Funzionamento della servo-pressa elettroidraulica: Guida per esperti
Come fa una macchina a raggiungere un'elevata precisione ed efficienza nella piegatura dei metalli? Scoprite i segreti della servo-pressa elettroidraulica. Questo articolo approfondisce l'intricata meccanica, le procedure di impostazione e le linee guida operative di questa macchina avanzata, fornendo conoscenze essenziali per massimizzare le prestazioni e la sicurezza. Imparate a mantenere e a risolvere i problemi di questa apparecchiatura per garantire un funzionamento ottimale in varie applicazioni industriali.
La pressa piegatrice elettroidraulica a servocontrollo numerico è nota per la sua elevata efficienza e precisione nella piegatura della lamiera.
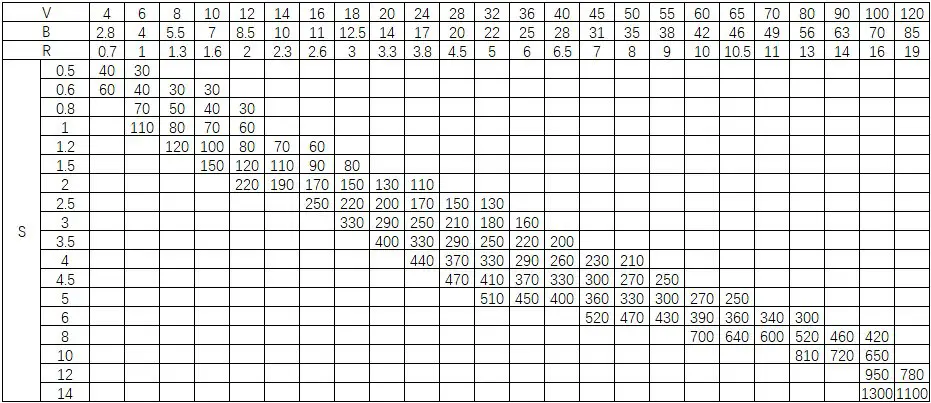
La dimensione della scanalatura a V sulla matrice inferiore deve essere regolata in base allo spessore della lastra. In genere è più grande di 8 volte lo spessore della lastra.
Utilizzando diversi tipi di stampi superiori e inferiori, è possibile piegare un'ampia gamma di pezzi.
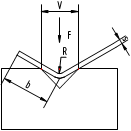
Per i desiderata forza di flessionePer il calcolo, fare riferimento alla tabella di piegatura della lamiera riportata sul corpo della pressa piegatrice o utilizzare la formula di piegatura.
Un passaggio del cursore determina una piegatura della lastra e forme complesse può essere ottenuto piegando il pezzo più volte.
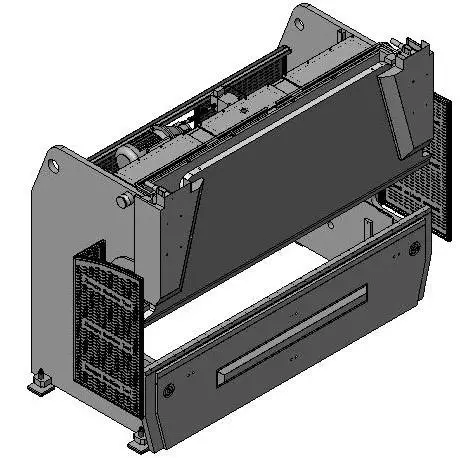
Il Pressa piegatrice idraulica è costruito con piastre di acciaio, che garantiscono la necessaria resistenza e rigidità.
Il suo azionamento idraulico impedisce alla macchina di incorrere in gravi incidenti da sovraccarico, anche in caso di variazioni di spessore della lamiera o di errata selezione della matrice inferiore.
Inoltre, questa pressa piegatrice è nota per la sua stabilità durante il funzionamento, la facilità d'uso e le affidabili funzioni di sicurezza.
Il collegamento con lo stampo superiore include un dispositivo di compensazione, che compensa l'eventuale flessione del piano di lavoro e del cursore durante la piegatura, garantendo un'elevata precisione.
È dotata di un comando elettrico idraulico e di corse regolabili del cursore, che la rendono comoda per le prove e le regolazioni.
Questa stampa macchina per freni è all'avanguardia per la tecnologia e affidabile per le prestazioni, ed è quindi uno strumento di sagomatura ideale.
Grazie alla sua elevata efficienza produttiva, è ampiamente utilizzato nell'industria aeronautica, automobilistica, navale e dei macchinari.
