Laser a fibre e laser CO2: Spiegazione della differenza
Vi siete mai chiesti quale tecnologia di taglio laser regni davvero sovrana? Questo articolo si addentra nella battaglia tra laser a fibra e laser CO2, esplorando i loro punti di forza, le loro debolezze e i fattori che rendono uno migliore dell'altro. Alla fine saprete quale macchina da taglio laser è più adatta alle vostre esigenze.
Solo negli ultimi anni taglio laser in fibra La tecnologia ha iniziato a essere ampiamente utilizzata nel settore.
Molte aziende hanno capito i vantaggi dei laser in fibra.
Con lo sviluppo della tecnologia di taglio, la fibra taglio laser è diventata una delle tecnologie più avanzate del settore.
Nel 2014, i laser a fibra hanno superato i laser a CO2 laser ad occupare la maggior parte della quota di mercato delle sorgenti laser.
Plasma, fiamma e taglio laser Le tecniche di taglio termico sono tre metodi comuni, mentre il taglio laser può raggiungere la migliore qualità di taglio, soprattutto per il taglio fine e il foro. tranciatura con un rapporto diametro/spessore inferiore a 1:1.
Pertanto, la tecnologia di taglio laser è anche la prima scelta per il taglio fine.
Il taglio laser in fibra ha attirato una grande attenzione nel settore perché offre velocità di taglio e qualità che sono ottenibili con CO2 taglio laserriducendo al contempo in modo significativo i costi di manutenzione e di esercizio.
Mercato e tendenze delle macchine da taglio laser
Attualmente esistono 2 tipi principali di taglio laser macchine per il taglio di lamiere nel lamiera industria di trasformazione.
Uno di questi è un sistema di controllo delle emissioni di CO2 macchina per il taglio laser che è stata convertita da un laser industriale circa 25 anni fa, e l'altra è una macchina per il taglio laser che è stata convertita da un laser industriale circa 25 anni fa. macchina per il taglio laser in fibra che è stato ufficialmente convertito da un laser industriale circa 10 anni fa.
Dal numero di macchine per il taglio laser vendute nel mercato cinese delle attrezzature per la lavorazione della lamiera negli ultimi anni, le emissioni di CO2 Le macchine di taglio laser rappresentano 40% e le macchine di taglio laser in fibra 60%.
Sebbene il 100% delle taglierine laser vendute sul mercato nel 2007 fosse essenzialmente a CO2 Sappiamo che negli ultimi anni le frese laser in fibra hanno guadagnato slancio e si stanno affermando sul mercato e il numero di unità vendute si sta gradualmente espandendo.
Laser a fibra vs. laser a CO2 laser
Sebbene l'attuale tendenza del mercato favorisca i tagli laser in fibra, i tagli laser in fibra sono davvero la scelta migliore?
A causa delle diverse caratteristiche fisiche della CO2 laser e laser a fibra, il processo di lavorazione laser differisce tra i due.
Naturalmente, i due sistemi hanno i loro punti di forza e di debolezza e ciascuno presenta vantaggi e svantaggi a seconda dell'oggetto da elaborare.
Wavelunghezze
Le emissioni di CO2 Il laser è un fascio di gas ottenuto dall'eccitazione di molecole di anidride carbonica e la sua lunghezza d'onda è 10,6μmmentre il laser a fibra è un laser solido ottenuto ponendo un composto cristallino di Yb (itterbio) come mezzo in una fibra ottica e irradiando i cristalli con un fascio di luce. 1,08μm.
Le caratteristiche fisiche delle diverse lunghezze d'onda hanno un impatto significativo sulle caratteristiche di lavorazione delle due.
Il concetto originale di laser a fibra è stato riconosciuto perché si trattava di un laser in grado di propagarsi attraverso le fibre.
La ragione per cui è in grado di propagarsi attraverso la fibra ottica è proprio la sua lunghezza d'onda di 1,08μm.
