Vi siete mai chiesti come saldare pezzi di metallo estremamente spessi senza ricorrere a più passate? La saldatura a elettroscoria (ESW) offre una soluzione efficiente, utilizzando scorie fuse per generare il calore necessario alla saldatura. Questa tecnica è ideale per saldare sezioni spesse in una sola passata, risparmiando tempo e materiali. In questo articolo scoprirete il processo, le attrezzature, le applicazioni e i vantaggi dell'ESW, fornendovi le conoscenze necessarie per comprenderne i vantaggi e i potenziali svantaggi in varie applicazioni industriali.
La saldatura a elettroerosione utilizza il calore di resistenza generato dalla corrente che passa attraverso la scoria come fonte di calore per fondere il metallo d'apporto e il metallo di base, che poi si solidifica formando una struttura saldamente connessa tra gli atomi di metallo.
Quando si avvia il processo di saldatura, cortocircuitare il filo di saldatura con la scanalatura di saldatura e aggiungere continuamente una piccola quantità di flusso solido.
Utilizzare il calore dell'arco elettrico per fonderlo e formare una scoria liquida.
Quando la scoria raggiunge una certa profondità, si aumenta la velocità di alimentazione del filo e si riduce la tensione in modo che il filo venga inserito nella piscina di scorie e l'arco si spenga, entrando così nel processo di saldatura a scoria.
La saldatura a elettroerosione comprende principalmente la saldatura a elettroerosione con ugello a fusione, la saldatura a elettroerosione con ugello non a fusione, la saldatura a elettrodo a filo, la saldatura a elettrodo a piastra, ecc.
Lo svantaggio è che il calore in ingresso è elevato, il giunto rimane a lungo ad alte temperature e l'area vicina alla saldatura è soggetta a surriscaldamento, con conseguente formazione di strutture cristalline grossolane nel metallo saldato, bassa tenacità all'urto e, in genere, necessità di una ricottura post-saldatura. trattamento termico di rinvenimento.
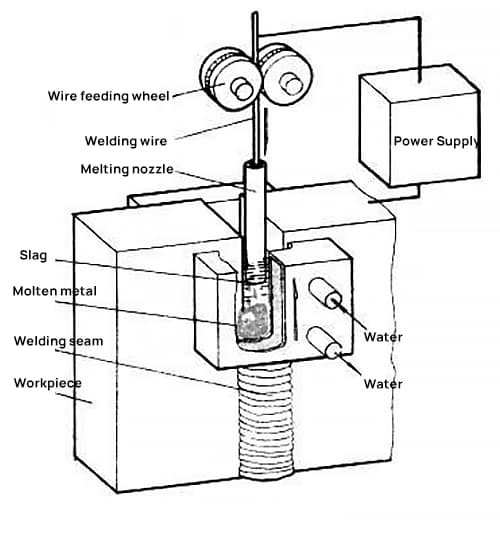
Schema della saldatura a elettroerosione
Piastra di supporto: Viene utilizzato per estrarre dal pezzo la parte di metallo saldato che forma la pozza di scoria e che spesso produce fori di ritiro e cricche quando la saldatura si interrompe.
Scanalatura di partenza: Oltre a formare la scoria, viene utilizzata anche per lasciare all'interno della scanalatura di partenza la parte del processo ad arco elettrico instabile e a bassa temperatura, soggetta a difetti non fusi.
Dopo la saldatura, la piastra di supporto e la scanalatura di partenza vengono rimosse.
Apparecchiature per la saldatura a elettroscoria
Alimentazione
Meccanismo di alimentazione del filo
Meccanismo di sollevamento
Meccanismo di oscillazione
Cursore di formatura
La saldatura a elettroerosione presenta le seguenti caratteristiche nel suo processo:
Si tratta di un metodo di saldatura meccanica e la sua giunti saldati sono per lo più scanalature a forma di I, situate in posizione verticale o quasi verticale sull'asse della saldatura.
Ad eccezione dei cordoni circonferenziali, il pezzo viene fissato durante la saldatura.
Una volta iniziata, la saldatura deve essere continua fino alla fine, senza interruzioni.