Sollevamento e installazione
Sollevamento
A causa del suo baricentro alto, il freno di piegatura è pesante nella parte anteriore e leggero in quella posteriore. Pertanto, è necessario prestare attenzione per garantire la stabilità della macchina ed evitare che si ribalti.
Per mantenere la coerenza, le corde di seta devono essere utilizzate con un angolo di incidenza ridotto.
Fig.1
Fig.2
Chiarire
Prima di eseguire il programma pressa idraulica freno, è necessario eliminare l'olio antiruggine sulle seguenti parti mobili.
-La superficie del palo del pistone
-Superficie della guida raster del cursore
-La superficie della guida, dell'asse, del supporto del calibro di cottura
-La superficie della guida di scorrimento
-La superficie del piano di lavoro e del set di stampi
Nota: è consentito l'uso di benzina e olio di carbone per la pulizia, mentre è vietato l'uso del lavaggio con dissolvente.
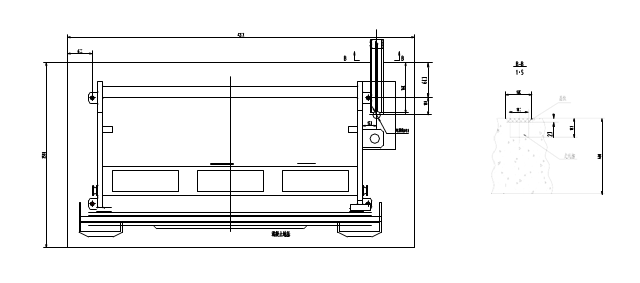
Livellamento
Nota: prima di eseguire le regolazioni di precisione, la macchina deve essere posizionata su una superficie piana. Prima di procedere, accertarsi che tutte le parti della macchina, compresi i componenti elettrici, siano collegati correttamente.
Il processo è il seguente:
Posizionare il blocco di scorrimento nel punto morto superiore.
Posizionare un gradiente (precisione di ±0,05 mm/m) su entrambi i lati dei blocchi di scorrimento.
Regolare il livello verticale.
Regolare il livello orizzontale posizionando un gradiente (precisione di ±0,05 mm/m) al centro del piano di lavoro.
In tutto questo processo, la vite inferiore deve essere ben collegata.
Nota: il livello deve essere controllato e regolato nuovamente dopo un utilizzo di 30-50 ore.
I collegamenti elettrici
Dopo aver collegato l'interruttore principale (fasi di alimentazione: R, S, T, PE), verificare l'orientamento della pompa idraulica eseguendo un breve avviamento di prova. Se l'orientamento non è corretto, spegnere immediatamente l'alimentazione e commutare le due linee di fase (fare riferimento alla freccia direzionale della pompa idraulica).
L'ingresso dei cavi può essere situato nella parte inferiore del quadro elettrico.
Nota:
(1) Assicurarsi che le tensioni siano coerenti.
(2) Si raccomanda di far eseguire il collegamento elettrico della macchina da un elettricista esperto o da una persona che conosca il manuale.
Teoria di lavoro
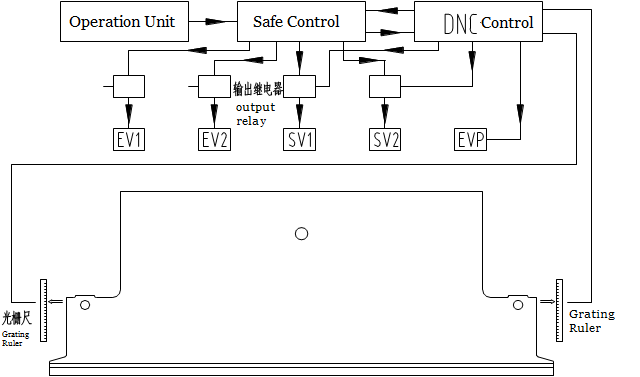
Il sistema elettroidraulico Servo Pressa Il freno integra tecnologia numerica, servoassistenza e sistemi idraulici. Il movimento della valvola di controllo fa sì che la traversa superiore si muova periodicamente verso l'alto e verso il basso, con la misurazione del movimento effettuata dai raster su entrambi i lati della macchina.
Il DNC controlla l'apertura e la chiusura delle due valvole nei cilindri dell'olio destro e sinistro. Se necessario, il servo può ridistribuire il flusso nel cilindro dell'olio, facendo muovere verticalmente la traversa superiore. La misura del movimento è determinata dal nuovo conteggio degli impulsi. (Figura 3)
Fig.3
Il segnale proveniente dal controllore DNC viene trasmesso alla servovalvola, che lo converte in un segnale di pressione idraulica e controlla il movimento della valvola. Ogni cilindro del sistema idraulico ha un proprio circuito di controllo indipendente, che comprende la servovalvola e la valvola di riempimento.
