6 fattori che influenzano il raggio di curvatura della lamiera
Vi siete mai chiesti perché alcuni metalli si piegano perfettamente mentre altri si incrinano o si deformano? Questo articolo si immerge nell'affascinante mondo della piegatura delle lamiere, esplorando i fattori cruciali che determinano il raggio di piegatura ottimale. Imparerete come lo spessore del materiale, la forza di piegatura e la scelta dello stampo influiscono sulla piegatura finale, assicurando che i vostri progetti in metallo siano impeccabili.
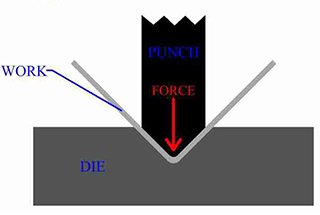
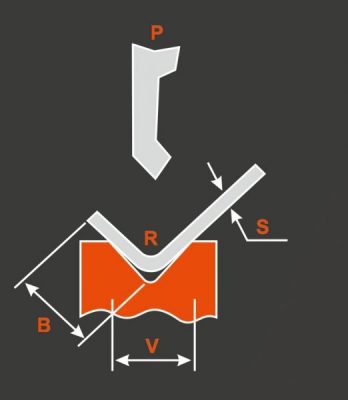
Dovrebbe esserci un raggio di curvatura per piegatura della lamieraNon deve essere né troppo grande né troppo piccolo e deve essere scelto in modo appropriato.
Se il raggio di curvatura è troppo piccolo, si verificherà una fessurazione in corrispondenza della posizione di piegatura;
Se il raggio di curvatura è troppo grande, è facile che si verifichi un rimbalzo.
Tuttavia, è possibile utilizzare Macchina per scanalatura a V scanalare prima, e poi piegare. In questo modo si otterrà un raggio di curvatura minore.
Il raggio di curvatura ottimale di diversi spessori di vari materiali (RADIO interno di curvatura) è riportato nella tabella seguente:
La posizione corrispondente della direzione di flessione e della direzione della fibra
Verticale
Parallelo
Verticale
Parallelo
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
45, 50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Alluminio
0.1t
0.35t
0.5t
1.0t
Ottone
0.1t
0.35t
1.0t
2.0t
Ottone morbido
0.1t
0.35t
0.35t
0.8t
Ottone semirigido
0.1t
0.35t
0.5t
1.2t
Bronzo fosforoso
/
/
1.0t
3.0t
I dati riportati nella tabella precedente sono quelli preferiti solo come riferimento. Infatti, gli angoli arrotondati di pressa piegatrice sono di solito 0,3, e un piccolo numero di angoli arrotondati del punzone della pressa piegatrice è 0,5.
Per la normale piastra di acciaio a basso tenore di carbonio, la piastra di alluminio antiruggine, il rame giallo, il rame viola ecc, il raggio interno 0,2 non è un problema, ma per alcuni acciaio ad alto tenore di carbonioIn alluminio duro, alluminio super-duro, l'uso di un raggio di 0,2 porta alla frattura per flessione o alla crepa del raggio esterno.
Fattori che possono influire sul raggio di curvatura
Quali sono i fattori che possono influenzare il raggio di curvatura del lamiera?
Sono diversi i fattori che possono influire sul raggio di curvatura della lamiera, tra cui lo spessore del metallo, il materiale di cui è fatto, il raggio del punzone superiore, la matrice inferiore, il raggio di curvatura della lamiera, il raggio di curvatura della lamiera. forza di flessione applicata e la temperatura di esercizio.
Spero che questo articolo, basato sulla mia esperienza personale, sia utile ai lettori.
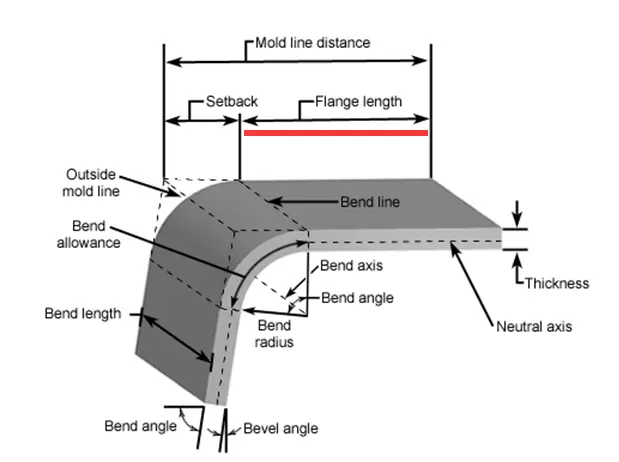
Angolo di curvatura
L'angolo di curvatura della lamiera è il fattore chiave che influenza la indennità di curvatura.