Il processo di solidificazione del giunto di saldatura procede dal basso verso l'alto. Al di sopra del metallo saldato solidificato c'è sempre del metallo fuso, che è coperto da scorie fuse ad alta temperatura.
Ha un'elevata velocità di deposizione, che consente di saldare in un solo passaggio sezioni molto spesse.
Rispetto ad altre fusioni metodi di saldaturaLa saldatura a elettroerosione presenta i seguenti vantaggi:
(1) Può saldare pezzi molto spessi in una sola volta, aumentando così la produttività della saldatura.
(2) I pezzi spessi non devono essere scanalati, purché vi sia un certo spazio di montaggio tra i due pezzi, il che consente di risparmiare molto metallo d'apporto e tempo di lavorazione.
(3) A causa della posizione verticale della saldatura, è sempre presente una pozza di scorie ad alta temperatura con un certo volume sulla pozza di metallo fuso, che facilita la precipitazione di gas e impurità nella pozza di metallo fuso.
Pertanto, difetti come pori e inclusioni di scorie sono generalmente meno probabili.
Inoltre, a causa della lenta velocità di saldatura e della minore concentrazione della fonte di calore rispetto a saldatura ad arcoLa velocità di riscaldamento e raffreddamento dell'area vicina alla cucitura è più lenta.
In questo modo si riduce la possibilità di cricche da tempra nell'area vicina alla giunzione per i tipi di acciaio facili da temprare. Il preriscaldamento non è necessario quando saldatura dell'acciaio al carbonio e acciaio a bassa lega.
(4) Poiché la profondità di fusione del metallo base è relativamente facile da regolare e controllare, la proporzione di metallo d'apporto e di metallo base nel metallo saldato può essere regolata in un ampio intervallo.
Ciò è particolarmente importante per regolare la composizione chimica del metallo saldato e ridurre le impurità dannose.
A causa delle caratteristiche della fonte di calore e della bassa velocità di saldatura, la saldatura a elettroerosione presenta alcuni svantaggi:
Il metallo saldato e l'area vicina al cordone rimangono a lungo ad alte temperature (superiori a 1000℃), con conseguente formazione di grani grossolani, strutture surriscaldate e riduzione della resistenza all'urto del giunto saldato.
Pertanto, la ricottura post-saldatura o trattamento termico di rinvenimento è generalmente richiesta per alcuni tipi di acciaio, il che è relativamente difficile per i pezzi di grandi dimensioni.
È necessario migliorare la tenacità all'urto del giunto saldato durante lo stato di saldatura a elettroerosione.
2. Classificazione della saldatura a elettroerosione
Esistono tre tipi di metodi di saldatura a elettroerosione, a seconda della forma dell'elettrodo:
1. Saldatura a elettrodo a filo e a scoria
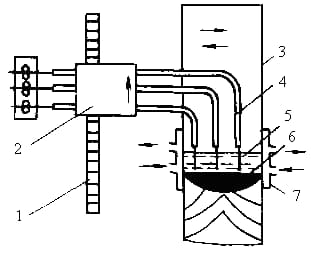
Schema della saldatura a elettrodo a filo e a scintilla
1 - Binario di guida 2 - Testa della saldatrice 3 - Saldatura 4 - Ugelli elettrici 5 - Serbatoio scorie 6 - Piscina di fusione del metallo 7 - Cursore di formazione raffreddato ad acqua
2. Elettrodo a ugello Saldatura a elettroerosione
Schema della saldatura a elettroerosione con ugello fuso
Schema della saldatura a elettrodo tubolare a elettroerosione
Filo per saldatura
Rullo di alimentazione
Portaelettrodi
Tubo in acciaio per elettrodi
Rivestimento dell'elettrodo
Pezzo in lavorazione
Cursore di formatura raffreddato ad acqua.
