9 fattori chiave che influenzano la qualità del taglio laser
Vi siete mai chiesti come si ottiene la precisione nel taglio laser? Questo articolo esplora i fattori cruciali che influenzano la qualità del taglio laser, come le condizioni dell'ugello, la posizione della messa a fuoco e la pressione del gas ausiliario. La comprensione di questi elementi vi consentirà di ottimizzare i vostri processi di taglio laser per ottenere risultati superiori. Immergetevi per scoprire i segreti di tagli impeccabili!
L'efficienza e la qualità del taglio laser sono influenzate da diversi fattori critici:
① Caratteristiche dell'ugello
Diametro e condizioni (integrità/danni)
Precisione di altezza e allineamento
Installazione e fissaggio corretti
② Integrità dell'anello in ceramica
Solidità strutturale
Tenuta efficace con i componenti adiacenti
③ Allineamento della testa di taglio e del percorso ottico
Pulizia degli specchi di collimazione, di messa a fuoco e di protezione
Allineamento coassiale tra percorso ottico e ugello
④ Parametri del gas di assistenza
Purezza e composizione del gas
Ottimizzazione della portata
Regolazione della pressione
⑤ Posizionamento del punto focale
⑥ Velocità di taglio
Potenza laser in uscita ⑦
⑧ Caratteristiche del pezzo in lavorazione
Composizione e proprietà del materiale
Tendenza alla deformazione termica
Qualità della superficie (ossidazione, contaminanti, ecc.)
Tra questi fattori, quattro sono particolarmente cruciali per ottimizzare le prestazioni del taglio laser:
Velocità di taglio
Potenza laser in uscita
Posizionamento del punto focale
Pressione del gas di assistenza
Questi quattro parametri costituiscono la pietra miliare del controllo del processo di taglio laser. Le variazioni di altri fattori si manifestano tipicamente attraverso la loro influenza su queste variabili primarie.
Le sezioni seguenti forniranno un'analisi approfondita di ciascuno di questi fattori critici e delle loro interrelazioni nel processo di taglio laser.
Effetto dell'ugello sulla qualità del taglio laser
Il tipo di ugello, l'apertura dell'ugello, l'integrità dell'ugello, l'altezza dell'ugello (distanza tra l'uscita dell'ugello e la superficie del pezzo), ecc. influiscono sull'effetto di taglio.
Selezione del tipo di ugello e dell'apertura nel taglio laser
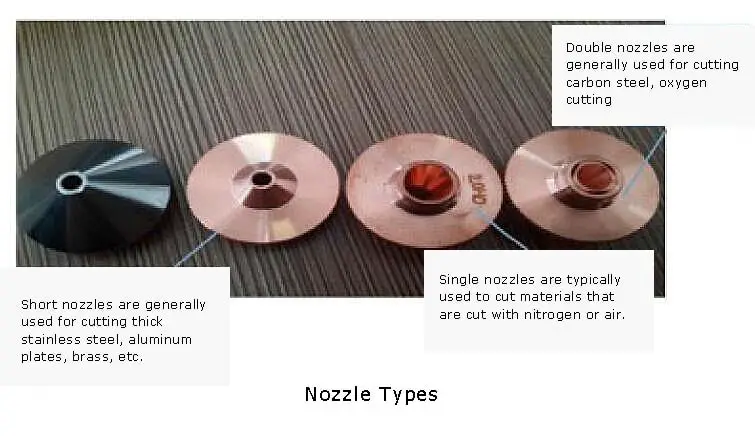
La scelta di ugelli appropriati è fondamentale per ottenere una qualità di taglio e un'efficienza ottimali nei processi di taglio laser. Attualmente, tre tipi principali di ugelli sono ampiamente utilizzati nelle applicazioni industriali: ugelli singoli, ugelli doppi e ugelli corti. Ogni tipo offre vantaggi specifici a seconda del materiale, dello spessore e dei requisiti di taglio.
Ugelli a taglio singolo: Questi ugelli presentano una gamma di dimensioni di apertura: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 e Φ4,0 mm. Gli ugelli singoli sono versatili e adatti a un'ampia varietà di operazioni di taglio, offrendo un buon equilibrio tra qualità del taglio e velocità per molti materiali.