Asse del registro posteriore
La definizione di asse
Il DNC controlla i seguenti assi:
Il cilindro dell'olio sinistro del blocco di scorrimento è l'asse Y1.
Il cilindro dell'olio destro del blocco di scorrimento è l'asse Y2.
Distanza massima tra il centro della parte superiore
matrice e calibro posteriore
R、R1、R2 calibro posteriore
(su e giù)
Superficie del piano di lavoro (e il punto più basso del calibro posteriore)
La distanza tra la superficie del piano di lavoro e il punto più basso del calibro posteriore
Z1 a sinistra dello scartamento posteriore
〔da sinistra a destra〕
A sinistra del corpo macchina
La distanza tra il lato più a sinistra del corpo macchina e l'estremità sinistra del calibro posteriore
Z2 la destra dello scartamento posteriore
Da destra a sinistrá.
A sinistra del corpo macchina
La distanza tra il lato più a sinistra del corpo macchina e l'estremità sinistra del calibro posteriore
Nota:
(1) Per programmare gli assi, seguire le istruzioni del manuale DNC.
(2) I termini "sinistra" e "destra" nella tabella si riferiscono alla parte anteriore della macchina, quando è rivolta verso di essa.
Attenzione:
(1) L'operatore deve prestare attenzione alla posizione del calibro posteriore. Se si sposta nell'area dello stampo, può causare danni alla macchina.
(2) Quando si regola manualmente l'asse Z, farlo solo dal retro della macchina.
(3) Fare attenzione quando si regola il calibro posteriore per evitare di colpire la matrice inferiore.
Il calibro posteriore è costituito da una trave che si estende da un lato all'altro della macchina, sostenuta da guide rettilinee e da viti a ricircolo di sfere. Le guide per il calibro posteriore sono situate su entrambi i lati del corpo macchina, lasciando ampio spazio per il movimento. L'asse X controlla il movimento del calibro posteriore attraverso il controllo DNC ed è azionato da un servomotore.
Parti idrauliche per presse piegatrici
Scatola dell'olio a pressione idraulica
Il serbatoio dell'olio idraulico in pressione è saldato all'interno del corpo della macchina. L'aspirazione si trova all'interno del serbatoio, mentre il motore, la pompa dell'olio, la valvola ad alta pressione, la valvola di controllo e il sistema elettronico si trovano all'esterno. Il nucleo filtrante e il piedistallo della valvola sono collocati nella parte superiore, mentre la coclea di scarico dell'olio si trova nella parte inferiore del serbatoio.
Motore elettrico
Motore trifase a quattro gradi
Pompa dell'olio
La pompa ad ingranaggi ad alta pressione e il motore principale sono collegati da un albero di accoppiamento flessibile.
L'inalatore
Il livello di filtrazione è di 10μm e la pressione massima è di 400 bar. Se il filtro si intasa o se è necessario cambiare l'olio, è necessario sostituirlo.
Servovalvola sincrona
La servovalvola è montata sulla parte superiore del cilindro dell'olio. Il suo flusso è regolato dal sistema di controllo numerico DNC e dal servoamplificatore, consentendo di controllare la velocità del blocco di scorrimento per tutta la sua corsa. La posizione e la modalità di controllo sono le seguenti:
Movimento rapido
Velocità di curvatura
Punto morto inferiore
Viaggio di ritorno
Punto morto superiore
Valvola di riempimento
La servovalvola si trova sulla parte superiore del cilindro dell'olio. Quando il cursore si muove rapidamente, l'olio fluisce nel cilindro dalla scatola dell'olio attraverso la valvola di riempimento. La valvola è chiusa durante la processo di piegatura.
Valvola di pressione
La valvola di pressione si trova nella servovalvola, la contropressione quando il ritorno è regolabile.
Salvaguardia
La protezione dall'extracorsa è controllata dal DNC. All'avvio, il DNC controlla il tempo e la pressione del percorso dell'olio per verificare l'eccesso di corsa, noto anche come controllo della perdita di pressione dell'olio.
Parametri del sistema NC
Nota:
In primo luogo, prima di ordinare la macchina utensile, tutti i parametri devono essere stabiliti dal produttore per garantire la sicurezza operativa.
In secondo luogo, le modifiche ai parametri della macchina utensile possono essere effettuate solo dopo aver ottenuto l'approvazione del produttore.