Ad esempio, se la piegatura della lamiera con grande raggioSe l'angolo di curvatura è acuto, la detrazione è minore. indennità di curvatura saranno dedotti.
Spessore della lamiera
Nelle applicazioni pratiche, è stato osservato che il raggio di curvatura aumenta all'aumentare dello spessore del materiale.
Siamo consapevoli del fatto che una piastra più spessa richiede una maggiore forza di flessione e un'apertura a V più grande nel stampo inferiore.
Cosa influenza l'angolo di curvatura r?
Materiale in lamiera
La tolleranza di piegatura per lastre dello stesso spessore può variare leggermente, a dimostrazione del fatto che proprietà del materiale svolgono un ruolo nel determinare il raggio di curvatura.
La resistenza del materiale alla flessione può influenzare direttamente il raggio di curvatura.
Sebbene il materiale abbia un impatto sul raggio di curvatura, ha un effetto limitato sul nostro utilizzo effettivo.
Possiamo creare una tabella di tolleranza di piegatura personalizzata per diversi materiali.
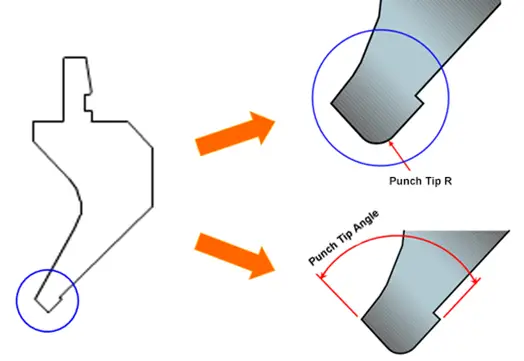
Raggio della punta del punzone
Il raggio standard dello stampo di piegatura non deve essere superiore a r1 e il raggio minimo del punzone non deve essere inferiore a 1.
Se non ci sono requisiti specifici per il raggio di curvatura, questo avrà un impatto limitato sul processo di curvatura.
Tuttavia, per la piegatura di lamiere che richiedono un raggio di curvatura specifico inferiore a 1 o significativamente maggiore di 1, non è determinato esclusivamente dal raggio del punzone superiore.
Pertanto, il raggio del punzone superiore influisce direttamente sul raggio di curvatura finale.
È importante tenere presente che se il raggio della punta del punzone è maggiore del raggio generato dalla matrice a V utilizzata per la piegatura, influirà sul raggio interno del profilo.
Ad esempio:
Acciaio dolce da 1 mm da piegare
Die scelto V = 8 mm, che, come mostrato di seguito, produce un raggio di curvatura interno di 1 mm.
Il raggio di curvatura interno sarà:
r= 1 mm, dove il raggio della punta del punzone è inferiore a Imm
oppure r = raggio della punta del punzone, se il raggio della punta del punzone è superiore a 1 mm.
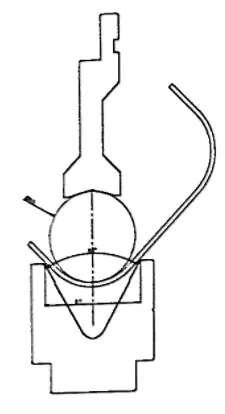
Un esempio tipico di questo principio è rappresentato dai portautensili a raggio che possono essere utilizzati per ottenere curve di grande raggio in stampi di piccole dimensioni. In questo caso, il raggio interno richiesto è prodotto dalla forma della punta del punzone.
Se invece si desidera ripristinare il raggio di curvatura interno prodotto dalla La punta ideale del punzone rdius può essere calcolata con la seguente equazione:
Raggio ideale della punta del punzone = (R prodotto dalla matrice) x (2/3)
Grazie a questo rapporto, la superficie del punzone è proporzionale alla forza necessaria per piegare la lamiera, evitando che la punta del punzone penetri nella lamiera. In questo modo si evitano problemi estetici o crepe nel materiale all'interno della piegatura.