Ugelli a doppio taglio: Gli ugelli doppi offrono la stessa gamma di dimensioni di apertura degli ugelli singoli: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 e Φ4,0 mm. Questi ugelli presentano un design a doppio flusso, che può migliorare le prestazioni di taglio, in particolare per i materiali più spessi o quando sono richieste velocità di taglio più elevate.
Ugelli a taglio corto: Gli ugelli corti sono disponibili con aperture maggiori: Φ3,0, Φ3,5 e Φ4,0 mm. Questi ugelli sono progettati specificamente per il taglio di materiali spessi, offrendo una migliore dinamica del flusso di gas e una distanza di stallo ridotta, che può portare a tagli più puliti e a una minore formazione di scorie in applicazioni di taglio pesanti.
In linea di principio:
La piastra sottile adotta l'ugello con un'apertura ridotta, mentre la piastra spessa adotta l'ugello con un'apertura maggiore.
Taglio di piccoli ugelli:
La superficie di taglio sarà più sottile; quando si taglia una lastra spessa, l'area di diffusione del gas è piccola, quindi non è stabile durante l'utilizzo.
Taglio con ugello grande:
L'ugello con una piccola sezione di taglio è leggermente più spesso; l'area di diffusione del gas è ampia e la portata del gas è lenta, quindi è stabile durante il taglio.
Confronto tra le aperture degli ugelli:
Apertura dell'ugello
Flusso di gas
Capacità di rimozione del fuso
piccolo
veloce
grande
grande
lento
piccolo
Effetto della rottura dell'ugello sulla qualità del taglio
Durante il processo di taglio, quando l'ugello urta o sfrega contro il pezzo, si deforma facilmente.
Quando la perforazione avviene nel foro o nel pezzo da tagliare non può essere tagliatoL'ugello è soggetto a fusione e l'imboccatura dell'ugello è bloccata, il che influisce sulla qualità del taglio.
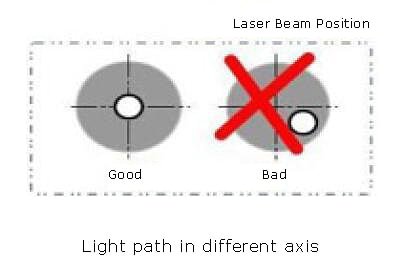
Quando l'ugello è deformato o fuso, si verificano i seguenti effetti negativi:
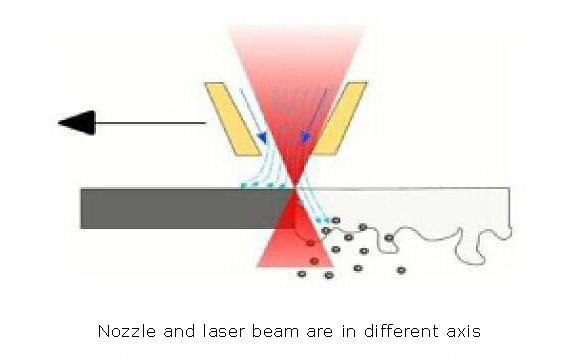
1). L'ugello e il fascio laser si trovano su assi diversi
La coassialità tra il centro del foro di uscita dell'ugello e il raggio laser è uno dei fattori importanti che influenzano la qualità del taglio.
Maggiore è lo spessore del pezzo, maggiore è l'impatto.
Quando l'ugello è deformato o fuso, influisce direttamente sulla coassialità.
Pertanto, l'ugello deve essere conservato con cura e installato correttamente per evitare urti e deformazioni.
Se è necessario modificare le condizioni al momento del taglio a causa delle cattive condizioni dell'ugello, è meglio sostituirlo con uno nuovo.
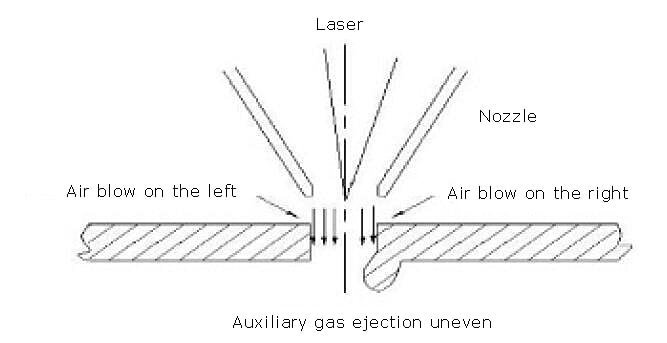
2). Quando il gas ausiliario viene soffiato fuori dall'ugello, la quantità di gas non è uniforme e si verifica un fenomeno per cui un lato viene fuso o bruciato e l'altro no.
