Confronto dell'efficienza del taglio laser: Aria vs ossigeno vs azoto
In che modo i diversi gas possono influire sull'efficienza del taglio laser? Questo articolo analizza le prestazioni di aria, ossigeno e azoto come gas da taglio, confrontando i loro effetti su vari metalli. Scoprirete quale gas offre la migliore velocità, qualità e convenienza per applicazioni specifiche. Comprendendo queste differenze, è possibile ottimizzare il processo di taglio laser per migliorare i risultati di produzione e ridurre i costi.
L'aria, l'essenziale "gas della vita" che respiriamo quotidianamente, è composta da circa 78% di azoto, 21% di ossigeno, 0,93% di argon, 0,04% di anidride carbonica e tracce di altri gas tra cui neon, elio, metano e idrogeno. Il vapore acqueo, pur essendo variabile, può costituire fino a 4% dell'atmosfera in condizioni di umidità.
Approfondiamo ora i vantaggi del taglio ad aria nel processo di taglio laser.
Principio del taglio ad aria compressa
Il principio di taglio dell'aria assomiglia molto a quello dell'azoto nei processi di taglio laser. Sfrutta l'energia laser per fondere il metallo e utilizza gas ad alta pressione per espellere il materiale fuso dal taglio. Durante questo processo, alcune sostanze metalliche possono subire ossidazione o combustione, con conseguente formazione di ossidi metallici sulla superficie tagliata. Gli ossidi più comuni includono l'allumina grigia solida (Al2O3), magnetite solida nera (Fe3O4) e l'ossido di rame(II) (CuO).
L'aria, onnipresente nell'atmosfera, può essere sfruttata per le applicazioni di taglio attraverso una serie di fasi preparatorie. Inizialmente viene compressa in un serbatoio di stoccaggio dell'aria, quindi sottoposta a processi di filtrazione, raffreddamento ed essiccazione per rimuovere contaminanti come umidità e olio. Questo trattamento rende l'aria adatta alle operazioni di taglio. La composizione naturale dell'aria, contenente circa 21% di ossigeno, compensa parzialmente l'assenza di ossigeno o azoto puri nel processo di taglio.
In teoria, il taglio ad aria può essere applicato a qualsiasi materiale metallico che possa essere fuso dall'energia laser. Tuttavia, l'efficacia e la qualità del taglio possono variare in base a fattori quali lo spessore del materiale, la conduttività termica e i parametri laser specifici utilizzati. La presenza di ossigeno nell'aria può portare a reazioni esotermiche con alcuni metalli, aumentando potenzialmente la velocità di taglio ma anche influenzando la qualità del bordo di taglio e l'ossidazione della superficie.
Il metodo di taglio ad aria offre un'alternativa economica all'utilizzo di gas puri, rendendolo particolarmente adatto ad applicazioni non critiche o a materiali meno inclini all'ossidazione. Tuttavia, per il taglio di precisione o quando si lavora con metalli altamente reattivi, possono essere preferibili altri gas di assistenza come l'azoto o l'argon per ridurre al minimo l'ossidazione e ottenere una qualità superiore dei bordi.
Valutazione delle prestazioni di taglio su lastre di acciaio inossidabile, acciaio al carbonio e leghe di alluminio utilizzando una macchina da 6 kW. taglio laser macchina con aria e azoto/ossigeno come gas di taglio.