3. Se il secondo requisito non è soddisfatto e vengono apportate modifiche ai parametri della macchina utensile, possono verificarsi incidenti alle apparecchiature.
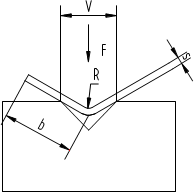
La selezione della matrice inferiore (vedere figura 4)
Fig. 4 Lo schizzo della mappa della matrice inferiore
F: la forza di flessione richiesta (KN/m) per metro quando la resistenza alla trazione del materiale è di 400 N/mm.
Se la resistenza alla trazione del materiale è di 800N/mm, la forza di flessione richiesta (KN/m) per metro raddoppia. S: spessore della piastra (mm)
S: Spessore della piastra (mm)
B: Larghezza minima di curvatura (mm)
V: Larghezza dell'apertura dello stampo inferiore (mm) R: Semidiametro di piegatura (mm)
V: larghezza della matrice inferiore V, deve essere determinata in base allo spessore del materiale S e la formula generale è: S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Solo modificando la larghezza minima di curvatura e angolo di curvatura è possibile determinare scientificamente la dimensione complessiva del limite inferiore della matrice.
S
V
F
R
B
0.5
-
-
-
-
-
-
-
-
-8
-28
-1
-4
1
8
110
1
4
8
80
1.2
5
10
70
1.5
6
1.2
8
120
1.2
5
10
100
1.5
6
12
80
1.8
7
1.5
10
150
1.5
6
12
130
1.8
7
16
90
2.4
9.5
2
12
220
1.8
7
18
170
2.4
9.5
20
130
3
12
2.5
18
250
2.5
9.5
20
210
3
12
24
130
3.6
15
3
20
300
3
12
24
250
3.6
15
32
190
4.8
20
4
24
440
3.6
15
32
340
4.8
20
40
270
6
25
5
32
550
4.8
20
40
420
6
25
50
320
7.5
32
6
40
600
6.5
25
50
480
8
32
60
400
9.5
38
8
50
880
8
32
60
720
10
38
80
530
12.5
51
10
60
1100
10
38
80
850
13
51
100
570
16
62
12
80
1200
13
51
100
960
16
62
120
800
19
73
14
100
1310
15
62
120
1090
18
73
140
980
21
85
15
100
1500
15
62
120
1250
18
73
140
1070
21
85
16
120
1420
18
68
140
1230
21
79
160
1070
24
90
18
140
1545
21
87
160
1350
24
100
180
1200
27
112
20
140
1900
25
85
180
1700
28
98
200
1350
38
121
25
180
2550
28
100
200
2100
38
121
250
1700
41
131
30
200
3000
38
125
250
2550
41
131
300
2100
53
143
Durante il processo di piegatura, la forza di piegatura si concentra sulla superficie del piano di lavoro e agisce contemporaneamente sull'utensile. Pertanto, il carico che l'utensile può sopportare non deve superare la sua capacità.
Ad esempio:
S=2mm F=150KN (15t/m)
F=150KN (15t/m)
B min=10mm R=2mm
R=2 mm
Quando si seleziona la matrice inferiore, le opzioni sono V12, V16 e V20. Quando si sceglie la V16, è meglio prendere in considerazione lo spessore della piastra.
F=170KN (17t/m)
B min=9,5 mm
R=2,4 mm
In termini relativi, il raggio non è molto significativo e quando la larghezza di piegatura (b) è maggiore del raggio di piegatura minimo, è possibile lavorare lastre di spessore diverso con lo stesso stampo inferiore.
V16 S= 1,5 mm, 2 mm, 2,5 mm
Nota: se si tratta di uno strumento di stampaggio, la forza di piegatura deve essere due o tre volte superiore.
Selezione del punzone superiore della pressa piegatrice
La scelta dello stampo superiore deve basarsi anche sulla forza di piegatura e la capacità di carico non deve essere superata. Inoltre, i clienti possono scegliere utensili speciali, ma devono essere consapevoli della diversa capacità di carico rispetto agli utensili standard.