Quando si taglia una lastra sottile di 3 mm o meno, la sua influenza è minima; quando si taglia più di 3 mm, l'effetto è grave e a volte non è possibile tagliare.
3)Impatto sugli angoli vivi
Quando il pezzo in lavorazione presenta un angolo acuto o un piccolo angolo, è probabile che si verifichi un'eccessiva fusione; le lastre spesse non possono essere tagliate.
4). Effetto sulla perforazione
La perforazione è instabile, il tempo non è facile da controllare, la lastra spessa si fonde eccessivamente, la condizione di penetrazione è difficile da cogliere e l'influenza sulla lastra sottile è minima.
L'effetto della distanza tra l'ugello e il pezzo sulla qualità del taglio (la distanza è la distanza tra l'uscita dell'ugello e la superficie del pezzo).
Lo stand-off ha un grande effetto sulla qualità del taglio, che spesso viene trascurato durante il processo di taglio.
Quando si taglia normalmente, l'altezza del seguitore deve essere generalmente di 0,8 mm-1,2 mm.
Se troppo basso, l'ugello si scontra facilmente con la superficie del pezzo;
Un valore troppo elevato provoca la dispersione del flusso d'aria dall'ugello, con conseguente variazione della concentrazione e della pressione del gas ausiliario, e quindi un calo della qualità di taglio.
La variazione dell'altezza dell'ugello (verso l'alto o verso il basso) provoca anche una variazione della posizione di fuoco (verso l'alto o verso il basso) che influisce sulla qualità del taglio.
I principali fattori che influenzano l'altezza di follow-up:
La superficie dell'ugello rileva la presenza di corpi estranei metallici sulla superficie della piastra o fa esplodere le scorie durante la perforazione, determinando un'elevata variazione dell'altezza di inseguimento.
La verifica successiva non è corretta.
Il guasto del sensore è causato dal danneggiamento di dispositivi come gli anelli di ceramica e i fili del sensore.
Il pezzo viene sollevato o la lastra viene deformata termicamente e arcuata.
Effetto dell'anello ceramico e dell'anello di tenuta sulla qualità del taglio laser
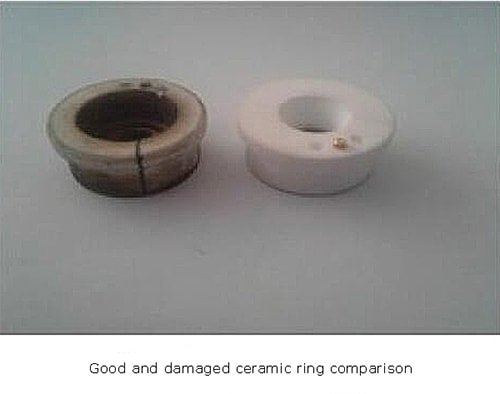
Durante il processo di taglio, quando la testa di taglio si scontra con il pezzo sollevato, è facile che l'anello di ceramica si rompa o si polverizzi.
Quando l'anello ceramico è incrinato, il gas ausiliario fuoriesce facilmente, causando un flusso di gas ausiliario insufficiente e compromettendo la qualità del taglio.
In caso di rottura dell'anello ceramico, l'operatore deve sostituire tempestivamente il nuovo anello ceramico.
Durante il processo di sostituzione, occorre prestare attenzione affinché l'anello di tenuta tra l'anello in ceramica e la testa di taglio sia pressato e compattato.
Non perderlo, altrimenti è facile che si verifichino perdite di gas ausiliario e che la qualità del taglio ne risenta.
Effetto della testa di taglio e dello stato del percorso ottico sulla qualità del taglio laser
I componenti principali della testa di taglio sono gli specchi collimatori, gli specchi focalizzatori e gli specchi protettivi.
Qualsiasi contaminazione della lente può influenzare il percorso della luceche influisce sulla qualità del taglio.
I diversi assi del laser e dell'ugello costituiscono inoltre un problema di trasmissione del percorso ottico, che può portare a un errore di taglio.
Principalmente nei seguenti aspetti:
3 bordi hanno un buon effetto di taglio del pezzo da lavorare, 1 bordo non è buono
il bordo del pezzo viene bruciato, come mostrato di seguito:
il pezzo non può essere tagliato.