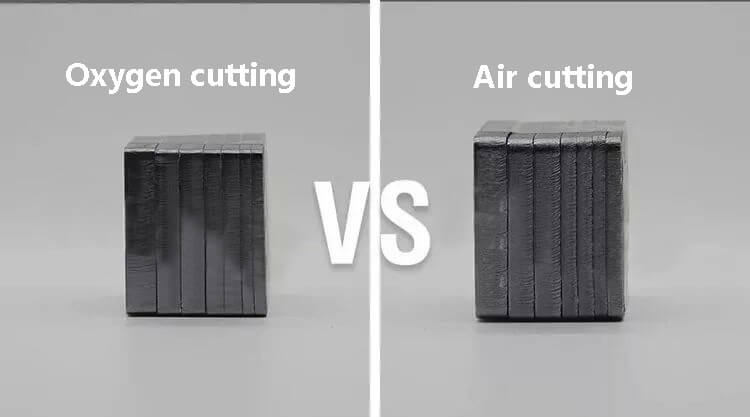
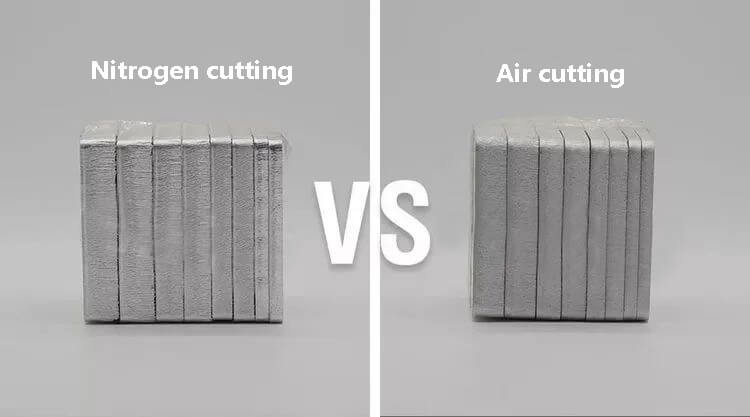
⊙ Confronto tra l'effetto dell'azoto e quello della sezione di taglio dell'aria
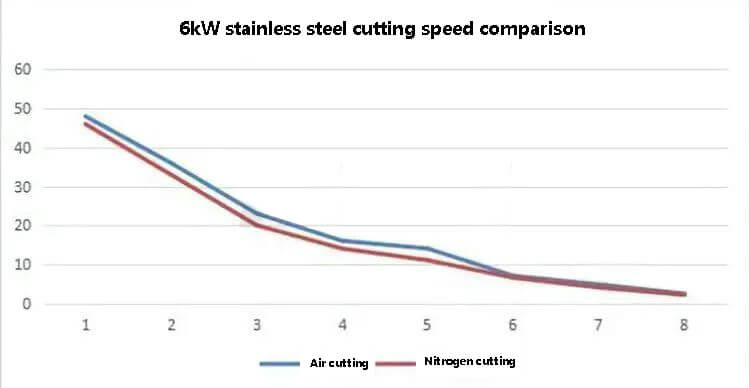
⊙ Confronto tra velocità di taglio ad azoto e ad aria compressa
Analisi degli effetti:
La figura sopra mostra i risultati di taglio dell'acciaio inossidabile da 10 mm a 4 mm, nell'ordine.
Rispetto al taglio con azoto, la sezione tagliata con l'aria appare più scura, ma senza scorie. Dopo la lucidatura, la sezione tagliata può anche ottenere un aspetto più luminoso.
In termini di velocità, il taglio ad aria dell'acciaio inossidabile è leggermente più veloce di quello ad azoto, ma la differenza non è significativa.
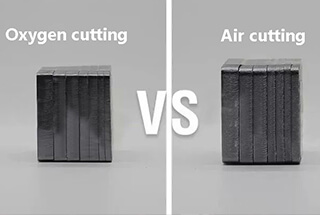
Esperimento 2: confronto tra ossigeno e aria per il taglio dell'acciaio al carbonio
⊙ Confronto tra gli effetti della sezione di taglio con ossigeno e aria
⊙ Confronto tra velocità di taglio con aria e ossigeno
Analisi degli effetti:
La figura precedente mostra i risultati di taglio dell'acciaio al carbonio da 10 mm a 3 mm, nell'ordine.
Rispetto al taglio con ossigeno, l'acciaio al carbonio da 8 mm presenta un leggero residuo di scorie, mentre l'acciaio al carbonio da 10 mm presenta un residuo di scorie più grave.
Pertanto, il taglio ad aria compressa non è consigliato per il taglio di lamiere di acciaio al carbonio di spessore superiore a 10 mm.
⊙ Confronto tra l'effetto dell'azoto e quello della sezione di taglio dell'aria
⊙ Confronto tra velocità di taglio ad azoto e ad aria compressa
Analisi degli effetti:
La figura precedente mostra i risultati del taglio da 10 mm a 3 mm. piastre in alluminioin quest'ordine.