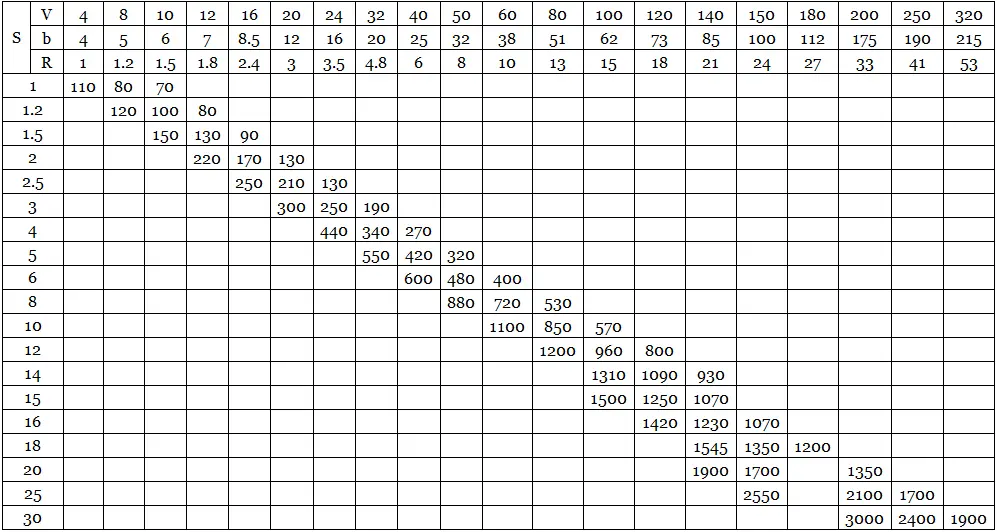
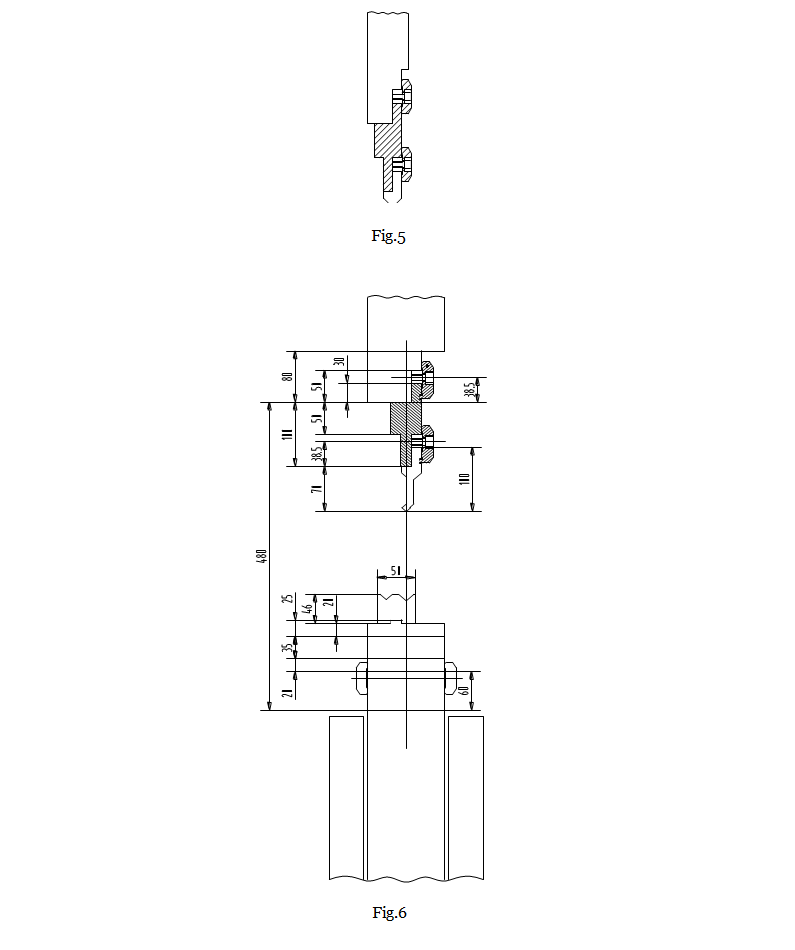
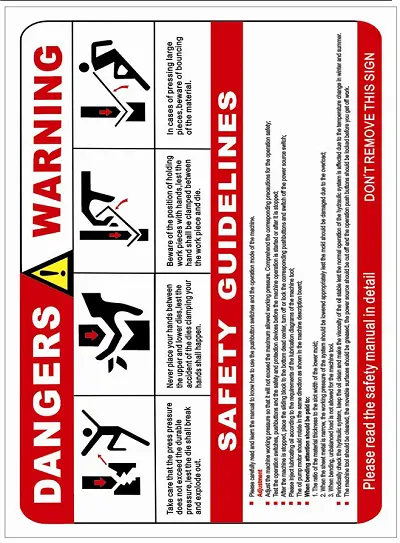
Nota: l'operatore deve attenersi ai principi di sicurezza nelle aree pericolose della macchina, come illustrato nelle Figure 5 e 6.
