Tabella delle velocità di foratura e formula di calcolo
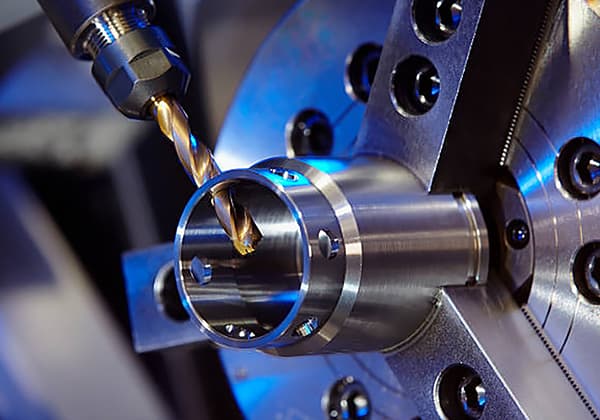
E se fosse possibile ottimizzare l'efficienza della foratura e prolungare la durata dell'utensile con pochi accorgimenti? Questo articolo esplora le tabelle e le formule essenziali della velocità di foratura per l'acciaio al carbonio e l'acciaio inossidabile. Comprendendo questi fattori critici, potrete migliorare la precisione e la produttività dei vostri processi di lavorazione. Immergetevi per imparare a selezionare la velocità di foratura corretta, a calcolare i parametri ideali e a ottenere risultati superiori con ogni foratura. Preparatevi a trasformare il vostro approccio alla foratura e a raggiungere nuovi livelli di efficienza e precisione.
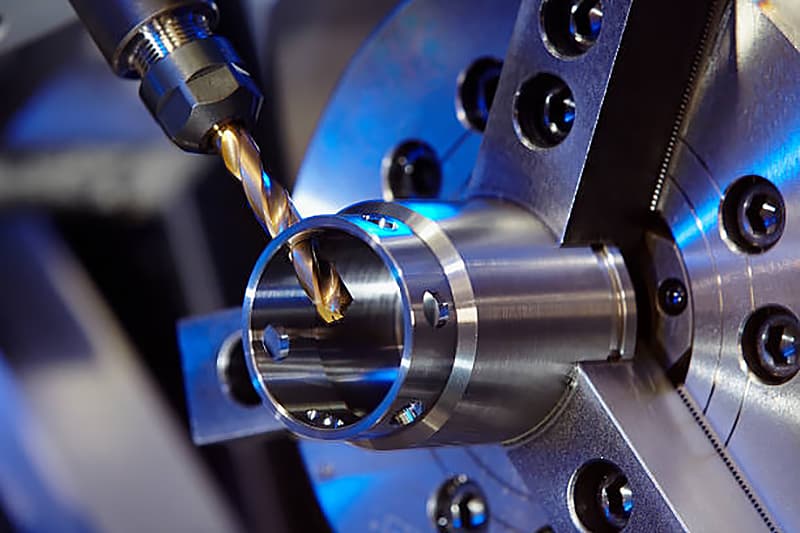
Selezione della velocità di foratura per le macchine di foratura per acciaio al carbonio
Grafico della velocità di foratura
Velocità di avanzamento
Velocità lineare v
Diametro della punta
Lunghezza della guida
Velocità di foratura
Quantità di mangime
1000
25
φ16
4.7
400
0.4
1000
25
φ17
5
400
0.4
1000
25
φ18
5.2
250
0.25
1000
25
φ19
5.5
400
0.4
1000
25
φ20
5.8
400
0.4
1000
25
φ21
6.1
320
0.32
1000
25
φ22
6.4
320
0.32
1000
25
φ23
6.7
320
0.32
1000
25
φ24
7
320
0.32
1000
25
φ25
7.3
320
0.32
1000
25
φ26
7.6
320
0.32
1000
25
φ27
7.9
250
0.25
1000
25
φ28
8.1
250
0.25
1000
25
φ29
8.4
250
0.25
1000
25
φ30
8.7
250
0.25
1000
25
φ31
9
250
0.25
1000
25
φ32
9.3
250
0.25
1000
25
φ33
9.6
250
0.25
1000
25
φ34
9.9
200
0.2
1000
25
φ35
10.2
200
0.2
1000
25
φ36
10.5
200
0.2
1000
25
φ37
10.7
200
0.16
1000
25
φ38
11
200
0.16
1000
25
φ39
11.3
200
0.16
1000
25
φ40
11.6
200
0.16
1000
25
φ41
11.9
200
0.16
1000
25
φ42
12.2
160
0.16
1000
25
φ43
12.5
160
0.16
1000
25
φ44
12.8
160
0.16
1000
25
φ45
13
160
0.16
1000
25
φ46
13.3
160
0.16
1000
25
φ47
13.6
160
0.16
1000
25
φ48
13.9
160
0.16
1000
25
φ49
14.2
160
0.16
1000
25
φ50
14.5
125
0.13
1000
25
φ51
14.8
125
0.13
1000
25
φ52
15
125
0.13
1000
25
φ53
15.3
125
0.13
1000
20
φ54
15.6
125
0.13
1000
20
φ55
15.9
125
0.13
1000
20
φ56
16.2
125
0.13
1000
20
φ57
16.5
100
0.1
1000
20
φ58
16.8
100
0.1
1000
20
φ59
17
100
0.1
1000
20
φ60
17.3
100
0.1
1000
20
φ61
17.6
100
0.1
1000
20
φ62
17.9
100
0.1
1000
20
φ63
18.2
100
0.1
1000
20
φ64
18.5
100
0.1
1000
20
φ65
18.8
100
0.1
1000
20
φ66
19.1
80
0.06
1000
20
φ67
19.4
80
0.06
1000
20
φ68
19.7
80
0.06
1000
20
φ69
20
80
0.06
1000
20
φ70
20.3
80
0.06
1000
20
φ71
20.6
80
0.06
1000
20
φ72
20.9
80
0.06
1000
20
φ73
21.2
80
0.06
1000
20
φ74
21.4
80
0.06
1000
20
φ75
21.7
80
0.06
Formula di calcolo della velocità di perforazione
Formula di calcolo: Velocità di foratura × Diametro della punta × Π = Velocità lineare v ∏=3.141592654