3. Elettrodo a piastra Saldatura a elettrodo
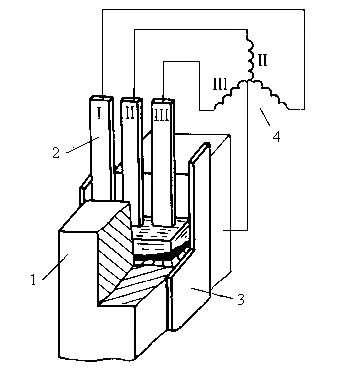
Schema della saldatura a elettrodo a piastra a elettroerosione
Saldatura
Elettrodo a piastra
Dispositivo di formatura a forzatura
Alimentazione.
3. Ambito di applicazione della saldatura a scoria
1. Metalli saldabili
La saldatura a elettroerosione è utilizzata principalmente per saldare acciaio o leghe a base di ferro.
Gli acciai a basso e medio tenore di carbonio sono facili da saldare. Grazie al raffreddamento lento, è adatto anche alla saldatura di acciaio ad alto tenore di carbonio e ghisa.
Con opportuni accorgimenti, si possono saldare anche acciai basso-legati, acciai inossidabili e leghe a base di nichel.
2. Spessore saldabile
In generale, è consigliabile saldare lamiere di spessore pari o superiore a 30 mm.
In generale, è consigliabile saldare lamiere di spessore superiore a 30 mm, mentre le lamiere di spessore inferiore a 30 mm non sono così economiche come la saldatura ad arco sommerso e la saldatura elettrica a gas. saldatura verticale.
Sebbene non esista un limite massimo di spessore per la saldatura a elettrodo, a causa dei limiti delle apparecchiature, la saldatura a elettrodo a filo può generalmente saldare lamiere di spessore fino a 400 mm.
Per spessori maggiori, è possibile utilizzare la saldatura a elettrodo a piastra e la saldatura a elettroerosione con ugello fuso, con uno spessore fino a 1 metro.
3. Giunti saldabili
I giunti di testa tra piastre di uguale spessore sono i più facili da saldare e i più utilizzati. Seguono i giunti a T, i giunti d'angolo e i giunti a croce.
4. Strutture saldabili
La struttura più utilizzata è quella a piastra spessa, seguita da strutture a sezione larga, strutture cilindriche e strutture a sezione variabile (comprese le strutture con saldature curve o a superficie curva).
Queste strutture si trovano spesso in settori industriali come la produzione di macchine, i macchinari pesanti, i recipienti a pressione delle caldaie, le navi e i grattacieli.
4. Materiali di saldatura per la saldatura a elettroerosione
1. Flusso di saldatura
Funzione: Fonde le scorie per convertire l'energia elettrica in calore:
(1) Fonde il metallo di riempimento e il metallo di base;
(2) Preriscaldare la parte saldata;
(3) Prolunga il tempo di esistenza del bagno fuso e rallenta il raffreddamento del pezzo saldato;
(1) Deve essere in grado di formare facilmente e rapidamente la scoria. La scoria deve avere una conducibilità adeguata, ma non troppo elevata, altrimenti aumenterà la deviazione di corrente intorno al filo di saldatura, indebolirà l'effetto di convezione del flusso di liquido nella zona ad alta temperatura e causerà una diminuzione dell'ampiezza del fuso o addirittura una penetrazione incompleta.
(2) La scoria liquida deve avere una viscosità adeguata. Se la viscosità è troppo alta, è facile che si producano inclusioni di scoria e sottosquadri nel metallo saldato. Se la viscosità è troppo bassa, è facile che la scoria fuoriesca dallo spazio tra il pezzo e la piastra di supporto, con conseguente interruzione della saldatura.
2. Materiale dell'elettrodo
Durante il processo di saldatura a elettroerosione, l'alligazione del metallo saldato non avviene generalmente attraverso il flusso, ma principalmente regolando la composizione della lega del metallo saldato. materiale dell'elettrodo per controllare la composizione chimica e le proprietà meccaniche del metallo saldato.
Quando si sceglie un elettrodo per la saldatura a scoria, occorre considerare l'effetto di diluizione del metallo base sulla saldatura.
Per la saldatura di acciaio al carbonio e acciaio a bassa lega:
(1) Il contenuto di zolfo e fosforo del materiale dell'elettrodo deve essere controllato.
(2) Il contenuto di carbonio di dell'elettrodo deve essere generalmente inferiore a quello del metallo base, in genere controllato a circa 0,10% W(C).
