38 FAQ essenziali per il funzionamento della taglierina laser a fibra
Immaginate di tagliare il metallo senza sforzo, con precisione e velocità. Questo articolo sul funzionamento delle frese laser a fibre copre le FAQ essenziali, dalle misure di sicurezza alle funzioni dei componenti, garantendo prestazioni e sicurezza ottimali. Alla fine, capirete come far funzionare e risolvere i problemi di queste macchine high-tech, rendendo le vostre attività di lavorazione del metallo efficienti ed efficaci. Siete pronti a padroneggiare le complessità del taglio laser in fibra? Immergiamoci in questa avventura.
Quali sono i pericoli legati all'utilizzo dei vari gas? Cosa fare in caso di emergenza?
Evitare la presenza di materiali infiammabili ed esplosivi in prossimità della bombola.
Tenersi lontani da fiamme libere e non lavorare con il gas a temperature superiori a 60 gradi Celsius. È severamente vietato l'uso di gas proveniente da fonti non approvate.
Il serbatoio Dewar non deve essere inclinato oltre i 45 gradi per evitare il congelamento. Durante il funzionamento è necessario indossare occhiali e guanti protettivi. È severamente vietato lo sfiato con alte concentrazioni di gas. Se il serbatoio Dewar cade a terra, deve essere rialzato entro due minuti.
Macchina da taglio laser: Utilizzata per la lavorazione a controllo numerico computerizzato (CNC).
Refrigeratore: Sistema di raffreddamento del raggio laser, della lente riflettente e della testa di taglio.
Compressore d'aria: Fornisce l'aria per il taglio laser macchina e i gas di lavorazione ausiliari.
Essiccatore: Filtra l'acqua, l'olio e altri contaminanti presenti nell'aria per mantenere condizioni di aria secca.
Collettore di polveri: Rimuove la polvere e i gas di scarico.
Regolatore: Mantiene una tensione operativa stabile per il dispositivo.
Il significato del seguente codice
G00:
Posizionamento rapido
M00:
Sospensione incondizionata
G01:
Interpolazione lineare
M36:
Disattivare i follower
G02:
Interpolazione circolare in senso orario
M31:
Scegliere l'aria
G03:
Interpolazione circolare antioraria
M35:
Attivare i follower
G04:
Pausa
M10:
Otturatore meccanico aperto
G10:
Pila vuota
M30:
Il programma termina e torna all'intestazione del programma.
G50:
Scala di
M11:
Chiusura dell'otturatore meccanico
G09:
Programma read-ahead
M06:
Spegnimento dell'otturatore elettronico
G51:
Rotazione del pezzo
M07:
Attivare l'otturatore elettronico
G71:
Programmazione metrica
M14:
Spegnere il gas ausiliario
G91:
Programmazione incrementale
G90:
Coordinate assolute
Perché ricalibrare quando si cambiano i materiali da taglio e i tipi di ugelli? Che cosa dovrebbe voi cosa fare se la calibrazione automatica non va a buon fine?
L'altezza viene monitorata mediante un sensore capacitivo, influenzato dal materiale, dalla superficie di contatto e dalla distanza tra il sensore e il materiale.
Ugelli diversi hanno aree di contatto diverse, quindi cambiare tipo di ugello richiede una nuova calibrazione.
Se la calibrazione automatica non riesce, eseguire la calibrazione manuale eseguendo il comando M70 in modalità MDI (Manual Data Input) o passare alla calibrazione manuale.
Percorso di luce esterno e metodo di regolazione coassiale dell'asse Z
L'asse X viene regolato ruotando le viti di regolazione superiore e inferiore a sinistra e a destra sulla staffa del laser. L'asse Y e l'asse Z sono regolati mediante tre dadi di regolazione sul supporto dell'obiettivo.
In genere, le regolazioni di massima vengono effettuate con una luce rossa, seguite da regolazioni di precisione con una forcella a luce incrociata, per garantire che i punti anteriori e posteriori siano centrati.
Metodo e precauzioni per la ricerca della messa a fuoco
Per preparare il pannello piatto, posizionarlo all'estremità della macchina da taglio laser con un angolo di 30-45 gradi.