Trasmissione laser
Il vantaggio di utilizzare le fibre ottiche per la propagazione è la lunga durata dei componenti ottici, l'elevata affidabilità e i bassi requisiti di manutenzione.
CO2 Le macchine per il taglio laser trasmettono la luce laser dall'oscillatore al punto di lavorazione con l'ausilio di una lente riflettente, generalmente in un percorso ottico isolato dall'aria esterna.
Sebbene l'interno del percorso ottico sia riempito d'aria priva di polvere e di corpi estranei, la superficie del riflettore può ricoprirsi di sporco anche dopo un uso prolungato e deve essere pulita.
Inoltre, il riflettore stesso si usura a causa dell'assorbimento di piccole quantità di energia laser e deve essere sostituito.
Per trasmettere il laser dall'oscillatore al punto di elaborazione, vengono utilizzati riflettori multipli per regolare l'angolo del laser. riflessione laser.
Pertanto, il mantenimento di una corretta operatività richiede una certa dose di competenze tecniche e di gestione.
Tuttavia, nelle taglierine laser a fibra, il laser viene trasmesso attraverso una singola fibra dall'oscillatore al punto di lavorazione. Questa fibra è comunemente chiamata fibra guida.
Poiché non sono necessari componenti ottici come i riflettori e il laser viene trasmesso in una fibra a guida luminosa isolata dall'aria esterna, il laser è praticamente invisibile.
A rigore, tuttavia, il laser viene trasmesso ripetutamente alla periferia della fibra ottica, per cui la fibra ottica stessa è in qualche modo esaurita. Ciononostante, durerà diverse volte di più rispetto ai riflettori utilizzati per la CO2 taglierine laser.
Inoltre, se il percorso di trasmissione è superiore alla curvatura minima della fibra guida, il percorso può essere determinato liberamente, semplificando la regolazione e la manutenzione.
Generazione laser
I due differiscono anche nel processo di generazione del laser (costruzione dell'oscillatore laser).
A CO2 L'oscillatore laser genera un laser immettendo un gas misto a CO2 nello spazio di scarico. Per assicurare il corretto funzionamento della lunghezza di risonanza derivata dalla potenza di uscita del laser, all'interno dell'oscillatore sono collocati componenti ottici che devono essere puliti e sostituiti periodicamente.
Al contrario, gli oscillatori laser a fibra generano il laser all'interno della fibra e sono isolati dall'aria esterna senza componenti ottici. Pertanto, la necessità di una manutenzione regolare è minima. Il ciclo di manutenzione per la pulizia è fissato a circa 4000 ore per i laser a CO2 oscillatori laser e circa 20.000 ore per gli oscillatori laser a fibra.
I vantaggi citati rendono le frese laser in fibra più durevoli e più facili da mantenere.
Consumo di energia
Inoltre, possiamo confrontarli in termini di costi operativi, come il consumo di energia.
CO2 Gli oscillatori laser a fibra hanno un tasso di conversione fotoelettrica di circa 10-15%, mentre gli oscillatori laser a fibra hanno un tasso di conversione di circa 35-40%. L'elevato tasso di conversione fotoelettrica delle frese laser in fibra comporta un minore consumo energetico dei dispositivi di raffreddamento, come i refrigeratori, in quanto una minore quantità di energia elettrica viene convertita in dissipazione di calore.
Sebbene l'oscillatore di un Taglierina laser a fibra richiede una gestione più accurata della temperatura di raffreddamento rispetto a un sistema a CO2 circa 1/2 - 2/3 della capacità di raffreddamento di un oscillatore a CO2 L'oscillatore laser è sufficiente per una fresa laser a fibra con la stessa potenza di uscita del laser.
Pertanto, una macchina per il taglio laser in fibra può essere utilizzata con un consumo energetico pari a circa 1/3 di quello di una macchina a CO2 macchina da taglio laser. Questo la rende una macchina di taglio laser ad alta efficienza energetica.
Differenze nelle caratteristiche di lavorazione
Velocità di taglio
C'è una differenza significativa tra le emissioni di CO2 laser e laser a fibra nella loro elaborazione, principalmente a causa della differenza delle rispettive lunghezze d'onda.
