Che cosa è bava?
Per quanto riguarda le bave, iniziamo a definire cosa sono le bave.
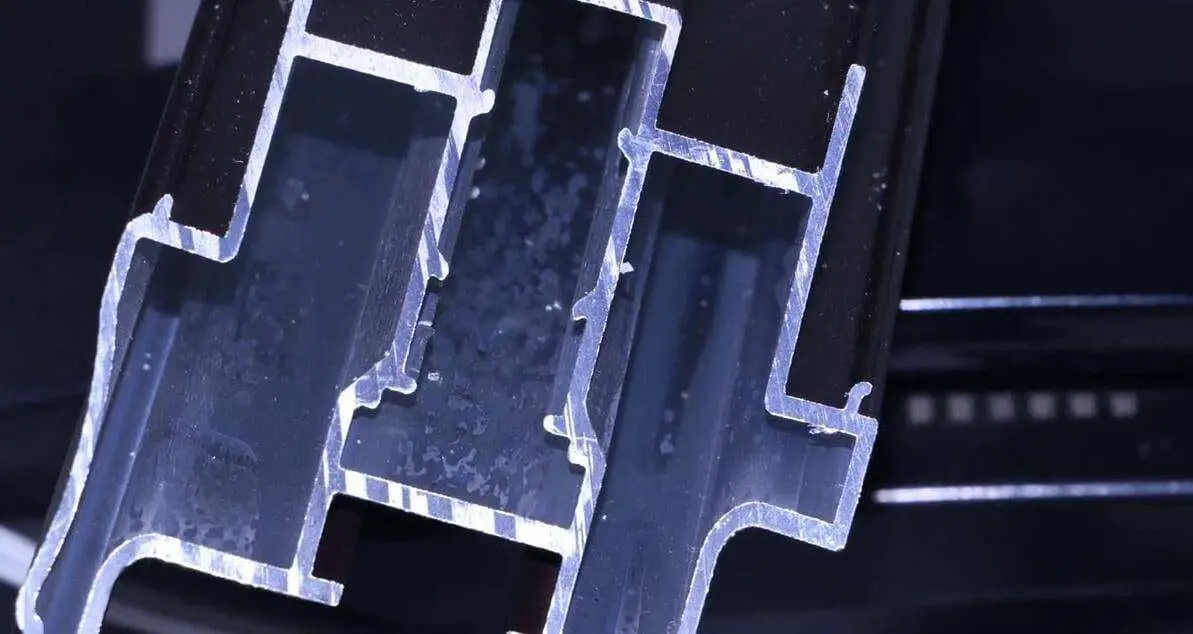
Le bave sono minuscole particelle metalliche che si formano sulla superficie lavorata di un pezzo. Queste particelle sottili si formano in seguito a fusione, rettifica, taglio, fresatura e altri processi simili.
Classificazione della bava
La formazione delle bave varia a seconda del processo produttivo utilizzato. In base a questi processi, le bave possono essere generalmente classificate in:
1. Bava di colata:
In genere, la dimensione della bava, che è il materiale in eccesso prodotto in corrispondenza della giunzione dello stampo o della radice della porta, viene misurata in millimetri.
2. Bava di forgiatura:
Nel punto di giunzione dello stampo metallico, le bave sono causate dalla deformazione plastica del materiale. materiale di forgiatura.
Saldatura elettrica e bave di saldatura a gas:
Il saldatura elettrica La bava si riferisce al materiale di riempimento in eccesso che sporge dalla superficie del pezzo.
Le bave di saldatura a gas sono le scorie che fuoriescono dal taglio durante il processo di saldatura. processo di taglio a gas.
3. Bava di stampaggio:
Durante la timbratura, esiste uno spazio tra il punzone della matrice e la superficie del pezzo da timbrare. stampo inferioreo tra le frese in corrispondenza dell'intaglio, con conseguente generazione di bave dovute all'usura della matrice.
La forma della bava di stampaggio varia in base a fattori quali il materiale della piastra, lo spessore della piastra, lo spazio tra lo stampo superiore e quello inferiore e la forma dei pezzi stampati.
Tornitura, fresatura, piallatura, rettifica, perforazioneAnche l'alesatura e altri metodi di lavorazione possono creare bave.
Le bave prodotte da questi vari metodi di lavorazione hanno forme diverse, che sono influenzate dal tipo di utensile utilizzato e dai parametri del processo.
Come la bava di colata, la bava generata nella giunzione dello stampo in plastica.
Come sbavare?
La generazione di bave avviene a causa dello spazio tra lo stampo e la matrice.
