Nozioni di base della saldatura di primo livello a penetrazione totale
1. Requisiti generali La saldatura a trasferimento di sollecitazione comprende saldature di primo livello a penetrazione completa, in grado di gestire tutti i tipi di sollecitazione in modo simile al metallo base, saldature di raccordo che resistono principalmente alle forze di taglio e saldature di secondo livello a penetrazione parziale. Se gestite in modo completo, le saldature di primo livello a penetrazione totale, escluse quelle a bassa sollecitazione e ad alto ciclo di fatica come le travi a blocco corona, [...]
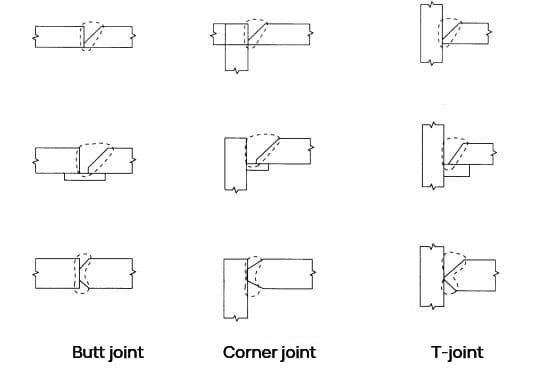
La Figura 1 illustra che i giunti saldati con saldature di prima classe a piena penetrazione possono essere classificati in giunti di testa, giunti d'angolo e giunti a T in base alla forma del componente.
La saldatura a trasferimento di sollecitazione comprende saldature di primo livello a penetrazione completa che possono gestire tutti i tipi di sollecitazione in modo simile al metallo di base, saldature a filetto che resistono principalmente alle forze di taglio, e le saldature di secondo livello a penetrazione parziale.
Se gestite in modo completo, le saldature di primo livello a piena penetrazione, escluse quelle a bassa sollecitazione e ad alto ciclo di fatica come le travi a corona, sono considerate in grado di offrire le stesse prestazioni del metallo base sotto tutti i carichi, compresi i terremoti e altri carichi ripetuti nell'acciaio da costruzione comunemente utilizzato.
La saldatura di primo livello a piena penetrazione deve essere completamente saldata sull'intera sezione e la resistenza della posizione di saldatura deve essere uguale o superiore a quella del metallo base.
Lo spessore della gola della saldatura di primo livello a penetrazione totale non deve essere inferiore allo spessore del metallo di base (se gli spessori del metallo di base sono diversi, si deve utilizzare lo spessore del metallo di base da saldare di testa e se si utilizzano giunti d'angolo e giunti a T).
Se lo spessore della gola è inferiore allo spessore del metallo di base, non solo non rispetterà la tolleranza di progetto, ma diventerà anche una fonte di concentrazione delle sollecitazioni.
Allo stesso modo, se la corona di saldatura è troppo alta, causerà anche una concentrazione di tensioni; è quindi necessario mantenere la corona di saldatura a una dimensione ragionevole.
Giunto di saldatura di primo livello a penetrazione totale
Ad esempio, quando i giunti a T e i giunti d'angolo sono soggetti a forze che tirano le piastre d'acciaio nella direzione dello spessore della piastra, è importante notare che, sebbene non vi siano forze che tirano le piastre in direzione dello spessore della piastra, è possibile che non vi siano forze che tirano le piastre in direzione dello spessore della piastra. difetti di saldaturaLe piastre d'acciaio possono comunque rompersi a causa della bassa resistenza.
È ampiamente noto che il rapporto tra la resistenza o l'allungamento nella direzione dello spessore e la direzione di laminazione di acciaio laminato le piastre sono generalmente ridotte.
In particolare, quando non metallico Le inclusioni (come l'MnS) vengono deviate durante la laminazione dell'acciaio e possono rompersi o staccarsi in presenza di sollecitazioni molto basse.
Di conseguenza, le piastre di acciaio utilizzate per le parti soggette a forze di trazione nella direzione dello spessore della piastra, come la flangia superiore della colonna nel caso di penetrazione della colonna o la flangia della trave delle colonne esterne e delle colonne d'angolo nel caso di penetrazione della trave, devono essere attentamente esaminate e considerate.
Nella colata continua, le differenze nella temperatura di solidificazione o le riduzioni della temperatura superficiale possono portare a una deviazione dei componenti MnS al centro dello spessore della piastra e alla tendenza alla segregazione di Al2O3 sullo strato superficiale. Tuttavia, questi problemi sono migliorati negli ultimi anni.
Recentemente, con l'aumento delle costruzioni, sono stati segnalati diversi casi di cricche lamellari dovute alla saldatura multistrato di lamiere d'acciaio spesse.