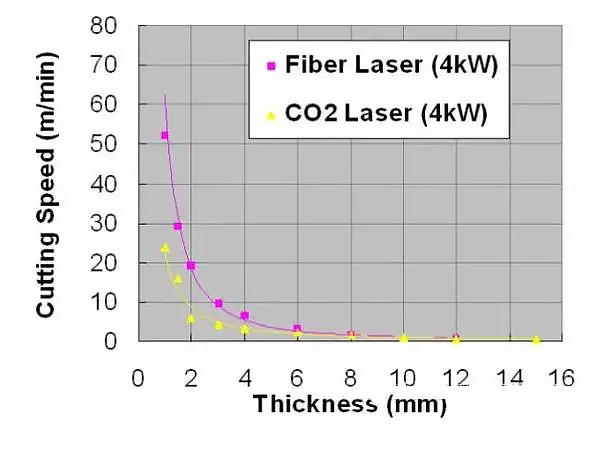
Confronto tra la velocità di elaborazione della CO2 macchina per il taglio laser e macchina per il taglio laser in fibra nella lavorazione dell'acciaio inossidabile.
Entrambi i laser hanno una potenza di 4kW.
Si può osservare che la macchina per il taglio laser in fibra è in grado di lavorare a una velocità da 2 a 3 volte superiore a quella del taglio a CO2 macchina per il taglio laser nel campo delle lamiere di spessore pari o inferiore a 4,0 mm.
Perché c'è una così grande differenza nella velocità di elaborazione, anche a parità di potenza di uscita?
In primo luogo, la differenza può essere attribuita alle grandi differenze nel tasso di assorbimento dell'energia laser nei materiali metallici.
A causa delle diverse proprietà fisiche della materia, l'assorbimento dell'energia luminosa a diverse lunghezze d'onda della luce varia. Ad esempio, l'acciaio inossidabile ha un tasso di assorbimento di circa 12% per la CO2 mentre i laser a fibra hanno un tasso di assorbimento di circa 35%, che è circa tre volte superiore.
Questo elevato tasso di assorbimento comporta un tempo molto breve per la conversione dell'energia luminosa in energia termica e la fusione del materiale. materiale metallico dopo l'irradiazione, consentendo un processo di taglio molto rapido.
Se si desidera tagliare il vetro di quarzo con una fresa laser, è possibile utilizzare un dispositivo di taglio a CO2 laser, ma non un laser a fibra.
Questo perché il vetro di quarzo assorbe la lunghezza d'onda della CO2 laser, ma non quello di un laser a fibra, che lo penetra.
Inoltre, nel taglio di materiali altamente riflettenti come l'alluminio e il rame, il taglio laser in fibra presenta un vantaggio rispetto al taglio a CO2 Il principio del taglio laser è che i materiali metallici assorbono meglio la lunghezza d'onda del laser a fibra.
Quando si confronta la velocità di elaborazione di materiali in acciaio inoxSi può osservare che le due velocità sono essenzialmente uguali per spessori della piastra superiori a 6,0 mm.
Tecniche di taglio
Quando si taglia con il laser, è più importante considerare come rimuovere il metallo fuso in modo efficiente che come fondere il metallo all'istante.
Durante il taglio laser, un gas ausiliario (solitamente azoto, ossigeno, ecc.) viene iniettato nel punto di lavorazione mentre il laser è diretto sul materiale per ottenere condizioni di lavorazione ottimali.
Per i diversi materiali da taglio si utilizzano gas ausiliari diversi. La funzione principale del gas ausiliario è quella di isolare il metallo fuso da sotto il materiale.
Per le lamiere spesse, è necessario un gas ausiliario per ottenere condizioni di taglio ottimali, isolando il metallo fuso dalla parte inferiore del materiale, aumentando così la velocità di lavorazione.
Tuttavia, in termini di area di lavorazione e qualità del taglio, le emissioni di CO2 Le macchine per il taglio laser sono generalmente considerate superiori.