Attualmente è difficile eliminare completamente le bave a causa dell'allineamento imperfetto tra stampo e matrice.
Tuttavia, con i progressi dei materiali metallici che diventano sempre più duri, resistenti e durevoli, i prodotti meccanici presentano un numero crescente di componenti integrali complessi, che rendono la sbavatura sempre più difficile.
Con il progredire della tecnologia e il miglioramento delle prestazioni dei prodotti, cresce la domanda di prodotti di qualità superiore, rendendo sempre più importante la rimozione delle bave dai pezzi.
La presenza di bave non solo altera l'aspetto dei prodotti, ma abbassa notevolmente lo standard qualitativo dei pezzi metallici e ne compromette l'assemblaggio, le prestazioni e la durata.
Per ridurre la formazione di bave, è fondamentale scegliere un prodotto di alta qualità. utensili da taglio che ne minimizzano l'aspetto, come le frese con finitura liscia.
Anche con gli strumenti adeguati, rimozione delle bave può richiedere un'operazione di sbavatura secondaria.
Questo processo di sbavatura secondaria può rappresentare fino a 30% del costo dei pezzi finiti ed è difficile da automatizzare, rendendo le bave un problema persistente.
Le tecniche di sbavatura manuale sono insufficienti a soddisfare le esigenze dei moderni requisiti di sbavatura, il che ha portato allo sviluppo di nuove tecnologie e processi di sbavatura automatizzati.
In seguito, verranno illustrati i seguenti metodi di sbavatura:
1. Sbavatura degli stampi
Il processo di sbavatura viene realizzato utilizzando uno stampo in combinazione con una punzonatrice.
La sbavatura dello stampo di tranciatura comporta sia la sgrossatura dello stampo che la tranciatura fine costi di produzione degli stampi e può richiedere la creazione di uno stampo di formatura. Inoltre, gli utensili possono dover essere sostituiti frequentemente.
Questo metodo è adatto a prodotti con una superficie di separazione semplice ed è più efficiente ed efficace della sbavatura manuale.
2. Smerigliatura sbavatura
La sbavatura per smerigliatura è un metodo ampiamente utilizzato per la sbavatura, che prevede tecniche come la vibrazione, la sabbiatura e il rullo.
Tuttavia, il problema della sbavatura per rettifica è che non sempre si ottiene una superficie completamente liscia, il che può richiedere un ulteriore intervento manuale o l'uso di altri metodi di sbavatura.
Questo metodo è ideale per i piccoli prodotti che vengono realizzati in grandi quantità.
3. Sbavatura ad alta temperatura
La sbavatura ad alta temperatura, detta anche sbavatura termica o sbavatura per esplosione termica, è un processo che prevede l'introduzione di gas naturale in un forno per apparecchiature e la sua esplosione istantanea attraverso mezzi e condizioni specifiche. Questa esplosione genera energia che viene utilizzata per sciogliere e rimuovere le bave.
Questo metodo richiede attrezzature costose, in genere superiori al milione di yuan, e opera con elevati requisiti tecnologici.
Tuttavia, l'efficacia di questo metodo di sbavatura è bassa e può provocare effetti collaterali come ruggine e deformazioni.
La sbavatura per esplosione termica viene utilizzata principalmente su pezzi di alta precisione in settori come quello automobilistico e aerospaziale.
4. Sbavatura a freddo
La sbavatura a freddo è un processo che prevede un rapido abbassamento della temperatura per rendere fragile la bava, seguito dallo spruzzo di proiettili per rimuovere la bava.
Questo metodo è ideale per prodotti con pareti di bava sottili e pezzi piccoli.
Tuttavia, il costo del set completo di apparecchiature non è economico: in genere varia da due a trecentomila yuan.
5. Sbavatura chimica
La sbavatura chimica è un processo automatizzato che rimuove selettivamente le bave dalle parti metalliche utilizzando il principio della reazione elettrochimica. È particolarmente utile per la rimozione di bave interne difficili da eliminare, come le bave fini sui corpi delle pompe, sui corpi delle valvole e su altri prodotti simili.
6. Sbavatura della macchina per incisione
Il costo di questo set di attrezzature per la rimozione delle bave sui pezzi in lavorazione con una macchina per incisione è in genere dell'ordine delle decine di migliaia di yuan, il che lo rende un'opzione accessibile per la rimozione di bave con strutture spaziali semplici e posizioni regolari.
7. Sbavatura elettrolitica
Una tecnica per eliminare le bave dai componenti metallici utilizzando l'elettrolisi:
L'utensile catodico, tipicamente in ottone, viene posizionato vicino alla sezione sbavata del pezzo di metallo con una distanza specifica tra loro.
