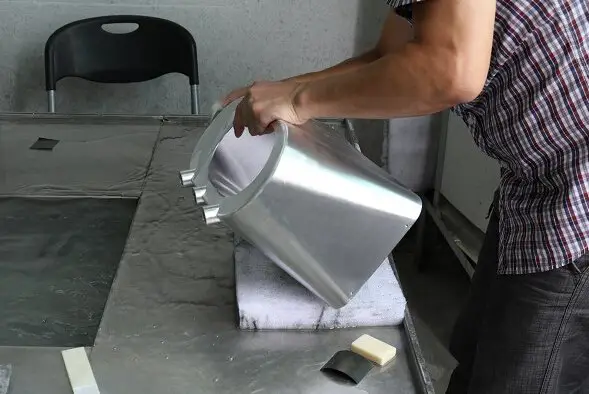
1. Sbavatura manuale
La sbavatura manuale consiste nella rimozione delle bave utilizzando strumenti come lime, carta vetrata e strumenti di lucidatura. Questo metodo è semplice e non richiede un elevato livello di abilità tecnica da parte dell'operatore, ed è quindi adatto a prodotti con piccole bave e strutture semplici. Di conseguenza, è ampiamente adottato in molte aziende per la rimozione delle bave.
Tipi di file
Esistono due tipi principali di lime utilizzate per la sbavatura manuale:
- File manuali: Sono più costosi e hanno una minore efficienza di sbavatura. Inoltre, sono meno efficaci nella rimozione di bave da fori trasversali complessi.
- Lime pneumatiche: Sono generalmente più efficienti e convenienti rispetto ai file manuali.
Vantaggi
- Semplicità: Facile da imparare e da eseguire, richiede competenze tecniche minime.
- Versatilità: Adatto per una varietà di strutture semplici e piccole bave.
Svantaggi
- Costo del lavoro: Costi di manodopera più elevati a causa della natura manuale del processo.
- Efficienza: Efficienza inferiore rispetto ai metodi automatizzati.
- Complessità: Difficoltà di rimozione delle bave da fori trasversali complessi.
Oggetti applicabili
- Materiale: Pressofusioni in lega di alluminio.
- Struttura: Prodotti con strutture semplici.
- Livello di abilità: Bassi requisiti tecnici per i lavoratori.
2. Sbavatura con punzone
La sbavatura, il processo di rimozione di bave o spigoli vivi indesiderati dai pezzi metallici, può essere efficacemente realizzata utilizzando uno stampo di punzonatura in una punzonatrice. Questo metodo sfrutta la precisione e l'efficienza degli stampi di punzonatura per ottenere risultati di sbavatura di alta qualità.
Panoramica del processo
La configurazione di uno stampo di punzonatura per la sbavatura prevede in genere l'uso di stampi di tranciatura sia grossolani che fini. Questi stampi lavorano in tandem per rimuovere prima la maggior parte delle bave (tranciatura grossolana) e poi per affinare i bordi fino alla levigatezza desiderata (tranciatura fine). In alcuni casi, può essere utilizzato anche uno stampo di dimensionamento per garantire che le dimensioni finali del pezzo siano precise e coerenti.
Vantaggi
- Efficienza: L'uso di matrici di punzonatura accelera notevolmente il processo di sbavatura rispetto ai metodi manuali. Ciò è particolarmente vantaggioso per la produzione di grandi volumi, dove l'efficienza dei tempi è fondamentale.
- Coerenza: Gli stampi di punzonatura forniscono risultati di sbavatura uniformi, garantendo una qualità uniforme per tutti i pezzi.
- Precisione: Lo stampo di tranciatura fine garantisce bordi lisci e conformi alle specifiche richieste, riducendo la necessità di ulteriori processi di finitura.
Svantaggi
- Costo: La produzione di stampi di tranciatura grezzi e fini, nonché di stampi di calibratura potenziali, comporta un certo costo. L'investimento iniziale può essere significativo, soprattutto per le piccole imprese.
- Complessità: L'installazione e la manutenzione degli stampi di punzonatura richiedono competenze tecniche e precisione, che possono aumentare la complessità operativa.