Sono passati circa 30 anni dall'introduzione della CO2 Le macchine laser sono state studiate a fondo per consentire la lavorazione di un'ampia gamma di materiali, dalle lastre sottili a quelle spesse. Inoltre, la tecnologia di lavorazione è diventata così matura da garantire una certa qualità di lavorazione.
Non solo abbiamo sviluppato la tecnologia di lavorazione per tagliare varie forme, ma anche per garantire una certa rugosità della superficie tagliata.
Tuttavia, garantire la qualità del taglio con macchine per il taglio laser in fibra presenta ancora alcune sfide. In particolare, per i prodotti lavorati con macchine di taglio laser in fibra e con uno spessore della lastra superiore a 3,0 mm, si noteranno alcune piccole particelle attaccate al fondo della superficie di taglio, difficili da rimuovere, note come feccia. La superficie di taglio è inoltre più ruvida rispetto a quella delle macchine a CO2 macchine per il taglio laser. Questo fenomeno è causato dall'elevata proprietà di assorbimento dei materiali metallici.
Durante la lavorazione laser, il laser si riflette sulla superficie del materiale e il metallo si fonde e cade. Quando un laser a fibra si riflette su una superficie metallica con alti tassi di assorbimento, si verifica un riassorbimento, con conseguente fusione del metallo sulla superficie di taglio e una sezione grezza dopo il taglio.
Campione tagliato da CO2 macchina per il taglio laser (acciaio inox 20 mm)
La qualità della lavorazione è uno degli elementi difficili da quantificare, per cui molti clienti non vi prestano molta attenzione quando scelgono un plotter laser.
Tuttavia, il problema della feccia di cui sopra è legato alla qualità della lavorazione.
Le macchine di taglio laser in fibra possono essere utilizzate per controllare i costi anche a velocità elevate. Dopo la processo di taglio laserSe c'è un processo successivo, come la rimozione della feccia, il costo totale del processo è circa uguale a quello di un impianto a CO2 macchina per il taglio laser.
Pertanto, è necessario prestare maggiore attenzione alla qualità di lavorazione della taglierina laser.
Cinematica della macchina da taglio laser
Sebbene abbia utilizzato i concetti di laser a fibra e CO2 laser per fare un confronto, è sufficiente basarsi solo su questo dato per scegliere una fresa laser?
Il confronto tra fibra ottica e CO2 si riferisce agli oscillatori costitutivi di una macchina da taglio laser. Nel sistema di composizione di una macchina da taglio laser, sono presenti anche gli assi di azionamento X, Y e Z. Anche le prestazioni e il controllo del movimento di questi assi di azionamento sono fattori importanti.
Le macchine da taglio laser possono lavorare forme complessecome i fori di forma strana, i cunei e le protuberanze, oltre ai fori rotondi, quadrati e rettangolari.
Pertanto, indipendentemente dalla velocità di lavorazione, se le prestazioni cinematiche dell'asse di azionamento XY, che determina la forma da lavorare, sono basse, è impossibile accorciare il tempo di lavorazione. tempo di taglio.
Se la velocità di lavorazione è di 40 m/min con una macchina laser a fibra e di 20 m/min con una macchina CO2 macchina per il taglio laser, il tempo di lavorazione della macchina laser a fibra non sarà necessariamente il doppio di quello della macchina a CO2 e il tempo di lavorazione della macchina per il taglio laser CO2 La macchina per il taglio laser non sarà necessariamente più veloce della metà nella lavorazione di una determinata forma, soprattutto se la forma da lavorare è complessa e il numero di fori è elevato.
Per evidenziare chiaramente la differenza di velocità di lavorazione, è necessario migliorare le prestazioni cinematiche dell'albero motore, in particolare la capacità di accelerazione e decelerazione durante la lavorazione di taglio.
Capacità combinate di macchine per il taglio laser
Con prestazioni di accelerazione e decelerazione elevate, è necessario un telaio robusto e altamente rigido per sopportare le prestazioni cinematiche. Per mantenere la precisione di lavorazione del prodotto, è necessario disporre di una struttura interna in grado di controllare il movimento elevato.