Durante la lavorazione, l'utensile catodico è collegato al terminale negativo di una sorgente di alimentazione CC, mentre il pezzo metallico è collegato al terminale positivo.
L'elettrolita a bassa pressione viene quindi fatto scorrere tra il pezzo di metallo e il catodo.
Una volta attivata la fonte di alimentazione CC, la bava viene dissolta dall'anodo e rimossa, trasportata dall'elettrolita.
Vantaggi:
Viene utilizzato per eliminare la bava da parti nascoste, fori trasversali o componenti di forma complessa con un'elevata efficacia.
In genere, il processo richiede solo pochi secondi o poche decine di secondi.
È ideale per sbavare ingranaggi, bielle, corpi valvola, orifizi di passaggio dell'olio dell'albero motore e per arrotondare gli angoli vivi.
Svantaggi:
Anche l'area intorno alla bava del componente viene colpita dall'elettrolisi, facendo perdere la lucentezza originale della superficie e compromettendo potenzialmente la precisione dimensionale.
Inoltre, l'elettrolito ha un effetto corrosivo, quindi è necessario pulire e prevenire la ruggine dopo la sbavatura.
8. Sbavatura a ultrasuoni
La trasmissione di onde ultrasoniche può anche produrre un'alta pressione momentanea, che può essere utilizzata per eliminare le bave sui componenti. Questo metodo vanta un'elevata precisione e viene utilizzato principalmente per eliminare piccole bave visibili solo al microscopio.
9. Sbavatura a getto d'acqua ad alta pressione
L'impatto istantaneo dell'acqua viene utilizzato per eliminare le bave e le scorie che si producono durante la lavorazione, soddisfacendo al contempo l'obiettivo della pulizia.
Si suddivide in due categorie: tipo a movimento di pezzo e tipo a movimento di ugello.
Tipo di spostamento del pezzo
Questo strumento è economico e adatto alla sbavatura e alla pulizia di corpi valvola semplici. Tuttavia, ha lo svantaggio che la compatibilità tra l'ugello e il corpo della valvola non è ottimale e potrebbe non fornire una sbavatura efficace per i fori trasversali e obliqui nel corpo della valvola.
Ugello mobile
La distanza tra l'ugello e la parte del corpo valvola che genera la bava può essere regolata in modo efficace attraverso il controllo CNC, che corrisponde alle bave nei fori trasversali, nei fori obliqui e nei fori ciechi all'interno del corpo valvola. Tuttavia, questa attrezzatura è costosa.
Vantaggi:
Buon effetto di rimozione e velocità.
Svantaggi:
Le attrezzature di base non sono sufficienti e quelle di qualità superiore non sono accessibili.
10. Sbavatura di un dispositivo meccatronico
I dispositivi meccatronici incorporano i più recenti progressi di varie discipline, quali macchinari e macchine di precisione, microelettronica, computer, sistemi di controllo e azionamento automatico, sensori, elaborazione delle informazioni e intelligenza artificiale.
Alcuni componenti comuni dei dispositivi meccatronici comprendono un mozzo in alluminio, un convertitore di frequenza un alloggiamento, un alloggiamento del sincronizzatore, un mozzo dell'ingranaggio del sincronizzatore, un coperchio del cuscinetto, un blocco cilindri, un corpo valvola, un coperchio della valvola, un albero di uscita e un ingranaggio del motore.
Vantaggi:
- Economicamente vantaggioso
- Prestazioni efficaci
- Alta precisione ed efficienza
Svantaggi:
- Popolarità limitata, poiché è ancora in fase di sviluppo
- Richiede un supporto dati estremamente accurato.
11. Sbavatura magnetica
La distribuzione del campo magnetico, unica nel suo genere, produce un effetto di induzione magnetica forte e stabile, consentendo una rettifica completa dell'ago magnetico in acciaio e del pezzo da lavorare in tutte le direzioni e con diverse angolazioni per una sbavatura efficace.
Vantaggi:
Questo metodo è efficace per forme complesse, fessure in parti a più fori, filettature interne ed esterne, ecc.
Svantaggi:
Può avere un impatto negativo sul magnetismo dei prodotti con proprietà magnetiche, quindi è necessario usare cautela nell'utilizzarlo.
12. Sbavatura manuale
La sbavatura manuale è attualmente utilizzata da molti piccoli produttori.
La maggior parte delle bave è di piccole dimensioni e il tasso di rimozione non è particolarmente elevato, purché non siano presenti bave.