Selezione della velocità di foratura per le macchine di foratura per acciaio inossidabile
Grafico della velocità di foratura
Velocità di avanzamento
Velocità lineare v
Diametro della punta
∏
Lunghezza della guida
n
Velocità di foratura
Quantità di mangime
1000
15
16
3.14
4.7
298.42
320
0.32
1000
15
17
3.14
5
280.86
320
0.32
1000
15
18
3.14
5.2
265.26
250
0.2
1000
15
19
3.14
5.5
251.30
250
0.25
1000
15
20
3.14
5.8
238.73
250
0.25
1000
15
21
3.14
6.1
227.36
200
0.2
1000
15
22
3.14
6.4
217.03
200
0.2
1000
15
23
3.14
6.7
207.59
200
0.2
1000
15
24
3.14
7
198.94
200
0.2
1000
15
25
3.14
7.3
190.99
200
0.2
1000
15
26
3.14
7.6
183.64
200
0.2
1000
15
27
3.14
7.9
176.84
160
0.16
1000
15
28
3.14
8.1
170.52
160
0.16
1000
15
29
3.14
8.4
164.64
160
0.16
1000
15
30
3.14
8.7
159.15
160
0.16
1000
15
31
3.14
9
154.02
160
0.16
1000
15
32
3.14
9.3
149.21
160
0.16
1000
15
33
3.14
9.6
144.69
125
0.13
1000
15
34
3.14
9.9
140.43
125
0.13
1000
15
35
3.14
10.2
136.42
125
0.13
1000
15
36
3.14
10.5
132.63
125
0.13
1000
15
37
3.14
10.7
129.04
125
0.13
1000
15
38
3.14
11
125.65
100
0.13
1000
15
39
3.14
11.3
122.43
100
0.13
1000
15
40
3.14
11.6
119.37
100
0.1
1000
15
41
3.14
11.9
116.45
80
0.1
1000
15
42
3.14
12.2
113.68
80
0.1
1000
15
43
3.14
12.5
111.04
80
0.1
1000
15
44
3.14
12.8
108.51
80
0.08
1000
15
45
3.14
13
106.10
80
0.08
1000
15
46
3.14
13.3
103.80
63
0.08
1000
15
47
3.14
13.6
101.59
63
0.08
1000
15
48
3.14
13.9
99.47
63
0.08
1000
15
49
3.14
14.2
97.44
63
0.08
1000
15
50
3.14
14.5
95.49
63
0.08
1000
15
51
3.14
14.8
93.62
63
0.08
1000
15
52
3.14
15
91.82
63
0.06
1000
15
53
3.14
15.3
90.09
63
0.06
1000
15
54
3.14
15.6
88.42
63
0.06
1000
15
55
3.14
15.9
86.81
63
0.06
1000
15
56
3.14
16.2
85.26
63
0.06
1000
15
57
3.14
16.5
83.77
63
0.06
1000
15
58
3.14
16.8
82.32
63
0.06
1000
15
59
3.14
17
80.93
63
0.06
1000
15
60
3.14
17.3
79.58
63
0.06
1000
15
61
3.14
17.6
78.27
63
0.06
1000
15
62
3.14
17.9
77.01
1000
15
63
3.14
18.2
75.79
1000
15
64
3.14
18.5
74.60
1000
15
65
3.14
18.8
73.46
1000
15
66
3.14
19.1
72.34
1000
15
67
3.14
19.4
71.26
1000
15
68
3.14
19.7
70.22
1000
15
69
3.14
20
69.20
1000
15
70
3.14
20.3
68.21
1000
15
71
3.14
20.6
67.25
1000
15
72
3.14
20.9
66.31
1000
15
73
3.14
21.2
65.41
1000
15
74
3.14
21.4
64.52
1000
15
75
3.14
21.7
63.66
Formula di calcolo della velocità di perforazione
Formula di calcolo: Velocità di foratura × Diametro della punta × ∏ = Velocità lineare v ∏=3.141592654
Conclusione
In conclusione, l'ottimizzazione della velocità di foratura è fondamentale per ottenere una foratura efficiente ed economica. Con l'aiuto del nostro diagramma di velocità di foratura e della formula di calcolo, forniti da machinemfg.com, è possibile eliminare le congetture dall'equazione e ottenere la massima efficienza.
