura è interrotta, e condurre un trattamento termico di distensione dopo la saldatura.
J606RH
E6016-G
J607RH
E6015-G
J607Ni
E6015-G
13MnNiMoNbR
J606
E6016-D1
Preriscaldare 150~200 ℃ prima della saldatura e condurre un trattamento di eliminazione dell'azoto a 350~400 ℃ dopo la saldatura.
J607
E6015-D1
J607Ni
E6015-G
07MnCrMoVR
J606RH
E6016-G
J607RH
E6015-G
15CrMoR 14CrMoR
R302
E5503-B2
Preriscaldare 160~200 ℃ prima della saldatura e condurre un trattamento di rinvenimento a 675~705 ℃ dopo la saldatura.
R307
E5515-B2
R302 è utilizzato principalmente per la saldatura di copertura.
12Cr1MoV
R312
E5503-B2-V
Preriscaldare 250~300 ℃ prima della saldatura e condurre un trattamento di rinvenimento a 715~745 ℃ dopo la saldatura.
R317
E5515-B2-V
R312 è utilizzato principalmente per la saldatura di copertura.
12Cr2Mo1
R402
E6000-B3
Preriscaldamento 160~200 ℃ prima della saldatura e trattamento di rinvenimento 675~705 ℃ dopo la saldatura.
R407
E6015-B3
R402 è utilizzato principalmente per la saldatura di copertura.
16MnDR
J506RH
E5016-G
Il rinvenimento a 600~650 ℃ dopo la saldatura può ridurre la tendenza alla frattura fragile dei prodotti di saldatura in acciaio a bassa temperatura, eliminando le sollecitazioni di saldatura.
J507RH
E5015-G
J507NiTiB
E5015-G
W507
E5015-G
15MnNiDR 09MnNiDR
W607
E5015-G
W607H
E5515-C1
09Mn2VDR 09MnTiCuReDR
W707
E5015-G
W707Ni
E5515-C1
OCr18Ni9
A102
E308-16
A102A
E308-17
A107
E308-15
00Cr19nl10 0Cr18Ni10Ti 0Cr18Ni11Nb 1Cr18Ni9Ti
A002
E308L-16
A002A
E308L-17
A002Mo
E308MoL-16
A132
E347-16
A132A
E347-17
A137
E347-15
0Cr17Ni12Mo2
A202
E316-16
A207
E316-15
A212
E318-16
0Cr19Ni13Mo3
A242
E317-16
0Cr18Ni12Mo2Ti
A212
E318-16
00Cr17Ni14Mo2
A002
E316L-16
A022L
00Cr19Ni13Mo3
A032
E317MoCuL-16
00Cr18Ni5Mo3Si2
A022Si
E316L-16
0Cr13 0Cr13A1
G202
E410-16
Quando si utilizzano i primi tre tipi di bacchette per saldatura, il pezzo saldato deve essere preriscaldato a una temperatura superiore a 300°C, quindi temperato e raffreddato lentamente a 700 ℃ dopo la saldatura.
G207
E410-15
G217
E410-15
A107
E308-15
A207
E316-15
A407
E310-15
Le bacchette di saldatura sono consigliate per la saldatura di diversi tipi di acciaio.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Come potete assicurarvi che le bacchette per saldatura che utilizzate siano di alta qualità? Questo articolo introduce metodi semplici per controllare la qualità delle bacchette di saldatura, tra cui l'ispezione visiva, il test di resistenza del rivestimento e...
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Vi siete mai chiesti cosa significhino i numeri e le lettere sulle barre di saldatura? Questo articolo spiega il sistema di codifica delle bacchette per saldatura in acciaio al carbonio e in acciaio inox, aiutandovi a capire la loro resistenza alla...
Vi siete mai chiesti che cosa rende la saldatura in acciaio inossidabile così resistente? In questo articolo esploreremo l'affascinante mondo delle barre di saldatura in acciaio inox, scoprendo come le loro composizioni e proprietà uniche rendano...
Durante il processo di produzione della saldatura, sono molti i motivi per cui un robot di saldatura può bruciare la punta di contatto. I sintomi osservabili che indicano una frequente sostituzione della punta di contatto sono: usura...
Vi siete mai chiesti perché gli elettrodi di saldatura a volte si incollano? Questo problema comune può disturbare il lavoro e danneggiare i materiali. In questo articolo scoprirete le ragioni principali dell'incollaggio degli elettrodi, come...
Cosa rende l'elettrodo e il filo di saldatura giusti così cruciali per una saldatura perfetta? Questa guida approfondisce le specifiche dei vari modelli di elettrodi e fili di saldatura, incluse le loro applicazioni...
Perché alcune saldature resistono in condizioni estreme mentre altre falliscono? In questo articolo esploreremo l'intricato mondo delle linee di saldatura, dalla loro formazione e dai fattori che influenzano...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...