La massimizzazione della capacità di elaborazione laser dell'oscillatore richiede un aumento della capacità complessiva della macchina di taglio laser, compreso l'albero di trasmissione.
Poiché i componenti di una fresa laser in fibra sono relativamente semplici, è possibile costruire una fresa laser in fibra di una certa qualità senza la tecnologia di lavorazione laser quando si considera la progettazione e la produzione di una fresa laser.
Inoltre, molti componenti di una macchina per il taglio laser in fibra sono disponibili sul mercato e anche la capacità di lavorazione di una fresa realizzata assemblando questi componenti è buona. Questo è uno dei motivi per cui di recente si è assistito a una proliferazione di produttori che producono e vendono taglierine laser in fibra.
Tuttavia, la CO2 Le macchine per il taglio laser richiedono molte tecniche di lavorazione, come la trasmissione laser, per cui è facile che si verifichino differenze di caratteristiche e prestazioni tra le varie macchine. produttori di macchine per il taglio laser.
Un vero produttore di macchine per il taglio laser deve disporre di una tecnologia matura e della capacità di progettare e produrre macchine per il taglio di CO2 macchine per il taglio laser, nonché la tecnologia di lavorazione accumulata dalla produzione di CO2 macchine per il taglio laser che possono essere utilizzate per progettare e produrre macchine per il taglio laser in fibra.
Sebbene l'accuratezza e la qualità della lavorazione siano difficili da esprimere numericamente, la scelta migliore è una macchina per il taglio laser in grado di mantenere costantemente un livello elevato di accuratezza e qualità, oltre a prestazioni cinematiche elevate. Tuttavia, è necessario prendere una decisione razionale in base ai materiali di lavorazione.
Se il materiale da lavorare è sottile, il volume di produzione è elevato e si desidera controllare i costi di lavorazione, la scelta migliore è una taglierina laser a fibra. Tuttavia, se in molti casi è richiesto uno spessore superiore a 6,0 mm o se è necessaria una certa qualità di lavorazione, una fresa laser a CO2 La macchina per il taglio laser è più adatta.
Sono necessarie operazioni di follow-up separate e il costo totale della lavorazione è molto elevato se effettuata manualmente. Quando si sceglie una macchina per il taglio laser, è necessario effettuare valutazioni complete non solo sul processo laser, ma anche sul prodotto e sulla produzione.
Il Avantaggi di Fiber Laser Cuttilizzo
Questa tecnologia offre la velocità e la qualità di taglio che il taglio laser ad anidride carbonica può raggiungere, riducendo al contempo in modo significativo i costi di manutenzione e di funzionamento.
Il vantaggio più significativo della tecnologia di taglio a fibre è la sua efficienza energetica. Per ogni unità di potenza del sistema di taglio ad anidride carbonica, il tasso di utilizzo generale effettivo è di circa 8% - 10%. Con il sistema di taglio laser in fibra, invece, l'utente può aspettarsi un'efficienza energetica superiore, pari a circa 25% - 30%.
In altre parole, il consumo energetico complessivo del sistema di taglio a fibre è da 3 a 5 volte inferiore a quello del sistema di taglio ad anidride carbonica, con un conseguente aumento dell'efficienza energetica a più di 86%.
I laser a fibra hanno caratteristiche di lunghezza d'onda ridotta che aumentano l'assorbimento del fascio da parte della fibra. materiale da taglio e può tagliare materiali come ottone, rame e materiali non conduttivi. Un fascio più focalizzato produce un fuoco più piccolo e una profondità focale maggiore, consentendo il taglio di materiali come l'ottone, il rame e i materiali conduttori. laser a fibra ottica per tagliare rapidamente materiali sottili e in modo più efficiente materiali di medio spessore.