Effetto della posizione di fuoco sulla qualità del taglio laser
Quando si tagliano materiali diversi, la posizione di messa a fuoco deve essere regolata in base ai diversi requisiti del processo di taglio.
La direzione della posizione del punto eccentrico deve essere distinta quando viene fornito un parametro di posizione della messa a fuoco.
Definiamo la posizione di fuoco come 0 sulla superficie superiore del foglio.
Il fuoco è negativo sotto la superficie superiore della lastra e positivo sopra la superficie superiore della lastra.
Come mostrato di seguito:
Selezione della posizione di messa a fuoco
La posizione di fuoco è uno dei quattro elementi del processo di taglio.
Pertanto, è necessario determinare se la posizione di messa a fuoco è regolata correttamente in base alle diverse lastre e ai parametri di processo di riferimento prima di ogni taglio.
I principali fattori che influenzano la posizione di fuoco sono:
I fattori che influenzano l'altezza di follow-up influiscono sulla posizione di messa a fuoco.
La contaminazione della lente provoca anomalie nel percorso ottico, con conseguente trasferimento di energia e variazione della posizione di messa a fuoco.
Dopo aver sostituito la lente di collimazione o di messa a fuoco, la posizione di messa a fuoco può cambiare e il tecnico deve controllarla.
Effetto del gas ausiliario sulla qualità del taglio laser
Effetto delle specie di gas ausiliari sul processo di taglio
Nella scelta del tipo e della pressione del gas ausiliario di taglio, occorre considerare i seguenti aspetti:
In genere, l'ossigeno viene utilizzato per tagliare l'acciaio al carbonio ordinario, come la bassa pressione perforazionee taglio a bassa pressione.
In genere, per tagliare l'acciaio inossidabile si utilizza l'azoto, piastra in alluminio, ottone, ecc.; azoto a bassa pressione per la perforazione, azoto ad alta pressione per la perforazione, ecc.
Effetto della purezza dei gas ausiliari sulla qualità dei prodotti tagliati
(1) l'effetto di un'insufficiente purezza del gas durante il taglio dell'acciaio al carbonio con ossigeno:
Per le lamiere di acciaio al carbonio sottili (l~5 mm), la purezza è insufficiente e la portata del gas deve essere aumentata durante il taglio.
Per le lamiere di acciaio al carbonio di grosso spessore (6amm+), i requisiti di purezza del gas sono molto severi; se la purezza è insufficiente, la qualità del taglio sarà molto scarsa o non potrà essere tagliata.
(2) l'effetto di una purezza del gas insufficiente quando taglio dell'acciaio inossidabile, lastre di alluminio, ottone, ecc. con azoto:
Per l'acciaio inossidabile e l'ottone, la qualità della sezione trasversale è scarsa e la sezione è ruvida.
Per la lamiera di alluminio, la qualità della sezione trasversale è scarsa e le scorie sono difficili da gestire.
Effetto della pressione del gas ausiliario sulla qualità del taglio
(1) Il gas aiuta a dissipare il calore e a favorire la combustione, e soffia via la superficie fusa, in modo da migliorare la qualità della superficie tagliata.
(2) L'effetto sul taglio quando la pressione del gas è insufficiente:
La superficie di taglio è fusa o non si riesce a tagliare
La velocità di taglio non può essere aumentata, il che influisce sull'efficienza.
(3) L'influenza sulla qualità del taglio quando la pressione del gas è troppo alta.
La superficie di taglio è più spessa e la fessura è più ampia.
La parte tagliata è fusa e non è possibile ottenere una buona qualità di taglio.
Effetto del gas ausiliario sulla perforazione
(1) Quando la pressione del gas è troppo bassa, non è facile tagliare e il tempo aumenta.
(2) Quando la pressione del gas è troppo alta, il foro viene fatto saltare, causando la fusione del punto di penetrazione e la formazione di un grande punto di fusione.
Pertanto, in genere per le lamiere di acciaio al carbonio, la pressione di perforazione della lamiera sottile è più elevata, mentre quella della lamiera spessa è più bassa.
Quando si perfora una lastra spessa, la pressione del gas e il rapporto d'aria devono essere opportunamente ridotti durante la perforazione del foro e il tempo di perforazione deve essere allungato.
Fattori che influenzano il gas di assistenza:
Purezza del gas ausiliario
Quando la purezza del gas di assistenza è bassa, la pressione del gas corrispondente deve essere aumentata e viceversa.
