La macchina di misura a coordinate (CMM) è uno strumento di misura di precisione utilizzato in diversi settori industriali. È dotata di interruttori a freno d'aria e di dispositivi di micromovimento sui tre assi, che consentono una trasmissione precisa di ciascun asse. Inoltre, la CMM è dotata di un sistema di acquisizione dati ad alte prestazioni per garantire la precisione delle misure.
La CMM è comunemente utilizzata per la progettazione di prodotti, attrezzature per stampi, misure di ingranaggi e lame, produzione di macchinari, attrezzature per utensili, parti di stampi a vapore, apparecchiature elettroniche ed elettriche e altre misure di precisione.
1. Introduzione allo strumento
La macchina di misura a tre coordinate (CMM), nota anche come strumento di misura a tre coordinate, è un dispositivo metrologico di precisione utilizzato per misurare dimensioni geometriche, forme e relazioni spaziali in un sistema di coordinate tridimensionali. Funziona utilizzando una sonda in grado di muoversi lungo tre assi ortogonali (X, Y e Z) con elevata precisione.
La sonda può entrare in contatto fisico con il pezzo (sonde a contatto o a scansione) o eseguire misure senza contatto (sistemi laser o di visione). Il sistema di misurazione dello spostamento per ciascun asse, che in genere impiega encoder lineari di alta precisione o righe ottiche, invia i dati a un sofisticato sistema informatico. Questo sistema elabora i punti raccolti (x, y, z) per calcolare vari elementi geometrici, dimensioni e caratteristiche di forma del pezzo.
Le CMM sono in grado di misurare molteplici aspetti della qualità dei pezzi, tra cui:
- Precisione dimensionale: Misure lineari e angolari
- Accuratezza del posizionamento: relazioni spaziali tra le caratteristiche
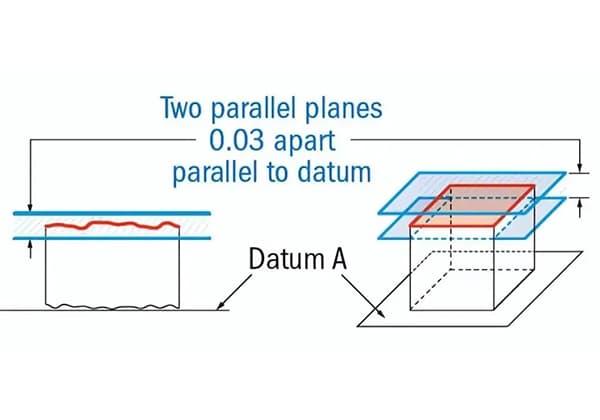
- Precisione geometrica: Tolleranze di forma e orientamento (planarità, cilindricità, ecc.)
- Precisione dei contorni: Profili di superficie complessi e forme libere
Questo strumento versatile è fondamentale per garantire precisione e accuratezza in diversi settori, tra cui quello automobilistico, aerospaziale e della produzione avanzata.
Specifiche del modello:
Struttura: Struttura in granito a tre assi con un design a ponte mobile in stile tedesco, con copertura su quattro lati per una maggiore stabilità.
Sistema di azionamento: Servomotori a corrente continua accoppiati a cuscinetti ad aria precaricati di alta precisione per un movimento fluido e senza attriti.
Sistema di misura: Encoder lineari aperti RENISHAW con risoluzione di 0,1 μm (100 nm).
Sistema di sonde: Controllore e testa della sonda Renishaw, che garantiscono compatibilità e capacità di misura ad alte prestazioni.
Base: Piastra di superficie in granito di alta precisione (grado 00), che fornisce una superficie di riferimento stabile.
Requisiti ambientali:
- Temperatura: 20°C ± 2°C
- Umidità: 40% - 70% RH
- Gradiente di temperatura: ≤ 1°C/m
- Velocità di variazione della temperatura: ≤ 1°C/h
Requisiti pneumatici:
- Pressione dell'aria: 0,4 MPa - 0,6 MPa
- Flusso d'aria: 25 L/min
Specifiche delle prestazioni:
- Precisione di misurazione della lunghezza (MPEE): ≤ (2,1 + L/350) μm, dove L è la lunghezza misurata in mm
- Errore di tastatura (MPEP): ≤ 2,1 μm
Caratteristiche principali:
La macchina utilizza guide in granito naturale per tutti e tre gli assi, garantendo una stabilità termodinamica superiore all'intera struttura. Questa scelta progettuale elimina gli errori di precisione che potrebbero derivare dall'espansione termica differenziale tra i materiali, come potrebbe accadere nelle macchine che utilizzano materiali misti per i diversi assi. Le caratteristiche termiche uniformi del granito contribuiscono a garantire prestazioni costanti in condizioni ambientali e durate di misura diverse.
Confronto tra granito e lega di alluminio per aviazione
I materiali in lega di alluminio presentano un coefficiente di espansione termica significativamente più elevato rispetto al granito. Questa proprietà intrinseca può portare a instabilità dimensionale nelle apparecchiature di precisione.
Nelle macchine di misura a coordinate (CMM), i componenti come le travi e le strutture dell'asse z realizzati in leghe di alluminio per l'aviazione sono soggetti a variazioni dimensionali e a derive di precisione nel tempo, in particolare con l'uso prolungato e i cicli termici.
Le CMM di fascia alta, invece, utilizzano spesso il granito per i componenti strutturali critici. La piattaforma del sistema a tre coordinate e l'asse principale sono in genere costruiti con blocchi di granito rettificati con precisione. Questo materiale garantisce una stabilità termica e uno smorzamento delle vibrazioni superiori.
L'albero principale è realizzato in granito, mentre la trave e l'asse z possono incorporare un design ibrido che utilizza leghe di alluminio e altri materiali per ottimizzare peso e rigidità. Tuttavia, questa combinazione di materiali con coefficienti di espansione termica diversi può potenzialmente introdurre errori di misura e problemi di stabilità quando sono soggetti a fluttuazioni di temperatura.
Per mitigare queste sfide, le CMM avanzate utilizzano una struttura rettangolare completamente in granito per il sistema di guida a tre assi. Questo design è completato da cuscinetti ad aria precompressa ad alta precisione e autopulenti. La struttura monolitica in granito garantisce stabilità dimensionale e precisione di misura a lungo termine.
I cuscinetti ad aria forniscono una distribuzione stabile e bilanciata della forza lungo la direzione assiale, riducendo significativamente l'usura e contribuendo alla longevità dei componenti critici della macchina. Questo design riduce inoltre al minimo gli effetti di attrito e stick-slip, migliorando la ripetibilità delle misure.
È stata implementata una tecnologia brevettata di uscita dell'aria a fori piccoli, con un tasso di consumo d'aria ottimizzato di 30L/min. Questa innovazione crea un effetto di condensazione localizzato all'interno del gioco del cuscinetto, contrastando efficacemente il calore generato dall'attrito residuo del movimento del cuscinetto e migliorando la stabilità termica complessiva dell'apparecchiatura.