Quando si tagliano materiali di spessore fino a 6 mm, la velocità di taglio di un sistema di taglio laser in fibra da 1,5 kW è equivalente a quella di un sistema di taglio laser ad anidride carbonica da 3 kW. Poiché il costo operativo del taglio in fibra è inferiore a quello dei normali sistemi di taglio ad anidride carbonica, ciò si traduce in un aumento della produzione e in una riduzione dei costi commerciali.
Occorre inoltre considerare i problemi di manutenzione. Le emissioni di CO2 Il sistema laser richiede una manutenzione regolare, che comprende la manutenzione e la calibrazione del riflettore e la manutenzione regolare della cavità risonante. Tuttavia, la soluzione di taglio laser in fibra non richiede praticamente alcuna manutenzione.
Le emissioni di CO2 Il sistema di taglio laser richiede l'utilizzo di CO2 come gas laser, e a causa dei problemi di purezza della CO2 gas, la cavità può contaminarsi e richiedere una pulizia regolare. Il costo di un sistema di kilowatt di anidride carbonica è di almeno $20.000 all'anno. Inoltre, molti impianti a CO2 I tagli richiedono turbine a flusso assiale ad alta velocità per erogare il gas laser, e le turbine richiedono manutenzione e rinnovamento.
Infine, rispetto alla CO2 Le soluzioni di taglio in fibra sono più compatte e hanno un minore impatto sull'ambiente, in quanto richiedono un minore raffreddamento e riducono significativamente il consumo energetico. Le caratteristiche di minore manutenzione e maggiore efficienza rendono i sistemi di taglio laser a fibra ottica più ecologici, emettendo meno anidride carbonica rispetto alla CO2 sistemi di taglio laser.
I laser in fibra hanno un'ampia gamma di applicazioni, tra cui la comunicazione laser in fibra, la costruzione navale industriale e la produzione automobilistica, lavorazione della lamieraincisione laser, apparecchiature mediche e altro ancora. Con il continuo sviluppo della tecnologia, la gamma di applicazioni dei laser in fibra si sta ampliando.
CO2 Laser e laser a fibra: Qual è il migliore?
Laser a fibra
Definizione di laser a fibra:
Il laser a fibra è un tipo di laser che utilizza una fibra di vetro drogata con elementi di terre rare come mezzo di guadagno. I laser a fibra possono essere sviluppati sulla base di amplificatori a fibra.
Principio del laser a fibra:
Sotto l'azione della luce di pompa, nella fibra ottica si può formare un'alta densità di potenza, che porta all'"inversione del numero di particelle" del livello di energia laser del materiale di lavoro del laser. Quando l'anello di feedback positivo (che forma un risonatore) viene aggiunto correttamente, è possibile generare l'oscillazione laser in uscita.
Applicazioni del laser a fibra:
I laser in fibra hanno un'ampia gamma di applicazioni, tra cui la comunicazione laser in fibra, la comunicazione spaziale laser a lunga distanza, la costruzione navale industriale, la produzione automobilistica, l'incisione laser, la marcatura laser, il taglio laser, il rullo di stampa, la foratura/taglio/saldatura di metalli e non metalli (brasatura(per esempio, per il raffreddamento, il cladding e la saldatura profonda), per la sicurezza militare e della difesa nazionale, per gli strumenti e le apparecchiature mediche e per la costruzione di infrastrutture su larga scala, nonché come sorgente di pompaggio di altri laser.
Tipi di laser a fibra:
I laser a fibra possono essere classificati in molti modi, tra cui i metodi più comuni includono la classificazione per modalità di lavoro, intervallo di banda e elementi dielettrici drogati con terre rare.