I giunti di saldatura di prima classe a penetrazione totale di tipo T sono tipicamente utilizzati nei giunti colonna-trave delle strutture in acciaio che subiscono sollecitazioni massime e ripetute deformazioni plastiche. Questa parte è la più suscettibile alle cricche da saldatura a strati.
Pertanto, è necessario selezionare un prodotto di alta qualità lamiera d'acciaiorivedere il progetto di saldatura e i metodi di costruzione e prestare molta attenzione alla gestione del preriscaldamento per prevenire la criccatura a bassa temperatura di altre parti interessate dal calore.
2. Forma della scanalatura
La forma della scanalatura nel giunto saldato è un fattore cruciale per la stabilità di entrambi i lati dell'articolazione.
Una fessura radicolare o un angolo di scanalatura non corretti possono influire negativamente sulla qualità della giunto saldato.
È quindi importante determinare la forma appropriata della scanalatura in base alla tipo di saldatura metodo e giunto utilizzati.
Per il convenzionale metodi di saldaturaLa forma della scanalatura standard per il tipo di giunto e la dimensione della superficie della radice è accettabile a condizione che la dimensione della superficie della radice sia inferiore a 2 mm quando si utilizza una piastra di supporto.
Per i metodi di saldatura specializzati o i tipi di giunti, i dati devono essere valutati per garantire che la forma della scanalatura soddisfi gli standard di qualità e di costruzione, in base alle condizioni specifiche.
3. Corona di saldatura
Per evitare la concentrazione delle tensioni, la corona di saldatura nel primo livello di saldatura a penetrazione completa non deve essere eccessivamente pronunciata. La corona di saldatura deve avere una superficie liscia e ininterrotta dal metallo di base, con un'altezza compresa tra 0 e 3 mm.
4. Altezza della corona del giunto a T
La corona di saldatura nei giunti a T deve ridurre la concentrazione di tensioni intorno all'area di saldatura, il che è fondamentale per evitare cricche o scagliature nella piastra di testa. La corona di saldatura desiderata è rappresentata nella Figura 2 ed è importante che il cordone di saldatura sia liscio. L'altezza della corona di saldatura (h) deve essere pari a 1/4 dello spessore del giunto di testa, o a 10 mm se lo spessore supera i 40 mm.
Fig. 2 Altezza della corona del giunto a T
5. Piastra di scorrimento
La scarsa penetrazione o i fori d'aria si notano comunemente all'inizio della saldatura, mentre le cricche e altri difetti compaiono spesso alla fine. Per evitare questi difetti in una saldatura efficace, all'inizio e alla fine della saldatura è necessario posizionare una piastra di scorrimento in acciaio di forma adeguata, come mostrato nella Fig. 3.
Non è necessario rimuovere la piastra di scorrimento dopo la saldatura e i suoi residui non sono problematici, come indicato nella Fig. 4. Tuttavia, se lo spessore della lastra supera i 50 mm e la colonna e la trave hanno la stessa larghezza, è necessario tagliarla. Tuttavia, se lo spessore della lastra supera i 50 mm e la colonna e la trave hanno la stessa larghezza, è necessario tagliarla.
Ad esempio, quando la trave del blocco corona è soggetta a basse sollecitazioni e a fatica ad alto ciclo, deve essere tagliata e rifinita con una smerigliatrice.
Non è consigliabile assemblare e saldare direttamente la piastra di scorrimento sul giunto della trave della colonna. Questo perché il cordone di saldatura corto creato durante la saldatura di assemblaggio della linguetta di raccordo riduce la tenacità alla frattura dell'area interessata dal calore, rendendola potenzialmente il punto di partenza della rottura fragile dell'intera piastra flangiata.
La Fig. 5 fornisce un esempio di colpo d'arco assemblaggio delle piastre e saldatura al giunto colonna-trave.
Il dispositivo a piastra scorrevole viene assemblato e saldato sulla piastra di supporto. Se è inevitabile farlo nella scanalatura, la costruzione deve garantire pienamente la qualità della parte saldata dopo la saldatura positiva. Tuttavia, nella pratica, le condizioni di costruzione sono più severe rispetto alla saldatura in avanti, con il risultato di un assemblaggio inadeguato. qualità della saldatura.
È necessario rimuovere o rifondere il cordone di saldatura dell'assemblaggio durante la saldatura in avanti, in particolare per i giunti critici quali saldatura a penetrazione totale, utilizzando uno dei seguenti metodi:
Rimuovere il cordone di saldatura dell'assemblaggio con l'arco a gas prima della saldatura.
Utilizzare una ruspa per rimuovere i residui della saldatura di assemblaggio alla prima estremità della saldatura.