Il principio fisico sottostante sfrutta il comportamento del gas che passa attraverso un orifizio circolare sotto pressione. Mentre la saggezza convenzionale suggerisce che questo processo genera calore da attrito, che può essere dannoso per le misure di alta precisione, il design a fori piccoli induce un fenomeno unico. Quando il diametro del foro di uscita si riduce al di sotto di una soglia critica, si verifica un effetto di condensazione nelle immediate vicinanze dell'orifizio. Questo raffreddamento localizzato compensa efficacemente il calore minimo generato dall'attrito dell'aria durante le operazioni di misura.
Sfruttando questo principio fisico attraverso l'implementazione della tecnologia di uscita del gas a fori piccoli, la CMM può mantenere un'eccezionale stabilità della temperatura per periodi prolungati. Questa strategia di gestione termica è fondamentale per garantire una costante accuratezza e affidabilità delle misure nelle applicazioni metrologiche di precisione.
Confronto tra i cuscinetti per CMM dei principali fornitori
I tre assi incorporano le righe ottiche premium placcate in oro di Renishaw, che offrono una risoluzione eccezionale di 0,1μm (micrometri). Questo sistema di codifica lineare ad alta precisione garantisce un feedback di posizione e capacità di misura accurati.
Il design di montaggio della bilancia impiega una configurazione fissa e libera, con un'estremità saldamente ancorata e l'altra lasciata libera di fluttuare. Questa disposizione compensa efficacemente l'espansione e la contrazione termica, riducendo al minimo gli errori di misura dovuti alle fluttuazioni della temperatura ambientale.
Il sistema di movimento utilizza un design cinematico all'avanguardia che disaccoppia le forze di guida dalle superfici dei cuscinetti. Questo approccio avanzato elimina le sollecitazioni indotte sulle guide, massimizzando la precisione di misura e la stabilità meccanica a lungo termine.
Per la trasmissione degli assi, viene utilizzato un sistema di trasmissione a cinghia sincrona rinforzata in acciaio. Questo design offre caratteristiche superiori di smorzamento delle vibrazioni durante le traslazioni rapide, garantendo al contempo un'elevata resistenza alla trazione, un'eccellente velocità di posizionamento e una maggiore durata operativa.
La CMM opera con il software Rational-DMIS, un pacchetto metrologico leader del settore certificato dalla Physikalisch-Technische Bundesanstalt (PTB). Questa piattaforma software, potente e intuitiva, consente agli utenti di concentrarsi sulle attività di misura piuttosto che sulla programmazione complessa, semplificando il processo di ispezione.
2. Componenti di base della CMM
Raggio X:
Incorpora un'avanzata tecnologia a travi inclinate di precisione, migliorando la rigidità strutturale e riducendo al minimo la deformazione termica per una maggiore accuratezza di misura.
Guida a Y:
Presenta una struttura di posizionamento proprietaria con scanalature integrate a coda di rondine inferiori direttamente lavorate nel banco di lavoro, che garantisce un allineamento superiore e riduce gli errori di assemblaggio.
Sistema di guide:
Utilizza cuscinetti ad aria di alta precisione, autopulenti e precaricati, che comprendono guide flottanti ad aria a pressione statica a quattro vie. Questo design riduce al minimo l'attrito, migliora la fluidità del movimento e mantiene una precisione costante nel tempo.
Sistema di trasmissione:
Implementa servomotori CC ad alte prestazioni accoppiati a meccanismi flessibili di trasmissione a cinghia dentata sincrona. Ogni asse è controllato elettronicamente e limitato meccanicamente, con conseguente trasmissione rapida, migliori prestazioni di movimento e maggiore precisione di posizionamento.
Mandrino dell'asse Z:
Integra un dispositivo di bilanciamento pneumatico regolabile, che migliora in modo significativo l'accuratezza del posizionamento e la ripetibilità delle misure sull'asse z. Questa funzione compensa le variazioni di peso della sonda e garantisce una forza di contatto costante.
Sistema di controllo:
Impiega un avanzato sistema di controllo specializzato a tre coordinate con doppio computer, che consente l'elaborazione parallela e la ridondanza per migliorare l'affidabilità e le prestazioni.
Sistema macchina:
Incorpora la tecnologia di correzione degli errori 3D assistita dal computer (CAA), che garantisce la stabilità a lungo termine e l'elevata precisione del sistema. Questa tecnologia adattiva compensa in tempo reale gli errori geometrici e le variazioni termiche.
Software di misura:
Utilizza il pacchetto software di misura 3D-DMIS, che offre una gamma completa di funzioni di misura, capacità avanzate di analisi dei dati e una perfetta integrazione online con i sistemi CAD/CAM per processi di ispezione efficienti.
3. Principio di funzionamento della CMM
Una macchina di misura a coordinate (CMM) è uno strumento metrologico di precisione progettato per misurare le caratteristiche geometriche degli oggetti con elevata accuratezza. È costituita da tre componenti principali: un meccanismo di guida, elementi di misura della lunghezza e dispositivi di visualizzazione digitale, tutti allineati lungo tre assi reciprocamente perpendicolari (X, Y e Z). Il sistema comprende anche un piano di lavoro per sostenere l'oggetto misurato, anche se le dimensioni di questo piano possono variare a seconda delle applicazioni previste dalla CMM.
La testa di misura, spesso dotata di una sonda a contatto o di un sensore ottico, può essere spostata su punti di misura specifici manualmente o tramite una motorizzazione controllata dal computer. Quando la sonda entra in contatto con il pezzo (o cattura i dati otticamente), genera un segnale di trigger. Contemporaneamente, i sistemi di misura lineari ad alta precisione (in genere righe ottiche o righe di vetro) lungo ciascun asse misurano l'esatta posizione della punta della sonda nello spazio 3D.
La funzionalità principale di una CMM consiste nella capacità di determinare e visualizzare con precisione le coordinate spaziali di qualsiasi punto all'interno del volume di misura. Ciò si ottiene grazie a una sofisticata integrazione di precisione meccanica, tecnologia dei sensori ed elaborazione dei dati:
- Interazione con la sonda: Quando la sonda entra in contatto con il pezzo (o acquisisce i dati otticamente), invia un segnale di punto di campionamento al sistema di controllo della CMM.
- Lettura della posizione: Il sistema di controllo registra istantaneamente la posizione corrente della punta della sonda rispetto all'origine della macchina (punto 0,0,0), leggendo i valori degli encoder lineari su ciascun asse.
- Elaborazione dei dati: Il sistema informatico della CMM elabora questi valori grezzi delle coordinate, applicando varie compensazioni (ad esempio, offset di calibrazione della sonda, compensazione della temperatura) per garantire la precisione.
- Visualizzazione e analisi: I dati elaborati delle coordinate vengono quindi visualizzati sull'interfaccia della CMM e possono essere utilizzati per vari scopi analitici, come misure dimensionali, tolleranze geometriche o confronti con modelli CAD.