I laser a fibra possono essere classificati in diversi modi, tra cui:
Per modalità di lavoro:
Laser a fibra continua (utilizzato per taglio laser, saldatura, rivestimento)
Laser a fibra quasi continuo (utilizzato per la saldatura a punti), saldatura delle cuciture, perforazione)
Laser a fibra pulsata (utilizzato per la microlavorazione dei materiali, bisturi, microscopio, misurazione laser)
Per gamma di banda:
Laser a fibra a medio infrarosso (utilizzato per sorgenti laser medicali e guida laser)
Laser a fibra verde (utilizzato per la diagnosi di immagini mediche e la proiezione olografica)
Con elementi di terre rare drogati:
Laser a fibra drogata di itterbio (utilizzato per lavorazioni industriali, trattamenti medici e difesa nazionale)
Laser a fibra drogata di erbio (utilizzato per il monitoraggio ambientale laser)
Laser a fibra drogata Tm (utilizzato per il taglio fine laser e l'emostasi laser)
I laser sono solitamente denominati in base a una o più di queste categorie.
I laser a fibra hanno un'ampia gamma di applicazioni e le diverse suddivisioni di laser hanno caratteristiche distinte e campi di applicazione adatti. Ad esempio:
La banda dell'infrarosso medio è sicura per gli occhi umani e può essere fortemente assorbita dall'acqua, il che la rende una sorgente laser medica ideale.
La fibra drogata con erbio è ampiamente utilizzata nel campo delle comunicazioni in fibra ottica grazie alla sua lunghezza d'onda adatta.
Il laser verde è essenziale per l'intrattenimento e la proiezione grazie alla sua visibilità.
Un diagramma applicativo della classificazione delle suddivisioni laser corrispondente ai settori industriali di riferimento può essere utile per identificare gli usi più adatti per specifici settori. tipi di laser.
CO2Laser
Il laser a CO2 è un tipo di laser molecolare ed è uno dei più comuni laser a onda continua (CW) ad alta potenza. Il suo materiale principale è costituito da molecole di anidride carbonica.
La struttura principale di un laser CO2 comprende un tubo laser, un risonatore ottico, un alimentatore e una pompa. La sua caratteristica principale è l'elevata potenza di uscita e il funzionamento continuo, ma la struttura è complessa e il laser è di grandi dimensioni e di difficile manutenzione.
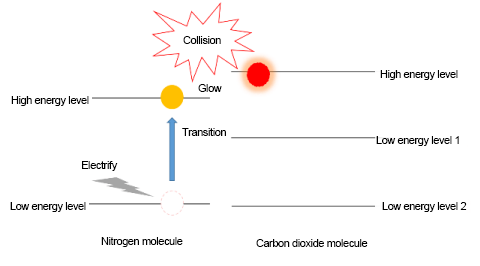
La realizzazione dell'inversione del numero di particelle è fondamentale per la luminescenza di un laser ad anidride carbonica.
Le sostanze di lavoro di un laser ad anidride carbonica comprendono anidride carbonica, azoto ed elio.
Dopo l'erogazione di corrente continua, le molecole di azoto nel gas miscelato vengono eccitate dall'impatto degli elettroni.
Quando le molecole di azoto eccitate si scontrano con le molecole di anidride carbonica, trasferiscono energia a queste ultime.
In questo modo, le molecole di biossido di carbonio passano da un livello a bassa energia a uno ad alta energia, formando un'inversione del numero di particelle ed emettendo un laser.
Le molecole di azoto si scontrano con le molecole di anidride carbonica dopo l'eccitazione, in modo che l'anidride carbonica venga eccitata separatamente.
La molecola di anidride carbonica eccitata salta verso il basso ed emette un laser.
Laser a fibra vs. laser a CO2 Laser
Fibra ottica e CO2 I laser hanno i loro vantaggi e i diversi laser devono essere scelti in base alle diverse esigenze.
Tra le tecnologie di taglio attualmente ampiamente utilizzate, il laser a fibra e il laser a CO2 laser hanno i loro vantaggi e svantaggi a fronte di requisiti applicativi specifici.
Non possono sostituirsi completamente l'uno all'altro, ma devono essere complementari e coesistere.
Dal punto di vista del tipo di materiali da lavorare, a causa dell'effetto di assorbimento, i laser a fibra non sono adatti al taglio di materiali non metallici, mentre i tradizionali laser a CO2 I laser non sono adatti al taglio di materiali ad alta riflettività, come ad esempio rame e alluminio.