Quindi, rimuovere l'ugello e regolare la scala a -5. Impostare il ritardo di perforazione (P199) su 0 e spostare la testa di taglio sul punto più alto della tavola.
Richiamare il programma per mettere a fuoco il laser, accendere manualmente l'aria ed eseguire il programma. Individuare il punto in cui le bruciature sulla tavola sono più sottili e installare l'ugello. Spostare manualmente la testa di taglio sopra questo punto più sottile.
Quindi, svitare la scala fino a quando l'ugello si trova a 0,5 mm dalla superficie della piastra. Registrare il valore della scala in questo punto, definito "scala di messa a fuoco zero".
Precauzioni:
Prima di eseguire il programma, è importante verificare che la direzione di movimento della regolazione della messa a fuoco nel programma corrisponda all'orientamento della scheda, per evitare collisioni inverse.
È inoltre essenziale accendere manualmente l'aria prima e dopo l'esecuzione del programma per evitare che il fumo influisca sull'obiettivo.
Una volta terminato il programma, è fondamentale evitare di muovere l'asse Z fino a quando non è stata ristabilita la messa a fuoco e la scheda non deve essere urtata o spostata.
Scrivete un programma coassiale e dite il significato di ogni frase.
Grado di contaminazione dei polarizzatori circolari e del riflettore
4) Condizioni esterne:
Purezza del gas
Qualità delle lastre
Quali tipi di gas che è necessario per il funzionamento del laser? Qual è la purezza di ciascuno di essi? Qual è la pressione minima esterna?
ROFIN: IL NOSTRO LAVORO.
Azoto ad alta purezza 99,999% 5bar
Gas misto (anidride carbonica, elio, azoto, monossido di carbonio, ossigeno, elio), fornitore designato
PRC
Azoto ad alta purezza 99,999% 5bar
Anidride carbonica di elevata purezza 99,999% 5bar Elio ad alta purezza 99,999% 5bar
Azoto puro 99,995% 5bar
TK
Azoto ad alta purezza 99,999% 5bar
Anidride carbonica di elevata purezza 99,999% 5bar Elio ad alta purezza 99,999% 5bar
Nota: il gas soffiato dal laser TK viene smistato da azoto di elevata purezza all'interno del laser.
Precauzioni prima di eseguire il programma? E a cosa bisogna prestare attenzione durante l'elaborazione?
Prima di avviare il processo di lavorazione, è importante verificare che la procedura di selezione sia corretta, che i parametri di processo siano stati denominati correttamente, che il gas ausiliario esterno sia disponibile e che la posizione della piastra sia precisa.
Per evitare la deformazione della lamiera durante la lavorazione, che potrebbe causare collisioni, è fondamentale evitare qualsiasi disturbo. Quando la macchina è in funzione, l'operatore deve rimanere attento e non allontanarsi dalla macchina, garantendo in ogni momento la sua sicurezza personale.
Quali sono i diversi tipi di lenti utilizzate sulla macchina?
Specchio di messa a fuoco, polarizzatore circolare, specchio riflettente rotondo.
L'acciaio inossidabile appeso alle scorie, perché non può essere tagliato e come risolverlo?
Esistono due tipi di scorie che possono comparire sulla superficie inferiore del materiale tagliato:
Scorie dure e appese: Questo problema può essere risolto abbassando il fuoco o aumentando la pressione dell'aria.
Scorie morbide appese: Questo problema può essere risolto aumentando la velocità di taglio, riducendo la potenza e aumentando la posizione di fuoco.
Se il materiale è non tagliare La soluzione è generalmente quella di rallentare la velocità, aumentare la potenza e regolare la posizione di messa a fuoco.
Qual è il rapporto tra il diametro del foro di taglio e lo spessore della lastra? Se non è compreso nell'intervallo, cosa si deve essere fatto?
Per l'acciaio al carbonio: Il diametro del foro non deve essere inferiore allo spessore della piastra se è inferiore a 8 mm. Se il diametro del foro è superiore a 10 mm, non deve essere inferiore a 1,2 volte lo spessore della piastra.