Apertura dell'ugello
A una data pressione, più piccola è la dimensione dei pori, minore è la portata; più grande è la dimensione dei pori, maggiore è la portata.
La dimensione del flusso influisce sull'effetto di taglio e sulla capacità di rimuovere la massa fusa.
Altezza dell'ugello
Più l'ugello è alto rispetto alla piastra, più il flusso d'aria è disperso; più la piastra è bassa, più il flusso d'aria è concentrato.
La quantità di flusso influisce sull'effetto di taglio e sulla capacità di rimuovere la fusione.
Rottura dell'ugello
Se l'uscita dell'aria dell'ugello è danneggiata, il flusso d'aria in uscita sarà irregolare e ciò influirà direttamente sulla capacità di taglio.
Anello in ceramica e relativo anello di tenuta
I danni agli anelli e alle guarnizioni in ceramica possono causare la fuoriuscita di gas, che a sua volta influisce sulla pressione e sul flusso dell'aria.
Velocità di taglio
La velocità è troppo elevata, quindi il gas ausiliario non riesce a rimuovere efficacemente la massa fusa e quindi si appende alle scorie o non riesce a tagliare.
Potenza laser
Se si verifica una perdita di potenza laser, di solito è necessaria una maggiore pressione per rimuovere la fusione.
Posizione di fuoco
Se la messa a fuoco non è corretta, l'energia del laser sulla lastra è incerta.
Si capisce che se l'energia è troppa, la pressione dell'aria deve essere piccola; se l'energia è bassa, la pressione dell'aria deve essere maggiore.
Qualità delle lastre
Se la qualità della lamiera non è buona, il taglio ne risentirà direttamente;
Se la superficie della lastra presenta ruggine, ecc., ciò non favorisce la combustione dell'ossigeno e la rimozione della fusione.
Effetto della velocità di taglio sulla qualità del taglio laser
L'effetto di una velocità di taglio troppo elevata
(1) Può causare il fenomeno del taglio e dell'inversione dello spruzzo, come indicato nella figura seguente.
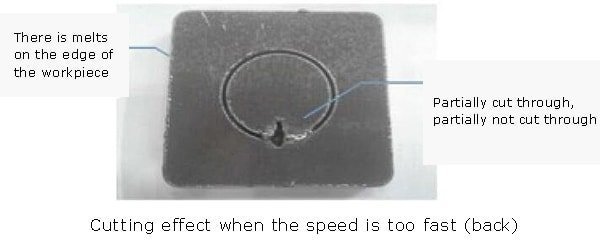
(2) Alcune aree possono essere tagliate, ma altre non possono essere tagliate.
(3) L'intera faccia terminale è più spessa, ma non viene generata alcuna fusione.
(4) La sezione tagliata è rappresentata come una venatura trasversale e la metà inferiore è fusa.
In generale, la velocità di taglio è troppo alta, la pressione del gas è bassa e la potenza è bassa, e di conseguenza il taglio è insufficiente.
L'effetto della velocità di avanzamento è troppo lento
(1) La condizione di sovrafusione è causata e la faccia finale del taglio è ruvida.
(2) Anche la fessura si allarga e si scioglie quando si taglia l'angolo vivo.
(3) Influenza l'efficienza di taglio.
In generale, la velocità di taglio è troppo bassa, la pressione dell'aria è troppo alta e la potenza è troppo elevata, con il risultato di provocare il fenomeno della sovrafusione.
Selezione appropriata della velocità di avanzamento
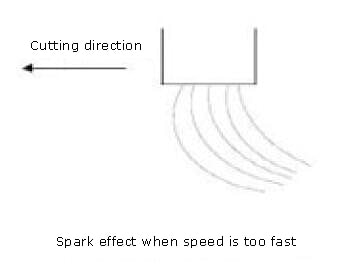
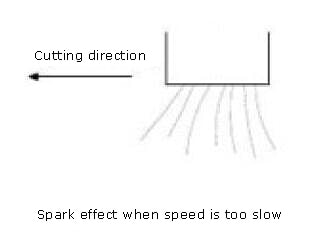
Dalla scintilla di taglio si può determinare se la velocità di avanzamento può essere aumentata o diminuita; quando si imposta la velocità di taglio corretta, la scintilla si propaga dall'alto verso il basso.