In termini di velocità di taglio, le emissioni di CO2 I laser a fibre ottiche hanno vantaggi nello spessore della lastra > 6 mm, mentre i laser a fibre ottiche tagliano la lastra più velocemente;
La penetrazione del pezzo è necessaria prima del taglio laser e la velocità di perforazione di CO2 è significativamente più veloce di quello del laser a fibra;
In termini di qualità della sezione di taglio, il CO2 laser è migliore del laser a fibra nel suo complesso.
Confronto tra laser a fibra e laser ad anidride carbonica
I materiali altamente riflettenti hanno una scarsa adattabilità
Velocità di taglio
Vantaggi evidenti sotto i 3 mm
>6mm, CO2 è più vantaggioso
Efficienza di penetrazione
La velocità è relativamente bassa
Quanto maggiore è lo spessore, tanto più evidente è il vantaggio.
Sezione qualità
Leggermente peggiore
Migliore rugosità e verticalità
Il laser a fibre ottiche ha un'efficienza di conversione della luce più elevata e un'efficienza inferiore. utilizzo costo.
In base ai calcoli, il costo dell'utilizzo del laser a fibra è di 23,4 yuan all'ora, mentre il costo dell'utilizzo del laser ad anidride carbonica è di 39,1 yuan all'ora. In particolare, il costo dell'energia del laser a fibre è di 7 yuan all'ora, il costo del raffreddamento ad acqua è di 8,4 yuan all'ora e gli altri costi sono di 8 yuan all'ora. Il costo della potenza del laser ad anidride carbonica è di 21 yuan all'ora, il costo del raffreddamento ad acqua è di 12,6 yuan all'ora e gli altri costi sono di 5,5 yuan all'ora.
Confronto dei costi tra laser a fibra e laser a CO2 laser
Laser a fibra
CO2 Laser
Potenza (kw)
3
3
Efficienza di conversione della luce
30%
10%
Consumo di energia (kw)
10
30
Prezzo dell'elettricità (yuan/kWh)
1
1
Durata del carico
70%
70%
Costo dell'energia (yuan/ora)
7
21
Potenza dell'impianto di raffreddamento ad acqua (kw)
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
A che velocità un laser a fibra può tagliare diversi metalli? Se vi siete mai chiesti come ottimizzare le velocità di taglio per materiali come l'acciaio al carbonio o l'alluminio, questo articolo offre grafici di velocità dettagliati...
Vi siete mai chiesti come fa un potente raggio laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante post del blog, esploreremo il funzionamento interno del...
Immaginate di tagliare il metallo con la stessa facilità con cui si taglia il burro. La tecnologia laser in fibra ha rivoluzionato la lavorazione dei metalli, offrendo precisione e velocità senza pari. Questo articolo esplora le velocità di taglio di vari metalli...
Avete mai lottato per ottenere un taglio perfetto sul metallo? In questo blog post, scopriremo i segreti dei parametri di taglio ottimali per vari metalli, utilizzando una macchina...
Scegliere il laser in fibra ad alta potenza più adatto alle proprie esigenze industriali può essere un compito arduo. Una maggiore potenza significa sempre una migliore efficienza? Non necessariamente. Questa guida esplora le idee sbagliate più comuni e...
Immaginate uno strumento così preciso da tagliare il metallo con la stessa finezza del bisturi di un chirurgo. I laser a fibra hanno rivoluzionato i settori industriali, dalla produzione alla medicina. Questo articolo approfondisce...
Vi siete mai chiesti come fa una tecnologia all'avanguardia a raggiungere una tale precisione? I laser a fibre, una meraviglia dell'ingegneria moderna, utilizzano fibre di vetro drogate con terre rare per generare fasci laser altamente efficienti e versatili....
Quali sono le cause dei guasti alle teste di taglio laser e come si possono prevenire? Questo articolo approfondisce i comuni problemi di contaminazione che interessano le lenti delle teste di taglio laser in fibra e offre soluzioni pratiche...