Saldatura per attrito: Principi, classificazione, processo, fattori d'influenza
Immaginate di saldare senza fiamme, scintille o addirittura senza fondere il metallo. La saldatura per attrito offre proprio questo, sfruttando il calore generato dall'attrito per unire i materiali senza soluzione di continuità. Questo metodo, noto per la sua efficienza e resistenza, sta rivoluzionando il modo in cui le industrie affrontano la giunzione dei metalli. In questo articolo scopriremo come funziona la saldatura per attrito, i suoi vari tipi e i fattori che ne influenzano il successo. Preparatevi a esplorare un processo che potrebbe cambiare il futuro della produzione.
I. Il principio e la classificazione della saldatura per attrito
(1) Il principio della saldatura per attrito
Saldatura per attrito: È un metodo di saldatura a pressione che sfrutta il calore generato dall'attrito reciproco nel movimento relativo delle superfici di contatto delle parti da saldare per ottenere un collegamento affidabile dei materiali.
Il processo di saldatura avviene sotto pressione, dove i materiali da saldare generano attrito a causa del movimento relativo, causando l'aumento della temperatura dell'interfaccia e delle zone vicine, fino a raggiungere lo stato termoplastico.
Quando entra in gioco la forza d'urto, il film di ossido dell'interfaccia si frantuma, il materiale subisce una deformazione plastica e scorre, e si forma un giunto attraverso la diffusione degli elementi dell'interfaccia e le reazioni metallurgiche di ricristallizzazione.
Il processo di saldatura non aggiunge metallo d'apporto, non richiede flusso e non utilizza gas di protezione. L'intero processo di saldatura richiede solo pochi secondi.
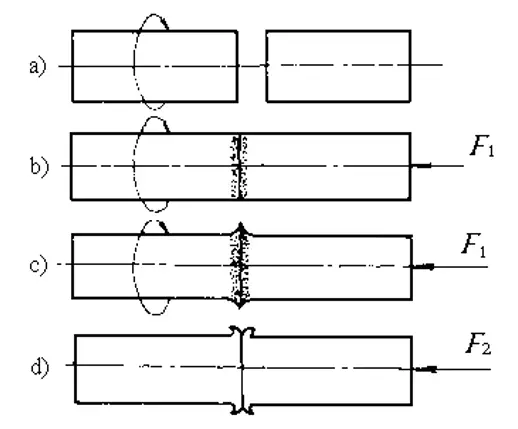
Figura 7-16 Diagramma schematico del processo di saldatura per attrito
L'attrito relativo ad alta velocità sotto pressione tra le superfici di giunzione delle due saldature produce due effetti:
1) Distrugge la pellicola di ossido o altro strato di contaminazione sulla superficie del giunto, esponendo il metallo pulito;
2) genera calore, formando rapidamente uno strato termoplastico sulla superficie del giunto. Sotto la successiva coppia di attrito e la pressione assiale, questi ossidi frantumati e parte dello strato plastico vengono estrusi dalla superficie del giunto per formare la scintilla, mentre il metallo rimanente, deformato plasticamente, costituisce il metallo saldato. Il sollevamento finale fa sì che il metallo saldato sia sottoposto a un'ulteriore forgiatura, formando un pezzo di buona qualità. giunto di saldatura.
Dal processo di saldatura, si può notare che il giunto di saldatura per attrito si forma al di sotto del punto di fusione del metallo saldato, quindi la saldatura per attrito appartiene al metodo di saldatura allo stato solido.
(2) Classificazione della saldatura per attrito:
La saldatura per attrito può essere classificata in tre tipi: rotazione del pezzo, pezzo fermo e altri movimenti. Questi tre tipi possono essere ulteriormente suddivisi come segue:
1. Rotazione del pezzo:
Saldatura a frizione continua
Saldatura per attrito per inerzia
2. Pezzo fermo:
Saldatura radiale a frizione
Saldatura a frizione Stir
3. Altri movimenti:
Superficie d'attrito
Saldatura a frizione lineare
Saldatura a frizione in orbita
2. Classificazione della saldatura per attrito
(1) Saldatura a frizione continua
È un tipo comune di saldatura per attrito. Durante il processo di saldatura, il pezzo in lavorazione viene continuamente azionato dal motore del mandrino per ruotare a velocità costante fino a quando non raggiunge il tempo di attrito o la quantità di deformazione per attrito specificati. A questo punto il pezzo smette immediatamente di ruotare e inizia la saldatura a forgia.
1. Rotazione
2. Frenare
3a. Apparecchio rotante
3b. Apparecchio non rotante
4a. Pezzo in rotazione
4b. Pezzo non rotante
5. Cilindro del pezzo da lavorare
(2) Saldatura per attrito per inerzia
L'estremità rotante del pezzo è bloccata nel volano. All'inizio del processo di saldatura, il volano e l'estremità rotante del pezzo vengono accelerati a una certa velocità, quindi il volano viene sganciato dal motore principale.
Allo stesso tempo, l'estremità mobile del pezzo si sposta in avanti. Dopo il contatto con il pezzo, inizia il riscaldamento per attrito. Durante il processo di riscaldamento della saldatura per attrito, il volano viene frenato dalla coppia di attrito e la velocità diminuisce gradualmente. Quando la velocità raggiunge lo zero, il processo di saldatura termina.