A. È vietato attraversare l'utensile.
B. Per evitare incidenti, prima di installare gli stampi superiore e inferiore, il pulsante di avvio deve essere impostato sulla seconda posizione di controllo e il pulsante di guida NC deve essere impostato su "arresto asse".
Installare la matrice inferiore e regolare la serraggio bulloni.
Muovere lentamente il blocco di scorrimento fino a quando la distanza tra esso e la matrice inferiore è approssimativamente pari allo spessore della piastra.
Fissare la matrice superiore e il piedistallo della matrice superiore e posizionarla sul blocco di scorrimento. Quindi, stringere leggermente i bulloni di serraggio o chiudere la parte di serraggio.
Applicare una piccola forza per allineare lo stampo. I centri dello stampo superiore e inferiore devono essere in linea retta. Dopo che un bordo dello stampo è completamente collegato, stringere la parte di fissaggio.
Il materiale della lamiera
La tabella sottostante è solo di riferimento. In caso di domande, consultare il materiale di lavorazione.
Tipo
Resistenza alla trazione Kg/mm2
Alluminio
Rigidità morbida
10.5
Mediocre
13.3
Alto
19.6
Ottone
Morbido
32.9
Mennir ad alta resistenza resiste alla corrosione il Costantana
Mediocre
42
Alto
59.5
Rame
Rotolato
25.9
Alluminio cromato
Morbido
24.5
Trattamento termico
38.5
Ferro
Ferro battuto
35
Acciaio
0,25%c
46.9
0,5%c
66.5
0,75%c
80.5
1.0%c
91
1.2%c
105
1# Volume acciaio
52.5
Acciaio inox 18-8
66.5
Avviamento
I guasti impossibili e i metodi di risoluzione
Nota:
Prima di iniziare, accertarsi che non provochi danni.
La macchina utensile deve essere in condizioni di sicurezza e idonea al funzionamento, con tutte le misure di protezione e i dispositivi di sicurezza in funzione.
Evitare qualsiasi operazione pericolosa e seguire le precauzioni di sicurezza.
Se si verifica un guasto, arrestare immediatamente la macchina e risolvere il problema.
La risoluzione dei guasti deve essere effettuata sotto la supervisione di un tecnico qualificato o di un esperto.
Ispezionare regolarmente l'esterno della macchina per verificare la presenza di danni o guasti e, se necessario, fermarla.
L'operatore deve leggere attentamente il manuale operativo.
Risoluzione dei problemi
Fallimento
Motivi
Il motore della pressa non può muoversi rapidamente
La guida si sposta, la valvola di scambio EV1/2 è danneggiata, la valvola di controllo SV1/2 è danneggiata
Il motore della pressa non riesce a produrre pressione
Scambio EV1/2 non funzionante, valvola di riempimento V5/6 aperta, regolazione della pressione danneggiata, usura della pompa
Il motore della pressa si ferma in posizione di arresto per 5-10 secondi, quindi esegue un movimento lento.
Valvola di riempimento EV5/6 chiusa, posizione dell'olio troppo bassa nel cilindro dell'olio
La testa della pressa si muove prima leggermente all'indietro e poi inizia lentamente
Valvola singola V11/V12 aperta, parametri di impostazione errati
Curvatura non corretta
Guasto della valvola di controllo, impostazione di base errata, trasduttore non regolato bene o trasduttore danneggiato.
La testa della pressa non riesce a tornare indietro, la testa della pressa torna indietro lentamente
La valvola di controllo SV1/2 è danneggiata, la valvola di scambio Ev1/2 non risponde, la valvola di riempimento è bloccata in posizione di chiusura, la valvola singola EV9/8 è in posizione di chiusura, la valvola di regolazione della pressione EVP è danneggiata, l'impostazione dei parametri è errata, la guida si muove a spanne, la pressione di corsa è troppo bassa.
La testa della pressa si è fermata in posizione alta, fino a 2-3 mm torna indietro, si abbassa lentamente e la velocità non supera i 2 mm/min.
V7/8 a una via aperto, sostituire la perdita o l'otturatore EV1/2
Nota: per risolvere eventuali guasti e rispettare le procedure di ispezione e manutenzione, è necessario rivolgersi a una persona qualificata. Durante il periodo di garanzia, informare il personale di manutenzione. Se il guasto è dovuto a un funzionamento non corretto, il personale di manutenzione non sarà ritenuto responsabile.