Per l'acciaio inossidabile: Il diametro del foro non deve essere inferiore allo spessore della piastra se è inferiore a 4 mm. Se il diametro del foro è superiore a 5 mm, non deve essere inferiore a 1,5 volte lo spessore della piastra.
Se i fori superano questi requisiti, possono essere eseguiti utilizzando il posizionamento di marcatura o l'impulso taglio lento tecniche.
Improvvisa interruzione dell'alimentazione durante l'elaborazione, come proseguire laser elaborazione?
Se la macchina viene spenta durante il processo di lavorazione, dopo il riavvio è necessario eseguire le seguenti operazioni:
Riportare la macchina al punto di riferimento per ristabilire il sistema di coordinate della macchina.
Aprire il programma NC in esecuzione prima dello spegnimento e verificare se la subroutine Q999997 (che richiama la memoria del sistema di coordinate del pezzo) è stata chiamata. Se non viene chiamata, il punto zero del pezzo può essere individuato solo manualmente.
Se è stata richiamata la subroutine Q999997, selezionare il sistema di coordinate del pezzo con G54.
Passare a X0Y0 per trovare il punto zero del pezzo utilizzando G00X0Y0.
Controllare i valori dei parametri P8 (il numero di riga del programma in esecuzione prima dello spegnimento) e P12 (l'ultimo numero di riga del posizionamento rapido G00 prima dello spegnimento) nel parametro loop. Utilizzare FASTPLOT per controllare il programma e verificare che il numero di programma sia corretto.
Modificare il programma NC aggiungendo una pausa incondizionata (M00) dopo il comando G09 (lettura anticipata, funzione pre-stage) e aumentando il comando di salto (GO**** con un valore per la memoria P12). Dopo la riga di comando G00 della memoria in P12, aggiungere la subroutine di processo dello strato di taglio, ad esempio Q990051 (primo strato). parametro di taglio chiamata).
Eseguire il programma, accendere la funzione ausiliaria e l'alimentazione del laser e riprendere il taglio con il posizionamento automatico.
Quali sono le ragioni specifiche della contaminazione delle lenti di messa a fuoco?
L'aria o i gas ausiliari come l'ossigeno e l'azoto non sono puri e contengono contaminanti come umidità, particelle, fuliggine e olio.
Anche il percorso della luce esterna non è pulito e può essere contaminato da scorie durante i processi di taglio e perforazione.
Quali materiali non possono essere lavorati con il laser?
Quanti metodi di perforazione esistono? In quali circostanze viene utilizzato ciascun metodo? Qual è la causa di fori di scoppio quando utilizzando un normale perforatoremetodo ionico? Come affrontarlo?
Esistono tre metodi di perforazione:
Perforazione convenzionale
Perforazione progressiva
Foro di scoppio
In genere, la perforazione convenzionale viene utilizzata su lastre di acciaio al carbonio di spessore pari o inferiore a 10 mm, mentre la perforazione progressiva viene utilizzata su lastre di acciaio al carbonio di spessore pari o superiore a 10 mm. L'uso di fori di rottura non è comune.
Si prega di notare che leghe di alluminio non devono essere perforati con una perforazione progressiva, ma devono essere perforati nel punto focale.
I motivi per utilizzare un foro di scoppio sono i seguenti:
Tempo di perforazione insufficiente
Pressione di perforazione eccessiva
Alta concentrazione di perforazione.
Quali sono i motivi per cui le facce di taglio non sono coerenti?