Le moderne CMM spesso incorporano caratteristiche avanzate che vanno oltre questo principio di base, tra cui:
- Sistemi di compensazione della temperatura per tenere conto della dilatazione termica della macchina e del pezzo in lavorazione
- Cuscinetti ad aria per un movimento fluido e a basso attrito della testa di misura
- Sistemi di cambio sonda automatizzati per la flessibilità delle operazioni di misura
- Software avanzato per l'analisi di geometrie complesse, la valutazione GD&T e il confronto CAD
Sebbene questo descriva il funzionamento fondamentale di una CMM, è importante notare che la tecnologia continua ad evolversi, con sviluppi in aree quali la misura senza contatto, i sistemi multisensore e l'integrazione con i concetti dell'Industria 4.0 che ampliano ulteriormente le capacità e le applicazioni di questi strumenti metrologici cruciali.
4. Classificazione delle CMM
In base alla struttura della CMM, essa può essere suddivisa nelle seguenti categorie:
1. Tipo a ponte mobile
La macchina di misura a coordinate (CMM) più utilizzata è quella a ponte mobile.
L'asse, l'albero principale che si muove in direzione verticale, è guidato da un telaio a forma di scatola per muoversi lungo la trave orizzontale.
La trave orizzontale, perpendicolare all'asse, è sostenuta alle due estremità da due colonne che formano un "ponte". Il ponte si muove lungo due scanalature di guida perpendicolari all'asse sul piano orizzontale.
Grazie al supporto fornito dai puntoni alle due estremità della trave, il tipo di ponte mobile presenta una deflessione minima inferiore e una maggiore precisione rispetto al tipo a sbalzo.
2. Tipo di letto a ponte
Nel tipo a ponte, l'albero principale si muove in direzione verticale ed è guidato da un telaio a forma di scatola per muoversi lungo la trave dell'asse verticale. La trave si muove lungo due guide orizzontali in direzione assiale, situate sulla superficie superiore dei pilastri fissati sul corpo macchina.
Questo tipo è simile al tipo a ponte mobile, in quanto entrambe le estremità della trave sono supportate, con una deflessione minima della trave e una maggiore precisione rispetto al tipo a sbalzo.
Inoltre, solo la trave si muove in direzione assiale, riducendo l'inerzia complessiva e facilitando il funzionamento manuale rispetto al tipo di ponte mobile.
3. Tipo di portale
Il tipo a portale, noto anche come tipo a pavimento o a porta, si differenzia dal tipo a letto a ponte perché è fissato direttamente al pavimento.
Questo tipo di struttura offre maggiore rigidità e stabilità rispetto al ponte a letto ed è comunemente utilizzato negli strumenti di misura a tre coordinate di grandi dimensioni.
Ciascun albero è azionato da un motore, che garantisce un ampio campo di misura. L'operatore può lavorare anche all'interno della struttura del ponte.
4. Tipo di ponte fisso
Il tipo a ponte fisso è caratterizzato da un albero principale che si muove in direzione verticale ed è guidato da un telaio a forma di scatola per muoversi lungo la trave orizzontale dell'asse verticale.
Il ponte, o pilastro, è fissato sul corpo macchina, mentre la tavola di misura si muove lungo la guida del piano orizzontale, che è perpendicolare all'asse, in direzione assiale.
Ogni albero è alimentato da un motore per mantenere la precisione della posizione. Tuttavia, questo modello non è progettato per il funzionamento manuale.
5. Tipo di ponte a L
Il ponte a forma di L è progettato per ridurre l'inerzia del ponte durante il movimento dell'albero.
Rispetto al tipo a ponte mobile, questo design presenta una minore inerzia nei componenti mobili, che ne facilita l'utilizzo. Tuttavia, presenta un livello di rigidità inferiore.
6. Tipo di tavolo fisso con braccio a sbalzo
Il tipo a sbalzo mobile presenta un albero principale che si muove in direzione verticale ed è guidato da un telaio a forma di scatola per muoversi lungo la trave a sbalzo orizzontale dell'asse verticale in direzione assiale. La trave a sbalzo si muove lungo una scanalatura di guida sul piano orizzontale, che è perpendicolare all'albero.
Questo tipo di struttura è aperta su tre lati ed è comoda per l'assemblaggio e lo smontaggio dei pezzi, che possono estendersi oltre il tavolo. Tuttavia, la precisione è inferiore a causa della struttura a sbalzo.
7. Tipo mobile a colonna singola
Il tipo mobile a pilastro singolo è caratterizzato da un albero principale che si muove in direzione verticale e l'intero pilastro si muove lungo la scanalatura di guida del piano orizzontale, che è perpendicolare all'albero, collegato all'albero.
Il tavolo di misura si muove in direzione assiale lungo la scanalatura di guida del piano orizzontale, che è perpendicolare all'asse.
Questo tipo di struttura vanta una buona rigidità sia della tavola di misura che del pilastro, con conseguente deformazione minima. Inoltre, la scala lineare di ciascun asse è posizionata vicino all'asse di misura, garantendo la conformità al teorema di Abbe.
8. Tipo di tabella xy a colonna singola
Il tavolo di misura a colonna singola è di tipo mobile, con un albero principale che si muove in direzione verticale.
Il pilastro è dotato di una scanalatura di guida dell'albero ed è fissato al corpo dello strumento di misura.
Durante la misurazione, il tavolo di misura si sposta lungo l'asse in direzione del piano orizzontale.
9. Tipo a braccio orizzontale della tavola mobile
Il tavolo di misura a braccio orizzontale è di tipo mobile, con un telaio scatolato che supporta il braccio orizzontale per muoversi in direzione verticale (asse) lungo il pilastro verticale. La sonda è fissata al cantilever in direzione orizzontale.
Il pilastro si muove in direzione assiale lungo la scanalatura di guida nel piano orizzontale, che è perpendicolare all'asse. Anche il tavolo di misura si muove in direzione assiale lungo la scanalatura di guida nel piano orizzontale, perpendicolare all'asse e all'asse.
Questo design rappresenta un miglioramento rispetto al tipo a sbalzo orizzontale, in quanto elimina la deflessione causata dall'estensione o dalla retrazione del braccio orizzontale in direzione assiale.
10. Tipo a braccio orizzontale a tavola fissa
La piattaforma di misura a braccio orizzontale è di tipo fisso e ha una struttura simile a quella del tipo mobile.
La tavola di misura è fissa e gli assi X, Y e Z si muovono lungo la scanalatura di guida. Durante la misurazione, il pilastro si muove nella scanalatura di guida dell'albero, mentre la tavola scorrevole collegata all'albero si muove in direzione dell'asse verticale.
11. Tipo a braccio mobile orizzontale
Il tipo di movimento a braccio orizzontale è caratterizzato da un albero a sbalzo che si muove in direzione orizzontale e da un telaio scatolato che sostiene il braccio orizzontale e si muove lungo la colonna in direzione assiale. La colonna è perpendicolare all'asse.
Il pilastro si muove in direzione assiale lungo la scanalatura di guida del piano orizzontale, che è perpendicolare all'asse, rendendolo inadatto a misure di alta precisione a meno che il braccio orizzontale non venga esteso o ritratto per compensare gli errori causati dal peso.
Questo tipo di struttura viene utilizzata principalmente per l'ispezione dei veicoli.
