Prevenire 6 comuni difetti di fusione con questi suggerimenti
Vi siete mai chiesti perché nelle fusioni metalliche compaiono piccoli fori e crepe? Questo articolo esplora i difetti di fusione più comuni, come gli stomi, il ritiro e i fori di scoria, rivelandone le cause e i metodi di prevenzione. Otterrete così preziose indicazioni per creare fusioni impeccabili e migliorare il vostro processo di produzione.
Gli stomi sono fori presenti sulla superficie o al suo interno, di forma rotonda, ovale o irregolare.
Talvolta più pori formano una sacca d'aria, generalmente a forma di pera e situata sotto la superficie.
Le svasature hanno una forma irregolare e una superficie ruvida.
Le sacche d'aria sono intagliate nella superficie della colata e la superficie è relativamente liscia.
La comparsa di fori aperti può essere facilmente osservata, mentre i fori d'aria sottocutanei possono essere rilevati solo dopo la lavorazione.
Motivi della formazione:
Lo stampo temperatura di preriscaldamento è troppo basso, causando un rapido raffreddamento del metallo liquido durante il passaggio attraverso il sistema di colata.
Scarsa progettazione dello scarico dello stampo, che impedisce lo scarico regolare del gas.
Rivestimento inadeguato, gas di scarico scadenti o addirittura volatilizzazione o decomposizione del gas.
Fori e buche sulla superficie della cavità dello stampo possono causare una rapida espansione del gas in queste aree e comprimere il metallo liquido, formando svasature.
Stoccaggio e preriscaldamento improprio delle materie prime (anime di sabbia).
Uso insufficiente o improprio di disossidanti.
Metodi di prevenzione:
Lo stampo deve essere accuratamente preriscaldato e la dimensione delle particelle del rivestimento (grafite) deve essere adeguata e avere una buona permeabilità all'aria.
Utilizzare un versamento inclinato.
Le materie prime devono essere conservate in un luogo ben ventilato e asciutto e preriscaldate prima dell'uso.
La temperatura di versamento non deve essere troppo alta.
Restringimento
Features:
La cavità da ritiro è un tipo di foro superficiale ruvido che può trovarsi sulla superficie o all'interno di un getto.
Un leggero ritiro si riferisce a molti piccoli ritiri sparsi, noti anche come porosità da ritiro.
I grani intorno al ritiro o alla porosità da ritiro sono grossolani.
Spesso compare in prossimità del canale di scorrimento nella colata, alla base del riser, nelle aree spesse, nello spessore della parete e nello spessore del piano.
Motivi per Formazione:
Il controllo della temperatura di lavoro dello stampo non soddisfa i requisiti di solidificazione direzionale.
Scelta impropria del rivestimento, scarso controllo dello spessore del rivestimento nelle diverse parti.
La posizione della colata nello stampo non è stata progettata correttamente.
Il design dell'elevatore di versamento non riesce a ottenere l'effetto di un'integrazione completa.
La temperatura di versamento è troppo bassa o troppo alta.
Regolare lo spessore dello strato di vernice, spruzzare il rivestimento in modo uniforme. Quando la vernice viene staccata e riapplicata, non si possono formare accumuli locali di vernice.
Riscaldare localmente lo stampo e utilizzare un isolante locale per l'isolamento termico.
Blocchi di rame intarsiati nella sezione calda per raffreddare il pezzo.
Progettare alette di raffreddamento sullo stampo, o accelerare la velocità di raffreddamento in aree locali attraverso l'acqua, ecc. o spruzzare acqua all'esterno dello stampo.
Utilizzare blocchi di raffreddamento staccabili, che vengono inseriti a turno nella cavità, per evitare un raffreddamento insufficiente dei blocchi di raffreddamento stessi durante la produzione continua.
Un dispositivo di pressione è stato progettato sul montante dello stampo.
La progettazione del sistema di versamento deve essere accurata e deve essere selezionata la temperatura di versamento appropriata.
Foro per scorie (scorie di flusso o scorie di ossido di metallo)
Caratteristiche:
I fori di scoria sono fori visibili o scuri sui getti. Sono parzialmente o completamente riempiti di scorie e hanno una forma irregolare. Può essere difficile trovare inclusioni di scorie in flussi piccoli e a forma di macchia.