Oggetti applicabili
Questo metodo di sbavatura è particolarmente adatto per le pressofusioni in lega di alluminio con superfici di separazione semplici. L'efficienza e l'effetto di sbavatura ottenuti con le matrici di punzonatura sono superiori ai metodi manuali e ne fanno la scelta ideale per i pezzi che richiedono alta precisione e coerenza.
3. Sbavatura mediante molatura
La sbavatura mediante molatura è un metodo comunemente utilizzato per rimuovere le bave dalle parti metalliche, in particolare nel contesto delle fusioni in lega di alluminio. Questo processo prevede l'uso di materiali abrasivi per smussare e rimuovere i bordi o le sporgenze indesiderate che rimangono sui pezzi dopo la lavorazione o la fusione. Il processo di rettifica può essere eseguito con varie tecniche, tra cui vibrazione, sabbiatura e metodi a rullo.
Vantaggi
- Efficienza: Adatto alla lavorazione di un gran numero di piccoli prodotti contemporaneamente.
- Versatilità: Può essere applicato a vari tipi di materiali e geometrie di pezzi.
Svantaggi
- Rimozione incompleta: La rimozione delle bave mediante molatura non è sempre completa. Possono rimanere bave residue, che richiedono un'ulteriore lavorazione manuale o l'uso di altri metodi di sbavatura per ottenere una finitura pulita.
- Danno superficiale: Se non viene controllata con attenzione, la superficie dei pezzi rischia di danneggiarsi e ciò può influire sulla qualità complessiva del prodotto finito.
Oggetti applicabili
- Grandi lotti di piccole pressofusioni in lega di alluminio: Questo metodo è particolarmente adatto per la lavorazione di grandi quantità di pezzi piccoli, come quelli realizzati con pressofusioni in lega di alluminio. L'efficienza della rettifica la rende ideale per gli ambienti di produzione ad alto volume.
4. Sbavatura per congelamento
La sbavatura per congelamento, nota anche come sbavatura criogenica, è un processo specializzato utilizzato per rimuovere le bave dai pezzi in lavorazione utilizzando temperature estremamente basse. Questo metodo prevede le seguenti fasi:
- Caduta di temperatura: Il pezzo da lavorare viene sottoposto a un notevole calo di temperatura, in genere utilizzando azoto liquido o altri agenti criogenici. Questo rapido processo di raffreddamento rende le bave fragili.
- Sabbiatura con pellet: Una volta che le bave sono diventate fragili, vengono eliminate con l'ausilio di pellet, spesso in plastica o in altri materiali adatti. L'impatto di questi pallini rimuove efficacemente le bave friabili senza danneggiare il pezzo.
Vantaggi
- Precisione: Questo metodo è molto efficace per i pezzi con pareti di piccolo spessore e dimensioni ridotte, garantendo una sbavatura precisa senza compromettere l'integrità del pezzo.
- Integrità della superficie: Il processo mantiene l'integrità della superficie del pezzo, rendendolo adatto a pezzi delicati e complessi.
Considerazioni sui costi
Il costo delle attrezzature necessarie per la sbavatura criogenica può essere notevole. Il prezzo di tali attrezzature è generalmente compreso tra 30.000 e 40.000 dollari USA. L'investimento comprende il sistema criogenico, l'attrezzatura per la sabbiatura dei pellet e le misure di sicurezza necessarie per la manipolazione dei materiali criogenici.
Oggetti applicabili
La sbavatura criogenica è particolarmente indicata per:
- Pressofusioni in lega di alluminio: Questo metodo è ideale per le pressofusioni in lega di alluminio con pareti sottili e volumi ridotti. La fragilità indotta dalle basse temperature consente una rimozione efficiente e pulita delle bave.
Analisi del sistema esterno
Per questo metodo non è necessaria un'analisi aggiuntiva dei sistemi esterni, poiché il processo è autonomo e non si basa su sistemi esterni oltre all'apparecchiatura criogenica e di sabbiatura dei pellet.
5. Sbavatura mediante esplosione termica
Panoramica
La sbavatura termica, nota anche come sbavatura per esplosione, è un metodo specializzato utilizzato per rimuovere le bave dai pezzi di precisione. Questa tecnica prevede l'introduzione di una miscela di gas combustibile in un forno e la sua accensione per creare un'esplosione controllata. Il calore intenso generato dall'esplosione brucia efficacemente le bave, lasciando il pezzo con una finitura pulita.