Rifondere il cordone di saldatura assemblato senza difetti residui.
La saldatura di assemblaggio viene eseguita con l'ausilio di un sistema elettrico o saldatura a gas schermataQuando si saldano lamiere di acciaio più spesse con una lunghezza del cordone di saldatura inferiore, la parte saldata può indurirsi a causa del rapido riscaldamento e raffreddamento e si possono verificare cricche a causa della quantità di idrogeno diffusibile e del grado di vincolo. Questa tendenza è più accentuata con lamiere più spesse o con leghe di composizione più elevata.
Pertanto, gli elettrodi a basso contenuto di idrogeno devono essere utilizzati per la saldatura di assemblaggio con saldatura elettricain base allo spessore della lamiera e al tipo di acciaio. Tuttavia, può essere difficile cambiare l'elettrodo in base allo spessore e al tipo di acciaio, per cui si raccomanda di utilizzare costantemente elettrodi a basso contenuto di idrogeno quando si utilizza la saldatura elettrica coperta.
Anche la saldatura a gas schermato è efficace per prevenire le cricche, grazie alla bassa diffusività dell'idrogeno gassoso, e dovrebbe essere utilizzata nella saldatura di assemblaggio. Anche il preriscaldamento è efficace nella prevenzione delle cricche e dovrebbe essere condotto nelle stesse condizioni della saldatura normale durante l'assemblaggio e la saldatura.
Altri metodi per sostituire il metodo delle piastre di scorrimento includono l'uso di piastre di scorrimento fisse sinterizzate in flusso, ceramica o piastre di acciaio stampate, o l'uso del metodo della piastra di supporto, del metodo di saldatura posteriore, del metodo di rimozione delle estremità e di altri metodi per eliminare le piastre di scorrimento.
Questo metodo è applicabile per la saldatura in piano e per gli acciai Q235 e Q235. Q345. Tuttavia, se il saldabilità Il test conferma che la qualità della parte saldata è uguale o superiore a quella del metodo di costruzione della piastra di scorrimento in acciaio, può essere utilizzato al di fuori di questo campo di applicazione.
Il tecnico di saldatura deve essere qualificato nel metodo di saldatura equivalente e riconosciuto dal supervisore del progetto attraverso l'esame supplementare di tecnologia di saldatura per il metodo della piastra di scorrimento equivalente.
Le considerazioni più comuni per le linguette di scorrimento di tipo fisso nei metodi di costruzione sono illustrate di seguito:
Per mantenere le prestazioni del giunto, il materiale della linguetta di scorrimento di tipo fisso non deve interferire con il metallo di saldatura nella posizione di saldatura.
La piastra di supporto serve a evitare che il metallo saldato coli alla fine della saldatura. processo di saldatura e deve estendersi per circa 10 mm dall'estremità del metallo di base.
La linguetta di scorrimento di tipo fisso viene fissata saldamente al metallo di base con metodi quali il filo d'acciaio o il magnete.
Per quanto riguarda il metodo di saldatura, come illustrato nella Fig. 6, l'arco viene avviato nel punto in cui l'estremità del metallo di base entra per 15-20 mm e poi torna indietro per garantire la piena penetrazione all'estremità durante lo strato iniziale di saldatura.
6. Giunti con piastre di diverso spessore
Quando i materiali utilizzati per la produzione di saldatura del giunto hanno spessori diversi, la saldatura deve essere eseguita dal materiale più sottile a quello più spesso per garantire una distribuzione uniforme delle sollecitazioni.
Come mostrato nella Fig. 7 (a), quando la differenza di spessore supera i 10 mm a causa della variazione dello spessore della piastra o quando la trave del blocco corona è soggetta a bassa pressione ed elevata fatica ciclica, la lastra più spessa dovrebbe essere angolata a meno di 1/2,5 e la scanalatura dovrebbe essere resa più sottile. Le lastre devono trovarsi alla stessa altezza.
Tuttavia, come illustrato nella Fig. 7 (b), quando si salda il giunto della piastra alare di una trave SRC formata da una testa d'arco su entrambi i lati (terna), se la differenza di spessore della piastra supera i 10 mm, l'armatura saldatura a filetto dovrebbe essere utilizzato.
Si noti inoltre che la saldatura su un solo lato della piastra di supporto deve essere approvata dal supervisore del progetto.
7. Sgorbia ad aria compressa
Quando si salda da entrambi i lati, la scriccatura ad aria deve essere eseguita come principio generale prima di saldare il primo strato sul retro.
Il primo strato di saldatura di superficie è spesso soggetta a difetti come fessurazioni, scarsa penetrazione e inclusione di scorie, a causa della velocità di raffreddamento. Per risolvere questi problemi, è necessaria la scriccatura ad aria per rimuovere eventuali difetti nel primo strato della superficie.