Disallineamento coassiale
Percorso luminoso non corretto
Nessun ugello
Piastra di cattiva qualità
Inquinamento dello specchio di messa a fuoco
La superficie di taglio iniziale non è buona
Ritardo di apertura della luce
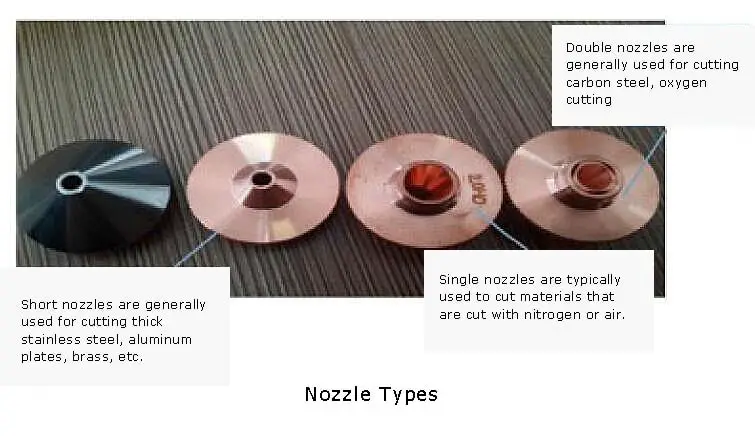
Quali sono i tipi e le dimensioni degli ugelli? Come si scelgono gli ugelli per i diversi spessori dei materiali?
Esistono due tipi di ugelli: ugelli alti a doppio strato e ugelli bassi a fondo diritto a singolo strato. Gli ugelli alti a doppio strato sono disponibili nelle misure 1.4, 2, 2.5 e 3.0, mentre gli ugelli bassi a fondo rettilineo a singolo strato sono disponibili nelle misure 1.5, 2.0, 2.5 e 3.0.
In genere, per l'acciaio al carbonio si utilizzano ugelli alti a doppio strato. Per spessori pari o inferiori a 8 mm, si utilizza un ugello da 1,4; per spessori compresi tra 10-12 mm, si utilizza un ugello da 2,0; per spessori compresi tra 14-18 mm, si utilizza un ugello da 2,5; e per spessori compresi tra 20-25 mm, si utilizza un ugello da 3,0.
L'acciaio inossidabile e le leghe di alluminio, invece, utilizzano generalmente un ugello basso a fondo diritto a singolo strato.
Parametri di lavorazione dettagliati del taglio ad ossigeno dell'acciaio al carbonio da 10 mm-16 mm e del taglio ad azoto dell'acciaio inossidabile da 8 mm
Tipo di generatore laser
Foglio
Potenza
Velocità
Focus
Dia dell'ugello.
Altezza di taglio
Gas da taglio
Pressione dell'aria
Lente
mm
W
mm/min
mm
mm
mm
Bar
pollice
TK2000
SM 10
1800
1000-1200
1
2
1.2
O2
0.8~1.0
7.5
PRC4000
SM 16
2450
800-1000
2
2.5
1.2
O2
0.6~0.7
7.5
ROFIN DC030
SUS 8
2950
800-1100
-8
2.5
0.65
O2
20
7.5
Quali sono i vantaggi delle lenti da 21,5 pollici e da 7,5 pollici nel taglio delle lastre?
Obiettivo da 5 pollici:
Questa lente è ideale per il taglio di lastre sottili, in quanto offre una velocità di taglio elevata e risultati di alta qualità.
Obiettivo da 7,5 pollici:
Questa lente è adatta al taglio di lastre spesse grazie alla sua conicità ridotta e ai risultati di taglio di alta qualità. Inoltre, protegge efficacemente la lente da eventuali danni.
Qual è la differenza tra l'estremità lontana e l'estremità vicina del percorso ottico nella messa a fuoco, perché c'è questa differenza? Come risolvere l'impatto del suo taglio?
La messa a fuoco all'estremità distale del percorso ottico è inferiore rispetto alla messa a fuoco all'estremità prossimale a causa dell'angolo di divergenza della luce laser, che non è perfettamente parallela.
Per contrastare l'effetto della diversa messa a fuoco durante il processo di taglio, è possibile regolare l'altezza del pannello operativo ruotando la manopola di regolazione o regolando l'esclusione della velocità di taglio.
Che cosa dovrebbe voi prestare attenzione quando si taglia il non metallo?
È assolutamente necessario evitare di tagliare con l'ossigeno e utilizzare invece azoto o aria.
Per evitare le collisioni e la contaminazione delle lenti, è necessario aumentare la distanza tra l'ugello e il materiale e mantenere un piccolo spazio per evitare l'accumulo di polvere.