Dopo la rimozione delle scorie, si scoprono i fori lisci. Questi si trovano in genere nella parte inferiore della posizione di colata, vicino alla guida interna o negli angoli morti del getto.
Le scorie di ossido si trovano principalmente in prossimità della pista interna sulla superficie di colata, in una forma simile a una rete. A volte può apparire a scaglie, rugosa o sotto forma di nuvole irregolari o interstrati scagliosi. Può anche essere presente all'interno della colata sotto forma di flocculi.
Quando si rompe, l'intercalare è spesso il punto di frattura e l'ossido è una fonte di crepe nella colata.
Motivi della formazione:
I fori da scoria sono causati principalmente dal processo di fusione della lega e dal processo di colata, compresa la progettazione errata del sistema di colata. Lo stampo di per sé non causa i fori da scoria e l'utilizzo di stampi in metallo è un metodo efficace per evitare i fori da scoria.
Prevenzione Mmetodos:
Il sistema di versamento è impostato correttamente o viene utilizzato un filtro in fibra fusa.
Adotta il metodo di versamento inclinato.
Selezionare il flusso e controllare rigorosamente la qualità.
L'aspetto delle crepe può essere rettilineo o irregolare.
La superficie di una crepa calda presenta una forte ossidazione che si traduce in un colore grigio scuro o nero senza lucentezza metallica.
La superficie di una crepa fredda ha una lucentezza pulita e metallica.
Le cricche esterne dei getti sono tipicamente visibili, mentre quelle interne possono richiedere altri metodi per essere rilevate.
Le fessure sono spesso legate a difetti come il ritiro e l'inclusione di scorie.
In genere si verificano in corrispondenza degli angoli acuti del getto, dove si incontrano sezioni spesse e sottili, e nell'area di giunzione calda dove l'elevatore di colata è collegato al getto.
Motivi della formazione:
Le cricche sono comuni nella colata in stampo metallico, perché lo stampo metallico non ha tolleranze e ha una velocità di raffreddamento elevata, il che aumenta la resistenza alla corrosione. stress interno della colata.
Fattori quali l'apertura dello stampo troppo presto o troppo tardi, un angolo di colata piccolo o grande, uno strato di rivestimento sottile e persino la cavità dello stampo stesso possono causare cricche nel getto.
Metodi di prevenzione:
È necessario prestare attenzione alla lavorazione artigianale della struttura di colata, in modo che lo spessore irregolare della colata abbia una transizione uniforme e che venga utilizzata la dimensione appropriata del filetto.
Regolare lo spessore del rivestimento per far sì che ogni parte del getto raggiunga la velocità di raffreddamento richiesta, per quanto possibile, per evitare la formazione di un'eccessiva stress interno.
Prestare attenzione alla temperatura di lavoro dello stampo metallico, regolare l'inclinazione dello stampo e tirare tempestivamente il nucleo per rompere, estrarre la colata e raffreddare lentamente.
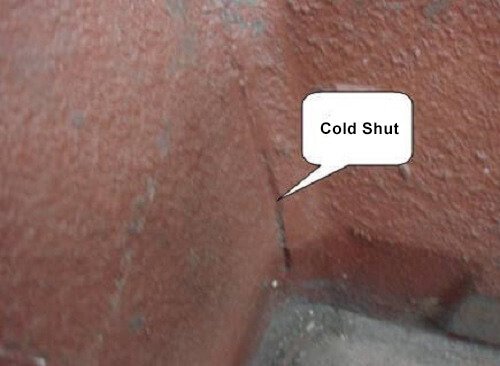
Chiusura a freddo (fusione scarsa)
Features:
Una chiusura a freddo è un tipo di cucitura o superficie aperta con bordi arrotondati.
Il centro è diviso da scaglie di ossido e non è completamente fuso.
Quando l'ondata di freddo è severa, può trasformarsi in un "undercast".
Le chiusure a freddo si trovano spesso sulla parete superiore delle fusioni, su piani orizzontali o verticali sottili, alla giunzione di pareti spesse e sottili o su piastre ausiliarie sottili.
Motivi per Formaziones:
Il design dello scarico dello stampo in metallo è irragionevole.