Applicazioni
Questo metodo è utilizzato prevalentemente nei settori che richiedono un'elevata precisione, come quello automobilistico e aerospaziale. Queste industrie hanno spesso a che fare con componenti complessi che richiedono una finitura meticolosa per garantire prestazioni e sicurezza ottimali.
Vantaggi
- Precisione: La sbavatura termica è molto efficace per rimuovere le bave da aree intricate e difficili da raggiungere dei pezzi di precisione.
- Coerenza: Il processo fornisce risultati uniformi, fondamentali per mantenere gli standard di qualità nelle industrie di alta precisione.
Svantaggi
- Costo elevato delle apparecchiature: I macchinari necessari per la sbavatura termica sono molto costosi e spesso superano i $150.000 euro. Questo elevato investimento iniziale può rappresentare un ostacolo significativo per i piccoli produttori.
- Competenza tecnica: Il funzionamento delle apparecchiature di sbavatura termica richiede personale altamente qualificato. Il processo prevede un controllo preciso delle miscele di gas e dei parametri di esplosione, che richiedono una formazione e un'esperienza specifiche.
- Problemi di efficienza: Nonostante la sua precisione, la sbavatura termica può essere inefficiente per alcune applicazioni. Il processo non sempre rimuove efficacemente tutte le bave, rendendo necessarie ulteriori fasi di finitura.
- Effetti collaterali: L'intenso calore generato durante l'esplosione può causare effetti collaterali indesiderati come la formazione di ruggine e la deformazione dei componenti. Questi problemi possono compromettere l'integrità e la funzionalità dei componenti.
6. Sbavatura con macchina incisore
La sbavatura è un processo cruciale nella produzione, in particolare nella produzione di parti metalliche, dove le bave - bordi in rilievo indesiderati o piccoli pezzi di materiale - possono compromettere la funzionalità e la sicurezza del prodotto finale. Un metodo efficace di sbavatura è l'utilizzo di una macchina per incisione.
Costo-efficacia
L'utilizzo di una macchina per l'incisione per la sbavatura è una soluzione economicamente vantaggiosa. L'investimento iniziale per una macchina di questo tipo varia in genere da alcune migliaia a decine di migliaia di dollari, a seconda delle capacità e delle caratteristiche della macchina. L'investimento può essere giustificato dall'efficienza e dalla precisione con cui la macchina rimuove le bave, riducendo il lavoro manuale e migliorando la qualità del prodotto.
Applicabilità
Questo metodo è particolarmente adatto per rimuovere le bave da prodotti con strutture spaziali semplici e posizioni regolari di rimozione delle bave. La macchina per incisione può essere programmata per seguire percorsi specifici, il che la rende ideale per i pezzi in cui le bave si trovano costantemente in aree prevedibili.
Vantaggi
- Precisione: Le macchine per incisione garantiscono un'elevata precisione nella rimozione delle bave, assicurando il mantenimento dell'integrità del pezzo.
- Coerenza: La natura automatizzata delle macchine da incisione garantisce risultati uniformi su più pezzi, riducendo la variabilità.
- Efficienza: Queste macchine possono operare ad alta velocità, riducendo notevolmente i tempi di sbavatura rispetto ai metodi manuali.
Limitazioni
Sebbene le macchine per l'incisione siano molto efficaci per alcune applicazioni, potrebbero non essere adatte a pezzi con geometrie complesse o con posizioni irregolari delle bave. In questi casi, potrebbero essere più adatti metodi di sbavatura alternativi, come la sbavatura manuale o l'uso di strumenti di sbavatura specializzati.
7. Sbavatura chimica
La sbavatura chimica, nota anche come sbavatura elettrochimica (ECD), è un processo che sfrutta i principi delle reazioni elettrochimiche per rimuovere selettivamente e automaticamente le bave dai componenti metallici. Questo metodo è particolarmente efficace per affrontare le bave interne che sono difficili da raggiungere e rimuovere con mezzi meccanici.