1- Rotazione
2- Corpo inerziale regolabile
3a- Morsetto rotante
3b- Morsetto non rotante
4a- Pezzo rotante
4b- Pezzo non rotante
5- Cilindro portapezzo
(3) Saldatura a frizione radiale
Un anello anulare con una superficie smussata è montato sulla superficie terminale di un tubo con un'apertura divisa. Durante la saldatura per attrito, l'anello viene fatto ruotare e le forze radiali di attrito vengono applicate alle due estremità del tubo. Al termine dell'attrito, la rotazione dell'anello si arresta e viene applicata la pressione di spegnimento.
Figura 6: Schema della saldatura ad attrito radiale
1 - Anello rotante
2 - Tubo da saldare
n - Velocità dell'anello
Po - Pressione assiale di forgiatura
P - Pressione radiale
(4) Saldatura per attrito
Il principio di funzionamento della saldatura per attrito è il seguente: Un ago di una certa forma in materiale duro resistente alle alte temperature viene ruotato e inserito in profondità nel bordo di due materiali da saldare.
La testa di agitazione regola la rotazione, generando una grande quantità di calore di attrito ai bordi delle due saldature, formando così una zona di rammollimento metallo-plastico in corrispondenza della connessione.
Questa zona di rammollimento plastico viene agitata e schiacciata sotto l'azione della testa di agitazione e scorre all'indietro lungo la cordone di saldatura con la rotazione della testa di agitazione, formando un flusso di metallo plastico. Nel processo di raffreddamento, dopo l'uscita della testa di agitazione, il metallo viene schiacciato per formare un giunto di saldatura in fase solida.
L'asta di metallo di rivestimento ruota ad alta velocità e applica una pressione di attrito al metallo madre. Grazie all'ampio volume del materiale madre, alla buona conduzione del calore e alla rapida velocità di raffreddamento, la superficie di attrito si sposta dall'interfaccia tra il metallo di rivestimento e il materiale madre al lato del metallo di rivestimento.
Allo stesso tempo, il metallo di superficie si solidifica e passa sul metallo madre per formare una saldatura di superficie. Quando il materiale madre ruota o si sposta rispetto alla barra di metallo di copertura, si forma un cordone di saldatura superficiale sul materiale madre.
Figura 7: Schema della superficie d'attrito
1- Asta metallica di rivestimento
2 - Parte superficiale
3- Superficie del cordone di saldatura
(6) Saldatura lineare a frizione
Uno dei due pezzi da saldare è fisso e l'altro si muove avanti e indietro a una certa velocità, oppure i due pezzi si muovono l'uno rispetto all'altro. Sotto l'azione della pressione, l'interfaccia dei due pezzi genera calore per attrito, ottenendo così la saldatura.
Figura 8: Schema della saldatura ad attrito lineare
(7) Saldatura a frizione orbitale
La saldatura ad attrito orbitale è un metodo di saldatura di recente sviluppo, utilizzato principalmente per la saldatura di pezzi di sezione non circolare.
Per la saldatura ad attrito orbitale rettilineo, il pezzo da saldare viaggia lungo un binario rettilineo, con una certa ampiezza e frequenza che assicurano che la velocità di vibrazione raggiunga il valore richiesto, rendendo la superficie di saldatura fare attrito vibrazionale relativo e ripetitivo.
Per la saldatura a frizione orbitale circolare, ogni punto di massa del pezzo si muove con lo stesso raggio e la stessa velocità, spostandosi lungo l'orbita circolare per far sì che la superficie di saldatura faccia attrito con il movimento relativo. Dopo che il giunto è stato riscaldato al temperatura di saldatura, il movimento di attrito del pezzo viene interrotto e si procede al ribaltamento.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Come può la saldatura dell'acciaio al carbonio essere una pratica comune e allo stesso tempo una sfida complessa? Questa guida esplora l'intricato mondo della saldatura dell'acciaio al carbonio, trattando i tipi di acciaio al carbonio, i loro...
Vi siete mai chiesti come facciano macchinari complessi a rimanere collegati tra loro senza soluzione di continuità? Questo articolo si addentra nell'affascinante mondo della saldatura di testa, un metodo ad alta efficienza utilizzato per unire i metalli. Imparerete a conoscere le sue...
La saldatura delle leghe di alluminio presenta sfide uniche a causa del loro basso punto di fusione e dell'elevata conduttività termica. Questo articolo approfondisce i vari metodi di saldatura, come TIG, MIG e arco al plasma...
Immaginate un mondo in cui i metalli si fondono senza soluzione di continuità con una semplice scintilla. Questa è l'essenza della saldatura a punti, una tecnica che unisce le parti metalliche con precisione e forza. In questo...
La tecnologia della saldatura è un processo di unione di metalli o altri materiali termoplastici che utilizza metodi tradizionali come la saldatura per fusione, la saldatura a pressione e la brasatura. Con il continuo sviluppo della tecnologia, i moderni...
Come si uniscono due metalli in un'unica forma integrale? La risposta si trova nell'affascinante mondo della saldatura, dove il calore, la pressione o entrambi creano legami indissolubili. Questa guida...
Immaginate di trasformare l'alluminio leggero in strutture robuste e versatili utilizzando la saldatura a gas inerte metallico (MIG). Questa tecnica non solo garantisce saldature uniformi e di alta qualità, ma risolve anche problemi comuni come il disallineamento e...
Questo articolo esplora l'affascinante mondo della saldatura, dalla saldatura ad arco manuale alle tecniche avanzate con schermo a gas. Scoprirete i metodi, i vantaggi e le applicazioni dei vari processi di saldatura. Preparatevi a...
Immaginate un mondo senza saldatura. Dagli imponenti grattacieli agli intricati macchinari, il tessuto stesso della nostra società moderna si sfalderebbe. In questo articolo esploriamo l'affascinante regno della saldatura...