12. Tipo di ponte ad anello
Il tipo di ponte ad anello chiuso è noto per la sua stabilità, in quanto il meccanismo di azionamento è situato al centro del banco di lavoro. Questo design contribuisce a ridurre l'impatto causato dal movimento del ponte, rendendolo il più stabile tra tutti gli strumenti di misura a tre coordinate.
5. Principali vantaggi
- Lega di alluminio aeronautico anodizzato in superficie;
- Cuscinetto ad aria autopulente ad alta precisione;
- Righello a griglia di importazione europea ad alta precisione;
- Tecnologia brevettata del raggio triangolare di precisione.
6. Campi di applicazione
Il tipo a ponte ad anello chiuso è ampiamente utilizzato in diversi settori, tra cui quello automobilistico, elettronico, meccanico, aeronautico e militare, per la misurazione di vari oggetti come scatole, telai, ingranaggi, camme, ruote elicoidali, vermi, lame, curve, superfici curve, ferramenta, plastica e altro ancora. È anche comunemente utilizzato nell'industria degli stampi.
7. Metodo di utilizzo
Le macchine di misura a tre coordinate (CMM) sono tipicamente classificate in tre categorie: misura a contatto, misura senza contatto e misura combinata a contatto e senza contatto.
La misura a contatto è un metodo comunemente utilizzato per misurare prodotti lavorati, prodotti stampati e pellicole metalliche. La scansione dei punti dati sulla superficie dell'oggetto misurato con una CMM è spesso necessaria per analizzare i dati di lavorazione o per scopi di reverse engineering.
Utilizzando la CMM Foundation-Pro come esempio, questo articolo descriverà i diversi metodi di scansione e le fasi operative più comuni per le CMM.
L'operazione di scansione di una CMM prevede la raccolta di punti dati in un'area specifica sulla superficie dell'oggetto da misurare, utilizzando il programma PC DMIS. Quest'area può essere una linea, una zona, una sezione del pezzo, una curva del pezzo o una circonferenza a una certa distanza dal bordo.
Il tipo di scansione dipende dalla modalità di misura, dal tipo di sonda e dalla disponibilità di file CAD. L'opzione "scansione" nella schermata di controllo è determinata dal pulsante di stato (manuale/DCC).
Se per la misurazione si utilizza il metodo DCC e sono disponibili file CAD, i metodi di scansione disponibili sono "linea aperta", "linea chiusa", "patch", "sezione" e "perimetro". Se sono disponibili solo file CAD wireframe, i metodi di scansione disponibili sono "linea aperta", "linea chiusa" e "patch".
Se si utilizza la modalità di misurazione manuale, è disponibile solo la modalità di base "scansione TTP manuale". Se si utilizza la misurazione manuale con una sonda rigida, le opzioni disponibili sono delta fisso, delta variabile, delta temporale e scansione dell'asse del corpo.
Questo articolo fornisce una spiegazione dettagliata delle cinque modalità di scansione che possono essere selezionate quando si accede al menu "utilità" e si seleziona l'opzione "scansione" in stato DCC.
1.Scansione lineare aperta
La scansione a linea aperta è la modalità di scansione più semplice. La sonda parte dal punto di partenza, esegue una scansione lungo una direzione specifica con una dimensione di passo predeterminata e termina nel punto finale.
La scansione a linea aperta può essere suddivisa in due casi in base alla disponibilità di un modello CAD.
(1) Senza modello CAD:
Se il pezzo misurato non dispone di un modello CAD, inserire prima i valori nominali dei punti limite. Aprire l'opzione "punto di confine" nella finestra di dialogo, fare clic su "1" per inserire i dati del punto di partenza. Quindi, fare doppio clic su "d" per inserire i nuovi valori delle coordinate X, Y e Z del punto di direzione (il punto di coordinate che indica la direzione di scansione). Infine, fare doppio clic su "2" per inserire i dati del punto finale.
Quindi, inserire la dimensione del passo. Inserire un nuovo valore di lunghezza del passo nella colonna "Max Inc" nella colonna "Direction 1 Tech" nella finestra di dialogo della scansione. Infine, verificare la correttezza del vettore direzione impostato, che definisce il vettore normale della superficie del primo punto di misura dopo l'inizio della scansione, la sezione trasversale e il vettore normale della superficie dell'ultimo punto prima della fine della scansione. Dopo aver inserito tutti i dati, fare clic su "Crea".
(2) Con modello CAD:
Se il pezzo da misurare ha un modello CAD, all'inizio della scansione fare clic con il tasto sinistro del mouse sulla superficie corrispondente del modello CAD; il programma PC DMIS genererà un punto sul modello CAD e lo contrassegnerà come "1", il punto di partenza. Fare quindi clic sul punto successivo per definire la direzione di scansione. Infine, fare clic sul punto finale (o punto limite) e contrassegnarlo come "2". Collegare la linea tra "1" e "2".
Per ogni punto selezionato, il programma PC DMIS inserisce nella finestra di dialogo il valore delle coordinate e il vettore corrispondenti. Dopo aver determinato la dimensione del passo e altre opzioni (come piano di sicurezza, punto singolo, ecc.), fare clic su "misura" e quindi su "crea".
2. Scansione lineare chiusa
La modalità di scansione a linea chiusa consente la scansione della superficie interna o esterna di un pezzo. Richiede solo due valori, il "punto di partenza" e il "punto di direzione" (il PC DMIS considera il punto di partenza come punto finale).
(1) Funzionamento dell'ingresso dati:
Fare doppio clic sul punto limite "1" per inserire la sua posizione nella finestra di dialogo di modifica. Fare doppio clic sul punto di direzione "d" per inserire il valore delle coordinate. Selezionare il tipo di scansione ("lineare" o "variabile"), inserire la dimensione del passo e definire il tipo di contatto ("vettoriale", "superficiale" o "bordo").
Fare doppio clic sul "vettore iniziale" e inserire il vettore nel punto "1". Verificare il vettore di sezione. Dopo aver inserito le altre opzioni, fare clic su "crea".
È anche possibile toccare il primo punto di misura sulla superficie del pezzo utilizzando il pannello di controllo della macchina di misura a coordinate, quindi toccare il punto di direzione. Il programma PC DMIS inserirà automaticamente il valore misurato nella finestra di dialogo e calcolerà il vettore iniziale.
Dopo aver selezionato la modalità di controllo della scansione, il tipo di punto di misura e altre opzioni, fare clic su "Crea".
(2) Scansione a linea chiusa con modello CAD:
Se il pezzo misurato ha un modello CAD, confermare la "scansione a linea chiusa" prima della misurazione. Per prima cosa, fare clic sul punto di partenza della superficie per generare il simbolo "1" sul modello CAD (quando si fa clic, la superficie e i punti di confine vengono evidenziati per aiutare a selezionare la superficie corretta). Quindi, fare clic sul punto di direzione della scansione.
PC DMIS fornirà le coordinate e i vettori corrispondenti dei punti selezionati nella finestra di dialogo. Dopo aver selezionato il metodo di controllo della scansione, la dimensione del passo e altre opzioni, fare clic su "Crea".
3. Scansione delle patch
La modalità di scansione patch consente di eseguire la scansione di un'area, anziché di una singola linea di scansione.