Panoramica del processo
Nella sbavatura chimica, il pezzo viene immerso in una soluzione elettrolitica e viene applicata una corrente elettrica. Le bave, essendo le parti più esposte e meno supportate del metallo, si dissolvono preferenzialmente grazie alla reazione elettrochimica. Questo processo è altamente controllato e può essere automatizzato, rendendolo adatto ad applicazioni di alta precisione.
Applicazioni ideali
La sbavatura chimica è particolarmente vantaggiosa per i componenti con geometrie interne complesse in cui i metodi di sbavatura tradizionali potrebbero avere difficoltà. Viene comunemente utilizzata per:
- Corpi pompa: Spesso presentano passaggi interni complessi in cui le bave possono ostacolare il flusso del fluido o causare turbolenze.
- Corpi valvola: La precisione dei corpi valvola è fondamentale per garantire una tenuta e un funzionamento corretti, rendendo essenziale la rimozione anche delle bave più piccole.
Oggetti applicabili
Questo metodo è adatto alla rimozione di bave interne di difficile accesso e di piccole bave con uno spessore inferiore a 7 fili (circa 0,178 mm). È particolarmente efficace per componenti quali:
- Corpi pompa: Garantire superfici interne lisce per mantenere una fluidodinamica efficiente.
- Corpi valvola: Miglioramento delle superfici di tenuta e dell'affidabilità operativa.
- Altri componenti simili: Tutti i pezzi con geometrie interne complesse in cui le bave potrebbero influire sulle prestazioni o sull'assemblaggio.
Vantaggi
- Precisione: In grado di rimuovere bave molto piccole senza danneggiare il materiale circostante.
- Automazione: Può essere integrato in linee di produzione automatizzate, riducendo il lavoro manuale e aumentando la coerenza.
- Rimozione selettiva: Mira solo alle bave, preservando l'integrità del componente principale.
Considerazioni
- Compatibilità dei materiali: La soluzione elettrolitica e i parametri di processo devono essere adattati al materiale specifico del componente per evitare corrosioni o danni indesiderati.
- Impatto ambientale: Per ridurre al minimo l'impatto ambientale, è necessario che la soluzione elettrolitica venga trattata e smaltita in modo adeguato.
8. Sbavatura elettrolitica
La sbavatura elettrolitica è un metodo per rimuovere le bave dai pezzi metallici attraverso il processo di elettrolisi. Questa tecnica è particolarmente efficace per rimuovere le bave nelle parti nascoste del pezzo e nelle forme complesse ed è nota per la sua elevata efficienza produttiva, con operazioni che richiedono in genere solo pochi secondi o alcune decine di secondi.
Panoramica del processo
Nella sbavatura elettrolitica, il pezzo da lavorare viene immerso in una soluzione elettrolitica e una corrente elettrica viene fatta passare attraverso la soluzione. Le bave, essendo le parti più sporgenti, vengono dissolte preferenzialmente a causa della maggiore densità di corrente in questi punti. In questo modo si ottiene la rimozione delle bave senza una significativa perdita di materiale dal resto del pezzo.
Vantaggi
- Alta efficienza: Il processo è molto rapido e spesso richiede solo pochi secondi per essere completato.
- Precisione: Può rimuovere efficacemente le bave da aree complesse e difficili da raggiungere.
- Versatilità: Adatto per una varietà di materiali e componenti, tra cui ingranaggi, bielle, corpi valvola, alberi a gomito e per arrotondare gli angoli vivi.
Svantaggi
- Elettrolita corrosivo: L'elettrolita utilizzato nel processo è corrosivo e può causare la perdita di lucentezza della superficie vicino alla bava e compromettere la precisione dimensionale del pezzo.
- Post-trattamento richiesto: Dopo la sbavatura elettrolitica, è necessario pulire e trattare la ruggine sul pezzo per prevenire la corrosione e ripristinare la qualità della superficie. Questa operazione è particolarmente importante per le pressofusioni in lega di alluminio.
Applicazioni
La sbavatura elettrolitica è adatta a un'ampia gamma di applicazioni, tra cui:
- Ingranaggi: Rimozione delle bave dai fori del condotto dell'olio e da altri elementi complicati.
- Bielle: Garantisce superfici lisce e dimensioni precise.
- Corpi valvola: Sbavatura di passaggi interni e geometrie complesse.
