Conoscere la pressa piegatrice CNC e il suo principio di funzionamento
Vi siete mai chiesti come la lamiera ottiene le sue curve precise? In questo articolo esploreremo l'affascinante mondo delle presse piegatrici CNC. Scoprirete come queste macchine realizzano piegature di alta precisione e perché sono essenziali in settori come quello automobilistico e navale. Preparatevi a scoprire i segreti di questa incredibile tecnologia!
La pressa piegatrice a controllo numerico viene utilizzata per completare la piegatura della lamiera. Il sistema di posizionamento dell'antiritorno, la profondità di piegatura dello slittone e la compensazione automatica della deformazione del piano di lavoro sono tutti controllati dal sistema CNC.
La pressa piegatrice CNC offre una gamma di modalità di funzionamento e può mantenere la velocità sincrona di posizione della slitta parallela al banco di lavoro in tre diverse condizioni: velocità a vuoto, velocità di lavoro e velocità di ritorno. Ciò consente di ottenere un posizionamento di alta precisione a fine corsa.
Il CNC pressa piegatrice è ampiamente utilizzata in vari settori industriali, tra cui automobili, costruzioni navali, container, gru, macchinari per l'ingegneria, istituzioni edilizie, strutture metalliche e piegatura di pali della luce per componenti super lunghi nei pali elettrici. È composta da un telaio, un martinetto, un piano di lavoro, un cilindro dell'olio, un servosistema idraulico proporzionale e un sistema di rilevamento della posizione, Sistema CNCe l'impianto elettrico.
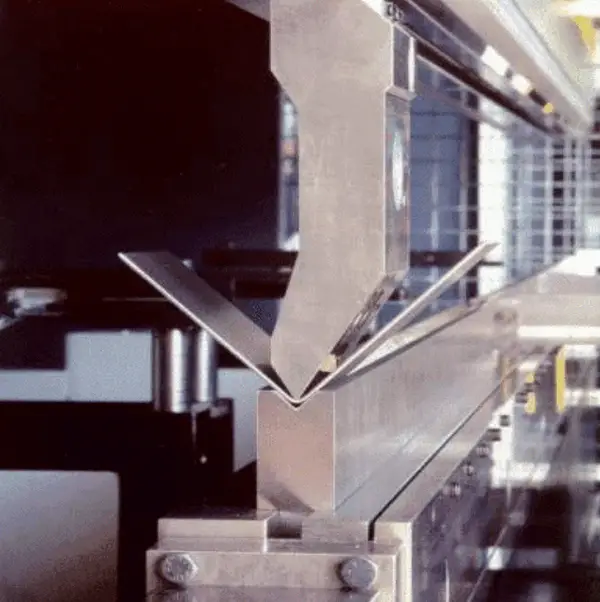
Per azionare il pressa piegatriceL'operatore agisce sull'interruttore a pedale della stazione operativa. Il martinetto si sposta rapidamente dal punto morto superiore al punto di cambio di velocità a vuoto, controllato dal sistema di controllo numerico e dal servosistema idraulico (noto anche come punto di frenata di sicurezza). Si tratta del punto di conversione tra la velocità a vuoto e la velocità di lavoro del martinetto, la cui posizione può essere regolata. Il martinetto continua a muoversi verso il basso alla velocità di lavoro e raggiunge il punto morto inferiore (noto anche come fine corsa, la cui posizione può essere regolata). In questo modo si completa il posizionamento del fine corsa e la pressione viene mantenuta attraverso il sistema idraulico di asservimento. La piastra bloccata tra il punzone e la matrice forma l'angolo richiesto, quindi il pistone ritorna rapidamente al punto morto superiore.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
La scelta della pressa piegatrice idraulica giusta può essere impegnativa a causa della varietà di opzioni disponibili. È fondamentale capire la distinzione tra modelli NC e CNC. Questa guida spiega i principali...
Avete mai avuto difficoltà a scegliere il controller per presse piegatrici più adatto alle vostre esigenze di produzione? In questo articolo esploreremo le differenze tra i sistemi NC e CNC, aiutandovi a...
Vi siete mai chiesti come mettere a punto una pressa piegatrice CNC per ottenere prestazioni ottimali? Questo articolo approfondisce le regolazioni chiave necessarie per i parametri di piegatura, come la regolazione della corsa e la pressione di lavoro....
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti perché i vostri progetti di lamiera non si incastrano sempre perfettamente? La chiave sta nella comprensione della tolleranza di piegatura. Questo concetto assicura una piegatura precisa e riduce lo spreco di materiale. In questo...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Come può una piegatrice rivoluzionare la lavorazione della lamiera? Questo articolo esplora tre tecniche innovative per le piegatrici di pannelli in lamiera: la spianatura, l'arrotondamento e la piegatura sagomata. Grazie alla comprensione di questi metodi, i lettori...