Gli strumenti utilizzati per la sbavatura manuale comprendevano lime, raschietti e carte abrasive, ma ora si utilizzano soprattutto i rifilatori di bordi.
Vantaggi:
- Flessibilità nel funzionamento manuale, è possibile sostituire diversi utensili per sbavare varie parti del pezzo.
Svantaggi:
- Il costo della manodopera è elevato, l'efficienza è bassa e può essere difficile rimuovere fori trasversali e pezzi complessi.
13. Sbavatura con utensili manuali
Questo tipo di sbavatura non differisce in modo significativo dalla sbavatura manuale, tranne per il fatto che vengono utilizzati strumenti diversi.
La sbavatura manuale prevede l'utilizzo di strumenti a freddo. Alcuni esempi di questi strumenti sono una rettificatrice e un trapano elettrico, che possono sbavare e smussare utilizzando frese, punte, teste di rettifica e altri materiali.
Per completare la sbavatura della maggior parte dei pezzi si possono utilizzare diversi utensili.
Vantaggi: Offre un'elevata flessibilità e può adattarsi alla rettifica della maggior parte degli ambienti di lavoro.
Svantaggi: La velocità è bassa e può causare danni al pezzo.
14. Sbavatura di processo
Come evitare le bave nella progettazione dei processi?
Ecco sei passi per prevenire le sbavature nel processo di progettazione:
(1) Adottare metodi di lavorazione adeguati:
In taglio del metalloLe dimensioni e la forma delle bave prodotte dai vari metodi di lavorazione variano. In fase di progettazione, è meglio scegliere un metodo che generi le bave più piccole possibili. Ad esempio, nella lavorazione di superfici piane, la fresatura ascendente è più efficace della fresatura discendente.
(2) Organizzare ragionevolmente la sequenza di lavorazione:
Quando si organizza la sequenza di lavorazione dei pezzi, cercare di collocare per primo il processo che genera le bave più grandi e per ultimo quello che genera le bave più piccole, utilizzando il processo successivo per rimuovere le bave generate nel processo precedente. Ad esempio, quando lavorazione dell'albero per i pezzi con cava per chiavetta, è più ragionevole cambiare la tipica sequenza di lavorazione della tornitura prima della fresatura in quella della fresatura prima della tornitura.
(3) Scegliere saggiamente la direzione:
In base all'effetto d'angolo delle bave, durante il taglio del metallo, l'uscita dovrebbe essere posizionata sul pezzo con un angolo ampio per ridurre la formazione di bave. Allo stesso tempo, è importante notare che il bordo di taglio deve essere posizionato in un punto in cui sia facile rimuovere le bave, per ridurre il costo della loro rimozione.
(4) Selezionare adeguatamente i parametri di taglio:
Nel processo di taglio dei pezzi, l'utilizzo di un metodo che produce trucioli di grandi dimensioni comporta bave di grandi dimensioni. Questo perché la produzione di trucioli di grandi dimensioni aumenta la resistenza al taglio, il calore di taglio, l'usura dell'utensile e diminuisce la durata, oltre ad aumentare la deformazione plastica del materiale del pezzo, tutti fattori che portano a bave più grandi. Pertanto, durante la lavorazione dei pezzi, è generalmente meglio ridurre la formazione di bave riducendo la profondità e la quantità di taglio, soprattutto nelle lavorazioni di precisione.
(5) Organizzare in modo ragionevole il processo di trattamento termico:
Il processo di trattamento termico deve essere organizzato in diverse fasi del processo di lavorazione per modificare le proprietà fisiche e meccaniche, come la durezza e l'allungamento, del materiale del pezzo, in modo da ridurre le bave generate durante la lavorazione. Ad esempio, nella produzione di pezzi in lotti, l'utilizzo di una mola di formatura per rettificare la scanalatura dell'anello elastico dei pezzi dell'albero in una sola volta dopo il trattamento termico genera più bave rispetto al processo di trattamento di riscaldo dopo la tornitura.
(6) Utilizzare accessori nella lavorazione:
Nel processo di taglio del pezzo, possono essere utilizzati vari accessori sul bordo di taglio del pezzo, come un supporto ausiliario, un mandrino o un riempimento in lega a basso punto di fusione. Questi accessori servono a migliorare la rigidità del bordo di taglio del pezzo lavorato, a ridurre la deformazione di taglio e a ridurre la formazione di bave sul bordo di taglio. Sebbene le bave siano inevitabili nel processo di lavorazione, è meglio risolvere il problema delle bave fin dal processo per evitare un eccessivo intervento manuale.