- Alberi a gomito: Pulizia degli orifizi della linea dell'olio e arrotondamento degli angoli vivi.
9. Sbavatura a getto d'acqua ad alta pressione
La sbavatura a getto d'acqua ad alta pressione è un metodo che utilizza l'impatto istantaneo dell'acqua ad alta pressione per rimuovere bave e bordi volanti dai pezzi. Questa tecnica è particolarmente efficace per la pulizia e garantisce che il prodotto finale sia privo di materiale indesiderato e di imperfezioni.
Apparecchiature e applicazioni
Le attrezzature utilizzate per la sbavatura a getto d'acqua ad alta pressione sono molto sofisticate e, di conseguenza, piuttosto costose. A causa del suo costo, questo metodo viene impiegato principalmente in settori in cui la precisione e la pulizia sono fondamentali, come il settore automobilistico e i sistemi di controllo idraulico delle macchine ingegneristiche.
Vantaggi
- Pulizia di precisione: Il getto d'acqua ad alta pressione è in grado di raggiungere aree complesse che altri metodi di sbavatura potrebbero tralasciare, garantendo una pulizia accurata.
- Non abrasivo: A differenza dei metodi di sbavatura meccanica, la sbavatura a getto d'acqua non introduce ulteriore usura o stress sul pezzo.
- Rispettoso dell'ambiente: Questo metodo non produce polvere o detriti dannosi, rappresentando un'alternativa più pulita alle tecniche di sbavatura tradizionali.
Svantaggi
- Costo elevato: Lo svantaggio principale della sbavatura a getto d'acqua ad alta pressione è il costo elevato dell'attrezzatura, che può rappresentare un investimento significativo per le aziende.
- Gestione dell'acqua: Il processo richiede sistemi efficienti di gestione e smaltimento dell'acqua per gestire l'acqua utilizzata e gli eventuali contaminanti rimossi dai pezzi.
Oggetti applicabili
La sbavatura a getto d'acqua ad alta pressione è utilizzata principalmente per:
- Componenti di base per il settore automobilistico: Garantire che le parti del motore, i componenti della trasmissione e altre parti automobilistiche critiche siano prive di bave che potrebbero compromettere le prestazioni.
- Sistemi di controllo idraulico: Pulizia dei componenti idraulici utilizzati nei macchinari di ingegneria per evitare malfunzionamenti e garantire un funzionamento regolare.
10. Sbavatura a ultrasuoni
Panoramica
La sbavatura a ultrasuoni è un metodo molto efficace per rimuovere le bave da aree complesse e difficili da raggiungere, in particolare nei fori in cui la tradizionale rettifica a vibrazione potrebbe avere difficoltà. Questa tecnica sfrutta le vibrazioni ultrasoniche ad alta frequenza per migliorare il processo di sbavatura, garantendo precisione ed efficienza.
Processo di lavorazione a flusso abrasivo
Il processo di lavorazione a flusso abrasivo (AFM) è una tecnica complementare che prevede la spinta di abrasivi attraverso due cilindri abrasivi contrapposti. Questa azione fa sì che gli abrasivi scorrano avanti e indietro all'interno del canale formato dal pezzo e dall'attrezzatura, smerigliando e levigando efficacemente le superfici.
Meccanismo d'azione
L'effetto di rettifica nell'AFM si produce quando i mezzi abrasivi entrano e scorrono attraverso aree ristrette, mirando alle bave e ad altre imperfezioni superficiali. Il processo è altamente controllato e può essere regolato con precisione per ottenere la finitura superficiale desiderata.
Parametri regolabili
Uno dei vantaggi principali dell'AFM è la possibilità di regolare la pressione di estrusione in un ampio intervallo di 7-200 bar (100-3000 psi). Questa flessibilità consente di adattare il processo a diverse lunghezze di corsa e tempi di ciclo, rendendolo adatto a un ampio spettro di applicazioni.
Applicazioni
L'AFM è particolarmente efficace per gestire bave microporose di soli 0,35 mm. Le sue caratteristiche di fluidità gli consentono di raggiungere e rimuovere bave in posizioni complesse e di difficile accesso senza creare bave secondarie. Questo lo rende una scelta ideale per i componenti di precisione in settori come quello aerospaziale, automobilistico e dei dispositivi medici.