Rispetto al taglio ad azoto, il taglio ad aria produce una sezione più fine e meno residui di scoria.
In termini di velocità, il taglio ad aria delle lastre di alluminio è leggermente più veloce di quello ad azoto, ma la differenza non è significativa.
Sintesi
Sono stati condotti esperimenti per valutare le prestazioni e l'efficienza del taglio con aria rispetto a quello con azoto/ossigeno su vari materiali e spessori di lamiera.
La valutazione completa ha rivelato che il taglio ad aria è un'opzione economicamente vantaggiosa per le applicazioni con requisiti meno severi. L'utilizzo dell'aria come gas di assistenza al taglio può ridurre significativamente i costi di produzione rispetto all'azoto o all'ossigeno.
Tuttavia, è fondamentale tenere presente le seguenti considerazioni quando si opta per il taglio ad aria compressa:
1. Qualità dell'aria: L'aria compressa deve essere trattata meticolosamente per garantire prestazioni di taglio ottimali. Questo trattamento deve comprendere:
Essiccazione a freddo per ottenere un punto di rugiada in pressione tra 3-8°C
Processo di sgrassaggio in più fasi
Filtrazione per ottenere un contenuto di olio liquido di ≤0,003 ppm e un contenuto di olio di vapore di ≤0,003 ppm
Implementazione di filtri specializzati progettati per rimuovere i contaminanti gassosi dell'olio
2. Manutenzione: È essenziale una manutenzione regolare e accurata del sistema di trattamento dell'aria, che comprenda:
Assistenza ai compressori d'aria
Ispezione e manutenzione dell'essiccatore a freddo
Sostituzione tempestiva del filtro
Trascurare queste procedure di manutenzione può portare a:
Contaminazione del gasdotto con acqua e olio
Appannamento della lente protettiva, che compromette la qualità del taglio
Potenziale danneggiamento del gruppo di specchi interni a causa delle elevate temperature provocate dalle interazioni del fascio ad alta potenza
3. Ottimizzazione del processo: Per determinare la soluzione di taglio più conveniente e in linea con i requisiti di produzione specifici, i produttori devono considerare:
Efficienza di taglio (ad esempio, velocità di taglio, tempo di perforazione)
Costi operativi (compreso il consumo di gas e la manutenzione)
Qualità del taglio (come rugosità del bordo, formazione di scorie e zona termicamente alterata)
Considerazioni specifiche sul materiale (ad esempio, sensibilità all'ossidazione, intervallo di spessore).
Valutando attentamente questi fattori e bilanciandoli con le esigenze di produzione, i produttori possono ottenere risultati di qualità superiore ottimizzando i costi. Questo approccio garantisce che il metodo di taglio scelto non solo soddisfi le specifiche tecniche, ma sia anche in linea con l'efficienza produttiva complessiva e le considerazioni economiche.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
Siete curiosi di conoscere la tecnologia all'avanguardia che sta rivoluzionando la produzione? In questo blog post, ci immergeremo nel mondo delle macchine per il taglio laser, esplorando i loro vantaggi e i principali produttori che dominano...
Immaginate le conseguenze catastrofiche di una mancata manutenzione di una macchina per il taglio laser. Non lasciate che la vostra azienda sia vittima di costosi fermi macchina e riparazioni! In questo post del blog, approfondiremo gli aspetti essenziali...
Il taglio laser ha rivoluzionato la produzione, ma anche le macchine più avanzate incontrano problemi. In questo post del blog, analizziamo i problemi più comuni delle macchine per il taglio di lastre laser e forniamo passo dopo passo...
Siete interessati all'arte del taglio laser? Questo blog post approfondisce i parametri critici che determinano la qualità e l'efficienza del taglio. Scoprite i consigli degli esperti meccanici...
Siete curiosi di conoscere le capacità del taglio laser? In questa guida completa, ci addentreremo nel mondo delle velocità e degli spessori di taglio laser per vari metalli. Il nostro esperto ingegnere meccanico...
Perché la qualità del taglio laser varia a parità di attrezzature e parametri? Questo articolo analizza come la composizione delle lastre di acciaio al carbonio influisca sui risultati di taglio. Esplorando la...