Questo metodo di scansione richiede almeno quattro informazioni sui punti di confine, tra cui il punto di partenza, il punto di direzione, la lunghezza e la larghezza della scansione.
Il PC DMIS può calcolare il patch triangolare in base ai punti di confine 1, 2 e 3, definiti dalle informazioni di base o predefinite. La direzione di scansione è determinata dal valore della coordinata del punto D.
Se si aggiunge un quarto o un quinto punto limite, il patch può avere una forma quadrata o pentagonale.
Quando si utilizza il metodo di scansione patch, assicurarsi di selezionare "Scansione di linee chiuse" nella casella di controllo per eseguire la scansione di elementi chiusi come cilindri, coni, scanalature, ecc. Immettere quindi il punto iniziale, il punto finale e il punto di direzione.
La posizione del punto finale rappresenta la distanza verso l'alto o verso il basso spostata durante la scansione dell'elemento misurato.
Il vettore del piano di sezione può essere definito dal punto di partenza, dal punto di direzione e dal vettore di partenza (che in genere è parallelo all'elemento misurato).
Vengono introdotti tre metodi per definire la scansione delle patch, utilizzando come esempio la creazione di patch quadrilateri:
(1) Inserimento del valore delle coordinate:
- Fare doppio clic sul punto limite "1" e inserire i valori delle coordinate X, Y e Z del punto di partenza.
- Fare doppio clic sul punto di direzione delimitato "d" e inserire il valore delle coordinate del punto di direzione della scansione.
- Fare doppio clic sul punto limite "2" e inserire la larghezza di scansione per definire la prima direzione.
- Fare doppio clic sul punto limite "3" e inserire la larghezza di scansione per definire la seconda direzione.
- Fare clic su "3", quindi premere il pulsante "Aggiungi" per visualizzare il quarto punto limite nella finestra di dialogo.
- Fare doppio clic sul punto limite "4" e inserire il valore delle coordinate del punto finale.
- Dopo aver definito la dimensione del passo e la dimensione massima del passo richiesta per la scansione, fare clic su "Crea".
(2) Modalità di test tattile:
- Selezionare la modalità "Patch Scanning" e toccare il primo punto nel punto di partenza desiderato utilizzando il tastatore della macchina di misura a coordinate.
- Il valore delle coordinate di questo punto verrà visualizzato nella voce "#1" della finestra di dialogo "Punto limite".
- Toccare il secondo punto, che rappresenta il punto finale della prima direzione di scansione, e il suo valore di coordinata verrà visualizzato nella voce "d" della finestra di dialogo.
- Toccando il terzo punto, che rappresenta la larghezza del patch scansionato, il valore delle sue coordinate verrà visualizzato nella voce "#3" della finestra di dialogo.
- Fare clic su "3" e selezionare "Aggiungi" per aggiungere il quarto punto all'elenco.
- Toccare il punto finale e la finestra di dialogo si chiude.
- Infine, definire la distanza tra le linee di scansione e la lunghezza del passo in entrambe le direzioni.
- Dopo aver selezionato il tipo di tocco di scansione e le opzioni richieste, fare clic su "Crea".
(3) Modalità modello di superficie CAD:
- Questo metodo di scansione è applicabile solo a pezzi con un modello di superficie CAD.
- Selezionare la modalità "Patch Scanning" e fare clic con il tasto sinistro del mouse sulla superficie di lavoro CAD.
- Evidenziare "1" nella finestra di dialogo "Punto limite" e fare clic con il tasto sinistro del mouse sul punto di inizio della scansione sulla superficie.
- Evidenziare "d" e fare clic sulla superficie per definire il punto di direzione.
- Fare clic sulla superficie per definire la larghezza di scansione (#2).
- Fare clic sulla superficie per definire la larghezza della scansione (#3).
- Fare clic su "3", selezionare "Aggiungi", aggiungere il punto aggiuntivo "4", evidenziare "4", fare clic per definire il punto finale della scansione e chiudere la finestra di dialogo.
- Dopo aver definito i passaggi in entrambe le direzioni e aver selezionato le opzioni necessarie, fare clic su "Crea".
4. Scansione di sezione
La modalità di scansione in sezione è applicabile solo ai pezzi con un modello di superficie CAD.
Consente la scansione di una sezione specifica del pezzo.
La sezione scansionata può essere lungo la direzione dell'asse X, Y o Z o con un angolo specifico rispetto all'asse delle coordinate.
È possibile eseguire scansioni di sezioni multiple definendo la dimensione del passo.
Nella finestra di dialogo è possibile impostare il punto di confine della scansione di sezione.
Premendo il pulsante di conversione "Taglia CAD", è possibile individuare eventuali fori nel modello di superficie CAD e definirne la linea di confine allo stesso modo della scansione a linee aperte.
Il programma PC DMIS regola automaticamente il percorso di scansione per evitare eventuali fori nel modello di superficie CAD.
Per tagliare il modello di superficie CAD con una superficie definita dall'utente, procedere come segue:
- Inserire l'opzione "Punto di confine".
- Entrare nella casella "Selezione elemento CAD".
- Selezionare la superficie.
- Selezionare l'opzione "Taglia CAD" senza deselezionare la casella "Selezione elemento CAD".
A questo punto, il programma PC DMIS taglia la superficie selezionata per individuare eventuali fori.
Se nel modello di superficie CAD non sono stati definiti fori, non è necessario selezionare l'opzione "Taglia CAD". In questo caso, il PC DMIS esegue la scansione in base ai punti limite iniziali e finali definiti.
Per grafiche CAD complesse con più superfici, le diverse superfici possono essere sezionate in gruppi. Il numero di gruppi è limitato ai modelli di superficie CAD locali.
5. Scansione perimetrale
Il metodo di scansione perimetrale è applicabile solo ai pezzi con un modello di superficie CAD.
Questa modalità di scansione utilizza il modello matematico CAD per calcolare il percorso di scansione, che è sfalsato rispetto al contorno o al contorno esterno di una distanza selezionata dall'utente.
Per creare una scansione dei confini, procedere come segue:
- Per prima cosa, selezionare l'opzione "Scansione perimetrale".
- Se si tratta di una scansione perimetrale interna, selezionare "Scansione perimetrale interna" nella finestra di dialogo.
- Quando si seleziona una superficie di lavoro, avviare la casella di controllo "Seleziona", evidenziare ogni superficie selezionata e uscire dalla casella di controllo dopo aver selezionato tutte le superfici desiderate.
- Fare clic sulla superficie per determinare il punto di partenza della scansione.
- Fare clic sulla stessa superficie per determinare il punto di direzione della scansione.
- Fare clic sulla superficie per determinare il punto finale della scansione. Se non viene indicato alcun punto finale, il punto iniziale verrà utilizzato come punto finale.
- Inserire i valori corrispondenti nella casella di modifica "Struttura di scansione" (compresi "Valore aggiunto", "Tolleranza CAD", ecc.).
- Selezionare l'opzione "Calcola confine" per calcolare il confine di scansione.
- Dopo aver confermato che il valore di deviazione è corretto, premere il pulsante "Genera punto di misura". Il programma PC DMIS calcolerà automaticamente il valore teorico della scansione.