11. Sbavatura a flusso abrasivo
Introduzione
La sbavatura a flusso abrasivo è un processo specializzato progettato per rimuovere le bave da aree intricate e difficili da raggiungere di un pezzo, in particolare dove i metodi convenzionali come la rettifica a vibrazione non riescono, come nei fori e nei passaggi interni.
Descrizione del processo
Il tipico processo di lavorazione a flusso abrasivo (AFM), spesso definito flusso bidirezionale, prevede la spinta di un mezzo abrasivo semisolido attraverso un pezzo. Questo mezzo scorre avanti e indietro tra due cilindri abrasivi verticalmente opposti. Il pezzo e l'attrezzatura creano un canale attraverso il quale il mezzo abrasivo è costretto a scorrere.
Meccanismo
Quando il mezzo abrasivo entra e scorre nelle aree ristrette del pezzo, esercita un effetto di rettifica. Questa azione rimuove efficacemente le bave e leviga le irregolarità della superficie. La pressione di estrusione applicata durante questo processo è controllata meticolosamente e varia da 7 a 200 bar (da 100 a 3000 psi). Questa ampia gamma di impostazioni di pressione consente di adattare il processo a diverse lunghezze di corsa e tempi di ciclo, soddisfacendo i vari requisiti del pezzo.
Vantaggi
- Sbavatura di precisione: Il processo di sbavatura a flusso abrasivo è molto efficace per rimuovere bave di diametro pari a 0,35 mm, soprattutto nelle strutture microporose.
- Geometrie complesse: Le caratteristiche di fluidità del mezzo abrasivo lo rendono particolarmente adatto alla sbavatura di posizioni complesse e intricate, altrimenti difficilmente raggiungibili.
- Assenza di bave secondarie: Questo metodo garantisce che non si formino bave secondarie durante il processo di sbavatura, mantenendo l'integrità del pezzo.
Applicazioni
La sbavatura a flusso abrasivo è ideale per i componenti che richiedono una sbavatura precisa e accurata, ad esempio:
- Componenti aerospaziali con passaggi interni intricati
- Dispositivi medici dalle caratteristiche raffinate
- Componenti automobilistici con geometrie complesse
- Componenti idraulici e pneumatici che richiedono superfici interne lisce
12. Sbavatura magnetica
Panoramica
La lavorazione con abrasivo magnetico (MAM) è un processo di finitura avanzato che utilizza forti campi magnetici per manipolare particelle abrasive magnetiche. Queste particelle si allineano lungo le linee di forza magnetiche, creando una "spazzola abrasiva" che esercita una pressione sulla superficie del pezzo. Questa tecnica è particolarmente efficace per sbavare e lucidare geometrie complesse e aree difficili da raggiungere.
Descrizione del processo
- Formazione della spazzola abrasiva: Le particelle abrasive magnetiche vengono adsorbite sui poli magnetici, formando una spazzola abrasiva. Questa spazzola è in grado di esercitare una pressione controllata sulla superficie del pezzo.
- Finitura delle superfici: Quando il polo magnetico ruota, la spazzola abrasiva si muove lungo la superficie del pezzo. Il processo mantiene un piccolo spazio tra la spazzola e il pezzo, garantendo una finitura uniforme senza contatto diretto.
- Rimozione del materiale: Le particelle abrasive rimuovono il materiale dalla superficie, ottenendo il livello di levigatezza e precisione desiderato.
Vantaggi
- Basso costo: Il processo è economicamente vantaggioso grazie alla minima necessità di macchinari complessi e alla riutilizzabilità delle particelle abrasive.
- Ampia gamma di lavorazione: Il MAM può essere applicato a una varietà di materiali, compresi metalli e non metalli, ed è adatto a forme intricate e componenti delicati.
- Funzionamento comodo: L'impostazione e il funzionamento della lavorazione con abrasivi magnetici sono semplici e la rendono accessibile per diverse applicazioni industriali.
Fattori di elaborazione
Diversi fattori influenzano l'efficacia e l'efficienza del processo di lavorazione con abrasivi magnetici:
- Materiale abrasivo: Il tipo e la dimensione delle particelle abrasive utilizzate possono avere un impatto significativo sulla finitura superficiale e sulla velocità di asportazione del materiale.