Selezionando la giusta velocità di foratura, è possibile ridurre l'usura degli utensili, aumentare la velocità di foratura e migliorare la qualità del pezzo. Perché accontentarsi di risultati inferiori quando si può raggiungere l'eccellenza?
Utilizzate la nostra tabella di velocità di perforazione e la formula di calcolo per portare il vostro processo di perforazione al livello successivo. Grazie per aver letto e buona foratura!
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti chi sono i principali operatori del settore delle macchine perforatrici in Cina? Questo articolo presenta i principali produttori che dominano il mercato, evidenziando le loro innovazioni, la vasta gamma di prodotti e...
Immaginate di tagliare il metallo con una precisione tale da far risparmiare tempo e ridurre i costi. Gli utensili da taglio ad alta velocità stanno rivoluzionando la produzione offrendo proprio questa capacità. Questo articolo esplora i materiali...
Vi siete mai chiesti come si fa a praticare piccoli fori con tanta precisione nel metallo? Questo articolo esplora l'affascinante mondo della foratura, svelando i segreti delle varie punte e...
Vi siete mai chiesti come si realizzano con tanta precisione i piccoli fori nelle parti metalliche? Questo articolo esplora l'affascinante mondo della lavorazione dei fori, coprendo le fasi di foratura, alesatura, svasatura e alesatura. Scoprite come ogni...
Come possono i produttori affrontare le sfide della foratura profonda con precisione ed efficienza? Questo articolo si addentra nel mondo degli strumenti di foratura profonda, esplorando i vari tipi e le loro...
Avete mai lottato per ottenere risultati di foratura perfetti nei vostri progetti di lavorazione dei metalli? Questo articolo analizza i parametri di taglio essenziali per i diversi materiali, fornendo indicazioni fondamentali per la scelta...
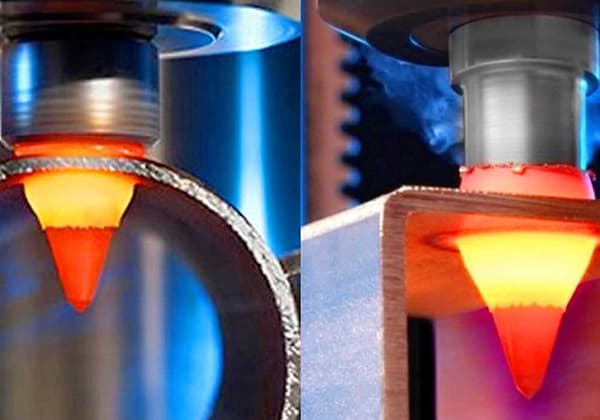
Immaginate di forare il metallo in pochi secondi, senza produrre detriti e senza bisogno di attrezzature aggiuntive. Benvenuti nel mondo della foratura per fusione termica. Questa tecnica innovativa utilizza una rotazione ad alta velocità e...
Vi siete mai chiesti come i giganti dell'industria delle macchine utensili plasmino il nostro mondo? In questo articolo esploreremo le sei principali aziende di macchine utensili degli Stati Uniti. Scoprirete...
In questo articolo esploreremo le formule essenziali per la trigonometria, la velocità di taglio, gli avanzamenti e altro ancora. Otterrete così delle nozioni pratiche per migliorare l'efficienza e la precisione della vostra lavorazione. Preparatevi a sbloccare...