- Fare clic su "Crea".
6. Punti di applicazione
(1) Per migliorare l'accuratezza dell'acquisizione dei dati e l'efficienza della misura, è importante scegliere la modalità di misura di scansione appropriata in base alle caratteristiche specifiche e ai requisiti di modellazione del pezzo da misurare.
(2) Il serraggio La posizione del pezzo deve essere pianificata con attenzione per facilitare il processo di misura e il movimento della sonda. Per garantire l'accuratezza della modellazione, cercare di disporre la sonda in modo che completi le misure di scansione di tutti gli oggetti in una sola volta quando si blocca il pezzo.
(3) La selezione dei punti di misura della scansione deve includere i punti chiave delle informazioni geometriche del contorno del pezzo e i punti di misura devono essere aggiunti in modo appropriato alle parti con variazioni significative della curvatura.
8. Gestione dei dati
1. Conversione dei dati
Compiti e requisiti per la conversione dei dati:
(1) Convertire il formato dei dati di misura nel formato IGES riconosciuto dal software CAD e salvarlo con un nome di prodotto o un nome specificato dall'utente dopo la combinazione.
(2) I dati con prodotti diversi, attributi diversi e posizionamenti diversi che possono creare confusione devono essere archiviati in file separati e devono essere organizzati e separati in file IGES.
La conversione dei dati viene eseguita dal Sistema di elaborazione dei dati di misura a coordinate.
Per il metodo di funzionamento, consultare il manuale d'uso del software.
2. Trasferimento e integrazione
Sfondo dell'applicazione
Durante il processo di rilievo e mappatura dei prodotti, spesso non è possibile misurare i dati geometrici del prodotto nello stesso sistema di coordinate per vari motivi.
Il primo motivo è che le dimensioni del prodotto superano la corsa della macchina di misura.
Il secondo motivo è che la sonda di misura non può raggiungere il lato opposto del prodotto.
Il terzo motivo è che i dati mancano dopo la rimozione del pezzo e devono essere rimisurati.
In questi casi, è necessario misurare ogni parte del prodotto in diversi stati di posizionamento (cioè in diversi sistemi di coordinate), il che è noto come misura di rilocazione del prodotto.
Nella modellazione, i dati provenienti da diversi sistemi di coordinate in diversi stati di posizionamento devono essere trasformati nello stesso sistema di coordinate, il che è chiamato integrazione dei dati di rilocazione.
Per modelli complessi o di grandi dimensioni, nel processo di misura sono spesso necessarie più misure di posizionamento.
I dati di misura finali devono essere riposizionati e integrati più volte secondo un percorso di conversione specifico, per convertire i dati misurati in ogni posizionamento in dati di misura sotto un benchmark di posizionamento comune.
Principio di integrazione della delocalizzazione
C'è una discrepanza tra i dati di misura dopo lo spostamento del pezzo (riposizionato) e i dati di misura prima dello spostamento.
Per integrare i dati di misura delocalizzati nei dati prima del movimento, è necessario stabilire una forma che può essere misurata sia prima che dopo il trasferimento sul pezzo (denominata benchmark di trasferimento). Se i risultati della misurazione della forma dopo il trasferimento corrispondono ai risultati della misurazione prima del trasferimento attraverso una serie di trasformazioni, i dati di misurazione trasferiti possono essere integrati nei dati prima del movimento.
Il Benchmark di ricollocazione funge da anello di congiunzione nell'integrazione dei dati relativi alla ricollocazione.
Il controllo PID sta per controllo proporzionale, integrale e differenziale.
Parametro P:
Il processo di risposta del sistema all'errore di posizione può essere determinato analizzando la relazione tra la stabilità, la rigidità e l'errore di posizionamento del sistema.
Un valore inferiore indica un sistema più stabile con oscillazioni ridotte, ma con una rigidità più debole e un errore di posizionamento maggiore.
D'altra parte, un valore più alto determina una migliore rigidità e un errore di posizionamento minore, ma il sistema può subire oscillazioni.
Parametro I:
Il controllo dell'errore di posizionamento statico causato dall'attrito e dal carico è determinato dalla relazione tra il valore di controllo e il tempo di arrivo alla posizione teorica.
Un valore inferiore comporta un tempo di arrivo più lungo.
Un valore più alto aumenta la probabilità di oscillazione nella posizione teorica.
Parametro D:
Il parametro fornisce stabilità e smorzamento al sistema, evitando una variazione eccessiva dell'errore.
Un valore inferiore determina una risposta più rapida del sistema all'errore di posizione.
Un valore più alto comporta una risposta più lenta del sistema.
9. Manutenzione giornaliera
Per evitare la "sindrome da vacanza" è necessario modificare la modalità di gestione della CMM.
La CMM è composta da componenti complessi, tra cui parti meccaniche, parti elettriche di controllo e sistemi informatici.
È importante eseguire una corretta manutenzione della CMM durante l'utilizzo per la misurazione dei pezzi, al fine di prolungarne la durata.
Di seguito viene illustrata la manutenzione di base della CMM da tre punti di vista.
Parti meccaniche
In una macchina di misura a coordinate (CMM) sono presenti vari tipi di componenti meccanici. Per garantire il corretto funzionamento, è importante eseguire una manutenzione quotidiana dei componenti del sistema di trasmissione e del circuito dell'aria.
La frequenza della manutenzione deve essere determinata in base all'ambiente operativo della CMM. In ambienti di misura di pregio con condizioni ottimali, si raccomanda una manutenzione regolare ogni tre mesi. Tuttavia, in ambienti con alti livelli di polvere o dove la temperatura e l'umidità non soddisfano i requisiti per un corretto funzionamento, la manutenzione dovrebbe essere eseguita su base mensile.
Per una regolare manutenzione delle macchine di misura, è necessario comprendere i fattori che influenzano le macchine di misura:
Influenza dell'aria compressa sulla macchina di misura
Per scegliere un compressore d'aria adeguato, è consigliabile incorporare un serbatoio d'aria supplementare. Questo aumenterà la longevità e la stabilità della pressione del compressore d'aria.
È importante che la pressione iniziale del compressore d'aria sia superiore alla pressione di esercizio richiesta.
Quando si avvia l'apparecchiatura, si raccomanda di attivare prima il compressore d'aria e poi l'alimentazione.
Influenza dell'olio e dell'acqua sulla macchina di misura
L'aria compressa è fondamentale per il buon funzionamento di una macchina di misura, quindi è essenziale mantenere correttamente il circuito dell'aria.
Le seguenti operazioni devono essere eseguite regolarmente:
- Prima di utilizzare la macchina di misura ogni giorno, ispezionare i tubi e i filtri e scaricare l'acqua e l'olio dal filtro e dal compressore d'aria/serbatoio.
- Pulire gli elementi filtranti del filtro e del prefiltro almeno ogni tre mesi.
- Ridurre l'intervallo se la qualità dell'aria è scarsa. Con il passare del tempo, l'inquinamento da olio può intasare gli elementi del filtro, riducendo la pressione dell'aria effettiva di funzionamento della macchina di misura e compromettendone il normale funzionamento.