- Intensità del campo magnetico: Campi magnetici più forti possono migliorare l'allineamento e la pressione della spazzola abrasiva, migliorando la qualità della finitura.
- Velocità del pezzo: La velocità relativa tra il pezzo e la spazzola abrasiva influisce sull'uniformità e sull'efficienza del processo di rimozione del materiale.
13. Unità di rettifica robotica
Principio della sbavatura robotizzata
Il principio alla base della sbavatura robotizzata è fondamentalmente simile a quello della sbavatura manuale, con la principale distinzione dell'uso di un robot per eseguire il compito. Questa automazione sfrutta tecnologie avanzate di programmazione e di controllo della forza per ottenere risultati precisi e costanti.
Vantaggi della sbavatura robotizzata
La sbavatura robotizzata offre diversi vantaggi significativi rispetto alla sbavatura manuale:
- Efficienza migliorata: I robot possono operare ininterrottamente senza affaticarsi, con conseguente aumento della produttività e tempi di lavorazione più rapidi.
- Qualità migliorata: La precisione e la coerenza dei sistemi robotizzati consentono di ottenere finiture di qualità superiore, riducendo la probabilità di difetti.
- Costo-efficacia: Sebbene l'investimento iniziale nei sistemi robotizzati possa essere elevato, i risparmi a lungo termine derivanti dalla riduzione dei costi di manodopera e dall'aumento della produttività sono spesso superiori a tali spese.
Rettifica flessibile con programmazione e controllo della forza
L'integrazione della tecnologia di programmazione e del controllo della forza nella sbavatura robotizzata consente una smerigliatura flessibile. Questa flessibilità consente al robot di regolare dinamicamente la pressione e la velocità, assicurando prestazioni ottimali per diversi compiti e materiali.
Sfide nella sbavatura delle parti di fresatura
La sbavatura dei pezzi di fresatura può essere particolarmente complessa e costosa a causa della formazione di bave multiple in posizioni e dimensioni diverse. In questi scenari, è fondamentale selezionare i parametri di processo corretti per ridurre al minimo le dimensioni e l'impatto delle bave. Una corretta selezione dei parametri assicura un'efficiente rimozione delle bave, mantenendo l'integrità del pezzo.
II. Cosa sono le bave di metallo?
Le bave metalliche sono piccole proiezioni indesiderate di materiale che rimangono sui bordi o sulle superfici dei pezzi metallici dopo vari processi di produzione come la lavorazione, lo stampaggio o la fusione. Queste imperfezioni microscopiche possono avere un impatto significativo sulla qualità, la funzionalità e la sicurezza dei pezzi finiti.
La formazione di bave è un problema comune nella lavorazione dei metalli e si verifica a causa della deformazione plastica del materiale durante le operazioni di taglio o cesoiatura. Le bave possono avere dimensioni e forme diverse, da sporgenze appena visibili a formazioni più consistenti.
La presenza di bave sui componenti metallici può causare diversi problemi:
- Riduzione della qualità e della precisione del pezzo
- Interferenza con i processi di assemblaggio
- Potenziali rischi per la sicurezza del personale addetto alla movimentazione
- Diminuzione delle prestazioni o della funzionalità del prodotto finito
Per risolvere questi problemi, spesso è necessaria un'operazione secondaria chiamata sbavatura. La sbavatura consiste nella rimozione del materiale in eccesso per ottenere bordi e superfici lisci. Questo processo può essere eseguito con vari metodi, tra cui tecniche manuali, processi meccanici o macchine sbavatrici specializzate.
Vale la pena notare che la sbavatura e la finitura dei bordi dei pezzi di precisione possono rappresentare una parte significativa dei costi complessivi di produzione, arrivando talvolta fino a 30% del costo del pezzo finito. Inoltre, queste operazioni di finitura secondaria possono essere difficili da automatizzare in modo efficiente, rendendo la gestione delle bave una sfida persistente nella fabbricazione dei metalli.