La temperatura di lavoro è troppo bassa.
Scarsa qualità della vernice (artificiale, materiale).
Posizione scorretta del corridore.
5.La velocità di versamento è troppo bassa.
Prevenzione Mmetodos:
Progettare correttamente il canale e il sistema di scarico.
Per i getti a parete sottile di grande superficie, il rivestimento non deve essere troppo sottile. Un adeguato ispessimento dello strato di rivestimento favorisce la formatura.
Aumentare adeguatamente la temperatura di lavoro dello stampo.
Il tracoma è un tipo di foro irregolare che si forma sulla superficie o all'interno di una colata e la sua forma corrisponde a quella dei grani di sabbia. Quando lo stampo viene rimosso, i granelli di sabbia che si sono incastrati nella superficie della colata sono visibili e possono essere estratti. Se sono presenti più tracomi contemporaneamente, la superficie della colata assume un aspetto a buccia d'arancia.
Motivi per Formazione:
I fori si formano perché le particelle di sabbia che cadono sulla superficie del nucleo di sabbia sono circondate dal liquido di rame e dalla superficie di colata.
La resistenza superficiale del nucleo di sabbia non è buona e risulta bruciata o non completamente indurita.
Le dimensioni del nucleo di sabbia non corrispondono a quelle dello stampo esterno. Il nucleo di sabbia viene schiacciato quando lo stampo viene chiuso.
Lo stampo viene immerso in acqua grafitata contaminata con sabbia.
La sabbia che viene rimossa dalla mestola e dal nucleo di sabbia sul canale di scorrimento viene lavata nella cavità con acqua di rame.
Prevenzione Mmetodos:
Il nucleo di sabbia è prodotto rigorosamente secondo il processo e si ricorda di controllare la qualità.
Le dimensioni del nucleo di sabbia corrispondono a quelle dello stampo esterno.
Pulire l'inchiostro in tempo.
Evitare l'attrito tra la siviera e il nucleo di sabbia.
Quando si abbassa il nucleo di sabbia, soffiare via la sabbia dalla cavità dello stampo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai pensato a quanto costa ogni anno la ruggine alla nostra economia? Questo articolo esplora lo sconcertante impatto della corrosione dei metalli e presenta vari tipi di oli antiruggine che proteggono...
Vi siete mai chiesti se una semplice rondella elastica possa davvero impedire l'allentamento dei bulloni? Questo articolo esplora la meccanica e l'efficacia delle rondelle elastiche, rivelando i loro limiti e le loro...
Vi siete mai chiesti cosa fa sì che i cilindri idraulici funzionino senza perdite? Il segreto sta nei tipi di guarnizioni utilizzate al loro interno. Questo articolo analizza sei tipi essenziali...
Vi siete mai chiesti perché le viti a ricircolo di sfere, fondamentali nelle macchine utensili, spesso si guastano? Questo articolo approfondisce l'importanza di una corretta manutenzione per prevenire tali guasti. Spiega come l'usura...
Le cricche durante la rettifica degli ingranaggi possono essere un problema costoso, ma la comprensione delle cause e delle soluzioni può far risparmiare tempo e denaro. Questo articolo analizza i motivi per cui si verificano le cricche, come...
Perché alcuni ingranaggi si guastano nonostante una produzione precisa? Questo articolo approfondisce i difetti più comuni nella carburazione degli ingranaggi, esplorando questioni come la sovra-carburazione, la tempra superficiale e la cementazione non uniforme. Imparerete...
Come si può evitare che gli stampi si rompano durante il trattamento termico? Questo articolo si addentra nell'intricato processo di trattamento termico degli stampi, delineando i difetti più comuni, come le cricche da spegnimento e...
Avete mai avuto difficoltà a navigare in SolidWorks in modo efficiente? Questo articolo svela suggerimenti e trucchi essenziali per ottimizzare il flusso di lavoro e migliorare il processo di progettazione. Dalla padronanza delle scorciatoie da tastiera all'ottimizzazione...
Perché i bulloni si allentano e come si può evitare il precarico? Dal serraggio insufficiente e dalle vibrazioni allo scorrimento della guarnizione e all'espansione termica, le ragioni sono diverse ma critiche. Questo articolo approfondisce...