Se la scintilla è inclinata, la velocità di avanzamento è troppo elevata, il gas ausiliario non viene completamente soffiato via dalle scorie e la testa di taglio si è spostata in avanti.
Le scintille sono meno diffuse e meno numerose e, quando si condensano insieme, la velocità è troppo bassa e il gas ausiliario viene soffiato in modo eccessivo, per cui la sezione del pezzo da lavorare risulta facilmente ruvida.
Regolando la velocità di avanzamento appropriata, la superficie di taglio mostra una linea più liscia e non presenta fusioni nella parte inferiore.
Effetto della potenza del laser (W) sulla qualità del taglio laser
La potenza del laser (W) è troppo piccola per essere tagliata.
La potenza del laser (W) è troppo elevata e l'intera superficie tagliata viene fusa.
La potenza del laser (W) è impostata in modo insufficiente e la fusione viene generata dopo il taglio.
La potenza del laser (W) è impostata correttamente, la superficie di taglio è buona e non si genera fusione.
Fattori che influenzano la potenza del laser (W);
A) inquinamento da lenti
B) la posizione di messa a fuoco non è corretta
C) Ci sono macchie di ruggine e di olio sulla superficie della scheda:
Effetto del tipo e della qualità della lastra sulla qualità del taglio laser
La maggior parte dei materiali ferrosi e non metallico I metalli possono essere tagliati con il laser.
Ogni materiale ha una risposta unica al laser (lunghezza d'onda 1.080u).
L'idoneità di un materiale al taglio laser dipende dall'interazione del materiale con la lunghezza d'onda e l'energia del laser.
Le capacità di taglio, la velocità di taglio e la qualità sono diverse.
In generale, gli elementi che influenzano la capacità di taglio laser del materiale sono:
Condizioni della superficie
Diffusività termica
Conducibilità
Il trattamento della superficie del materiale come alluminio-zinco, placcatura, rivestimento, ruggine, colorazione, verniciatura e rivestimenti protettivi ha solitamente un impatto negativo sul taglio laser.
Ci sono macchie di ruggine sulla superficie della lamiera (lato anteriore) e le macchie di ruggine non sono tagliate (lato posteriore)
Per le lastre con macchie ricamate e macchie d'olio sulla superficie, devono essere prima lavorate e poi tagliate.
Se non è possibile pulirlo completamente, si consiglia di ridurre la velocità di taglio, aumentare la pressione dell'aria ausiliaria e aumentare la potenza per evitare che il foglio non possa essere tagliato.
Il taglio laser presenta il fenomeno dell'assorbimento di calore e della diffusione termica e la temperatura del materiale ha un'influenza non trascurabile sulla qualità del taglio laser.
In generale, quando la temperatura del materiale supera i 90 °C, ha un effetto negativo sul taglio laser (facilità di esplosione e sovrafusione).
Per ridurre gli effetti negativi delle variazioni di temperatura sul taglio, si può generalmente utilizzare il metodo del taglio a salto.
Il cosiddetto taglio a salto consiste nel tagliare un contorno in una piccola area e saltare ad altre aree per continuare il taglio, in modo da non riscaldare troppo il materiale di lavorazione in una piccola area.
Effetto dei piombi sulla qualità del taglio laser
L'avvio e l'arresto della macchina e il cambio di direzione del movimento influiscono sulla stabilità della qualità di taglio.
È molto necessario aggiungere un taglio di piombo nel taglio vero e proprio.
I metodi e l'ambito di applicazione sono riportati nella tabella seguente:
Modalità di guida
Ambito di applicazione
Linea retta ad angolo retto
Foglio da 0,5-3 mm
Linea retta con arco di derivazione
4-6 mm
Piombo tangente rettilineo
8-16 mm
La lunghezza consigliata del cavo è la seguente:
Spessore della lastra (mm)
Diametro rotondo (d, mm)
Lunghezza del cavo (a,mm)
1-6
d<10
Partendo dal centro del cerchio
d>10
5
8-12
d<20
Partendo dal centro del cerchio
d>20
10
15-20
d<30
Partendo dal centro del cerchio
d>30
15
Quando si taglia acciaio al carbonio di spessore elevato (maggiore o uguale a 6 mm), è necessario allungare il piombo per evitare che le scorie generate dalla sabbiatura del foro influiscano sul taglio.