Per ridurre al minimo l'impatto delle bave, i produttori utilizzano spesso strategie quali:
- Ottimizzazione dei parametri di taglio e delle geometrie degli utensili
- Implementazione di un corretto fissaggio e supporto durante la lavorazione
- Utilizzo di tecnologie di taglio avanzate, come il taglio laser o il taglio a getto d'acqua.
- Progettare i pezzi tenendo conto della formazione delle bave
Affrontando la formazione di bave in modo proattivo e impiegando tecniche di sbavatura efficaci, i produttori possono garantire componenti metallici di alta qualità, sicuri e funzionali per varie applicazioni.
III. Tipi di frese per metalli
Quando si lavora con i metalli, l'incontro con diversi tipi di bave metalliche è una sfida comune. Conoscere questi tipi è fondamentale per affrontarli efficacemente durante il processo di sbavatura. In questa sezione, parlerò delle bave metalliche che incontro di frequente.
Bava di Poisson
Il primo tipo di bava in cui mi imbatto è un Bava di Poisson. Si verifica quando il metallo viene piegato sul bordo della superficie adiacente durante il taglio, creando un bordo rialzato e ruvido. Questo tipo di bava è solitamente sottile e può essere facilmente rimossa con un utensile di sbavatura. Il nome "Poisson" si riferisce all'effetto Poisson, in cui il materiale si deforma perpendicolarmente alla forza applicata.
Bava di rollio
Un altro tipo di bava è la bava di ribaltamento. Si forma quando il metallo viene spinto da parte durante il processo di taglio, causando un bordo arrotondato. La bava di rollover può essere più difficile da rimuovere rispetto alla bava di Poisson a causa della sua forma, ma è possibile con l'utensile e la tecnica corretti. Questo tipo di bava si osserva tipicamente nelle operazioni di lavorazione in cui l'utensile da taglio esce dal materiale.
Bava di lacrima
Il bava di strappo è un'altra bava che incontro regolarmente. È causata dalla lacerazione del metallo durante il processo di taglio, che provoca un bordo frastagliato e irregolare. Per rimuovere le bave a strappo, spesso devo usare una forza maggiore e un utensile di sbavatura più aggressivo. Le bave da strappo sono comuni nei processi in cui il materiale è fragile o le condizioni di taglio non sono ottimali.
Bava di rottura
Quando lavoro con la lamiera, a volte vedo frese a strappo. Sono causate dalla frattura o dallo strappo del metallo dal lato opposto al punto di uscita dell'utensile da taglio. Le bave di rottura possono essere piuttosto grandi e possono richiedere una combinazione di strumenti e tecniche per essere rimosse correttamente. Si trovano spesso nelle operazioni di foratura e punzonatura.
Bava di ossido
In alcuni casi, mi imbatto in bave di ossido-note anche come bave termiche. Si formano quando il calore del processo di taglio provoca l'ossidazione del metallo, creando un bordo rialzato. La rimozione delle bave di ossido richiede in genere una combinazione di metodi meccanici e chimici per garantire che sia la bava che l'ossidazione siano trattate in modo appropriato. Queste bave sono comuni nel taglio laser e in altri processi di taglio termico.
Microburr
Infine, ci sono microbaveSi tratta di piccole bave appena visibili a occhio nudo. Potrebbero non sembrare un grosso problema, ma se non vengono affrontate possono comunque causare problemi. Per rimuovere le microbave, spesso utilizzo strumenti di precisione o tecniche di lucidatura. Le microbave sono tipiche delle lavorazioni ad alta precisione.
Sintesi
In sintesi, questi sono i diversi tipi di bave metalliche che incontro spesso:
- Bava di Poisson: Bordo sottile e rialzato dovuto alla piegatura del metallo.
- Bava di rollio: Bordo arrotondato dovuto alla spinta del metallo.
- Bava di lacrima: Bordo frastagliato dovuto allo strappo durante il taglio.
- Bava di rottura: Grande bava dovuta alla frattura del metallo nel punto di uscita dell'utensile.
- Bava di ossido: Bordo rialzato per ossidazione dovuta al calore.
- Microburr: Piccole sbavature appena visibili.
La comprensione di queste bave mi aiuta ad affrontarle correttamente durante il processo di sbavatura e mi permette di produrre pezzi metallici di alta qualità e privi di bave.