- È necessario pulire regolarmente gli elementi filtranti.
- La pulizia quotidiana della guida per rimuovere le macchie d'olio e la polvere contribuirà a mantenere la guida a galleggiamento in buone condizioni di funzionamento.
Per proteggere la guida della macchina di misura, è necessario adottare buone abitudini di lavoro.
Per garantire la sicurezza del binario di guida, posizionare un panno o un'imbottitura di gomma sotto il binario.
Dopo il lavoro o il completamento delle parti, assicurarsi di pulire la guida.
Durante l'utilizzo della macchina di misura, cercare di mantenere una temperatura ambiente costante nella sala di misura come durante la calibrazione.
Tenere presente che le apparecchiature elettriche, i computer e il personale generano calore. Durante l'installazione, disporre le apparecchiature elettriche, i computer, ecc. a una distanza sufficiente dalla macchina di misura.
Gestire rigorosamente la sala di misura e ridurre al minimo la presenza di personale extra.
La gestione dell'ambiente operativo delle macchine di misura ad alta precisione deve essere particolarmente rigorosa.
Influenza della direzione del vento dell'aria condizionata sulla temperatura della macchina di misura
Per la climatizzazione della sala di misurazione, è meglio scegliere un condizionatore a frequenza variabile.
Il condizionatore d'aria a frequenza variabile ha eccellenti capacità di risparmio energetico e, soprattutto, una forte capacità di controllo della temperatura. A regime normale, può regolare la temperatura entro ±1 ℃.
Si noti che l'aria proveniente dal condizionatore d'aria non può essere a 20 ℃ e non deve essere diretta direttamente verso la macchina di misura. Per evitare che ciò accada, la direzione del vento può essere deviata verso una parete o un lato, provocando una forte differenza di temperatura nella stanza.
Il condizionatore d'aria deve essere installato in modo pianificato, soffiando l'aria nell'area principale della stanza. La direzione del vento deve essere verso l'alto per creare un ampio ciclo (non verso la macchina di misura) e bilanciare il più possibile la temperatura interna.
Se possibile, è possibile installare un condotto d'aria che convogli l'aria nella parte superiore della stanza attraverso piastre orifiziali a doppio strato, con l'uscita dell'aria di ritorno nella parte inferiore della stanza. In questo modo si crea un flusso d'aria irregolare e si rende più efficiente il controllo della temperatura nella sala di misura.
Influenza del tempo di accensione del condizionatore d'aria sulla temperatura della sala macchine
Siete tenuti ad attivare l'impianto di condizionamento sul vostro posto di lavoro ogni mattina e a spegnerlo alla fine della giornata.
Una volta che la temperatura nella stanza di standby si è stabilizzata per circa quattro ore, anche la precisione della macchina di misura diventerà stabile.
Tuttavia, questa procedura operativa ostacola notevolmente l'efficienza della macchina di misura, rendendo difficile garantire la precisione sia in inverno che in estate.
Ciò avrà anche un effetto sostanziale sulla normale stabilità della macchina di misura.
Influenza della struttura della sala macchine sulla temperatura della sala macchine
Per mantenere una temperatura costante nel locale della macchina di misura, è necessario adottare misure di isolamento termico.
Nel caso in cui vi siano finestre, è necessario installare finestre a doppi vetri ed evitare la luce diretta del sole.
L'utilizzo di una stanza di transizione aiuta a ridurre la perdita di temperatura.
Il sistema di condizionamento dell'aria nella sala macchine deve avere una capacità paragonabile a quella del locale circostante.
Se la sala macchine è troppo grande o troppo piccola, si avranno difficoltà nel controllo della temperatura.
Nelle zone ad alta umidità del Sud o durante la stagione estiva o delle piogge del Nord, l'arresto improvviso del condizionatore d'aria può provocare una rapida condensazione del vapore acqueo presente nell'aria sulle parti a bassa temperatura e sulle guide della macchina di misura, con conseguente grave corrosione dei galleggianti d'aria e di alcune parti della macchina, che ne compromettono la durata.
L'umidità eccessiva può anche causare corrosione o cortocircuiti nei circuiti dei computer e dei sistemi di controllo.
Una bassa umidità può influire pesantemente sull'assorbimento dell'acqua da parte del granito e causarne la deformazione.
La polvere e l'elettricità statica possono danneggiare il sistema di controllo.
Pertanto, l'umidità nella sala macchine deve essere controllata entro 60% ± 5%.
La scarsa tenuta e l'elevata umidità dell'aria nel locale della macchina di misura sono le cause principali dell'elevata umidità.
Nelle aree ad alto tasso di umidità, la sala macchine dovrebbe essere meglio sigillata e, se necessario, dovrebbero essere aggiunti dei deumidificatori.
Per risolvere questo problema, la modalità di gestione dovrebbe essere cambiata da "pulizia prima delle vacanze" a "pulizia durante il lavoro", e il condizionatore e il deumidificatore dovrebbero essere accesi per rimuovere l'umidità.
La pulizia regolare della polvere nel computer e nel sistema di controllo riduce o previene potenziali problemi.
L'utilizzo di pezzi standard per l'ispezione delle macchine è efficace ma relativamente macchinoso e può essere eseguito solo periodicamente.
Un metodo più conveniente consiste nell'utilizzare un pezzo rappresentativo, compilare un programma di misura automatico ed eseguire più misure dopo aver verificato la precisione della macchina.
I risultati possono essere calcolati secondo le leggi statistiche e possono essere registrati un valore ragionevole e un intervallo di tolleranza.
L'operatore può controllare frequentemente questa parte per determinare la precisione della macchina.
Regolazione del bilanciamento dell'asse Z
Il bilanciamento dell'asse Z della macchina di misura si divide in bilanciamento a peso e bilanciamento pneumatico, che aiuta a bilanciare il peso dell'asse Z e ne garantisce il funzionamento stabile.
Se l'interruttore di bilanciamento della pressione dell'aria viene attivato accidentalmente, l'asse Z diventa sbilanciato.
Per risolvere il problema, procedere come segue:
- Ruotare la base di misura di 90 gradi per evitare che la testa di misura entri in contatto durante il funzionamento.
- Attivare l'interruttore di "arresto di emergenza".
- Una persona deve tenere fisicamente l'asse Z e muoverlo su e giù per valutarne l'equilibrio.
- Un'altra persona deve regolare la pressione dell'aria valvola di bilanciamentofacendo piccoli aggiustamenti alla volta.
Due persone possono lavorare insieme per regolare il bilanciamento dell'asse Z fino a raggiungere l'equilibrio durante i movimenti verso l'alto e verso il basso.
L'interruttore di fine corsa serve a proteggere la macchina e a stabilire la sua posizione di riposo.
In genere, l'interruttore di fine corsa è un interruttore a contatto o un interruttore fotoelettrico.
L'interruttore a contatto è soggetto a cambiare posizione quando si spinge manualmente l'albero, causando un contatto insufficiente.
Per garantire un buon contatto, la posizione dell'interruttore può essere regolata correttamente.