Come evitare che il pezzo si deformi e si trasformi durante il processo di taglio? Quali sono le cause della deviazione dimensionale del pezzo tagliato?
Per evitare deformazioni e deformazioni durante il taglio, si possono utilizzare tecniche come il taglio con disallineamento, la microconnessione e lo spostamento del punto di taglio.
Se le dimensioni del pezzo si discostano eccessivamente a causa dello spostamento causato dalla deformazione, si può verificare uno scostamento significativo dalle dimensioni desiderate.
Perché tagliare un piccolo tondo quando si taglia l'acciaio inossidabile oltre i 4 mm, oppure iniziare con un taglio lentoing?
È importante assicurarsi che il flusso d'aria ausiliaria sia diretto verso il basso all'inizio del processo di taglio, per prevenire efficacemente l'inversione delle scorie.
Che tipo di gas viene utilizzato per tagliare il carbonio, che effetto ha la purezza del gas sul taglio?
Come gas di taglio viene comunemente utilizzato l'ossigeno, la cui purezza è in genere pari o superiore a 99,5%.
La qualità del taglio migliora con una maggiore purezza dell'ossigeno.
Che tipo di gas si usa per tagliare l'acciaio inossidabile e che effetto ha la purezza del gas sul taglio?
Come gas di taglio si utilizza solitamente l'azoto, la cui purezza è solitamente pari o superiore a 99,6%. Se la purezza dell'azoto è bassa, il bordo di taglio può apparire giallo. Se invece la purezza dell'azoto è elevata, il bordo di taglio sarà più brillante.
Inoltre, l'utilizzo di azoto ad alta purezza può ridurre l'accumulo di scorie sul bordo inferiore del taglio.
Quando si taglia l'acciaio inossidabile con la pellicola, si deve guardare verso l'alto o verso il basso? Perché? Che cosa dovrebbe voi prestare attenzione al taglio dei film?
Quando il film è rivolto verso il basso, ostacola lo scarico delle scorie, quindi il film deve essere rivolto verso l'alto.
Quando si taglia con una pellicola, è importante fare attenzione al fatto che la pellicola si stacchi e possa impigliarsi nella testa di taglio. Una soluzione comune è quella di fare prima un segno sulla pellicola e poi procedere con il processo di taglio.
A cosa bisogna prestare attenzione quando si installa FASTCAM?
Una volta completata l'installazione, sostituire i file di configurazione errati PA8000.com e SETUP.DAT nella directory di installazione di FASTCAM con quelli corretti.
Quali sono i requisiti della linea in entrata?per il acciaio inox/carbonio acciaio con spessori diversi?
Per gli acciai inossidabili di spessore non superiore a 3 mm, si possono usare i conduttori diritti. Quando taglio dell'acciaio inossidabile di 4 mm o più, in genere si utilizza una combinazione di linee rette e piccoli archi.
Per l'acciaio al carbonio si utilizza in genere un arco circolare.
Che cosa dovrebbe essere fatto se si verifica improvvisamente un fenomeno negativo durante la normale elaborazione?
Se si verifica un fenomeno indesiderato, è importante fare una pausa e analizzare la causa prima di intraprendere le azioni appropriate per risolverlo.
Quali sono i vantaggi e gli svantaggi dell'utilizzo di gas in bottiglia, dewar serbatoioe serbatoi di stoccaggio?
Utilizzare gas in bottiglia:
Sebbene la pressione sia ben garantita, il costo elevato e il breve tempo di utilizzo richiedono frequenti cambi di gas.
Utilizzare il serbatoio Dewar:
Grazie alla facilità di ventilazione, alla lunga durata e al basso costo, i serbatoi Dewar sono adatti per il trattamento a lungo termine. (Si consiglia di utilizzare serbatoi Dewar ad alta pressione, con un volume di gas di gassificazione generalmente non inferiore a 80 metri cubi).