(3) La conseguente diminuzione delle proprietà meccaniche della saldatura può essere compensata aumentando il contenuto di manganese, silicio e altre sostanze. elementi in lega.
Tabella per la selezione dei fili di saldatura a elettroerosione comunemente utilizzati per i materiali in acciaio.
I requisiti di base della saldatura a elettroerosione per potenza di saldatura sono i seguenti:
1. Mantenere un processo ad arco elettrico stabile.
Durante il processo di saldatura, non devono verificarsi scariche d'arco o processi misti di scorie e arco, altrimenti i normali parametri del processo di saldatura saranno distrutti.
L'alimentatore per arco elettrico deve essere scelto con caratteristiche piatte (bassa tensione a vuoto e piccola induttanza).
Durante la saldatura a elettroscoria, il filo di saldatura viene alimentato a velocità costante e le caratteristiche di corrente-tensione nel bagno di scoria sono curve ascendenti.
Pertanto, quando la tensione della rete cambia e la velocità di alimentazione del filo cambia, la corrente e tensione di saldatura Le variazioni causate dalla caratteristica piatta della sorgente di saldatura sono ridotte e l'effetto di autoregolazione è forte.
3. La saldatura a elettroerosione richiede una potenza sufficiente, una bassa tensione a vuoto e una sorgente di saldatura con caratteristiche piatte.
Per la saldatura a elettroerosione si utilizzano comunemente sorgenti di corrente alternata, con modelli come BP1-3×1000 e BP1-3×3000 (trasformatori per saldatura ad arco con caratteristiche piatte). Se non è disponibile una sorgente di saldatura con caratteristiche piatte, si può utilizzare un trasformatore per saldatura ad arco con caratteristiche piatte. fonte di alimentazione per la saldatura ad arco con caratteristiche verso il basso può essere utilizzato temporaneamente come sostituto.
Saldatura a elettroerosione:
(1) Processo ad arco: In primo luogo, si genera un arco tra il filo di saldatura e la piastra dell'elettrodo. Il calore dell'arco scioglie il flusso di saldatura intorno all'arco. Quando la scoria liquida raggiunge una certa profondità, la velocità di alimentazione del filo viene aumentata e la tensione dell'arco viene abbassata per inserire il filo di saldatura nel bagno fuso. L'arco si spegne e inizia il processo successivo.
(2) Processo di scoria: Quando la corrente scorre attraverso il bagno di scorie verso il pezzo, il filo di saldatura e il pezzo vengono fusi dal calore di resistenza generato dal bagno di scorie. Il metallo fuso si deposita sul fondo della piscina di scorie a causa del suo peso superiore alla densità della scoria, formando una piscina fusa. Mentre l'elettrodo continua a fondere e ad alimentare, la piscina fusa e la piscina di scorie continuano a salire. Il metallo raffreddato e solidificato sul fondo della piscina fusa, lontano dalla fonte di calore, forma la saldatura.
5. Caratteristiche metallurgiche
1. I gas e le scorie nel bagno fuso sono facili da precipitare, quindi non è facile produrre pori o inclusioni di scorie.
2. La reazione metallurgica è sufficiente e la composizione chimica della saldatura è uniforme.
3. Può ridurre la tendenza all'estinzione della saldatura ed evitare che crepe fredde, particolarmente vantaggioso per gli acciai a medio e alto tenore di carbonio.
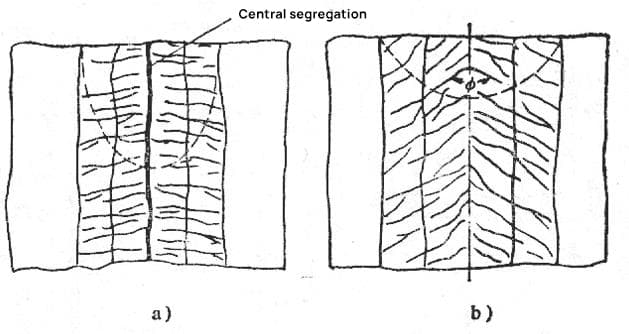
4. La zona colpita dal calore è ampia, la dimensione dei grani è grossolana e l'indice di tenacità diminuisce. La saldatura presenta una caratteristica di cristallizzazione a zig-zag, formando un angolo di giunzione φ. Più grande è l'angolo di giunzione φ, maggiore è la tendenza alla formazione di segregazione e inclusioni al centro della saldatura, con conseguenti cricche. Per evitare ciò, il coefficiente di formazione (ψ=B/H) deve essere aumentato, riducendo così l'angolo di giunzione φ.