Inoltre, con un raggio di punta troppo piccolo e con angoli acuti è possibile che la lamiera venga quasi tagliata e che il profilo si chiuda sul punzone producendo un angolo diverso da quello previsto.
Non è sempre facile rispettare la suddetta equazione a causa della mancanza di diversi raggi di curvatura in molte officine.
Tuttavia, operatori di presse piegatrici dovrebbero utilizzare il raggio di punta più vicino a quello ideale. Soprattutto per le lamiere spesse, che richiedono una forza elevata per essere piegate, gli operatori devono utilizzare un raggio di punta appropriato per evitare deformazioni della lamiera, problemi dimensionali o problemi di aspetto o crepe.
Forza di flessione
Più spessa è la lamiera, maggiore è la resistenza alla deformazione da flessione.
Pertanto, la forza di flessione deve essere regolata di conseguenza.
La forza di flessione non può essere aumentata costantemente e deve essere impostata su un livello adeguato.
La forza di piegatura è direttamente proporzionale allo spessore della lamiera e inversamente proporzionale alla larghezza della fessura inferiore dello stampo.
Durante la piegatura, lo spessore della lamiera è fisso e la larghezza della fessura inferiore dello stampo viene selezionata in base allo spessore della lamiera.
Di conseguenza, la forza di flessione diventa una costante, determinata da altri fattori.
Il raggio di curvatura non può essere determinato con precisione senza considerare la forza di flessione.
Fondo Die
La larghezza della fessura inferiore dello stampo è direttamente correlata allo spessore della lamiera.
Nelle applicazioni reali, il raggio di curvatura aumenta con l'aumentare dello spessore del metallo.
A parità di spessore della lamiera, il raggio di curvatura può variare anche in base alla larghezza dell'apertura a V.
Pertanto, è chiaro che la larghezza della fessura inferiore della matrice gioca un ruolo fondamentale nel determinare il raggio di curvatura.
Temperatura di esercizio
In genere, la temperatura dell'ambiente di lavoro è la temperatura ambiente, che può essere ignorata.
Conclusione
La forza di piegatura contribuisce a modificare il raggio di curvatura, ma è determinata dallo spessore della lamiera e dalla larghezza della fessura inferiore della matrice.
Tutti i fattori giocano un ruolo nel determinare il raggio di curvatura e possono essere limitati solo in base ai requisiti specifici.
Ad esempio, se non ci sono requisiti specifici per il raggio di curvatura, è opportuno limitare tutti i fattori e utilizzare una tabella di fattori di curvatura standardizzata.
Se si desidera un raggio di curvatura molto più ampio di 1, è possibile modificare il raggio della matrice superiore e utilizzare un fattore di curvatura personalizzato.
Tuttavia, non è consigliabile modificare la larghezza della fessura inferiore della matrice, in quanto ciò influisce sia sul raggio di curvatura che sulla tolleranza di curvatura.
Modificando la larghezza della fessura inferiore dello stampo è possibile modificare il margine di curvatura e il raggio di curvatura.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni che stanno alla base di difetti comuni come...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Avete mai lottato per ottenere piegature perfette della lamiera? Questo articolo analizza i consigli e i trucchi essenziali per padroneggiare la piegatura della lamiera, dalla sequenza del processo all'analisi della piegabilità....
Immaginate di trasformare le materie prime in precisi componenti industriali con un solo passaggio. Questa è la meraviglia della produzione di stampi per presse piegatrici. Dall'estrusione meccanica allo stampaggio a iniezione, i metodi sono...
Immaginate di acquistare una pressa piegatrice e di accorgervi che non soddisfa le vostre esigenze: un errore costoso! Questa guida spiega i principi e i fattori critici da considerare quando si acquista una pressa piegatrice. Da...
Vi siete mai chiesti cosa rende gli stampi per presse piegatrici così affascinanti? In questo avvincente post del blog, ci addentreremo nell'intricato mondo di questi strumenti essenziali che modellano il metallo...
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...