Utilizzare il serbatoio di stoccaggio:
I serbatoi di stoccaggio offrono un notevole risparmio di gas e un costo contenuto, con un tempo di utilizzo prolungato. In genere, l'azoto liquido viene caricato una volta ogni mezzo mese, il che lo rende un investimento una tantum. Si consiglia di utilizzarlo quando sono in funzione due macchine e si necessita di una grande quantità di azoto come gas ausiliario di lavorazione.
Quali sono le fasi della programmazione in FASTCAM e FASTNEST?
Le fasi di programmazione di FASTCAM sono le seguenti:
Importare il file DXF/DWG ed eseguire la pulizia del CAD e l'elaborazione della compressione.
Generare il programma, specificare l'origine ed eseguire la verifica del programma.
Le fasi di programmazione di FASTNEST sono le seguenti:
Impostare le dimensioni della lastra e modificare i parametri della macchina, compresi il tipo di file e il FASTPATH.
Aggiungere il modello di pezzo lavorato alla tabella di scarico e impostare il numero di pezzi.
Fare clic su nesting automatico ed eseguire le regolazioni fini, se necessario, tramite la regolazione manuale.
Verificare contemporaneamente il programma di uscita.
Il significato di "PERDITA DELL'UGELLO DELLA TESTA DI TAGLIO" , il motivo e la soluzione di questo allarme?
L'ugello del sensore della testa di taglio perde l'allarme;
Controllare se l'ugello è spento;
Se l'anello di ceramica è intatto;
Se la calibrazione è corretta.
Qual è il significato dell'allarme EX CHANGE TABLE e come risolvere questo allarme?
Verificare che la testa di taglio sia sollevata al punto più alto in caso di guasto al banco di lavoro di scambio.
Qual è il significato e la soluzione di AXIS Z MINUS LIMIT ALARM?
Rilevato errore di limite hardware negativo dell'asse Z. Per risolvere questo problema, premere il pulsante di arresto di emergenza, svitare la testa di taglio dal finecorsa rigido e tornare alla posizione zero.
Come proteggere l'anello in ceramica dai danni?
Assicurarsi che il gas dell'anello ceramico di raffreddamento funzioni correttamente. L'operatore non deve allontanarsi dalla macchina mentre è in funzione e deve prestare attenzione all'improvviso rilascio di sollecitazioni sulla lastra e al capovolgimento del pezzo. Se necessario, è necessario intervenire tempestivamente dopo aver messo in pausa la macchina per evitare danni agli anelli ceramici e alle teste di taglio.
È severamente vietato utilizzare ugelli alti a doppio strato per il taglio di acciaio inossidabile o leghe di alluminio con azoto ad alta pressione.
Quali sono le ragioni della presenza di scorie sulla superficie inferiore della lamiera di acciaio al carbonio?
Posizione di messa a fuoco errata
Bassa pressione dell'aria
Contaminanti sulla superficie della lastra (come ruggine, olio e colla)
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
I laser hanno rivoluzionato la produzione, ma conoscete le principali aziende che guidano l'innovazione in questo campo? In questo blog post, esploreremo i principali attori che stanno plasmando il futuro del laser...
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
Siete curiosi di conoscere la tecnologia all'avanguardia che sta rivoluzionando la produzione? In questo blog post, ci immergeremo nel mondo delle macchine per il taglio laser, esplorando i loro vantaggi e i principali produttori che dominano...
Immaginate le conseguenze catastrofiche di una mancata manutenzione di una macchina per il taglio laser. Non lasciate che la vostra azienda sia vittima di costosi fermi macchina e riparazioni! In questo post del blog, approfondiremo gli aspetti essenziali...
Il taglio laser ha rivoluzionato la produzione, ma anche le macchine più avanzate incontrano problemi. In questo post del blog, analizziamo i problemi più comuni delle macchine per il taglio di lastre laser e forniamo passo dopo passo...
Siete interessati all'arte del taglio laser? Questo blog post approfondisce i parametri critici che determinano la qualità e l'efficienza del taglio. Scoprite i consigli degli esperti meccanici...
Siete curiosi di conoscere le capacità del taglio laser? In questa guida completa, ci addentreremo nel mondo delle velocità e degli spessori di taglio laser per vari metalli. Il nostro esperto ingegnere meccanico...