Tuttavia, se durante la saldatura ad arco sommerso si utilizza un test di costruzione o un'ispezione non distruttiva per verificare che il primo strato sul retro abbia una buona penetrazione, la scriccatura ad aria può essere omessa.
8. Piastra di supporto
Per garantire una corretta penetrazione delle radici quando si utilizza una piastra di supporto, è necessario prevedere uno spazio sufficiente tra le radici per assicurare una connessione stretta. Se la piastra di supporto non viene serrata completamente e lo spazio tra le radici è troppo ridotto, si possono verificare i seguenti problemi difetti di saldatura come la scarsa penetrazione o l'inclusione di scorie alla radice.
La piastra di supporto deve essere generalmente realizzata in materiale Q345B. Per altri materiali, è importante esaminare la loro composizione chimica (P, S, Cu, C, ecc.) per verificare che siano adatti alla saldatura.
In generale, la piastra di supporto per il giunto colonna-trave deve essere installata all'interno della piastra alare. Tuttavia, la piastra della flangia inferiore può essere installata all'esterno se necessario per la saldatura in loco. La posizione della piastra di supporto è illustrata nella Figura 8.
La saldatura di assemblaggio della piastra di supporto è soggetta a sollecitazioni di trazione e a lievi sollecitazioni di flessione, mentre la saldatura di raccordo subisce la massima sollecitazione. Questo tipo di saldatura è relativamente semplice, ma è anche soggetta a rotture. In molti casi, la saldatura di assemblaggio viene eseguita senza preriscaldare la saldatura a filetto.
Sebbene la lunghezza del cordone di saldatura originale possa essere sufficiente, la tenacità alla frattura del metallo di saldatura o della zona termicamente alterata (ZTA) è bassa, il che può portare a un cedimento fragile dell'intero giunto in caso di frattura della saldatura a filetto.
Di conseguenza, l'assemblaggio e la saldatura della piastra di supporto alla giunzione trave-colonna non devono essere eseguiti a meno di 10 mm da una delle due estremità della flangia della trave o a meno di 10 mm dalla punta R o dalla punta della saldatura del filetto del nastro [Figura 9 (1)]. L'assemblaggio e la saldatura devono invece essere eseguiti nella posizione della piastra di scorrimento [Figura 9 (2)] o a 1/4 della larghezza della piastra d'ala della trave [Figura 9 (3)]. Se la piastra di scorrimento è installata all'esterno della piastra di supporto o della flangia della trave, non deve essere assemblata e saldata all'esterno della flangia della trave e della flangia della colonna [Figura 9 (2)].
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
La saldatura a piena penetrazione è sempre superiore alla saldatura a fusione profonda? Questa domanda lascia perplessi molti nel settore della lavorazione dei metalli. Questo articolo analizza i punti di forza e di debolezza di entrambe le tecniche...
Immaginate di ottenere una saldatura perfetta con una sola passata! La saldatura su un solo lato e la formatura su due lati lo rendono possibile, garantendo una penetrazione completa e una qualità impeccabile senza dover rilavorare il lato posteriore. Questo articolo...
Vi siete mai chiesti come fanno i saldatori a ottenere giunzioni perfette in posizioni difficili? La saldatura 6GR è una tecnica specializzata per la saldatura di condotte con un anello di ostacolo a 45°, fondamentale per garantire...
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Vi siete mai chiesti come fanno i professionisti a creare tagli precisi nel metallo spesso senza ricorrere ai metodi tradizionali? La scriccatura ad arco di carbonio potrebbe essere la risposta che state cercando. Questo processo, che utilizza...
E se si potesse garantire che le saldature siano sempre perfette? In questo articolo esploreremo la valutazione del processo di saldatura, un metodo fondamentale per testare e perfezionare le tecniche di saldatura. Verrà...
Vi siete mai chiesti come la saldatura trasformi pezzi di metallo separati in un tutt'uno? Questo articolo esplora l'affascinante mondo dei giunti di saldatura, esaminandone le tipologie, le caratteristiche meccaniche e le...
La saldatura di acciai a bassa temperatura richiede una conoscenza approfondita delle proprietà del materiale, poiché le condizioni estreme possono portare a rotture fragili. L'articolo illustra i requisiti tecnici degli acciai per basse temperature, sottolineando l'importanza...
Perché la saldatura dell'acciaio al carbonio è un'arte e una scienza? Conoscere la saldabilità dei diversi acciai al carbonio, da quelli a basso a quelli ad alto tenore di carbonio, è fondamentale per garantire giunti resistenti e duraturi. Questo...