Quando si utilizza un interruttore fotoelettrico, è importante verificare che la posizione dell'inserto sia normale e rimuovere regolarmente la polvere per mantenerne il corretto funzionamento.
10. Utilizzo e precauzioni di sicurezza della CMM
Solo le persone che hanno ricevuto una formazione e una certificazione operativa sono autorizzate a utilizzare la CMM.
Prima di avviare la macchina ogni giorno, l'armadio di comando può essere aperto solo quando la pressione di alimentazione dell'aria soddisfa i requisiti: la pressione di alimentazione dell'aria deve essere ≥ 0,65 MPa e la pressione dell'aria della macchina deve essere ≥ 0,4 MPa.
Se l'altezza della miscela di olio e acqua nella tazza di stoccaggio dell'acqua di tripletta supera i 5 mm, l'acqua deve essere scaricata manualmente.
Se la pressione di alimentazione dell'aria della macchina è normale, ma la pressione sulla tripletta non può essere regolata al valore normale, è necessario sostituire l'elemento filtrante.
L'ambiente operativo della CMM deve avere una temperatura di 20 ± 2°C e un'umidità relativa di 40-75%.
L'alimentatore regolato deve avere una tensione di uscita di 220 ± 10V.
Non collocare oggetti sulla guida della macchina.
Non toccare la superficie di lavoro della guida con le mani.
Prima di avviare la macchina ogni giorno, pulire la superficie della guida a tre assi con un panno di cotone puro a trama alta imbevuto di alcol anidro; la macchina può essere messa in funzione solo quando la superficie della guida è asciutta.
Non utilizzare l'alcol per pulire la superficie verniciata o il righello della griglia.
La sequenza di avvio è la seguente:
- Accendere il quadro elettrico
- Accendere la sorgente d'aria totale
- Accendere l'asciugatrice a freddo
- Attivare la valvola dell'aria
- Accendere l'alimentazione dell'armadio di comando
- Accendere il controller del piedistallo
- Accendere il motore quando la spia della scatola di comando è accesa (il tasto di arresto di emergenza deve essere rilasciato).
- Al termine dell'autoispezione del sistema, avviare il software di misura, azzerare i tre assi (andare a casa) e passare allo stato di lavoro normale dopo il completamento automatico.
La macchina deve essere riportata al punto zero dopo ogni avvio.
Prima di tornare al punto zero, spostare la sonda in una posizione sicura per assicurarsi che non vi siano ostacoli durante l'azzeramento della sonda e il suo movimento verso l'alto sull'asse Z.
Quando si sostituisce la sonda, utilizzare gli strumenti speciali forniti con la macchina e calibrare la nuova sonda:
- Avviare il software prima di aprire il software di misura (metodo consigliato)
- Se il software di misurazione è acceso, premere l'interruttore a chiave per l'arresto di emergenza sulla scatola di comando e accenderlo dopo la sostituzione.
Se viene visualizzata una finestra di dialogo con un messaggio di errore della sonda, chiuderla (oppure immettere 100.0.0.1 nella colonna di immissione dell'indirizzo web per visualizzare la cronologia degli errori e il messaggio). Questo messaggio verrà automaticamente cancellato all'avvio successivo.
Durante il funzionamento manuale, premere il tasto lento quando ci si avvicina al punto di campionamento.
Quando si ruota la sonda, si calibra la sonda, si cambia automaticamente la sonda o si esegue qualsiasi altra operazione, assicurarsi che non vi siano ostacoli nel percorso di movimento della sonda.
Quando il programma non è in uso o non è programmato, impostare la velocità sulla scatola di comando su 0.
Durante la prima operazione del programma, ridurre la velocità a 10-30% e monitorare se la traccia operativa soddisfa i requisiti.
Quando si maneggiano e si posizionano i pezzi, spostare prima la sonda in una posizione sicura e assicurarsi che i pezzi non collidano con il piano di lavoro, in particolare con la superficie della guida della macchina.
La sequenza di spegnimento è la seguente:
- Spostare l'asse Z verso la parte sinistra, anteriore e superiore della macchina e ruotare l'angolo della sonda su A0B0.
- Pulire la superficie di lavoro.
- Spegnere nell'ordine il controller del piedistallo, l'alimentazione dell'armadio di comando, la valvola dell'aria, l'essiccatore, la fonte d'aria principale e la centralina elettrica.
Le sfere standard in acciaio che non vengono utilizzate per un periodo di tempo prolungato devono essere sigillate con olio per evitare la ruggine.
Quando si fissa un pezzo con un intarsio sulla superficie di lavoro in granito, la coppia non deve superare i 20 Nm.
Se vengono rilevate condizioni anomale (esclusi i messaggi di errore relativi alla sostituzione della sonda), registrare le informazioni sull'errore visualizzate dal software, contattare il servizio di assistenza tecnica di Hexcon via fax o telefono e non eseguire ispezioni o manutenzioni senza guida e autorizzazione.
Per garantire l'affidabilità del sistema, non installare sul computer alcun software non correlato alle tre coordinate.
Il condizionatore d'aria deve essere lasciato in funzione 24 ore su 24 e la sua manutenzione deve essere effettuata in autunno per garantire il normale funzionamento delle tre coordinate.
Domande frequenti sulla macchina CMM
Che cos'è la CMM?
La macchina di misura a tre coordinate è comunemente definita come un sistema di misura che determina le coordinate tridimensionali dei punti della superficie di un pezzo attraverso il movimento relativo del sistema di tastatura e del pezzo.
È nota anche come macchina di misura a coordinate (CMM) o strumento di misura a tre coordinate.
La temperatura ha una grande influenza sui risultati di misura della CMM?
La CMM è un sistema di misura complesso che combina luce, macchinari, elettricità, computer e tecnologia di controllo, il che significa che ci sono molti fattori che possono influenzare l'incertezza dei risultati di misura.
Tuttavia, per i sistemi di coordinate di medie e piccole dimensioni, il fattore principale che influisce sull'incertezza dei risultati di misura è la deviazione dalla temperatura di misura standard (20°C) della temperatura ambiente. Per ottenere risultati precisi nella misurazione delle coordinate, la temperatura ambiente deve essere rigorosamente controllata entro l'intervallo specificato dalle istruzioni della macchina a coordinate.
Quali elementi della CMM devono essere calibrati e qual è l'intervallo di ricalibrazione?
L'attuale standard di calibrazione per le tre coordinate è la specifica di calibrazione JJF1064-2000 per le macchine di misura a coordinate, che specifica che gli elementi di calibrazione sono l'errore di indicazione della misura della lunghezza e l'errore di rilevamento.
Si consiglia di effettuare la calibrazione una volta all'anno.
Quando è necessario che la CMM calibri 21 errori?
L'errore a 21 punti è alla base dell'accuratezza della CMM e la sua calibrazione è complessa.
Anche se non è specificato nella norma, la calibrazione dell'errore a 21 punti è necessaria nelle seguenti circostanze: quando si accetta una nuova macchina, quando il risultato della calibrazione dell'errore di misura della lunghezza non rientra nell'intervallo di tolleranza, dopo il trasferimento della macchina a coordinate e dopo la riparazione della macchina a coordinate.