La manutenzione della pressa piegatrice
Nota:
prima del funzionamento della macchina, è importante che l'utensile corrisponda al programma di controllo.
Arresto della macchina dopo il lavoro
Due modi di fermarsi:
Fermata al centro del punto morto inferiore
-Spostare il blocco di scorrimento al centro del punto morto inferiore.
-Chiudere l'interruttore principale del motore
-Impostare il selettore di funzionamento su "0".
-Impostare l'interruttore principale su "0".
Utilizzare due legni della stessa altezza per l'arresto (per il periodo di manutenzione).
-Posizionare i due pezzi di legno sul tavolo da lavoro.
-Ruotare il selettore a chiave "selezione operazione" su "2" (per la regolazione)
-Funzionamento in modalità "manuale
Dopo l'arresto della macchina, spostare il blocco di scorrimento manuale verso il basso fino a quando non si collega leggermente al legno.
-Spegnere il motore principale
-Cambiare l'interruttore di selezione del funzionamento su "0".
-Impostare l'interruttore principale su "0".
Utilizzare il pulsante di arresto di emergenza
Attivando questo pulsante, tutti gli assi si fermano e la pompa si spegne, ma il sistema di controllo rimane attivo. Per riavviare la macchina:
-Rilasciare il pulsante di emergenza
-Premere il pulsante verde "marcia del motore principale". Non è necessario riavviare la macchina utensile.
Correggere il blocco di scorrimento
In caso di arresto, se un lato del blocco di scorrimento è inclinato o più basso rispetto alla posizione di livello, può essere regolato manualmente, ma la macchina deve essere spenta e riavviata in condizioni normali.
Nota: se non è possibile correggere il blocco del cursore o se la funzione di posizionamento si interrompe ripetutamente, ciò potrebbe indicare un guasto nel sistema di controllo o nel sistema idraulico.
Richiesta di manutenzione
La persona responsabile della manutenzione e del collaudo deve leggere attentamente il manuale d'uso e avere un'ampia esperienza.
Si raccomanda di far eseguire un controllo dal produttore della macchina.
L'operatore della macchina deve eseguire un'ispezione giornaliera per individuare eventuali perdite o parti allentate.
Se l'utente non riesce a risolvere un malfunzionamento, deve informare immediatamente il produttore.
Le istruzioni per la manutenzione delle parti della macchina.
Lista di controllo per la manutenzione settimanale:
Lubrificazione delle guide
Lubrificazione del manometro posteriore
Controllo della tenuta della cinghia di trasmissione
Verifica dell'allineamento parallelo
Pulizia della piastra indice
Ispezione dei componenti dell'azionamento
Pulizia dalla muffa e valutazione dei danni.
Istruzioni per la manutenzione del sistema idraulico
Rifornimento di olio idraulico:
Controllare quotidianamente il livello dell'olio quando il blocco di scorrimento è al massimo. Osservare l'indicatore di livello dell'olio e rabboccare se necessario.
Se il livello dell'olio supera i 10% della capacità del serbatoio dell'olio, far circolare l'olio idraulico in una direzione per un tempo calcolato in base alla capacità del serbatoio dell'olio e alla frequenza della pompa idraulica.
Quando il blocco di scorrimento si trova nel punto morto superiore, aggiungere olio al centro dell'indicatore di livello dell'olio (visibile dal retro del serbatoio dell'olio).
T = V /Q*5
T-tempo di circolazione (minuto)
V--Cubi di olio (litri)
Q-- La frequenza di circolazione della pompa dell'olio
Filtro ad alta potenza
Programma di sostituzione del nucleo del filtro:
Sostituire il nucleo del filtro dopo 200 ore di funzionamento, quindi ogni 6 mesi o dopo 1000 ore di funzionamento, oppure quando si accende la spia gialla "sostituire il filtro".
Il filtro deve avere un valore di 10 micron. Dopo la sostituzione del nucleo, lasciare circolare l'olio per almeno un'ora come descritto sopra.
Nota: se la spia gialla "sostituire il filtro" si accende, il nucleo deve essere sostituito entro 8 ore di funzionamento.
Calibro posteriore
Se necessario, è necessario controllare settimanalmente la posizione di zero di tutti gli assi della macchina (senza localizzatore del calibro posteriore) o ricevere una compensazione dal DNC.
Ispezione del funzionamento della macchina
Voci dell'ispezione ordinaria:
Ispezione del sistema di misurazione del vettore
Ispezione dei componenti per la regolazione della macchina
Ispezione del collegamento a vite e della guida
Ispezione del trasferimento del segnale del trasduttore
Ispezione del componente di serraggio del blocco di scorrimento
Ispezione dei componenti dell'unità di misura posteriore
Ispezione dei componenti per il serraggio del calibro posteriore
Ispezione per la regolazione della muffa
Ispezione dello spessore di diverse piastre di piegatura.