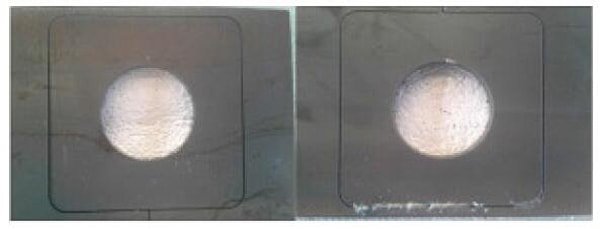
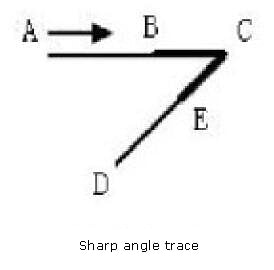
Processo di taglio ad angolo vivo
Cause di ustioni angolari acute
Quando l'angolo acuto viene tagliato, l'asse della macchina si muove attraverso un processo di decelerazione e accelerazione e la velocità cambia, mentre la potenza di uscita del laser rimane invariata.
L'energia laser concentrata negli angoli è doppia rispetto alla linea di taglio.
Gli angoli si bruciano a causa del calore eccessivo.
Tecnica di lavorazione ad angolo acuto
Nel processo di taglio laserCercare di evitare brusche variazioni di velocità e direzione, perché è facile che si verifichi un surriscaldamento locale del pezzo, con conseguenti ripercussioni sulla qualità del taglio.
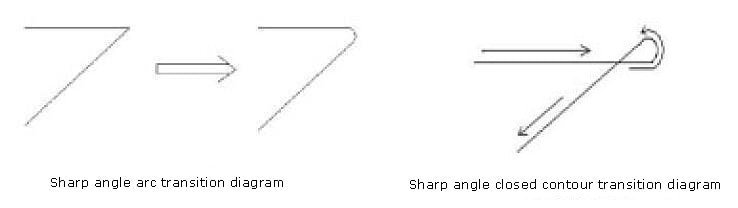
Gli angoli acuti hanno generalmente i seguenti metodi di lavorazione:
1) Transizione con arco di cerchio
Se non ci sono requisiti particolari per l'angolo acuto, è generalmente possibile utilizzare l'arco piccolo R1-2 mm per la transizione.
Le variazioni di velocità e direzione di taglio sono efficacemente tamponate.
Come mostrato di seguito:
2) Transizione del contorno chiuso con taglio eccessivo
Come mostrato in figura, si aggiunge un percorso chiuso in corrispondenza dell'angolo come procedura aggiuntiva, in modo che la velocità e la direzione di taglio non vengano bruscamente modificate in corrispondenza degli angoli, in modo da rendere uniforme il calore in ogni punto e quindi tagliare l'angolo acuto con chiarezza. bordi taglienti.
Ora conoscete già i 9 fattori che influenzano la qualità del taglio laser e il metodo per migliorare la qualità del taglio laser.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come fanno i laser a tagliare l'acciaio con precisione millimetrica? In questo articolo sveliamo i segreti del taglio laser. Dalle modalità laser alle regolazioni degli ugelli, scopriamo come ogni...
Vi siete mai chiesti come garantire la massima qualità nel taglio laser? Questo articolo illustra nove standard essenziali per valutare la precisione e l'efficacia dei tagli laser. Imparerete a valutare i fattori...
Avete mai notato le frustranti increspature sulle lamiere tagliate al laser? Queste imperfezioni possono rovinare la precisione e aumentare i costi. Questo articolo esplora i fattori critici che portano alle ondulazioni di taglio...
Perché la vostra macchina per il taglio laser a volte non riesce a realizzare tagli precisi? La risposta potrebbe risiedere nell'allineamento del percorso ottico. Questa guida illustra i passaggi per regolare...
Immaginate di tagliare senza sforzo lamiere spesse con la precisione di un bisturi. Questo post del blog svela gli elementi essenziali del taglio laser della lamiera, un metodo rivoluzionario che combina...
Vi siete mai chiesti quali fattori influenzano la qualità del taglio laser? In questo post ci addentreremo nelle complessità dell'interazione laser-materiale ed esploreremo come le caratteristiche del fascio, la potenza, la velocità e...
I laser hanno rivoluzionato la produzione, ma conoscete le principali aziende che guidano l'innovazione in questo campo? In questo blog post, esploreremo i principali attori che stanno plasmando il futuro del laser...
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...