Schema del coefficiente di forma, dell'angolo di intersezione e della segregazione centrale
a) Fattore di forma ψ = 0,8, grande angolo di intersezione Φ, grave segregazione centrale. b) Fattore di forma ψ = 3,0, piccolo angolo di intersezione Φ.
5. Ha una buona protezione per il metallo fuso.
6. Può saldare pezzi grandi e spessi in una sola volta senza smussare e il vantaggio diventa più evidente con l'aumentare dello spessore.
7. Ha un costo contenuto.
8. Il rapporto di fusione è piccolo, generalmente 10-20%, e la composizione della saldatura può essere facilmente regolata attraverso il filo di saldatura.
9. Non è richiesto il preriscaldamento, ma è necessario un trattamento termico post-saldatura per migliorare la tenacità (in genere ricottura o tempra).
10. La piscina di scorie ha una grande capacità termica e non è sensibile alle variazioni di corrente a breve termine.
6. Difetti comuni e metodi di miglioramento per i giunti di saldatura a scintilla
Inclusione di scorie: modifica delle specifiche o processo di scoria elettrica instabile.
Penetrazione incompleta: processo di scoria elettrica instabile o parametri di specifica inadeguati.
Ampia zona termicamente alterata con granulometria grossolana: è possibile eseguire un trattamento termico di normalizzazione e rinvenimento post-saldatura, nonché misure quali la riduzione del gioco, l'aggiunta di metallo d'apporto e l'aumento della velocità di saldatura.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Come si uniscono due metalli in un'unica forma integrale? La risposta si trova nell'affascinante mondo della saldatura, dove il calore, la pressione o entrambi creano legami indissolubili. Questa guida...
Perché la saldatura dell'acciaio al carbonio è un'arte e una scienza? Conoscere la saldabilità dei diversi acciai al carbonio, da quelli a basso a quelli ad alto tenore di carbonio, è fondamentale per garantire giunti resistenti e duraturi. Questo...
Cosa determina la possibilità di unire senza problemi due pezzi di metallo? Questo articolo approfondisce i fattori critici che influenzano la saldabilità dei materiali metallici, dalla composizione del materiale alle condizioni ambientali....
Vi siete mai chiesti come delle minuscole particelle possano fare o rompere i vostri dispositivi elettronici? In questo articolo esploriamo l'affascinante mondo del flusso di saldatura, l'eroe non celebrato della saldatura e della brasatura....
Vi siete mai chiesti quale sia l'arte della saldatura e quali siano le diverse posizioni coinvolte? In questo affascinante post del blog, approfondiremo le complessità delle posizioni di saldatura, da quelle piatte a quelle...
Cosa rende così impegnativa la saldatura di acciai bonificati a basso tenore di carbonio? Questo articolo ne esplora le complessità, dalla gestione delle cricche a freddo alla prevenzione dell'infragilimento nella zona termicamente alterata. Imparerete i principali...
Vi siete mai chiesti cosa renda così impegnativa la saldatura dell'acciaio inossidabile e dell'acciaio resistente al calore? Questo articolo illustra le complessità della saldatura di questi materiali, dalle proprietà uniche dei diversi...
Immaginate di essere in un'officina, circondati dallo sfrigolio e dalle scintille delle torce di saldatura. Vi siete mai chiesti cosa rende un metodo di saldatura diverso da un altro? Questo articolo vi porta...
Questo articolo esplora l'affascinante mondo della saldatura, dalla saldatura ad arco manuale alle tecniche avanzate con schermo a gas. Scoprirete i metodi, i vantaggi e le applicazioni dei vari processi di saldatura. Preparatevi a...