Ispezione delle valvole di controllo
Programma di ispezione delle valvole:
Le valvole V7, V8, V9 e V10 devono essere ispezionate ogni sei mesi seguendo le seguenti procedure:
Spostare il blocco di scorrimento nel punto morto superiore
Scollegare i pin unidirezionali EV1 ed EV2
Azionare due interruttori di comando manuali
La valvola di non ritorno deve impedire il passaggio dell'olio dal fondo del cilindro dell'olio al serbatoio dell'olio attraverso la servovalvola (con il blocco di scorrimento nel punto morto superiore).
Se il cursore si muove verso il basso, contattare il produttore per la sostituzione della valvola.
Spostare il blocco di scorrimento nel punto morto superiore
Spegnere l'interruttore
Azionare le valvole unidirezionali EV1 ed EV2 attraverso il perno sul coperchio terminale.
Il blocco di scorrimento deve muoversi a una velocità di circa 10 mm/s.
Se il blocco di scorrimento si muove rapidamente verso il basso, sostituire la valvola in questione.
Nota: Le valvole di ritegno sopra menzionate fanno parte del sistema di sicurezza. Non avviare la macchina utensile prima di aver sostituito le valvole potenzialmente danneggiate.
Ispezione della valvola di regolazione della pressione:
L'anello di tenuta di sicurezza della valvola di regolazione meccanica della pressione deve essere ispezionato annualmente.
Nota: se non è possibile eseguire la regolazione di cui sopra, qualsiasi richiesta di risarcimento per problemi di qualità durante il periodo di garanzia sarà annullata.
Sostituzione dell'olio
Programma di sostituzione dell'olio idraulico:
Sostituire l'olio idraulico ogni tre anni o dopo 6000 ore di funzionamento.
Spostare il blocco di scorrimento nel punto morto superiore e fissarlo in posizione.
Regolare la vite per scaricare l'olio idraulico.
Riempire l'olio idraulico nuovo fino al livello medio, con il blocco del cursore nel punto morto superiore.
Prima di riavviare la macchina, lasciare circolare l'olio idraulico per circa un'ora.
Dopo la circolazione, inserire un nucleo filtrante da 10 micron.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete problemi con le piegature incoerenti della vostra pressa piegatrice CNC? Questo articolo illustra le regolazioni critiche necessarie per ottenere una sincronizzazione e una precisione perfette. Dalla messa a punto del sistema di servoassistenza elettroidraulica alla...
Vi siete mai chiesti come fa una pressa piegatrice a modellare il metallo con tanta precisione? Questo articolo svela le affascinanti parti e funzioni di una pressa piegatrice, mostrandovi il suo ruolo essenziale...
Vi siete mai chiesti come si trasforma una lamiera piatta in una forma complessa? Le presse piegatrici sono gli eroi non celebrati del mondo produttivo, che piegano e modellano il metallo...
Vi siete mai chiesti come funziona il sistema idraulico di una pressa piegatrice? In questo articolo ci addentreremo nelle complessità di questo componente essenziale. Il nostro esperto ingegnere meccanico vi guiderà...
Attenzione a tutti gli appassionati di meccanica e ingegneria! Vi siete mai chiesti come funziona una pressa piegatrice? In questo post ci immergeremo nel mondo...
La scelta tra una pressa piegatrice elettrica e una idraulica può avere un impatto significativo sull'efficienza e sui costi dell'azienda. Le presse piegatrici elettriche offrono un risparmio energetico superiore, vantaggi ambientali e velocità di funzionamento più elevate, mentre...
La scelta della pressa piegatrice idraulica giusta può essere impegnativa a causa della varietà di opzioni disponibili. È fondamentale capire la distinzione tra modelli NC e CNC. Questa guida spiega i principali...
Immaginate di acquistare una pressa piegatrice e di accorgervi che non soddisfa le vostre esigenze: un errore costoso! Questa guida spiega i principi e i fattori critici da considerare quando si acquista una pressa piegatrice. Da...
Immaginate una macchina che modella il metallo con precisione ed efficienza, trasformando le lamiere grezze in componenti intricati. Questo articolo esplora la pressa piegatrice, uno strumento fondamentale nella lavorazione dei metalli, e rivela come...











{kind=link}
{kind=link}
{kind=link}